Устройство экструдирования шинных лент для изготовления протекторов и/или боковин для шин и способ изготовления протектора или боковины шины - RU2736817C2
Код документа: RU2736817C2
Чертежи


Описание
Изобретение относится к экструдированию шинных лент для изготовления протекторов и/или боковин для шин (покрышек).
Из публикации JP 06210702 A известно устройство экструдирования шинных лент для изготовления протекторов и/или боковин для шин, содержащее экструдеры, каждый из которых имеет по меньшей мере один шнек с первой продольной осью шнека, и экструдирующую головку, содержащую корпус головки, имеющий по меньшей мере четыре подводящих отверстия, каждое из которых соединено с одним соответствующим экструдером для подвода экструдируемого материала, И впрыскивающий инструмент для формования экструдируемого профиля из экструдируемых материалов, соединенный с корпусом головки, имеющий выходное отверстие и расположенный c возможностью направления подводимого через подводящие отверстия экструдируемого материала вдоль соответствующего пути прохождения материала, выполненного в виде канала, к выходному отверстию, причем впрыскивающий инструмент имеет профильную пластину, в которой выполнено выходное отверстие, а также первую распределительную пластину и по меньшей мере одну вторую распределительную пластину, которая относительно пути прохождения материала расположена перед профильной пластиной, причем первая распределительная пластина вдоль первой разделительной поверхности прилегает к корпусу головки, a вдоль второй разделительной поверхности прилегает ко второй распределительной пластине.
Такое устройство экструдирования шинных лент применяется для изготовления протекторов или боковин для шин. Такие устройства экструдирования шинных лент, по сравнению с прочими экструдирующими устройствами для экструдирования каучука в цельную ленту, выполнены с высокой пропускной способностью. Так, устройства экструдирования шинных лент зачастую выполнены таким образом, что они могут изготавливать по меньшей мере 1500 кг шинных лент в час. Это приводит к очень высокой пропускной способности по каучуку через впрыскивающий инструмент.
Для достижения большой пропускной способности применяют большие экструдеры, то есть используемые экструдеры имеют относительно большой диаметр шнека. Меньшие диаметры шнека невыгодны, так как большие показатели пропускной способности c малыми экструдерами могут быть достигнуты лишь тогда, когда они работают с высоким числом оборотов, но это повышает срезающую нагрузку на каучук и повышает опасность преждевременной вулканизации, чего необходимо избегать.
Большие экструдеры имеют по сравнению с малыми экструдерами низкий к.п.д. при высоком давлении впрыска. Поэтому сопротивление потоку в экструдирующей головке пытаются поддерживать наименьшим.
Недостатком известных устройств экструдирования шинных лент является то, что они сравнительно трудоемко и плохо очищаются.
К тому же, недостатком является то, что не могут изготавливаться сложные шинные ленты.
В основе изобретения лежит задача устранить недостатки уровня техники.
Для решения поставленной задачи предложено устройство экструдирования шинных лент для изготовления протекторов И/Или боковин для шин, имеющее:
(а) первый экструдер, имеющий по меньшей мере один первый шнек c первой продольной осью шнека,
(6) второй экструдер, имеющий по меньшей мере один второй шнек со второй продольной осью шнека,
(в) третий экструдер‚ имеющий по меньшей мере один третий шнек с третьей продольной осью шнека,
(г) по меньшей мере один четвертый экструдер, имеющий по меньшей мере один четвертый шнек с четвертой продольной осью шнека, и выходное отверстие и расположенный c возможностью направления подводимого через подводящие отверстия экструдируемого материала вдоль соответствующего пути прохождения материала, выполненного в виде канала, к выходному отверстию, причем впрыскивающий инструмент имеет профильную пластину, в которой выполнено выходное отверстие, а также первую распределительную пластину и по меньшей мере одну вторую распределительную пластину, которая относительно пути прохождения материала расположена перед профильной пластиной, причем первая распределительная пластина вдоль первой разделительной поверхности прилегает к корпусу головки, а вдоль второй разделительной поверхности прилегает ко второй распределительной пластине.
В предлагаемом в изобретении устройстве по меньшей мере большая часть экструдеров и корпус головки выполнены так, что шнеки соответствующих экструдеров являются извлекаемыми при остающемся неподвижным корпусе головки относительно экструдеров, распределительные пластины выполнены так, что по меньшей мере большая часть всех путей прохождения материала проходит через все разделительные поверхности, и перед выходным отверстием B направлении потока материала расположено несколько каналов, обеспечивающих подвод соответствующих экструдируемых материалов, соединяемых на выходном отверстии в шинную ленту.
Объектом изобретения является также способом изготовления протектора или боковины шины, при осуществлении которого используют предлагаемое в изобретении экструдирующее устройство, причем выпуск протекторов составляет по меньшей мере 2500 килограмм в час и/или выпуск боковин составляет по меньшей мере 1000 килограмм в час.
Преимуществом изобретения является то, что экструдирующая головка очень легко чистится. Так, необходимо лишь изъять И почистить распределительные пластины. В отличие от известных экструдирующих устройств, которые имеют откидные инструментальные вставки, это возможно быстро и просто при незначительной конструктивной трудоемкости.
Еще одним преимуществом изобретения является то, что могут быть экструдированы имеющие сложную форму шинные ленты. В известных устройствах экструдирования шинных лент экструдирующая головка имеет поворотные инструментальные вставки. Но такие поворотные инструментальные вставки так, чтобы можно было подводить и формовать в шинные ленты больше чем 6, 7 или даже 8 видов экструдируемого материала, могут быть изготовлены только плохо. За счет наличия распределительных пластин может быть образовано много различных путей прохождения материала для экструдируемого материала.
Можно было бы ожидать, что в результате предусмотрения распределительных пластин становится необходимым такое высокое давление впрыска, что происходящая потеря кпд и как результат этого дополнительное внутреннее трение каучука приведет к преждевременной полной вулканизации. Но, оказалось, что за счет применения нескольких меньших экструдеров является возможным, достигнуть необходимых для изготовления шинных лент показателей пропускной способности, без того, чтобы происходила преждевременная полная вулканизация.
В рамках настоящего описания под устройством экструдирования шинных лент подразумевается устройство, которое в работе производит шинные ленты. Под шинными лентами подразумевается протектор или боковина шины.
Под корпусом головки подразумевается, прежде всего, та часть экструдирующей головки, которая прочно соединена с экструдерами. Хотя возможно и согласно одной предпочтительной форме осуществления предусмотрено, что корпус головки соединен с экструдером с возможностью съема, однако соединение, как правило, выполнено так, что оно не должно разъединяться для замены впрыскивающего инструмента.
Является благоприятным, если экструдирующая головка выполнена так, что образуется цельная шинная лента. Цельная шинная лента не содержит полостей.
Под профильной пластиной подразумевается, прежде всего, деталь, которая относительно направления в пространстве, а именно, высоты, явно меньше, чем относительно обоих других направлений в пространстве, а именно, относительно длины и ширины. Является возможным и представляет предпочтительную форму осуществления, что, по меньшей мере, большая часть распределительных пластин, прежде всего все распределительные пластины, имеют основную форму прямоугольного параллелепипеда.
Следует отметить, что все экструдируемые материалы покидают экструдирующую головку через профильную пластину. Выходное отверстие профильной пластины действует придающим окончательную форму образом.
Является благоприятным, если экструдируемые материалы отдельных экструдеров отличаются относительно друг друга по меньшей мере в одном свойстве, например своем составе. Тогда шинная лента также может быть обозначена как многокомпонентная лента.
Для возможности изготовления достаточно сложных шинных лент является благоприятным, если впрыскивающий инструмент имеет по меньшей мере три распределительных пластины. Чтобы поддерживать небольшим сопротивление потоку, которое распределительные пластины оказывают экструдируемому материалу, является благоприятным, если впрыскивающий инструмент имеет не более чем шесть распределительных пластин. Для достижения особо большой стабильности, корпус головки выполнен, предпочтительно, цельным, то есть, детали, соединенные с возможностью разъема, отсутствуют. Прежде всего, корпус головки является монолитным, то есть стыки отсутствуют.
Предпочтительно, распределительные пластины расположены одна за другой, то есть экструдируемый материал проходит через пластины последовательно. Предпочтительно, путь прохождения материала для экструдируемого материала не проходит в обратном направлении, это означает, что путь прохождения материала пересекает пластину сначала в одном направлении, а затем в противоположном направлении.
Согласно одной предпочтительной форме осуществления, по меньшей мере, большая часть экструдеров и корпус головки выполнены так, что шнеки соответствующих экструдеров являются извлекаемыми при остающемся неподвижным корпусе головки относительно экструдеров (а) посредством перемещения шнека через корпус головки или (б) посредством перемещения шнека от корпуса головки. Так как при изготовлении шинных лент требуются большие показатели пропускной способности, используемые для этого экструдеры также рассчитаны на высокую пропускную способность и, соответственно, являются массивными. Для этого на валы экструдеров должны переноситься большие мощности силовых установок, в связи с чем в устройствах экструдирования шинных лент утвердилось, что шнеки экструдеров могут извлекаться без необходимости перемещения корпуса головки относительно экструдеров.
Согласно одной предпочтительной форме осуществления устройство экструдирования шинных лент имеет по меньшей мере семь экструдеров. Такое количество экструдеров не может быть выполнено с существовавшими до сих пор экструдирующими головками, так как несколько каналов для экструдируемых материалов требует нескольких откидных инструментальных вставок, причем эти инструментальные вставки должны иметь соответственно более точно направленные относительно друг друга поворотные оси.
Является особо благоприятным, если корпус головки имеет по меньшей мере семь подводящих отверстий, и каждый экструдер соединен с точно одним подводящим отверстием.
Для достижения наиболее высокой пропускной способности, прежде всего пропускной способности более чем 1500 кг в час, является благоприятным, если все экструдеры имеют диаметр шнека экструдера по меньшей мере 90 миллиметров. Диаметр шнека экструдера - это диаметр экструдирующего шнека или экструдирующих шнеков. Согласно одной предпочтительной форме осуществления по меньшей мере одна распределительная пластина имеет по меньшей мере один направляющий канал, который, по меньшей мере, участками простирается вдоль разделительной поверхности.
Под признаком, что направляющий канал простирается вдоль разделительной поверхности, прежде всего, подразумевается, что направляющий канал открыт к торцевой стороне, то есть разделительной поверхности, и/или проходит внутри пластины вдоль разделительной поверхности, так что экструдируемый материал в работе течет вдоль разделительной поверхности. Если направляющий канал открыт к торцевой стороне на своей пластине, то текущий по этому направляющему каналу экструдируемый материал одновременно имеет контакт с соответствующей распределительной пластиной и, либо соседней распределительной пластиной, либо корпусом головки.
Является особо благоприятным, если все пути прохождения материала проходят через все разделительные поверхности. Другими словами, тогда путь прохождения материала проходит между узкой стороной распределительной пластины и корпусом головки. Это, в свою очередь, означает, что в результате извлечения впрыскивающего инструмента обычно каучуковый материал только еще имеется на местах, на которых поступающий от экструдера экструдируемый материал входит во впрыскивающий инструмент. Напротив, боковые поверхности корпуса головки, к которым прилегает впрыскивающий инструмент, не входят в контакт с каучуковым материалом, так что они и не должны очищаться.
Является благоприятным, если по меньшей мере одна распределительная пластина имеет отверстие, и направляющий канал соединен с отверстием. Тогда экструдируемый материал может протекать через отверстие и вдоль направляющего канала течь, например, к одному, двум или более отверстиям расположенной в направлении потока материала за этой распределительной пластиной распределительной пластины. Является особо благоприятным, если по меньшей мере две распределительных пластины имеют по меньшей мере по одному направляющему каналу. Прежде всего, является благоприятным и согласно одной предпочтительной форме осуществления предусмотрено, что по меньшей мере одна распределительная пластина имеет по меньшей мере два направляющих канала. Следует указать на то, что две или более распределительных пластин имеют одно или более отверстий.
Согласно одной предпочтительной форме осуществления по меньшей мере один направляющий канал на обращенном от отверстия конце имеет разветвление в первую ветвь канала и по меньшей мере одну вторую ветвь канала, так что текущий из отверстия в направляющем канале экструдируемый материал течет в направлении течения за разветвлением, как в первую ветвь канала, так и во вторую ветвь канала. Является благоприятным, если по меньшей мере один направляющий канал имеет три ветви канала. Тогда является возможным, изготавливать шинные ленты со сложными поперечными сечениями, причем количество отдельных сегментов в поперечном сечении шинной ленты больше, чем количество необходимых для изготовления шинной ленты экструдеров. Так, например, происходящий из одного экструдера экструдируемый материал может экструдироваться на двух разнесенных и отделенных друг от друга участках поперечного сечения шинной ленты.
Является благоприятным, если выходное отверстие имеет площадь поперечного сечения по меньшей мере 1000 квадратных миллиметров, прежде всего по меньшей мере 1500 квадратных миллиметров. Такие большие поперечные сечения требуют, как уже изложено выше, особенно мощных экструдеров, так что возникают описанные проблемы, которые были преодолены изобретением.
Является благоприятным, если распределительные пластины выполнены с возможностью вставления в корпус головки посредством поступательного перемещения. Другими словами, поворотное перемещение является излишним. За счет этого впрыскивающий инструмент может особо просто извлекаться и снова вставляться.
Является благоприятным, если большинство экструдеров имеет диаметр шнека не более чем 150 миллиметров, прежде всего не более чем 120 миллиметров. Малые диаметры шнека при высоком противодавлении ведут к более высокому кпд, чем большие диаметры шнека. То есть, хотя требуется высокая пропускная способность, при использовании распределительных пластин является благоприятным использовать экструдеры со сравнительно малыми диаметрами шнека.
Является благоприятным, если отклонение между максимальным диаметром шнека всех экструдеров и средней величиной всех диаметров шнека составляет не более чем 30 мм. За счет этого лента со сходными долями отдельных экструдируемых материалов на поперечном сечении может быть изготовлена эффективно с точки зрения затрат энергии. Сравнительно незначительное отклонение диаметров шнеков экструдеров относительно друг друга приводит к тому, что экструдеры могут эксплуатироваться в одной и той же рабочей точке сравнительно просто, что ведет к эффективному с точки зрения затрат энергии режиму работы устройства экструдирования шинных лент. К тому же, является благоприятным, если отклонение между минимальным диаметром шнека всех экструдеров и средней величиной всех диаметров шнеков составляет не более 30 миллиметров.
Является благоприятным, если, по меньшей мере, большая часть всех экструдеров имеет одинаковый диаметр шнека. Само собой разумеется, не является необходимым, чтобы диаметры шнеков были одинаковыми в математическом смысле. Скорее является достаточным, что диаметры шнеков отличаются друг от друга так мало, что они могут рассматриваться как одинаковые. Прежде всего, приемлемыми являются отклонения в три процента. Относительно диаметра шнека в 90 миллиметров, это означает, что наименьший диаметр шнека может отличаться от наибольшего диаметра шнека примерно на 5 миллиметров. Благоприятным в одинаковых диаметрах шнека является то, что устройство экструдирования шинных лент легко регулируется и является эксплуатируемым эффективно с точки зрения затрат энергии.
Является благоприятным, если, по меньшей мере, большая часть распределительных пластин имеет вспомогательное центрирующее устройство для выравнивания соседних распределительных пластин с геометрическим замыканием. Речь может идти, например, и выступах и/или выемках.
Предпочтительно, устройство экструдирования шинных лент содержит фиксирующее устройство для фиксации распределительных пластин на корпусе головки. При этом речь может идти о механическом и/или гидравлическом фиксирующем устройстве.
При изготовлении шинных лент несколькими экструдерами необходимо как можно более эффективно располагать их вокруг экструдирующей головки. Оказалось, что благоприятно располагать экструдеры так, чтобы проекции по меньшей мере двух продольных осей шнеков входили на горизонтальную плоскость под углом по меньшей мере 45°. Другими словами, если экструдеры расположены вокруг экструдирующей головки, предпочтительно, веерообразно, то путь, который экструдируемый материал должен преодолеть после покидания шнека, поддерживается коротким, что уменьшает необходимую для экструдера мощность силовой установки.
Является благоприятным, если корпус головки имеет выпуклую изогнутую заднюю стенку, которая обращена к экструдерам. Тогда является возможным, что подача между экструдерами и экструдирующей головкой устанавливается под углом, который лишь немного отличается от 90°. За счет этого упрощается монтаж.
Является благоприятным, если подводящие отверстия расположены в двухмерном рисунке. Под признаком, что подводящие отверстия расположены в двухмерном рисунке, прежде всего, подразумевается, что для ограничивающего прямоугольника, то есть прямоугольника минимальной площади, который окружает все подводящие отверстия, считается, что все длины сторон больше, чем 1,3-кратная, прежде всего двукратная, особо предпочтительно, величина среднего диаметра шнеков. Предпочтительно, подводящие отверстия расположены вдоль смещенных относительно друг друга линий. Если подводящие отверстия расположены на изогнутой поверхности, то ограничивающий прямоугольник - это прямоугольник на этой изогнутой поверхности.
Согласно одной предпочтительной форме осуществления устройство экструдирования шинных лент содержит устройство термостатирования распределительных пластин для доведения по меньшей мере одной распределительной пластины до заданной температуры.
В способе согласно изобретению выпуск протекторов, предпочтительно, составляет по меньшей мере 2500 килограмм в час. В качестве альтернативы, выпуск боковин составляет по меньшей мере 1000 килограмм в час. Вместо выпуска можно было бы говорить о пропускной способности.
В дальнейшем, изобретение более детально поясняется на прилагаемых чертежах.
Показано на:
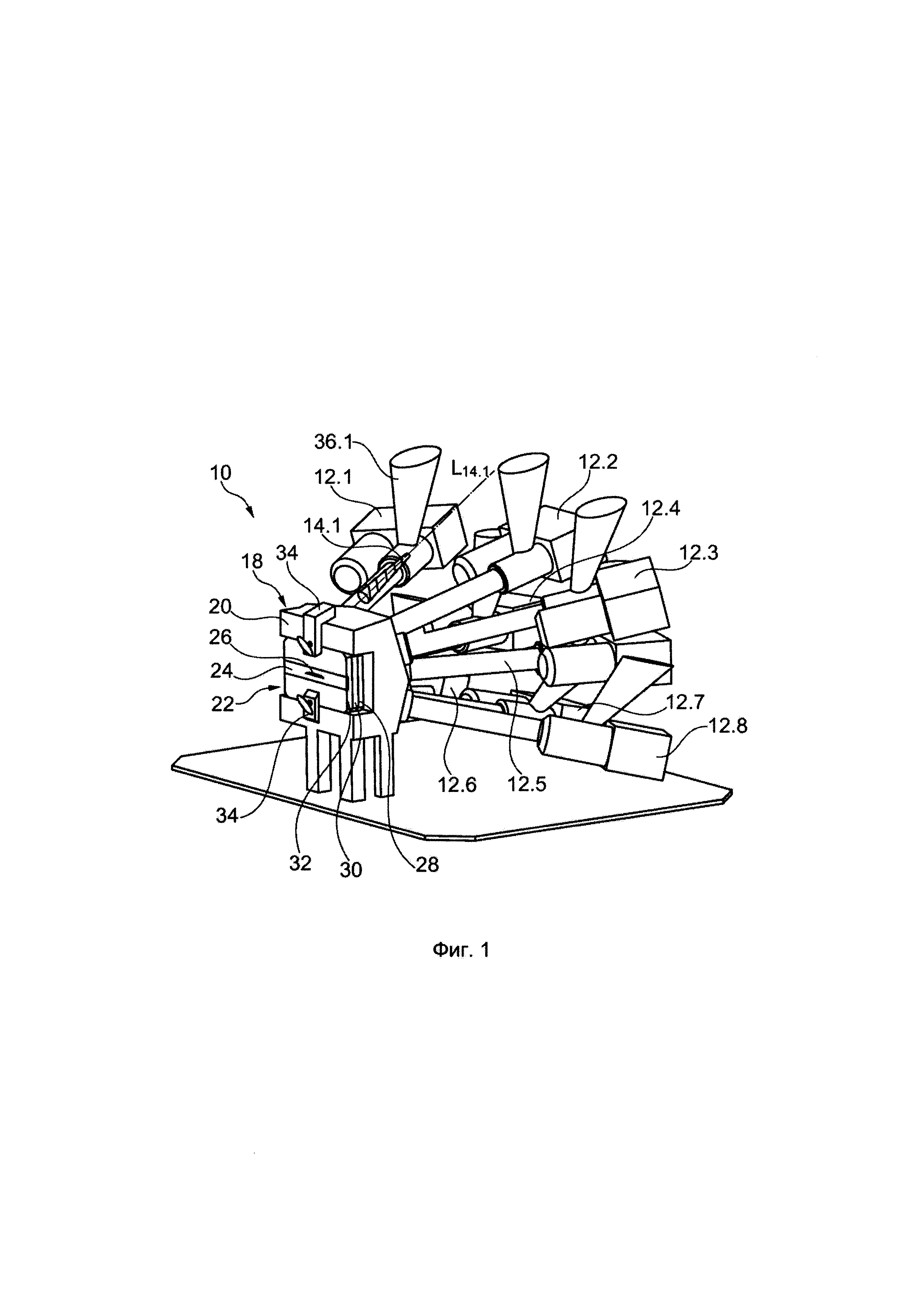
фиг. 1 трехмерный схематический частичный вид устройства экструдирования шинных лент согласно изобретению,
фиг. 2 устройство экструдирования шинных лент согласно фиг. 1, в котором впрыскивающий инструмент был удален из экструдирующей головки,
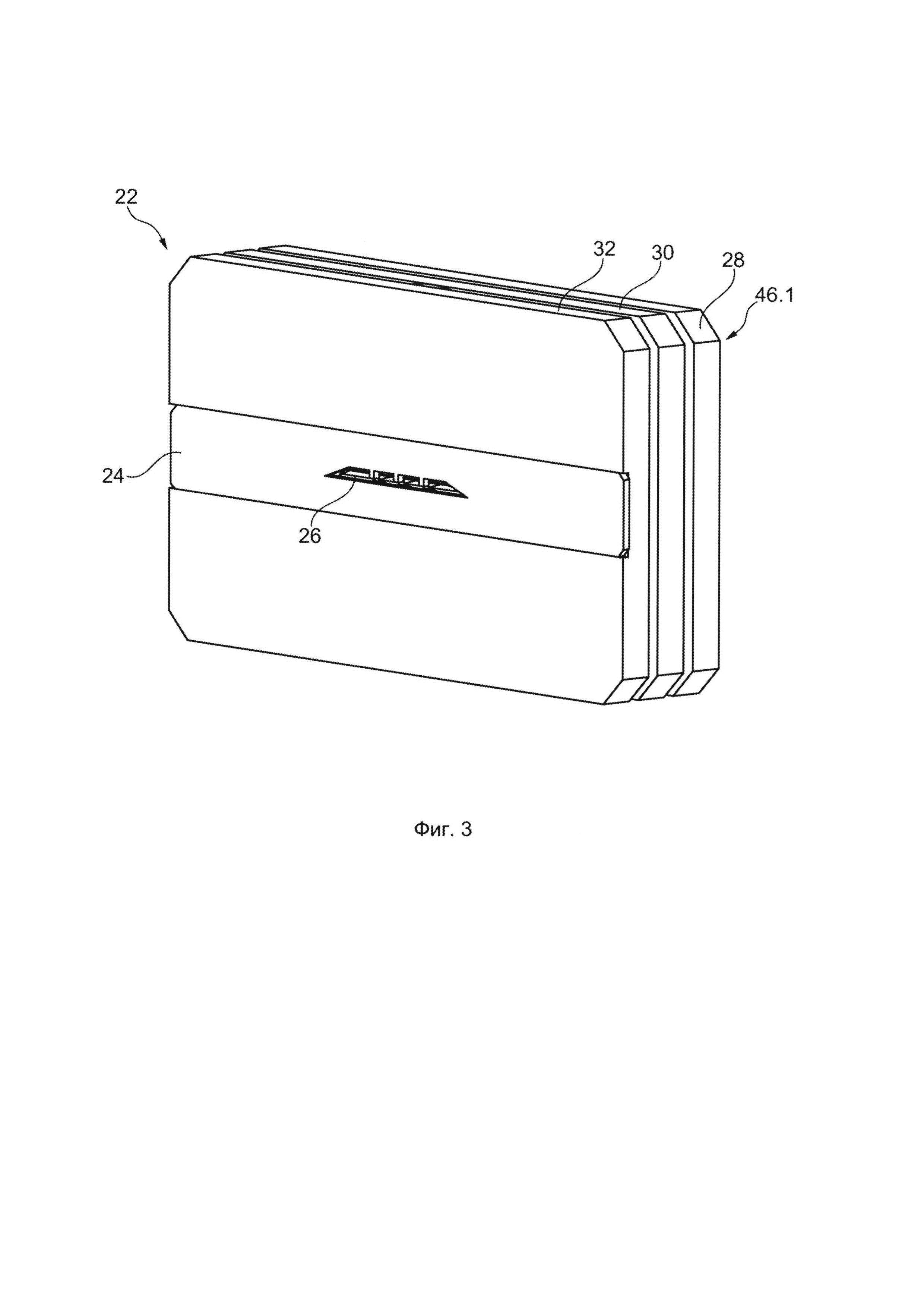
фиг. 3 впрыскивающий инструмент устройства экструдирования шинных лент фиг. 1 и 2,
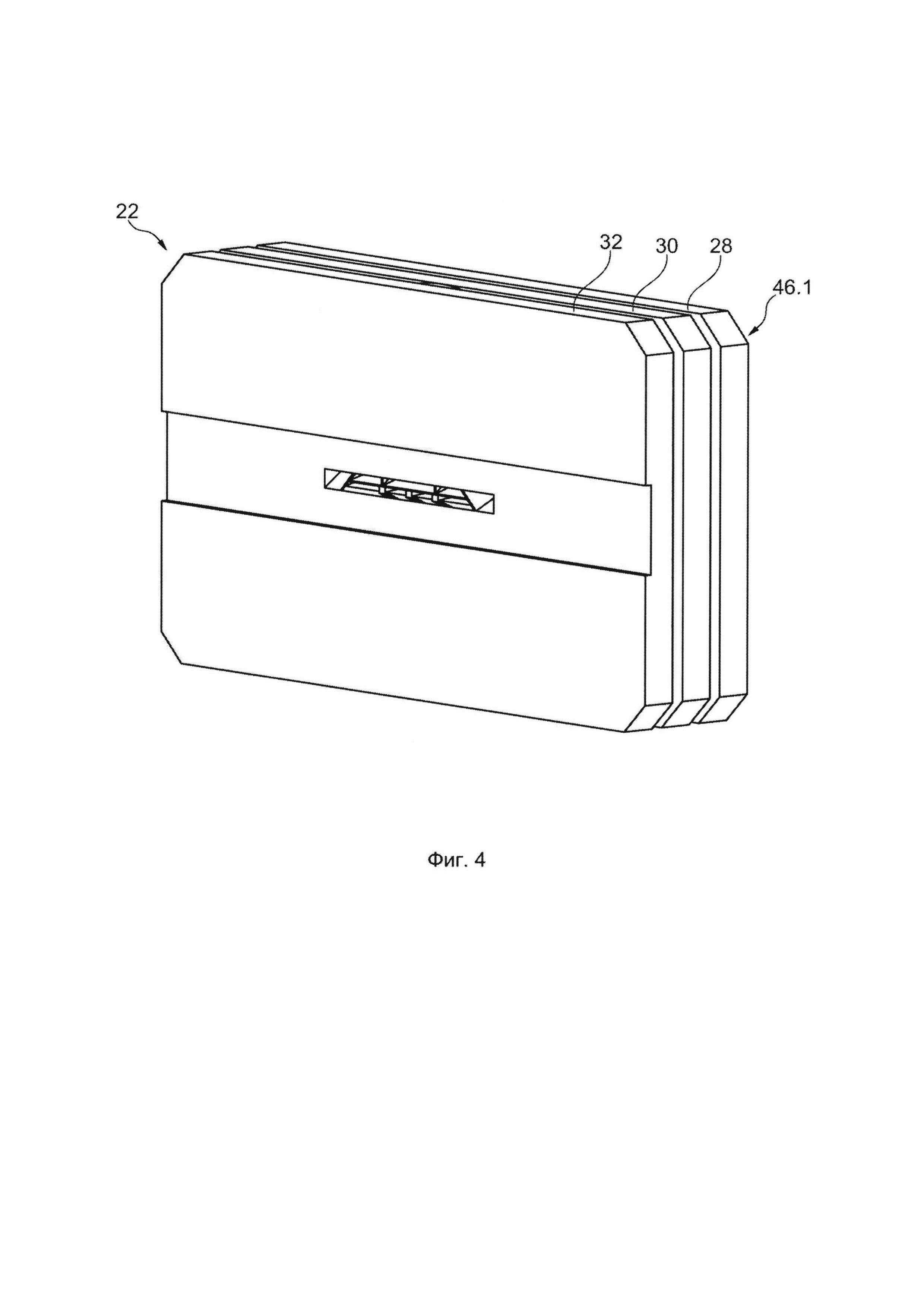
фиг. 4 впрыскивающий инструмент согласно фиг. 3 с удаленной профильной пластиной,
фиг. 5 две распределительных пластины впрыскивающего инструмента согласно фиг. 3 и 4, причем последняя относительно направления потока материала распределительная пластина была удалена,
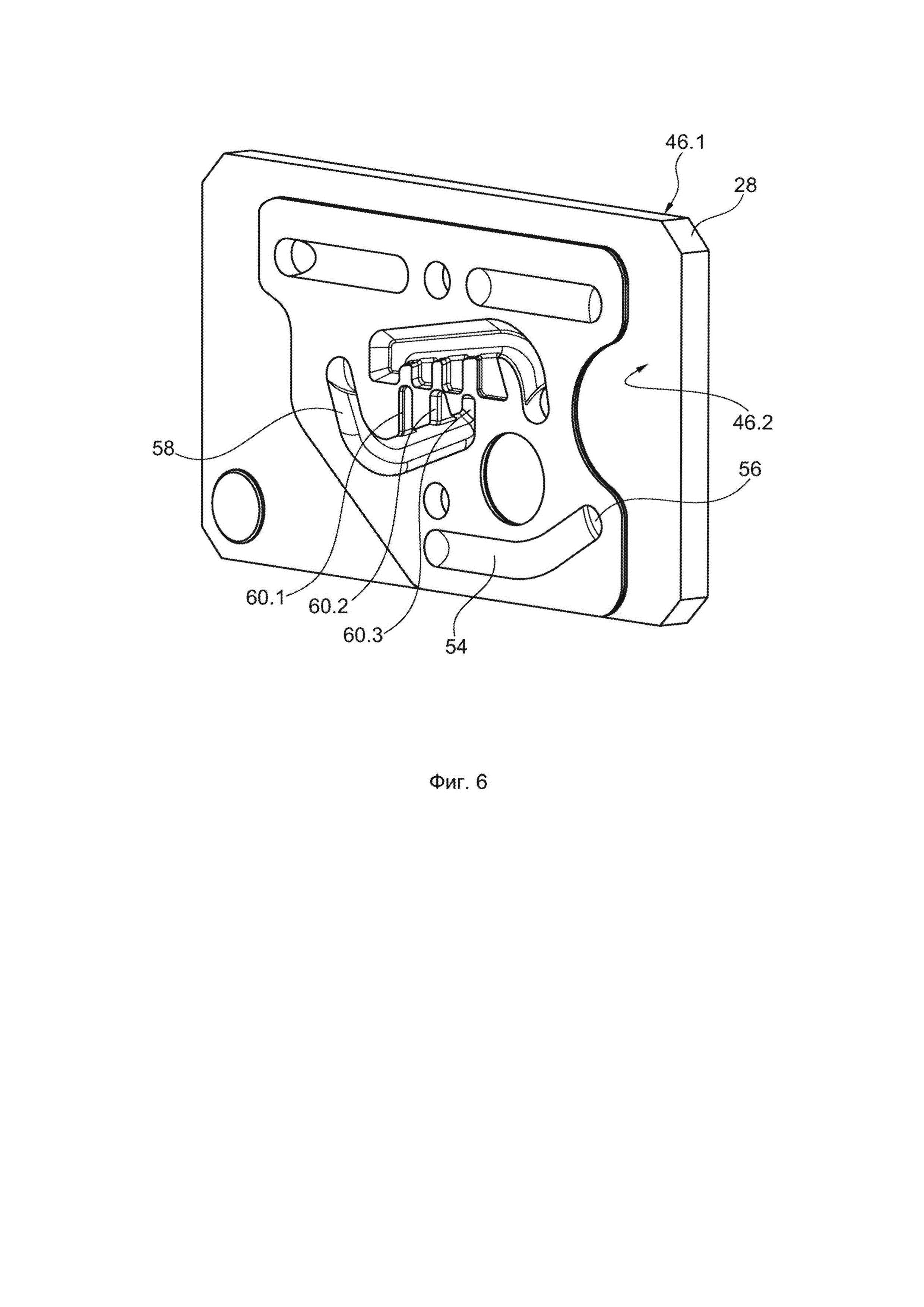
фиг. 6 самая передняя относительно направления потока материала распределительная пластина впрыскивающего инструмента.
На фиг. 1 показано устройство 10 экструдирования шинных лент согласно изобретению, которое имеет первый экструдер 12.1, второй экструдер 12.2, третий экструдер 12.3, четвертый экструдер 12.4, пятый экструдер 12.5, шестой экструдер 12.6, седьмой экструдер 12.7 и восьмой экструдер 12.8. Каждый экструдер 12.i (i=1, 2, …, 8) имеет схематически обозначенный первый шнек 14.i, причем на фиг. 1 обозначен только шнек 14.1.
Шнек 14.1 простирается вдоль продольной оси L14.1 шнека. Можно видеть, что в данном случае все продольные оси L14.i шнеков проходят через экструдирующую головку 18. Экструдирующая головка 18 содержит корпус 20 головки и впрыскивающий инструмент 22. Впрыскивающий инструмент 22 содержит профильную пластину 24, на которой выполнено выходное отверстие 26. Выходное отверстие 26 придает изготавливаемому протектору или боковине их окончательный контур.
На фиг. 1 показано, что впрыскивающий инструмент 22 имеет первую распределительную пластину 28, вторую распределительную пластину 30 и третью распределительную пластину 32. В данном случае, профильная пластина 24 закреплена, например вдвинута, на третьей распределительной пластине 32. Схематически обозначено фиксирующее устройство 34, которое, в данном случае, механически зажимает впрыскивающий инструмент 22 на корпусе 20 головки, например посредством кулака.
При эксплуатации каждый экструдер 12.i подает экструдируемый материал в форме каучука, который через подающее устройство 36.i, например подающую воронку, подается на экструдер 12.i, вдоль пути прохождения материала на впрыскивающий инструмент 22.
На фиг. 2 показано устройство 10 экструдирования шинных лент, в котором впрыскивающий инструмент 22 (ср. фиг. 1) отсутствует. Корпус 20 головки имеет несколько подводящих отверстий 38.i, через которые в работе от экструдеров 12.i течет экструдируемый материал. Можно видеть, что корпус 20 головки имеет заднюю стенку 40, которая обращена к экструдерам 12.i и имеет выпуклую форму. Кроме того, можно видеть, что подводящие отверстия 38 л расположены в двухмерном рисунке, а именно, в данном случае, в форме трех проходящих параллельно друг другу рядов.
На стороне, которая обращена к первой распределительной пластине 28, выполнена первая разделительная поверхность 46.1. К этой разделительной поверхности 46.1 в работе прилегает первая распределительная пластина 28.
На фиг. 3 показан впрыскивающий инструмент 22. Выходное отверстие 26 имеет площадь поперечного сечения, в данном случае 2000 квадратных миллиметров.
На фиг. 4 показан впрыскивающий инструмент 22 без профильной пластины. Можно видеть, что в направлении потока материала перед выходным отверстием 26 (ср. фиг. 3) расположено несколько каналов, по которым соответственно подходит экструдируемый материал, чтобы на выходном отверстии 26 соединиться в шинную ленту.
На фиг. 5 показана вторая распределительная пластина 30 в деталях. Можно видеть, что вторая распределительная пластина 30 имеет направляющий канал 42, который соединен с отверстием 44. Между первой распределительной пластиной 28 и второй распределительной пластиной 30 выполнена вторая разделительная поверхность 46.2. Между второй распределительной пластиной 30 и третьей распределительной пластиной 32 выполнена третья разделительная поверхность 46.3. Направляющий канал 42 простирается вдоль третьей разделительной поверхности 46.3, которая, в данном случае, широкой стороной соединена со второй распределительной пластиной 30.
Направляющий канал 42 имеет разветвление 48, которое, в данном случае, расположено в области отверстия 44. В разветвлении направляющий канал 42 расщепляется в первую ветвь 50 канала и вторую ветвь 52 канала.
На фиг. 6 показана первая распределительная пластина 28. Можно видеть, что отверстие 44 (ср. фиг. 5) соединено со вторым направляющим каналом 54, который по второму отверстию 56 снабжается экструдируемым материалом.
Можно видеть, что первая распределительная пластина 28 имеет третий направляющий канал 58, который разветвляется в три ветви 60.1, 60.2, 60.3 канала.
ПЕРЕЧЕНЬ ССЫЛОЧНЫХ ОБОЗНАЧЕНИЙ
10 устройство экструдирования шинных лент
12 экструдер
14 первый шнек
18 экструдирующая головка
20 корпус головки
22 головка экструдера
24 профильная пластина
26 выходное отверстие
28 первая распределительная пластина
30 вторая распределительная пластина
32 третья распределительная пластина
34 фиксирующее устройство
36 подводящее устройство
38 подводящее отверстие
40 задняя стенка
42 направляющий канал
44 сверленое отверстие
46 разделительная поверхность
48 разветвление
50 ветвь канала
52 вторая ветвь канала
54 направляющий канал
56 второе сверленое отверстие
58 третий направляющий канал
60 ветви канала
L14 продольная ось шнеков.
Реферат
Изобретение относится к устройству экструдирования шинных лент. Техническим результатом является облегчение очистки экструзионной головки и возможность изготовления шинных лент сложной формы. Технический результат достигается устройством экструдирования шинных лент для изготовления протекторов и/или боковин для шин, которое имеет первый экструдер, содержащий первый шнек с первой продольной осью шнека, второй экструдер, содержащий второй шнек со второй продольной осью шнека, третий экструдер, содержащий третий шнек с третьей продольной осью шнека и четвертый экструдер, содержащий четвертый шнек с четвертой продольной осью шнека. Устройство также имеет экструдирующую головку с корпусом головки, который имеет четыре подводящих отверстия, которые соединены соответственно с одним из экструдеров для подвода экструдируемого материала, и впрыскивающий инструментом для формования экструдируемого профиля из экструдируемых материалов, который соединен с корпусом головки, имеет выходное отверстие, и расположенный с возможностью направления подводимого через подводящие отверстия экструдируемого материала вдоль соответствующего пути прохождения материала, выполненного в виде канала, к выходному отверстию. Причем впрыскивающий инструмент имеет профильную пластину, на которой выполнено выходное отверстие, а также первую распределительную пластину, и вторую распределительную пластину, которая относительно пути прохождения материала расположена перед профильной пластиной. Причем первая распределительная пластина вдоль первой разделительной поверхности прилегает к корпусу головки, а вдоль второй разделительной поверхности прилегает ко второй распределительной пластине. При этом большая часть экструдеров и корпус головки выполнены так, что шнеки соответствующих экструдеров являются извлекаемыми при остающемся неподвижным корпусе головки относительно экструдеров. Распределительные пластины выполнены так, что, по меньшей мере, большая часть всех путей прохождения материала проходит через все разделительные поверхности. Перед выходным отверстием в направлении потока материала расположено несколько каналов, обеспечивающих подвод соответствующих экструдируемых материалов, соединяемых на выходном отверстии в шинную ленту. 2 н. и. 10 з.п. ф-лы, 6 ил.
Комментарии