Экструдер с термообработкой для производства биополимеров (варианты) и способ экструзии биополимеров с термообработкой (варианты) - RU2160550C2
Код документа: RU2160550C2
Чертежи



Описание
Изобретение относится к экструдеру с термообработкой, оборудованному загрузочной воронкой, а также одним шнеком и соплом и, согласно варианту реализации, к двухшнековый экструдеру, предназначенному для производства термообработанных биополимеров.
Кроме того, изобретение относится к процессу экструзии с термообработкой биополимеров, предназначенному для производства термообработанных гранулированных продуктов, продуктов для сухих завтраков, изделий из дробленого зерна или тому подобного.
Такие экструдеры с термообработкой известны (см. например, патент ЕР 0211918 В1).
Общие описания экструдеров с термообработкой можно найти, например, в работе Judson. M.Harper Extrusion of Foods. 1981, CRC Press, Inc. Boca Raton, Florida, USA, а также в работе Mercier, Linco, Harper, Extrusion - Cooking", 1989, American Assotiation of Cereal Chemists, Inc. St. Paul, Minnesota, USA.
Требования, предъявляемые к экструдерам с термообработкой, предназначенным для биополимеров, можно суммировать следующим образом: высокая производительность в сочетании с высоким качеством продукции, которое определяется постоянством условий протекания процесса, хорошей гомогенизацией (смешивание, поддержание нужной температуры), хорошей формуемостью тестообразной массы, а также низкие капитальные затраты, низкие затраты на техническое обслуживание и гибкость самого процесса и, наконец, хорошая управляемость при высокой скорости реакции и простоте обращения, в особенности при начале работы, разборке и очистке.
Из патента GB-PS 2191378 известен экструдер (экструдер без термообработки), работающий при температуре окружающей среды или несколько превышающей ее и предназначенный для получения пасты из морепродуктов. Вращающиеся лезвия предусмотрены как требующиеся главным образом для работы смесителя. Материалы экструдируются из матриц в перегородках и подвергаются срезающему воздействию. Эти элементы выполняют механическое срезающее действие и не выполняют функции механического или термодинамического прокачивания. Такие приспособления находят применение во многих предметах домашнего обихода. В экструдере не осуществляется никакой термообработки. После того как материал покидает сопло, он подвергается дальнейшему процессу формовки, включая обработку паром, лечение, жаренье на масле или кипячение. Целью изобретения по английскому патенту является то, что в процессе производства уменьшается денатурация рыбной пасты, в то время как экструдер с термообработкой сам по себе часто сочетается с заданным процессом денатурации протеинов, содержащихся в обрабатываемом материале. Предварительное тепловое воздействие на материал оказывается нежелательным. Требуется (заранее), чтобы отверстия в перегородках не засорялись. Угол наклона лезвия относительно поверхности перегородки, составляет от 90 до 180 градусов.
Одношнековые экструдеры обладают значительными преимуществами по сравнению с двухшнековыми экструдерами, как уже было показано здесь, поскольку последние имеют сложное устройство, требуют значительно большего количества изнашивающихся деталей и, соответственно, нуждаются в более высоких затратах на техническое обслуживание.
С другой стороны, одношнековые устройства считаются менее гибкими и в особенности их критикуют за недостаточную воспроизводимость температурных условий и плохое перемешивание, гомогенизацию.
В экструдерах с термообработкой, относящихся к типу, упомянутому выше, изобретение основано на стремлении улучшить эксплуатационные характеристики такого экструдера с термообработкой как с точки зрения гомогенизации, так и текстуры конечного продукта, который должен быть более однородным, с точки зрения достаточного и контролируемого разбухания, а также с точки зрения контролируемости температуры с использованием взаимозависимости массового расхода и скорости червяка. Кроме того, должно быть уменьшено часто отрицательное воздействие на текстуру готовой продукции находящихся в сырьевом материале жира и/или сахара.
Согласно изобретению этого достигают в экструдере с термообработкой, оборудованном загрузочной воронкой, по меньшей мере, одним шнеком, а также соплом для производства подвергнутых термообработке биополимеров, за счет по меньшей мере одного лопаточного насоса, расположенного между шнеком и соплом, каждый из которых состоит(ят) из матрицы с отверстиями и по меньшей мере одного связанного с ней лопаточного элемента (что вместе называется "лопаточный насос").
В случае наличия одного лопаточного насоса концы пера шнека преимущественно одношнекового экструдера выполнены в форме клина с использованием того факта, что шнек может вращаться с небольшим зазором относительно пластины с отверстиями. Эта конфигурация клиновидного конца шнека экструдера соответствует упомянутой выше цели изобретения, в особенности после соединения с пластиной с отверстиями.
Желательно, чтобы между шнеком и соплом располагались по меньшей мере два таких лопаточных насоса.
Поразительно, но достигается не только упомянутая выше цель, но и за счет дополнения обычного экструдера с одним коротким шнеком, например, с отношением длины к диаметру, L:D, порядка 2:1, головка винта которого уже выполнена в форме лопатки, которая скользит по пластине с отверстиями, одним или несколькими лопаточными насосами типа, описанного выше, каждый из которых состоит из одного или нескольких лопаточных элементов и одной пластины с отверстиями, следующие улучшения.
Улучшается гомогенизация, и текстура конечного продукта становится более однородной. Тесто выходит из сопла более равномерно. Несмотря на очень небольшое время нахождения (менее 8 секунд), может быть переработано гораздо больше жира и/или сахара при получении достаточного разбухания (обычно присутствие жира и/или сахара ведет к значительному уменьшению разбухания). Значительно повышается контролируемость температуры с помощью взаимозависимости переменных характеристик процесса, массового расхода и скорости червяка, т.е. более высокая скорость шнека при постоянном массовом расходе ведет к заметному повышению температуры теста по сравнению с аналогичным устройством без дополнительных лопаточных насосов и наоборот при увеличении массового расхода. Таким образом достигается относительное уменьшение удельного расхода механической энергии. Соотношение скорости шнека и температуры теста находится в значительной мере в прямо пропорциональной зависимости.
Производительность с по меньшей мере одним дополнительным лопаточным насосом при одинаковом качестве продукции возрастает на 100% по сравнению с устройством без дополнительного лопаточного насоса.
Благодаря центровке смазочным материалом шнека экструдера в канале матрицы с отверстиями поддерживаются радиально направленные усилия и благодаря улучшению центровки исключается контакт между шнеком и цилиндром экструдера. Таким образом уменьшается износ этих частей.
Конструкционные элементы для такого лопаточного насоса очень просты по конструкции, могут быть изготовлены при низких затратах и подвержены незначительному износу. За счет размещения многих лопаточных насосов одного над другим допускается высокая гибкость регулирования условий процесса, что соответствует требованиям к продукции. Сборка, разборка и очистка этих частей осуществляется очень просто и быстро. Размещение элементов "головки лопатки" (ширина и относительный угол наклона поверхности лопатки относительно матрицы с отверстиями) и "матрицы с отверстиями" (количество и диаметр отверстий, а также толщина пластин) в соответствии с известными правилами динамики потока ведет к получению бесчисленных вариантов конкретных конфигураций, соответствующих требующимся условиям процесса (влажность исходного материала, температура, вязкость, время пребывания, требуемое давление для прохождения через сопло и т.п.) и требованиям к экономичности.
В частности, лопасти лопатки в лопаточном насосе вращающегося типа, которые скользят по пластине(ам) с отверстиями и могут отставать или перпендикулярно отставать от оси вращения, имеют круглое поперечное сечение и могут быть выполнены в форме цилиндрических или конических роликов, как будет описано ниже.
Принцип матрицы с отверстиями предусматривает достижение соприкосновения со средой большой суммарной металлической поверхности. По сравнению с возможностями теплопередачи в обычных конструкциях экструдеров (главным образом исключительно через цилиндр экструдера) эта большая поверхность обладает важным преимуществом, связанным с возможностью обеспечить нужный уровень теплопередачи (охлаждения или нагрева), например путем пропуска через каналы, имеющиеся в матрице с отверстиями, пара, охлаждающей воды или теплонесущих масел.
За счет поразительного действия лопаточного насоса можно показать, что функции червяка экструдера могут быть сведены к простым функциям подающего шнека, предназначенного для предварительного сжатия.
Можно даже полностью отказаться от шнека экструдера, когда, например, лопаточный экструдер располагается вертикально и сырье поступает напрямую под давлением в многоступенчатый лопаточный насос.
Лопаточные элементы могут быть соединены друг с другом и с посредством общего вала. В той степени, в которой характеристики тестообразной массы допускают вращательное уплотнение на конце с более высоким давлением, существует даже возможность обеспечить привод одного или нескольких лопаточных насосов, независимых от шнека.
Любопытно отметить, что экструдер с термообработкой может состоять только из последовательности таких лопаточных насосов, причем лопаточный экструдер должен быть в первую очередь ориентирован вертикально. При этом можно полностью отказаться от шнека экструдера.
Наиболее важное преимущество изобретения заключается в том, что детали экструдера, в частности цилиндр экструдера и, при определенных обстоятельствах, шнек, матрица с отверстиями, элементы лопатки, а также сопло и т. п. могут быть изготовлены из стали, литейного чугуна или иных подобных, не противопоказанных к применению в контакте с пищевыми продуктами материалов, т. е. не нуждаются в добавлении обычных тяжелых металлов и добавок, требующихся для упрочнения и повышения износостойкости. Связанные с износом изменения размеров оказывают лишь незначительное воздействие на ход процесса, в особенности на его производительность. В известных шнековых установках вызванное износом увеличение зазора между шнеком и цилиндром на несколько долей миллиметра может привести к снижению производительности на 30-40% или вызвать увеличение подведения энергии к тесту до неприемлемых значений.
Что касается конкретных решений по реализации изобретения, обеспечивающих решающие преимущества, то матрица(цы) с отверстиями может быть выполнена с вогнутой поверхностью со стороны поступления исходного материала, а соответствующий лопаточный элемент(ы), дополняющий эту вогнутую поверхность, может быть расположен непосредственно перед ней и повторяя ее контур.
В основе изобретения находится также вышеупомянутый процесс, в котором после экструзии поток экструдера перед формовкой в сопле проходит как минимум через два лопаточных насоса. Предпочтительно существует возможность работать при рабочем объеме, равном всего приблизительно 200 куб. см на уровне лопаточного насоса при массовом расходе от 200 до 350 кг/час и, соответственно, времени пребывания от 2 до 4 сек.
Известны так называемые прессы-грануляторы, которые применяются для прессования материалов, находящихся в форме порошка, гранул или волокон и получения гранул, т. е. прессованного гранулированного материала. Их уже изготавливают с вращающейся кольцевой матрицей, а также с фиксированной кольцевой матрицей и вращающимся приспособлением или матрицей в форме диска и конусными или цилиндрическими прижимными валками. Они, однако, не имеют отношения к области, в которой выполнено изобретение, поскольку целью изобретения не является производство гранул. В случае таких прессов-грануляторов прилагаются, естественно, максимальные усилия для того, чтобы избежать нарастания давления после прохождения через первую стадию прессования. Целью является получение прессованного гранулята, а не как можно более гомогенной массы, как в случае экструзии с термообработкой, из которой при определенных условиях путем испарения воды получается пористая, хрупкая структура.
Согласно изобретению, материал после выхода из матрицы подвергают воздействию давления, сжимающего материал в текучую массу. Эта масса может затем быть пропущена через следующую лопаточную ступень (из-за высокой текучести материала предпочтительным является термин "насос"), причем этот процесс может быть повторен несколько раз или для дополнительного перемешивания, или для гомогенизации в процессе обработки, или для создания более высокого конечного давления с целью продавливания материала через сопло.
Действительное значение имеет комбинированное действие двух лопаточных насосов, установленных один за другим, или же выполненного в форме лопаточной головки конца шнека экструдера и матрицы с отверстиями с другим лопаточным насосом.
Очевидно, что ожиженный материал в области матрицы с отверстиями приводится в колебательное движение. Оно достигается за счет того, что после прохождения лопаточного элемента часть сжиженного материала, подвергающегося воздействию высокого давления со стороны выпуска, перетекает через матрицу с отверстиями в обратном направлении. Такую ситуацию можно наблюдать по меньшей мере визуально.
Преднамеренные изменения давления, вызывающие колебательные движения, могут, естественно, быть вызваны с помощью других средств, таких как мембрана или поршень. И, наконец, они могут быть получены с помощью эксцентричного шнека, путем применения пульсаций или ультразвука.
Между первой и второй "лопаточными ступенями" находится все еще сжатый материал, который по своему агрегатному состоянию является "почти текучим" или "текучим", т.е. может еще включать твердые частицы или их следы, но основной фазой которого является жидкая фаза.
Обычно более высокое давление нарастает в направлении движения перед вращающейся лопастью лопатки, в то время как позади лопасти лопатки давление ниже. Тесто испытывает периодические изменения направленности потока и колебания давления. Для этого между первой и второй ступенями поддерживается давление на уровне более 10 бар.
При наличии только одной ступени матрица необязательно совпадает с соплом. Для наращивания требующегося давления нужны дополнительные развивающие давление элементы, а также сопло.
Эти признанные периодически меняющиеся явления могут быть рациональным образом связаны с требованиями, предъявляемыми к продукции и процессу.
Форма поверхности лопатки: она может быть прямой, криволинейной или даже цилиндрической, или сферической, или же в форме вращающегося профиля. Под термином "вращающийся" может подразумеваться вращающееся било, причем, например, одна ось била вращается, а сами бьющие пальцы (перпендикулярные к оси привода) также вращаются, например в форме корпуса валка.
Угол наклона поверхностей лопатки относительно матрицы с отверстиями должен быть меньше 90 градусов и больше 0 градусов. При меньшем угле снижается производительность и повышается давление, в то время как увеличение угла ведет к повышению производительности и снижению давления. По этой причине поверхность лопатки должна быть для достижения оптимальных показателей перемещения как можно более гладкой и при определенных условиях даже иметь покрытие. За счет этого достигается низкий коэффициент трения, если даже не проскальзывание. В отличие от этого поверхность матрицы с отверстиями должна быть как можно более шероховатой, что ведет к повышению трения. Эта цель уже достигается за счет наличия отверстий, но может быть дополнительно увеличена другими подходящими средствами.
Толщина пластины или матрицы с отверстиями: в случае выбора более значительной толщины увеличивается сопротивление потоку, повышается уровень сдвига материала, увеличивается рассеивание энергии, а также повышается температура теста и наоборот.
Количество отверстий: увеличение числа отверстий означает снижение сопротивления и повышение пропускной способности матрицы с отверстиями.
Диаметр отверстий: увеличение диаметра означает снижение сопротивления и повышение пропускной способности. Уменьшение диаметра означает повышение сопротивления, увеличение сдвига продукции/гомогенизации/эффекта смешивания на матрице отверстий.
Поперечное сечение каналов/матрицы с отверстиями: их изменение по длине в зависимости от обстоятельств также возможно. Они могут быть коническими, расширяющимися или и тем и другим. Допускаются специальные реологические эффекты. Возможна также форма трубки Вентури.
Форма пластины с отверстиями: форма может быть простейшей, например плоской. В зависимости от действия лопаточного элемента и требующегося течения продукта поверхность может также быть профилированной, например сферической или конической, сужающейся или расширяющейся.
Угол наклона отверстий: они или перпендикулярны, или наклонены по отношению к плоскости лопатки, соосны с осью вращения, или в заданной степени асимметричны, или же наклонены в направлении или против направления вращения.
Количество ступеней (последовательно расположенных лопаточных насосов): подбирается в зависимости от требующегося давления экструзии, требующегося или максимально допустимого времени нахождения, подвода механической энергии, требующейся для обработки материала. Она может также иметь форму одного или нескольких лопаточных насосов, перемещающих, когда это требуется, материал в противоположных направлениях для смешивания и пластификации.
В отношении конструкции механические требования, предъявляемые к отдельным элементам, ниже, чем к обычным шнекам и втулкам. С другой стороны, некоторая степень износа не оказывает отрицательного влияния на условия протекания процесса в отличие от обычных экструдеров, в которых даже изменения на доли миллиметра могут оказать значительное влияние на процесс.
И, наконец, в том, что касается изобретения, предлагается процесс экструзии биополимеров с термообработкой для изготовления пищевых гранул, сухих продуктов для завтраков и изделий из дробленого зерна, отличающийся тем что биополимеры пропускаются через две лопаточные ступени и после наращивания давления перед соплом продавливаются через сопло, причем процесс преимущественно осуществляется в вертикальном положении. Кардинальное отличие этого решения заключается в возможности полностью отказаться от использования шнека экструдера.
Если в приводимом описании отсутствует специальное упоминание вертикальной конструкции, то это означает, что оно относится к горизонтальной конструкции с горизонтально расположенным цилиндром экструдера.
Лопасти лопаточного элемента могут иметь круглое поперечное сечение, могут быть неподвижными (лопатка или скребок) или вращаться над матрицей с отверстиями. В случае наличия многих ступеней первая ступень может быть оборудована вращающимися валками.
Элементы, скользящие по пластине с отверстиями, могут иметь коническую форму с уменьшением в наружном направлении и при определенных условиях могут также вращаться вокруг собственной оси, в то время как матрица с отверстием имеет дополняющую их форму верхней стороны, т.е. утолщается в наружном направлении.
Другое решение предлагается с чрезвычайно малой глубиной витков шнека при отношении глубины витков к диаметру шнека, составляющем, например, всего от 1/20 до 1/50.
В случае вертикального многоступенчатого экструдера с пропариванием, главным образом без шнека, существует возможность использовать различные объемы камеры, соответствующие возрастающему сжатию в направлении течения массы. При этом расположенные здесь лопаточные элементы также проектируются имеющими меньшие размеры.
Существует также возможность спроектировать прессгранулятор с вертикальным валом, перпендикулярным по отношению к вращающимся цилиндрическим валкам, причем валки катятся или проходят по матрице с отверстиями. Кроме того, сопло этого типа располагается вслед за матрицей с отверстиями, так что перед валками или подобными им элементами происходит сжижение теста под давлением и за валками со стороны выхода из матрицы с отверстиями может быть вызвано испарение.
Процесс можно также описать таким образом, что давление перемещения шнека, массовый расход экструдируемого материала, температура в экструдере или самого экструдера и, что наиболее важно, давление перед матрицей с отверстиями и за ней или скользящий по ней лопаточный элемент подбираются таким образом, что позади лопаточного элемента в лопаточной камере образуется зона пониженного давления, с испарением жидкости, содержащейся в экструдируемой массе, а перед лопаточным элементом на участке высокого давления пластины с отверстиями вызывается возрастание давления и снижение паров жидкости, в частности водяного пара.
Возможно также, что лопаточный элемент, имеющий круглую форму или форму металлической пластины, установленной острой кромкой на поверхности матрицы с отверстиями, располагается так близко, как это технически возможно, к каждой передней и задней поверхности каждой лопаточной камеры, образуемой поверхностью пластины с отверстиями. Кроме того, зазор между лопаточными элементами и находящейся перед ними матрицей с отверстиями может быть меньше по сравнению с зазором относительно матрицы с отверстяими, расположенной сзади, в направлении течения массы с целью повышения трения на матрице с отверстиями впереди и таким образом увеличения эффективности переноса на стадии лопаточного насоса.
Изобретение относится также к использованию решений, соответствующих описанным выше, в двухшнековых экструдерах. Такие экструдеры могут получиться гораздо более короткими и, следовательно, проще и экономичнее. При этом можно отказаться от сложных пастеризующих и гомогенизирующих элементов. Такой двухшнековый экструдер должен обеспечивать, в результате, повышение гомогенизации, более равномерные сдвиг и распределение тепла, повышение износостойкости и повышение контролируемости.
И, наконец, изобретение относится также к процессу экструзии биополимеров с термообработкой, отличающемуся тем, что необходимые условия для экструзии с термообработкой, такие как давление, температура, сжижение и гомогенизация создаются в конечном счете одной или несколькими ступенями лопаточного насоса.
Пример реализации настоящего изобретения описывается далее со ссылкой на прилагаемые чертежи. На чертежах:
на фиг.1
схематически показан в продольном разрезе первый вариант реализации изобретения,
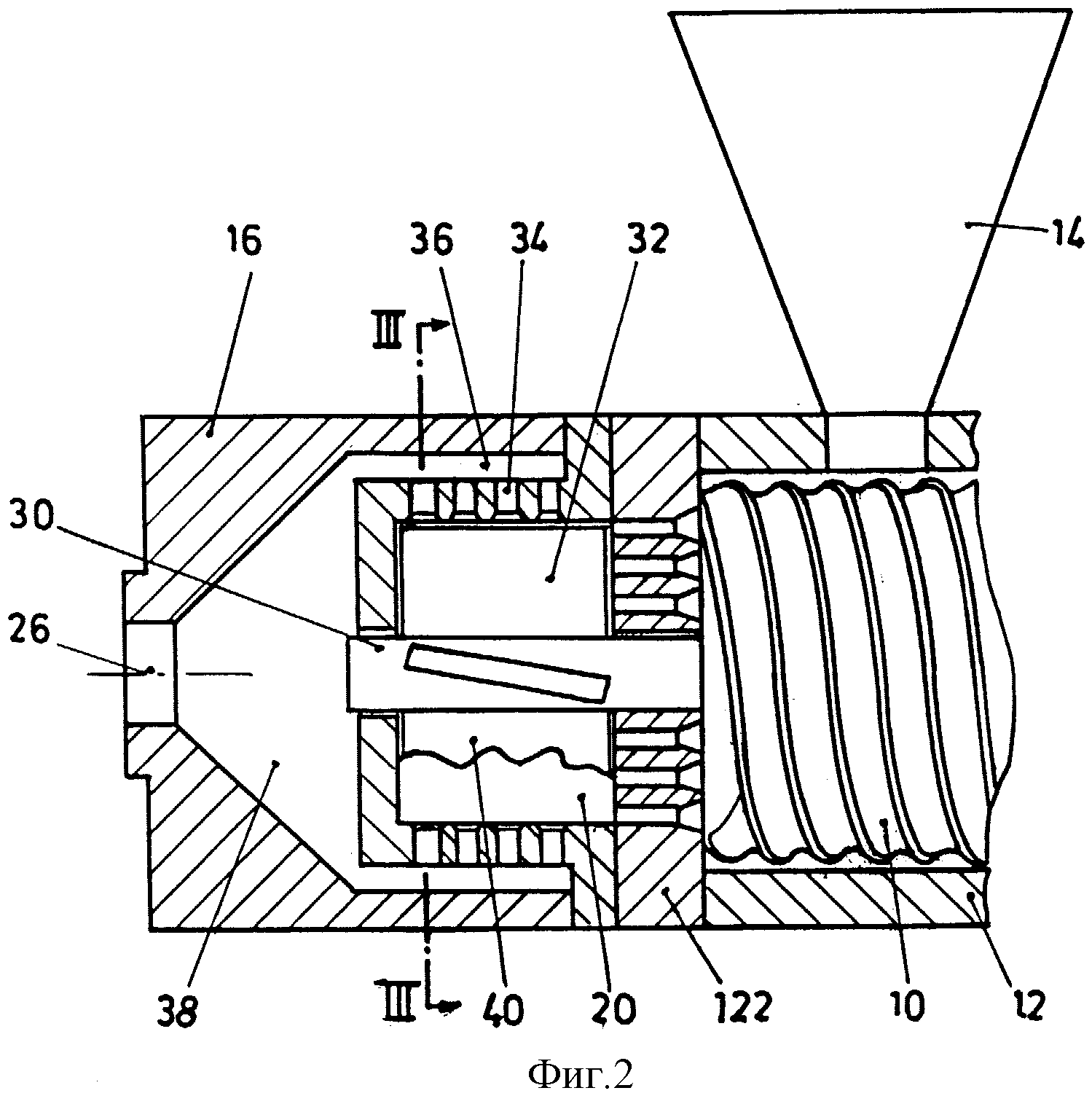
на фиг.2 схематически показан в продольном разрезе второй вариант реализации изобретения,
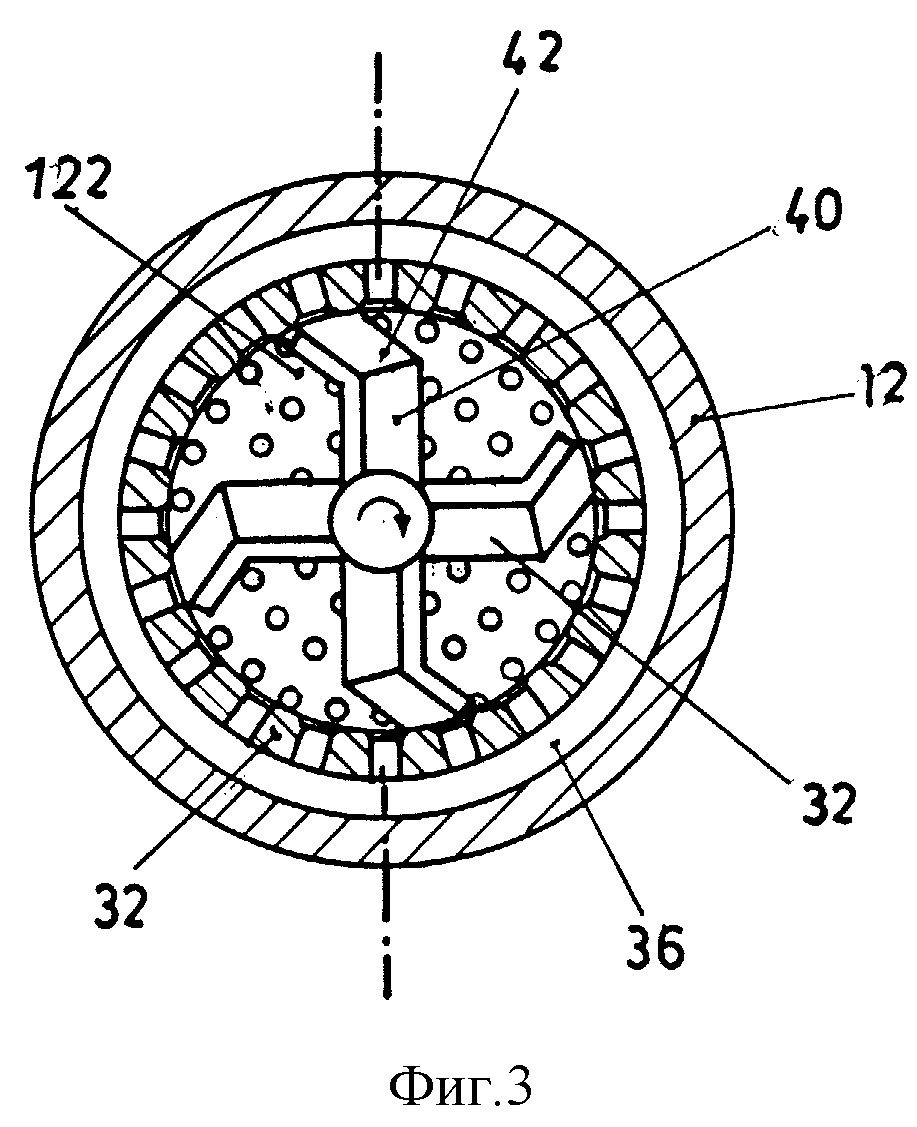
на фиг.3
показан разрез ступени лопаточного насоса,
на фиг.4 схематически показан в продольном разрезе третий вариант реализации изобретения,
на фиг.5 показан разрез ступени лопаточного
насоса с фиг.4,
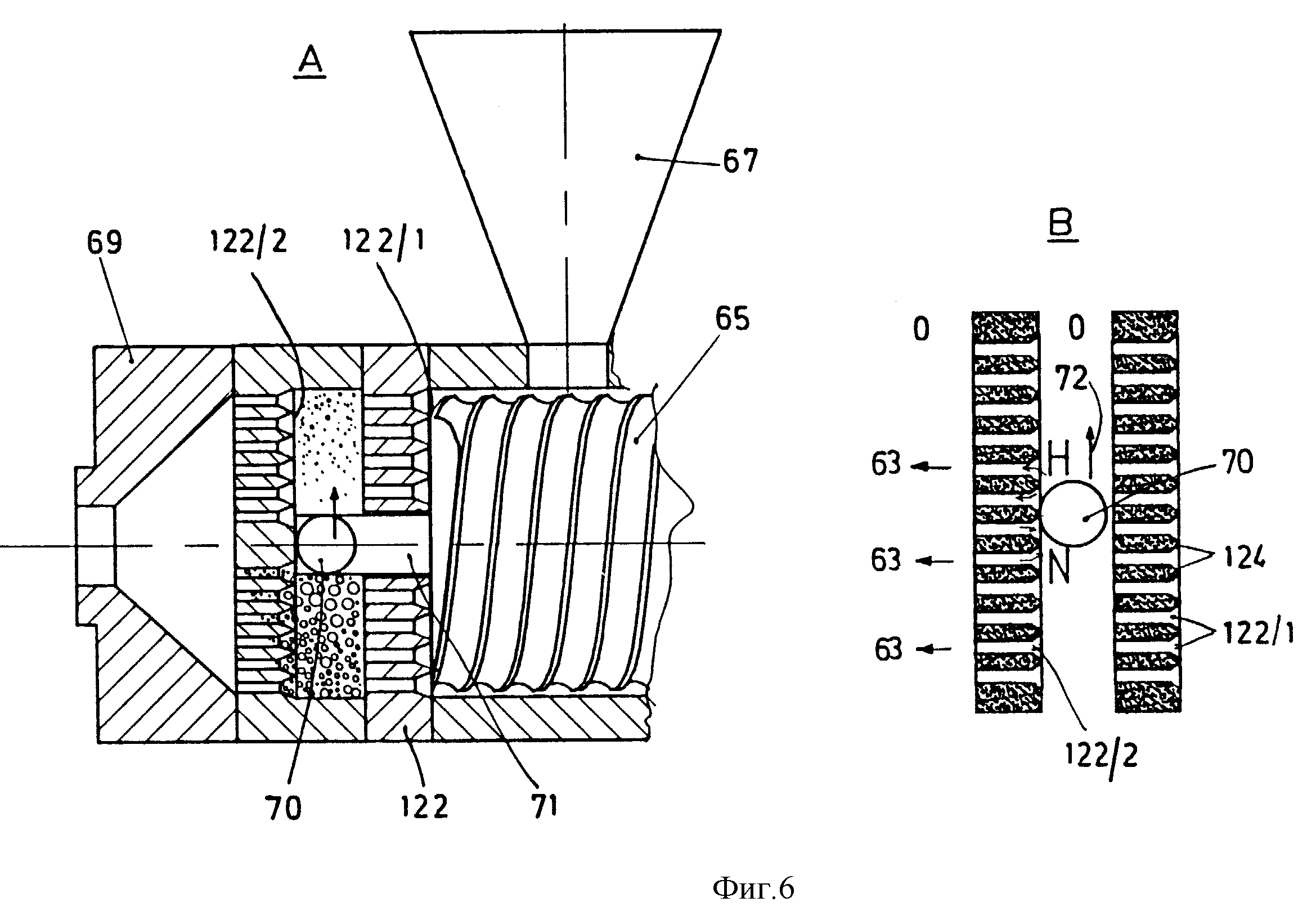
на фиг.6 показан четвертый вариант реализации изобретения, слева в разрезе (А), справа (В) - схематически,
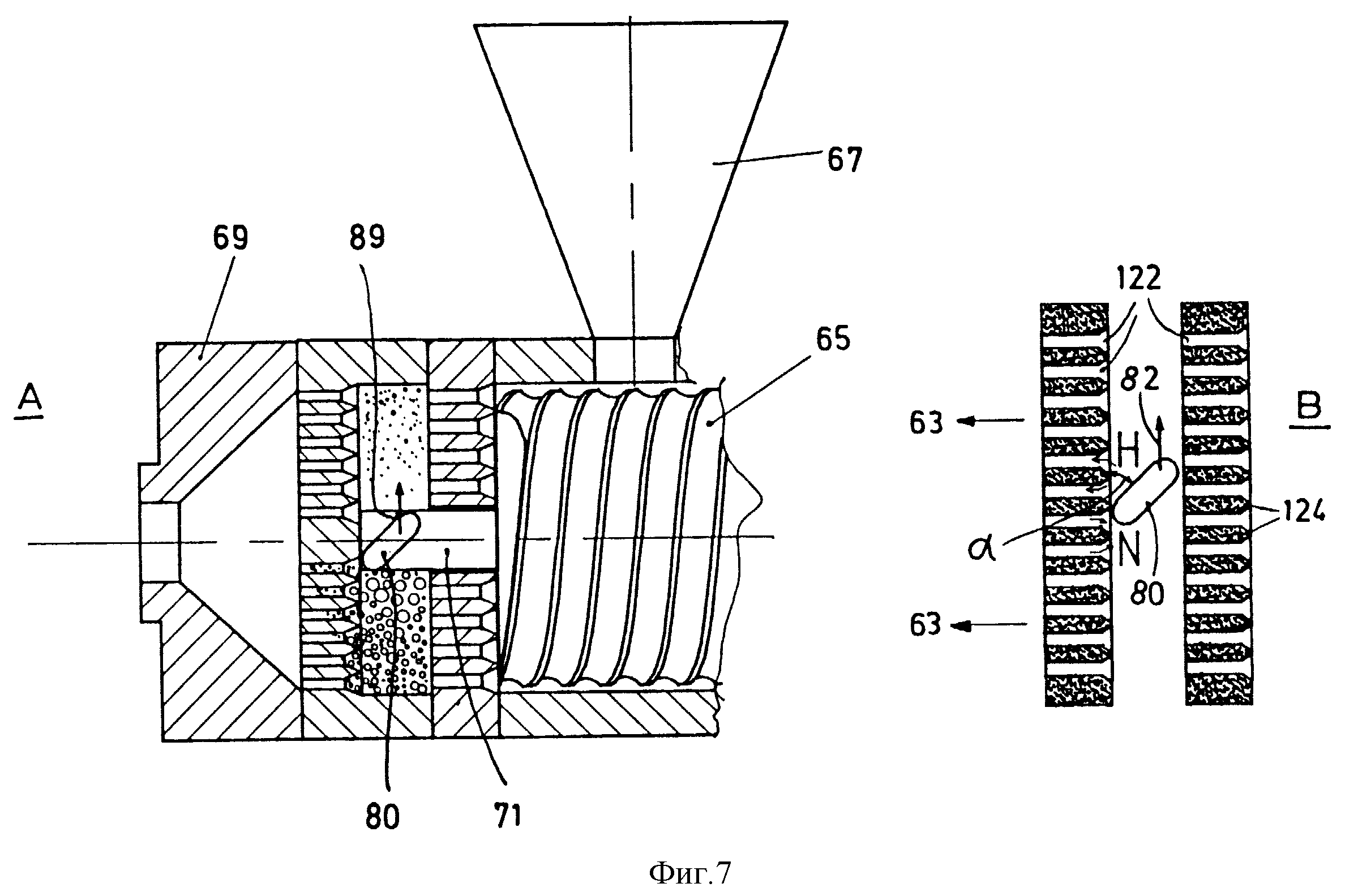
на фиг. 7 показан пятый вариант реализации изобретения,
слева в разрезе (А), справа (В) - схематически,
на фиг.8 показана тестообразная масса в состоянии экструдирования,
на фиг.9 показана деталь конструкции,
на фиг.10 показана
особая конструкция с четырьмя плечами, вверху в разрезе, внизу - изображение сверху,
на фиг.11 представлено одноступенчатое решение,
на фиг. 12 показан вариант реализации с различным
соотношением размеров лопаточного элемента и шнека,
на фиг.13 разъясняются возможности абсолютно нового принципа,
на фиг.14 показана иная конструкция, подобная изображенной на фиг.
13,
на фиг.15 показано изменение соотношений по сравнению с предшествующими чертежами,
на фиг. 16 показано схематическое изображение в поперечном разрезе двухшнекового экструдера.
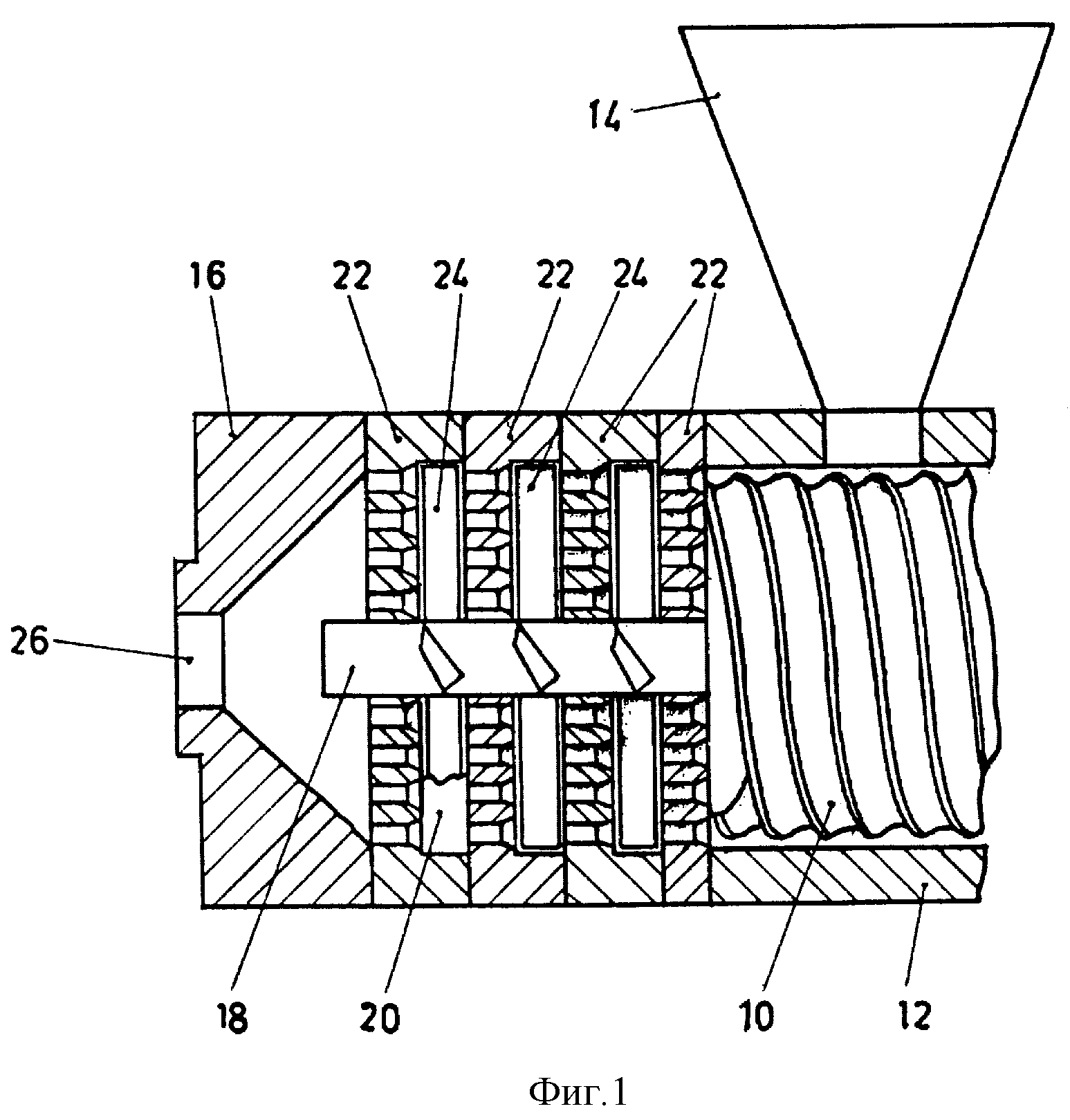
На фиг. 1 (наиболее предпочтительный вариант реализации) загрузочная воронка 14, цилиндр экструдера 12 и несущий шнек 19 являются уже существующими деталями обычного экструдера 1, однако далее будет показано, что согласно изобретению шнеку присвоено выполнение иных функций, чем те, которые предусматриваются существующими техническими решениями. На продолжении оси шнека 10 располагается вал 18, на котором установлена матрица 22 с отверстиями и лопаточный элемент 24. Каждый узел, состоящий из лопаточного элемента 24 и матрицы 22 с отверстиями, будет называться "лопаточный насос" или "лапоточная ступень". Первая ступень может рассматриваться как состоящая из несущего шнека 10 и матрицы 22 отверстий, причем головка шнека выполнена в форме клина с углом от 0 до 90 градусов.
В данном примере отверстия в матрице в целом являются прямыми. Лопаточный элемент 24 состоит из деталей, напоминающих пропеллер и размещенных под углом приблизительно 60 градусов относительно поверхности матрицы с отверстиями, будучи расположенным на технически приемлемом расстоянии над матрицей с отверстиями. За каждой матрицей создается определенное давление. Сопло 16 действует в районе своих направляющих стенок как прессующий элемент, до тех пор пока в конечном счете не происходит экструзии из отверстия сопла 26.
Согласно второму варианту реализации, показанному на фиг.2 и 3, детали с одинаковыми функциями обозначены одинаковыми числовыми позициями. Загрузочная воронка 14, шнек 10 и цилиндр 12 являются такими же, как и на фиг.1. И в этом случае вал 30 размещен на продолжении оси несущего шнека 10, на котором, однако, теперь располагаются матрица 122 с отверстиями и лопаточный элемент приемлемой длины, способный к вращению. Он проходит по цилиндрической матрице с отверстиями 34 (в форме шляпы), отверстия в которой располагаются не в осевом, как в случае матрицы с отверстиями 122, но в радиальном направлении. За счет этого после выхода из матрицы с отверстиями в промежуточном пространстве 36 (канале) создается нужное давление. Материал при этом преобразуется (уменьшение поперечного сечения) под воздействием одновременного сжимания в зоне 38 перед соплом 16, переходя в вязкое или текучее состояние перед выходом из экструдера через отверстие 26 сопла, после чего он разбухает.
Лопаточный элемент 32 детально изображен на фиг.3 где, имея форму воздушного винта, он включает четыре лопасти 40, снабженные ответвлениями 42. Лопасти винта последовательно перемещаются над отверстиями в цилиндрической матрице с отверстиями 34. Показано направление вращения лопаточного элемента. Фактическая установка лопаточного элемента не имеет решающего значения. Что касается нужного давления на другой стороне матрицы с отверстиями, то достаточно иметь возможность наклона поверхности до тех пор, пока она проходит над поверхностью матрицы с отверстиями.
На фиг.4 и 5 показан третий возможный вариант реализации, в котором вторая матрица 50 с отверстиями в форме полого конуса и лопаточный элемент 52, расположенный внутри лопаточного пространства 54, образуют совместно лопаточную ступень в форме конуса. Лопасти 56 лопаточного элемента несколько наклонены относительно оси 26 (максимальный угол наклона приблизительно 30 градусов относительно центральной оси). В приведенном примере отверстия 58 в матрице 122, так же как отверстия в матрице 50, проходят прямо и параллельно оси. Продавливание через отверстия 58 происходит с преодолением давления в коническом пространстве 60, до того как материал перемещается дальше, будучи сжатым наклонными стенками, отверстия 26 сопла.
Благодаря клиновому воздействию камеры, сужающейся в направлении, противоположном направлению движения, на решетке или пластине с отверстиями развивается давление в сочетании с трением продукта, за счет чего материал продавливается через отверстия в решетке.
Для того чтобы получить предпочтительные условия реализации изобретения (достаточный перепад давлений для того, чтобы добиться перед элементом сжижения теста, а за элементом - постоянного испарения и отвердевания теста), например в одноступенчатом варианте только с одной пластиной с отверстиями, можно использовать одно из двух следующих решений. Или расход массы, перемещаемой шнеком, должен быть настолько низким, что на стороне низкого давления лопаточного элемента имело бы место испарение воды (может быть достигнуто только при очень низком уменьшении производительности), или же лопаточному элементу должны быть приданы такие физические размеры, которые позволяют добиться соотношений давления, допускающих испарение воды.
В большинстве конструкций используется транспортный эффект любого имеющего симметричную форму элемента, если только он вращается и идет над пластиной с отверстиями. При этом создается транспортный эффект, когда трение теста о пластину с отверстиями, происходящее очень близко в направлении перемещения, больше, чем на обратной стороне. Даже круглый стержень мешалки, при использовании в соответствии с изобретением, осуществляет не только перемешивание, но и функции перемещения и придания текучести.
Чрезвычайно важен упомянутый выше перепад давлений перед вращающимся элементом, проходящим над матрицей с отверстиями, и за ним, поскольку от него зависит достижение соотношений давления таким образом, чтобы за счет колебаний обратного течения происходило испарение воды.
Что касается вариантов реализации с несколькими ступенями лопаточных насосов, то можно обоснованно предположить, что одна или несколько лопаточных ступеней не имеют своей задачей испарение воды, но исключительно способствуют наращиванию давления или, например, отрабатыванию в направлении, противоположном направлению перемещения материала, при конкретной цели создания перепадов давления между многочисленными лопаточными ступенями.
На фиг. 6 и 7 показаны дополнительные примеры реализации изобретения, причем на каждом из них с правой стороны (В) чертежа указаны расход и соотношения давления. Каналы в матрице с отверстиями на обоих чертежах отмечены позицией 122 и имеют расширение в направлении потока. Круглые стержни 70 скользят по матрице с отверстиями, и из них около четырех располагаются перпендикулярно к валу 71, которые подобно мешалке движутся в направлении вращения 72. Участок с высоким давлением и высокой температурой обозначен позицией Н, а участок с низким давлением и низкой температурой - позицией N. Высокое давление существует перед цилиндрическим элементом 70, который вызывает сжижение теста и продавливает его через каналы 122 матрицы с отверстиями. За счет давления и трения температура на участке Н значительно возрастает. Основное направление течения массы обозначено позицией 63. Между стороной втекания и стороной вытекания О (направление потока массы) конструкция и технологический процесс предусматривают значительное снижение давления. Таким образом, давление на стороне вытекания матрицы с отверстиями оказывается ниже, и еще немного ниже позади цилиндрического элемента 70 (фиг. 7). За счет более низкого давления и более низкой температуры там происходит частичное испарение жидкости, в частности воды или другой среды для разведения, вызывая таким образом обратный поток и связанную с таким движением в высшей степени желательную гомогенизацию теста. Головной конец шнека 65 (питаемого из загрузочной воронки 67) также изготовлен в форме лопатки. В ходе технологического процесса тесто испытывает, кроме всего прочего, перемещение в направлении сопла 69. Это показано на чертеже в левой части. В данном случае мы имеем конструкцию экструдера с одним шнеком 65, в котором, кроме головки, выполненной в форме лопатки, наблюдается также матрица 122 с отверстиями. Пространство О типа, описанного ранее, располагается между первой матрицей 122/1 с отверстиями и второй матрицей 122/2 с отверстиями, причем на второй матрице с отверстиями вращается элемент 70 типа мешалки с лопастями в форме круглых стержней.
Испарение здесь происходит в форме крупных пузырьков, консистенция сжиженного теста показана мелкими точками. Таким образом, этот экструдер является двухступенчатым, причем первой ступенью является головка шнекового пресса в форме лопатки и расположенная за ней матрица 121/1 с отверстиями, а вторая образована перемешивающим элементом 70 и второй матрицей 122/2 с отверстиями. Каналы со стороны втекания всегда шероховаты и значительно расширены, образуя увеличенную контактную поверхность трения. В этом варианте реализации, как и в большинстве других вариантов, зазор между перемешивающим элементом и соответствующей расположенной за ним матрицей с отверстиями невелик, а зазор между этим элементом и стороной вытекания первой матрицы 122/1 с отверстиями несколько больше. Для того чтобы достичь разницы в трении и повышения эффективности перемещения лопаточных насосов вал 71 пропускают сквозь первую пластину 122/1, но не через вторую. Сквозное размещение вала способствует также центровке шнека. Хотя элемент кругл и располагается перпендикулярно к поверхности матрицы с отверстиями, за счет сужения пространства в направлении, противоположном движению, наряду с разницей в трении продукта в матрице с отверстиями развивается давление, продавливающее материалы через отверстия.
Противоположно направленное давление поддерживается соплом или на сопле.
За счет изменения толщины пластины с отверстиями 122, так же как и количества и размеров отверстий, можно целенаправленно влиять на соотношения давлений, причем расширение отверстий в направлении лопаточного элемента и адгезия или трение массы на поверхности пластины с отверстиями оказывают дальнейшее воздействие. Решающей является линеаризация хода процесса, являющегося предметом изобретения, причем эта линеаризация наблюдается при всех вариантах реализации.
На фиг. 7 показана сходная конструкция, оборудованная довольно длинными лопаточными элементами 80. Элемент располагается под углом (относительно поверхности второй матрицы с отверстиями), причем угол меньше 90 градусов. Участок высокого давления (Н) и низкого давления (N) показаны, как и ранее. Направление вращения перемешивающего элемента показано стрелкой 82.
Чертеж конструкции (слева) показан сходно с фиг. 6. Вновь показано состояние сжатия (мелкие точки), т.е. высокое давление, высокая температура, например ожиженное тесто, а низкое давление показано пузырьками, причем жидкость испаряется и таким образом перетекает из пространства позади второй матрицы с отверстиями (пространство, ведущее к пластине сопла) обратно в пространство между матрицами с отверстиями, за счет чего достигается превосходная гомогенизация.
Одинаковыми позициями обозначены одинаковые компоновки. Это касается сходных двухступенчатых конструкций.
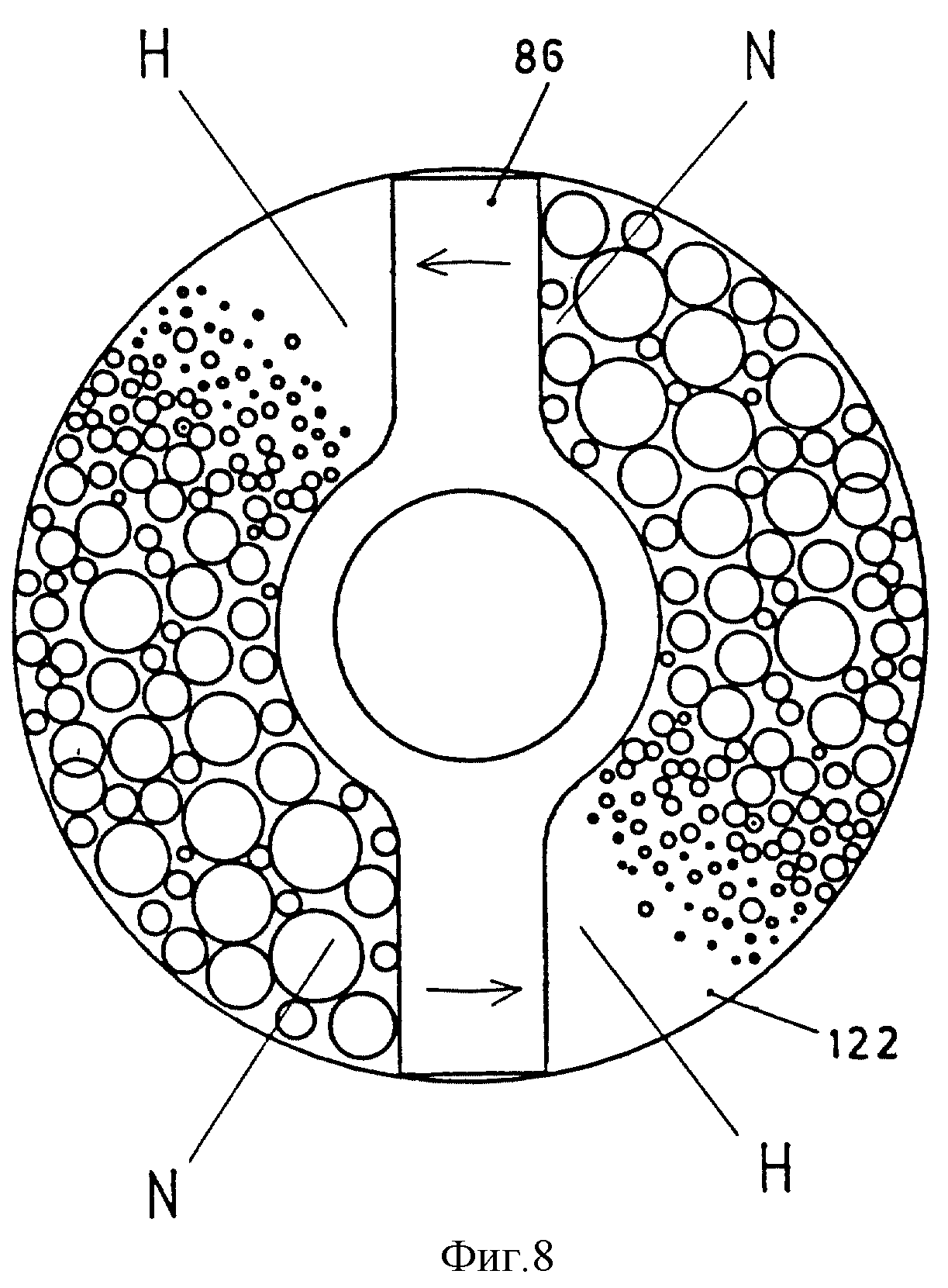
На фиг. 8 подробно показано, что происходит на матрице 122 с отверстиями на участках высокого давления и низкого давления (H и N). Круглый стержневой элемент 86 вращается по матрице 122 с отверстиями и в данном примере имеет только два плеча. Элемент может также иметь любую другую форму и только для простоты показан как включающий два плеча. На участке высокого давления H, перед лопаточным элементом (направление вращения указано стрелкой) тесто сжимается, вода конденсируется, температура повышается. На участке низкого давления N вода испаряется, тесто разбухает и за счет этого приобретает температуру, в точности соответствующую абсолютному давлению в этой точке. За счет более низкой температуры, а также разбухания тесто приобретает более высокую вязкость. В связи с этим возникает сопротивление материалу, перетекающему в обратном направлении через матрицу с отверстиями в зону низкого давления, из-за чего в зоне высокого давления сквозь матрицу с отверстиями проходит больше материала, чем возвращается обратно в зону низкого давления. На этом чертеже показано соотношение пузырьков воздуха в тесте, а не отверстий в матрице.
На фиг. 9 показана пластина с отверстиями или, иначе, пластина 122 продавливания с равномерно распределенными отверстиями 130 и каналами для увлажнения 132. Направление потока жидкости указано стрелкой (вход-выход). В изображенной конструкции все матрицы с отверстиями или лишь немногие из матриц с отверстиями могут быть снабжены такими каналами для увлажнения 132.
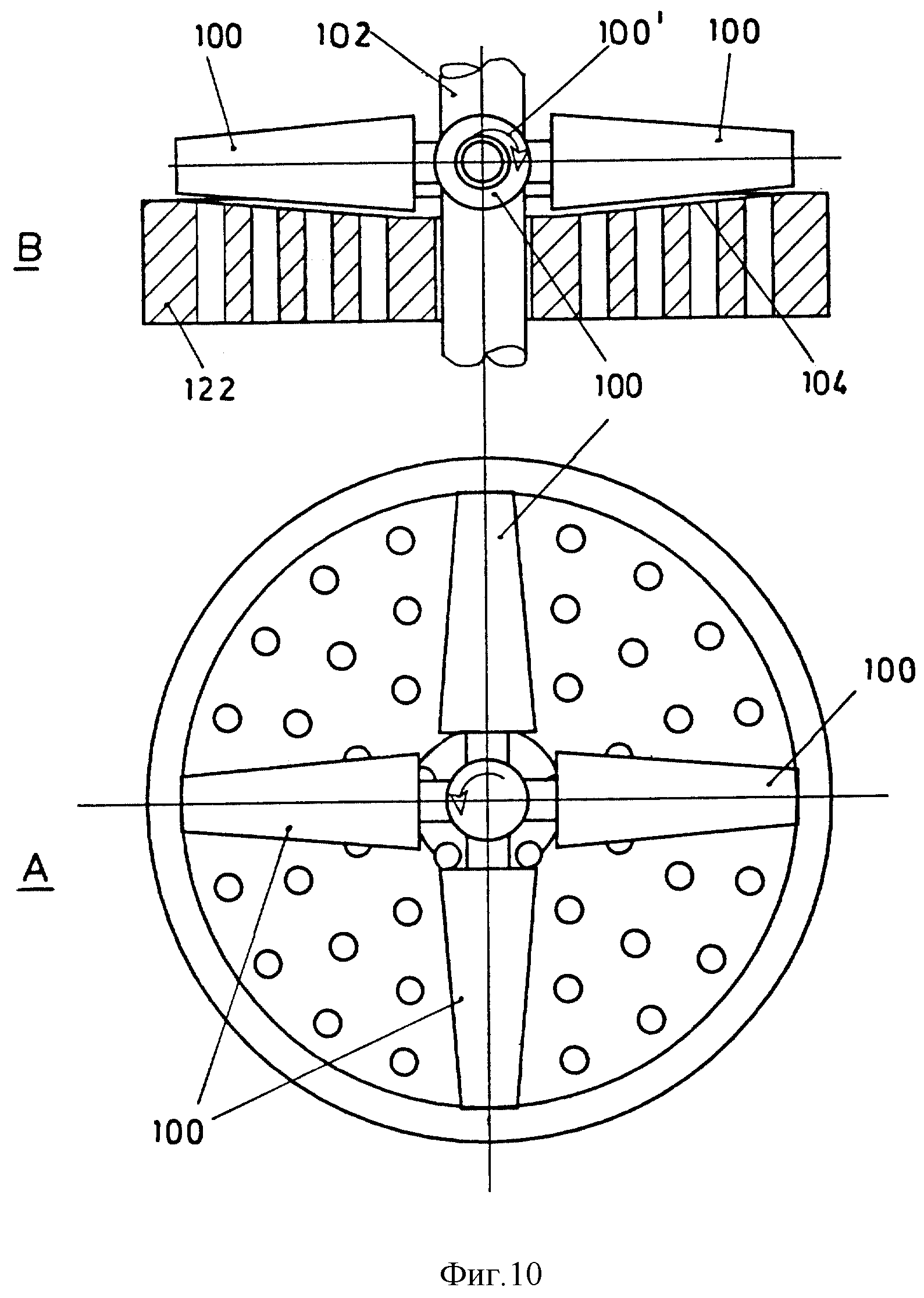
На фиг. 10 показана еще одна модификация, в том числе на фиг.10A - изображение сверху и на фиг. 10B - в разрезе через пластину 122 с отверстиями 122. Можно предполагать расширение отверстий (в направлении втекания), однако оно не показано. Отличительной особенностью конструкции является то что валки, установленные перпендикулярно к оси 102, являются коническими при уменьшении поперечного сечения в направлении от внутреннего к наружному концу. В то же время профиль пластины с отверстиями тоже, как показано на чертеже, имеет дополняющую коническую форму (с увеличением, как показано на позиции 104, его толщины по направлению от центра к наружному краю), так что конические валки без проблем могут катиться по коническому профилю 104.
Валки, которые размещены на плечах мешалки и являются в данном случае коническими, а в других конструкциях, например, цилиндрическими, могут быть выполнены таким образом, что они сами также катятся (стрелка 100'). В таком случае валки 100 вращаются вокруг собственной оси. С другой стороны, мешалка вращается сама в направлении, указанном на фиг. 10 стрелкой А. Вращательные движения во взаимно перпендикулярных направлениях накладываются одно на другое.
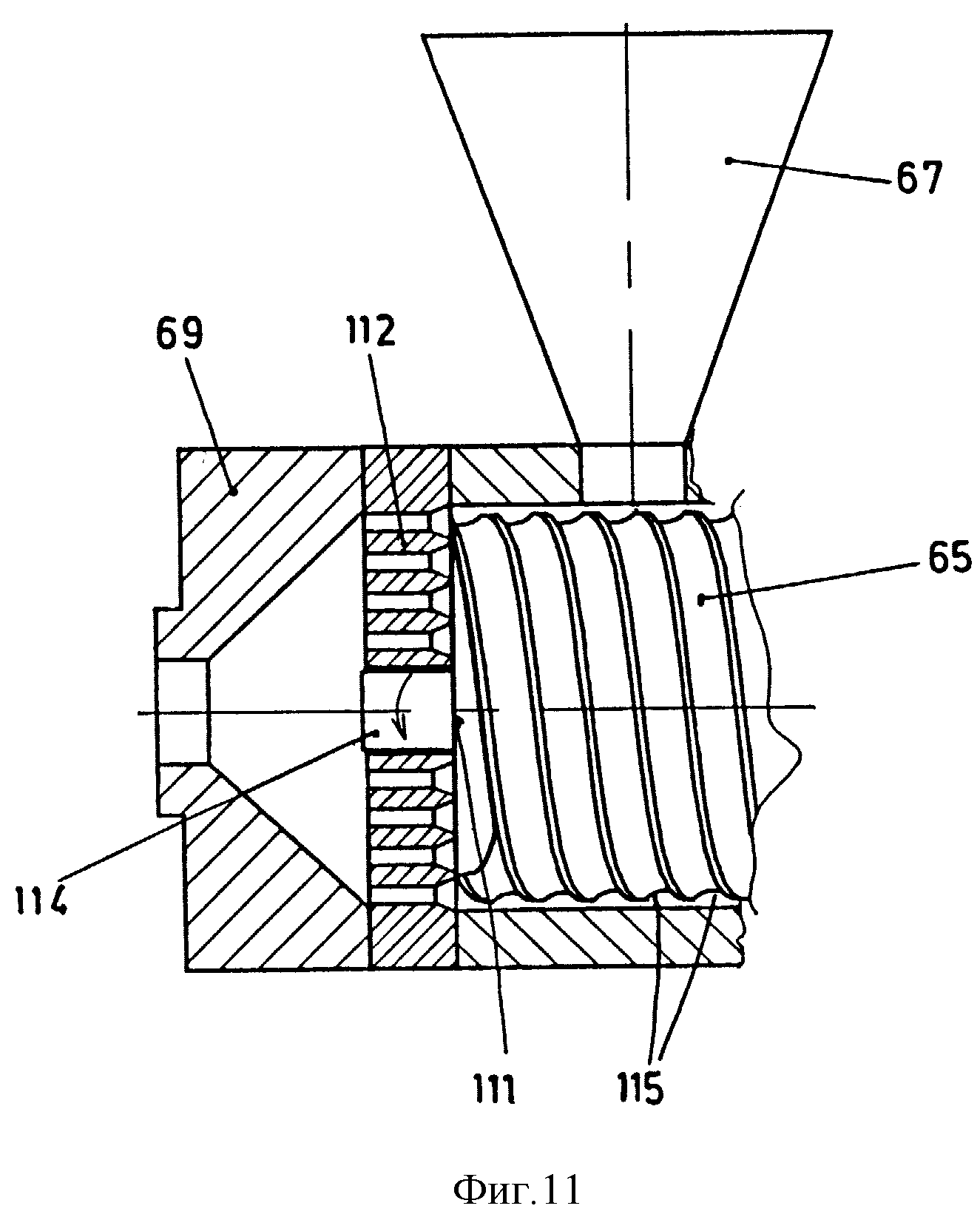
На фиг. 11 показана одноступенчатая горизонтальная конструкция с концом шнека 111 в форме лопатки. В соответствующей пластине 112 с отверстиями предусмотрен канал для вала 114, предназначенный для центровки шнека. Важное значение имеет геометрическая форма шнека: как показано, шнек имеет чрезвычайно малую глубину витков (позиция 115) по сравнению с известными конструкциями, предназначенными для оптимизации производительности. Такая глубина витков, чрезвычайно неблагоприятная для того, чтобы обеспечивать перемещение, в то же время способствует созданию достаточного низкого давления на стороне низкого давления лопаточного элемента, что гарантирует испарение воды. Например, отношение величины глубины витков к диаметру может составлять от 1/20 до 1/50.
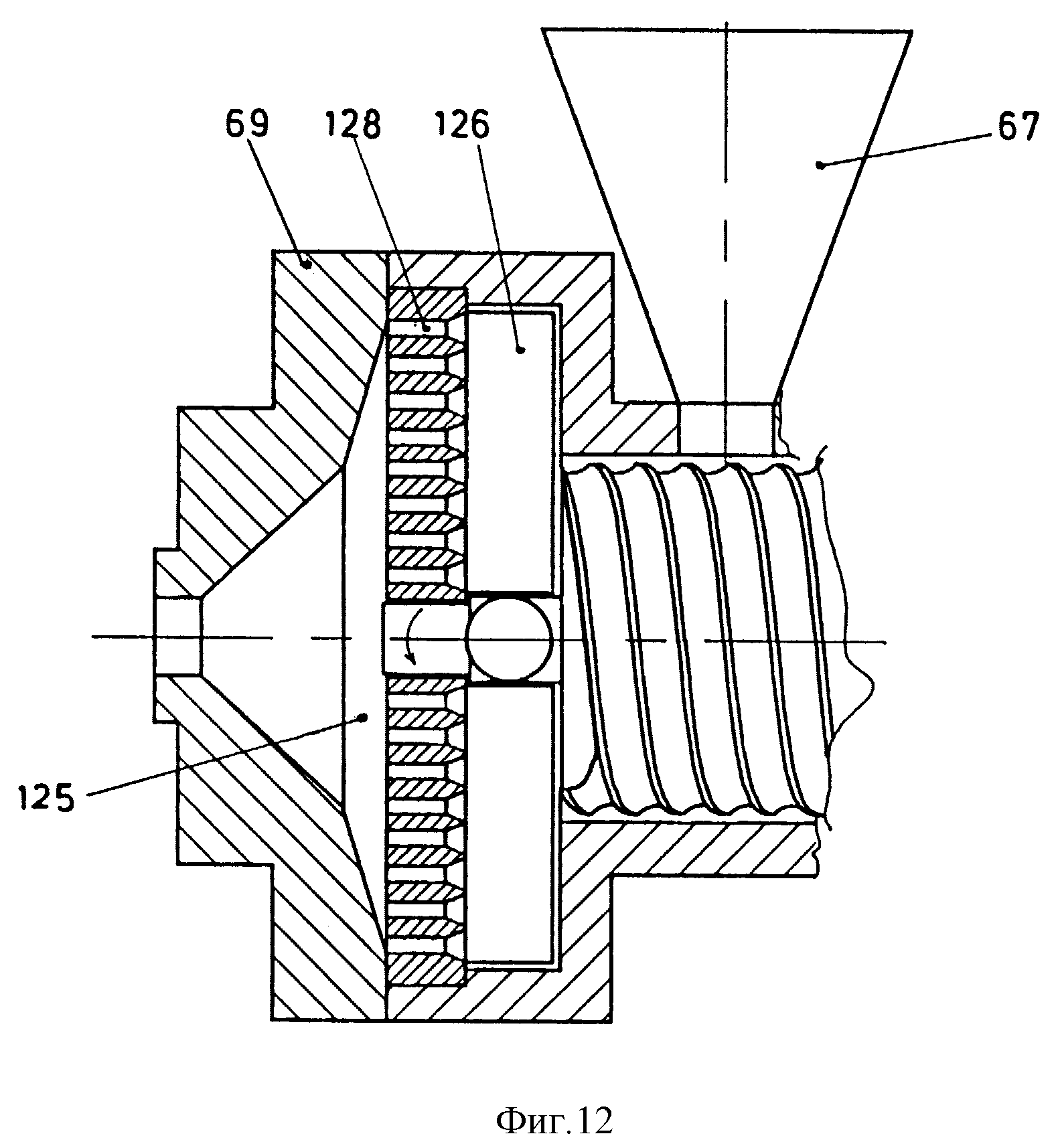
На фиг. 12 показана конструкция с лопаточным элементом 126 и матрицей 128 с отверстиями, диаметры которых значительно больше диаметра шнека. Так, например, отношение диаметра лопаточного элемента или матрицы с отверстиями к диаметру шнека может составлять от (2,0 - 3,0):1. Возможно достижение гораздо более высокой транспортной способности за счет применения шнеков с более значительной глубиной витков (хотя на чертеже показана небольшая глубина витков). При такой конструкциии поддерживается достаточно низкое двление на участке втекания перед матрицей 128 с отверстиями и в направлении движения лопаточного элемента 126, позади лопаточного элемента, а также на стороне вытекания матрицы 128 и в камере 125, прилегающей к соплу 69, что способствует испарению воды.
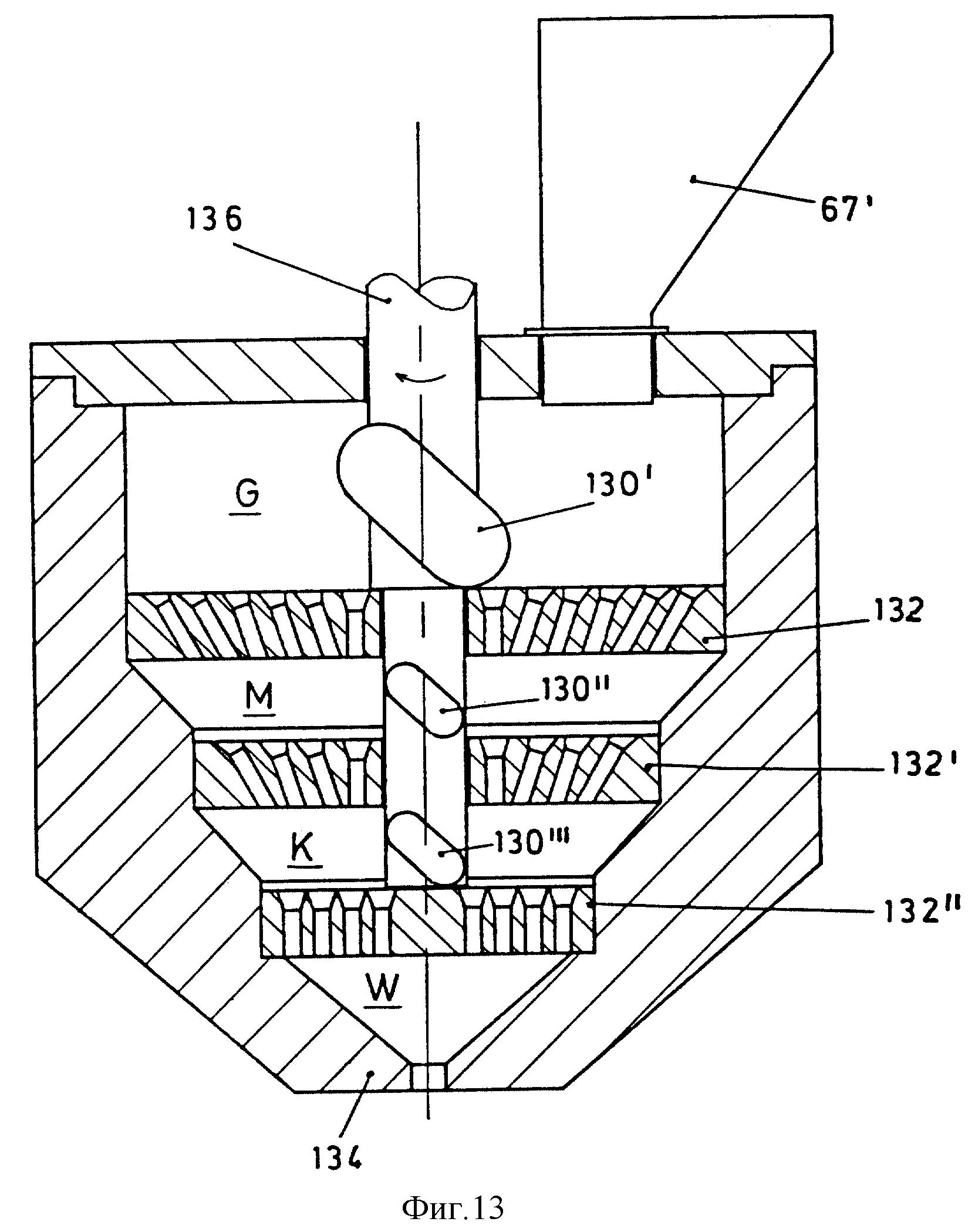
На фиг. 13 изображена конструкция совершенно иного типа, и к тому же вертикальная. В этом вертикальном трехступенчатом экструдере с пропариванием шнек не предусмотрен. Объемы камер G, N, К, W уменьшаются в направлении сжатия из порошка в текучий материал (направление течения массы). Предусматриваются три ступени с уменьшающимися объемами камер, и соответствующие лопаточные элементы 130', 130'', 130''' также выполнены меньших размеров. В данном случае мы рассматриваем лопаточные элементы, подобные изображенным на фиг. 7.
Пластины 132, 132' и 132'' с отверстиями также соответственно меньше. Цилиндрическое пространство уменьшается соответственно по ступеням вплоть до сопла 134. В соответствии со схемой отверстия наклонены таким образом, что поток массы плавно поступает даже в наименьшую камеру W перед соплом через отверстия в матрице 132, которые расширяются. Вал 136 вращается также вокруг вертикальной оси.
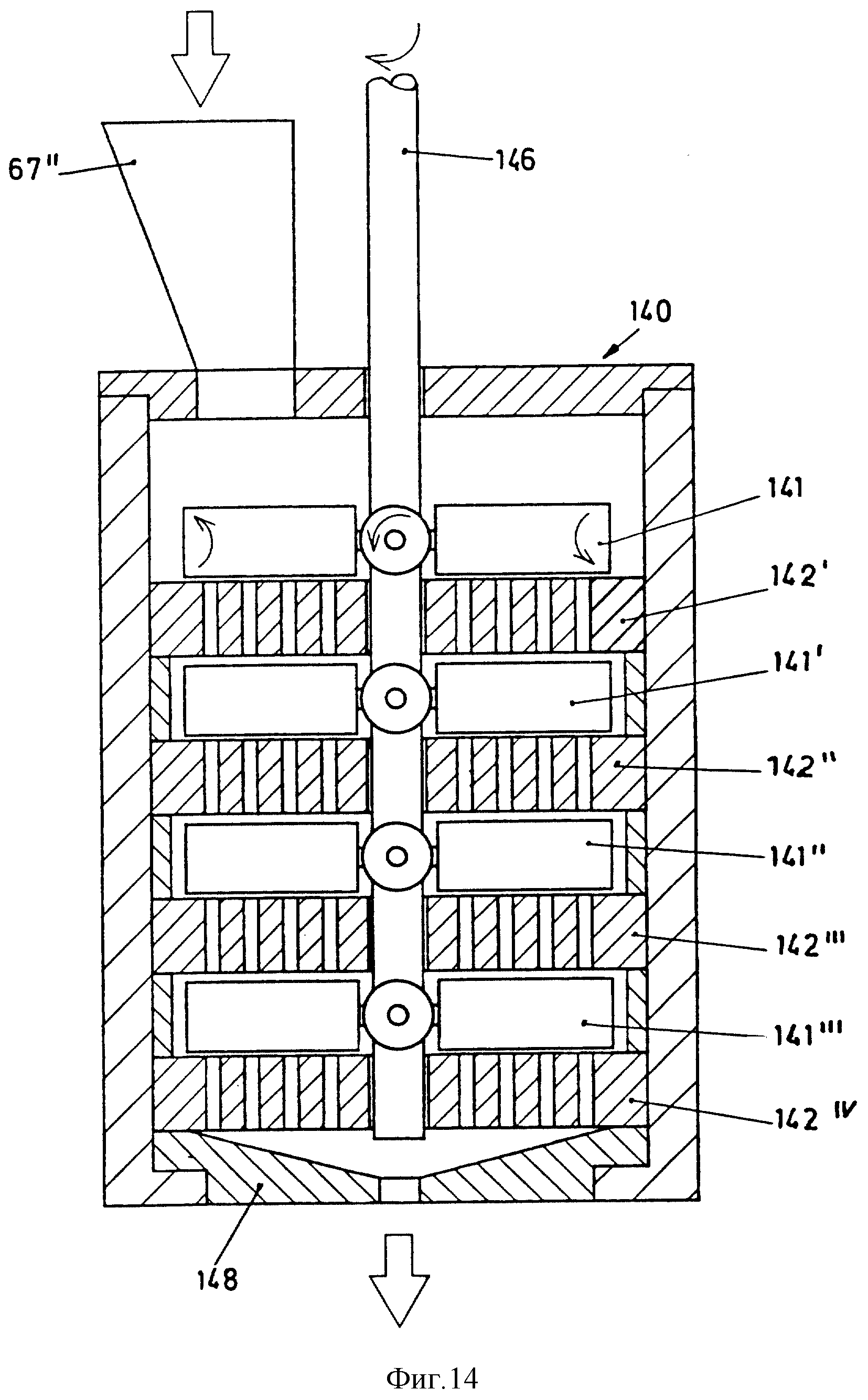
На фиг. 14 изображен четырехступенчатый вертикальный экструдер с термообработкой 140, отличительной особенностью которого, среди других, является применение на первой ступени цилиндрических валков, которые сами могут вращаться. Направление вращения вала 146, на котором установлены лопаточные элементы, обозначено таким же образом, как и направление вращения цилиндрических валков на первой ступени. Первый валок катится как каландр по первой матрице 142' с отверстиями, остальные валки 141' 141'', 142''' скользят по соответствующим матрицам 142'', 142''', 142'''' с отверстиями перед достижением сопла 148. Направление перемещения массового потока показано белой стрелкой.
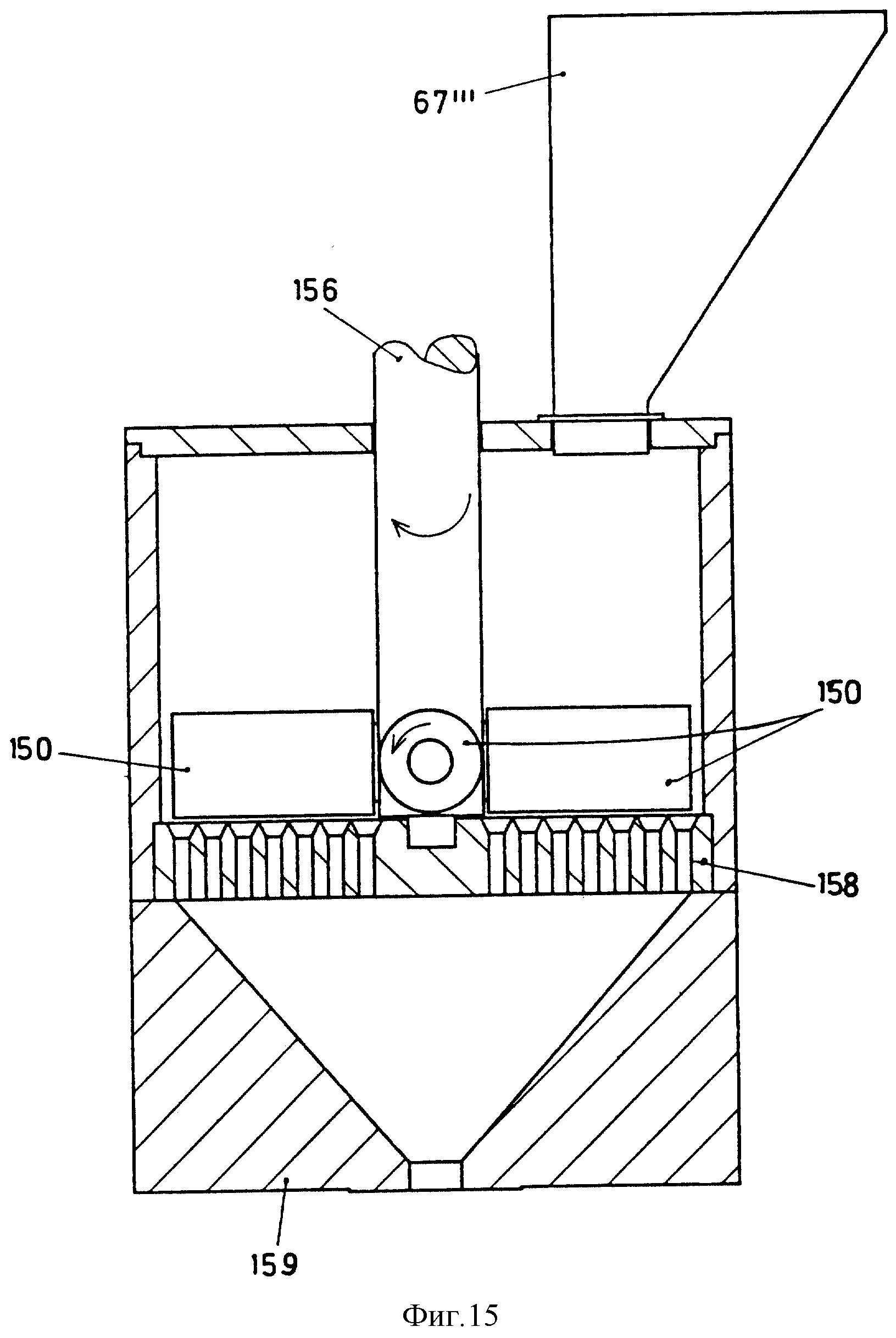
На фиг. 15 показана одноступенчатая вертикальная конструкция, сходная с пресс-гранулятором, со вращающимися цилиндрическими валками 150, питателем 67''', вертикальным валом 156, на котором установлены валки, например перпендикулярно. Валки 150 катятся по матрице 158 с отверстиями. Конструкция, хотя и похожая на пресс-гранулятор, согласно изобретению снабжена соплом на выходе. Кроме всего прочего, развивается давление. Как и во всех описанных вариантах реализации, давление таково, что перед валками, наклонными элементами или тому подобным происходит сжижение теста, а за валками имеет место испарение и частичное течение в обратном направлении.
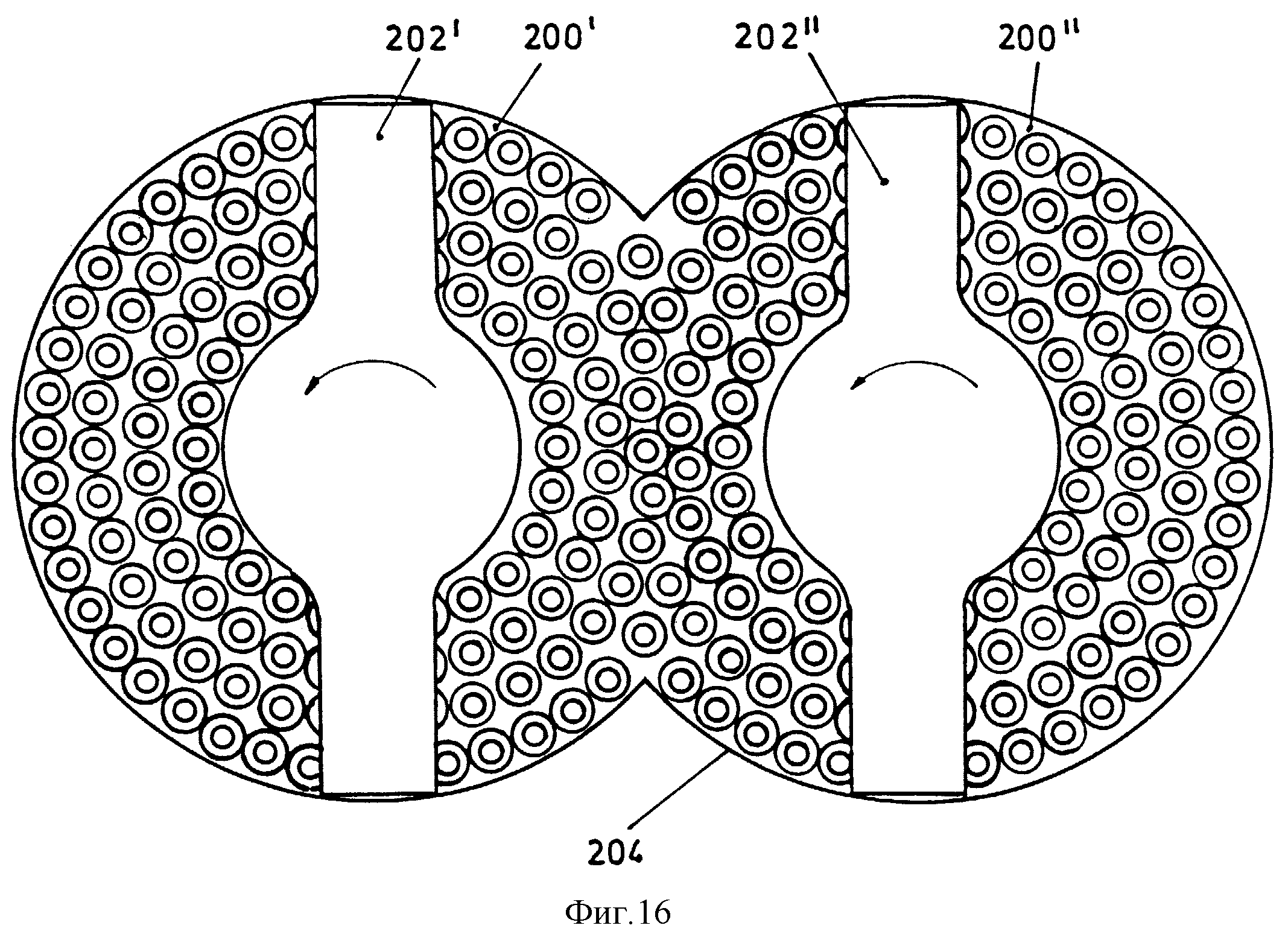
На фиг. 16 показан двухчервячный экструдер. Лопаточный элемент 202', 202'' скользит по каждой из матриц 200', 200'' с отверстиями. Подшипник размещен в общем гнезде 204. Преимущество такого варианта заключается в меньшей длине конструкции, которую за счет этого можно сделать более простой и экономичной. Это позволяет обойтись без сложных перемешивающих и гомогенизирующих элементов. Как и в одношнековом устройстве, гомогенизация улучшается, сдвиг и распределение тепла становятся более равномерными, наблюдается улучшение показателей при износе, повышается управляемость.
Таким образом, в общем согласно изобретению суспензии, перемешанные массы, пасты и тесто могут перемещаться сквозь матрицы с отверстиями с помощью
лопастей, скользящих по матрице с отверстиями. Перенос происходит из-за повышенного давления на переднем конце (в направлении движения) скользящей лопасти. Величина давления зависит от формы
скользящей лопасти (стержень, расположенная определенным образом лопатка и т.п.) и от расстояния лопасти от матрицы с отверстиями. Конструкция должна быть подобрана таким образом, чтобы давление перед
скользящей лопастью оказалось достаточным для преодоления потерь давления на отверстиях матрицы. Преимущества скользящей лопасти в сравнении с наращиванием давления исключительно с помощью шнека
заключаются в следующем:
1. Давление на конкретных участках возрастает на нескольких отверстиях.
2. Лопаточный насос приобретает особое значение в тех случаях, когда (как при многих видах паст) следует ожидать поведения при течении, зависящего от интенсивности и степени сдвига (структурно-вязкостное поведение).
Интенсивные перемешивание и сдвиг лопаткой уменьшают инерцию пасты и требуют, таким образом, лишь незначительного снижения давления при прохождении через отверстия.
"Ожижение" пасты может быть внутренней характеристикой материала (внутренне присущими структурой и вязкостью). В случае содержащих воду суспензий и тестообразных масс этого явления можно также ожидать, когда параметры состояния (давление и температура) окажутся близкими к параметрам точки кипения.
а. Если параметры состояния соответствуют точке кипения, присутствующая вода частично будет находиться в форме пара. Тогда тесто образует пену с относительно высокой вязкостью. При сжатии скользящей лопастью вода конденсируется, тесто сжижается и может довольно интенсивно продавливаться через отверстия. После прохождения тесто затвердевает, что позволяет избежать течения в обратном направлении за скользящей лопастью. Таким образом, возникает также возможность перемещения при относительно высоком противодавлении.
б. Если параметры состояния несколько ниже, чем в точке кипения, то вода остается в жидком состоянии (с отсутствием пены).
Путем процесса обработки на стороне высокого давления производится подвод энергии (энергия упругого сжатия и рассеянная энергия сдвига). Рассеянная энергия сдвига вызывает местное повышение температуры. На задней стороне лопасти наблюдается низкое давление, что ведет к испарению части жидкости и образованию за счет этого пены в тесте. При охлаждении или повышении давления водяной пар конденсируется (кавитация).
3. При описанных выше условиях оборудование служит насосом и позволяет добиться повышения давления за счет применения многоступенчатой конструкции. При многоступенчатой конструкции следует обеспечить "асимметрию" с учетом эффекта накачивания, т.е. насосы должны указывать направление перемещения. Это направление перемещения можно установить, с одной стороны, путем задачи угла в направлении перемещения и, с другой стороны, за счет различия расстояний между скользящей лопастью и верхней и нижней пластинами с отверстиями, или же за счет различных характеристик поверхности (коэффициент трения). При полной геометрической симметричности и одинаковом коэффициенте трения к лопаточному насосу должно быть приложено внешнее давление. "Лопаточный насос" действует в этом случае только в качестве "ожижителя".
Цели, которые достигаются с помощью мер, соответствующих изобретению, или его преимущества могут быть суммированы следующим образом:
- повышение
производительности, достигающее 100%
- повышение качества продукции за счет большей равномерности потока и однородной текстуры
- превосходные возможности для управления процессом
- большое удобство обращения с деталями
- экономичные приспособления
- значительное снижение затрат, связанных с износом деталей
- нечувствительность к колебаниям в
составе сырья
- значительное расширение свободы в области составления рецептуры
- улучшение поведения на входе сырья в форме порошка
Благодаря принятию мер, соответствующих
настоящему изобретению, "изношенные" шнековые экструдеры, соответственно шнек экструдера, могут быть оборудованы повторно и их срок службы может быть, таким образом, значительно продлен.
ПРИМЕР
Четырехвитковый шнек известного устройства с обычным червячным профилем продолжен в головной части адаптером, проходящим через первую пластину продавливания, которая
располагается, как обычно, перед имеющей форму лопатки поверхностью головки шнека и используется для установки лопаточного элемента. Этот элемент скользит по второй пластине продавливания и образует,
таким образом, вторую лопаточную ступень. Обычные пластины сопла завершают систему. Обе пластины продавливания образуют лопаточную камеру, в которой вращается лопаточный элемент. Лопаточный элемент с
круглым поперечным сечением лишь немногим уже лопаточного пространства, образуемого двумя пластинами продавливания. На соотношение давлений могут оказывать определенное воздействие толщина пластин
продавливания и количество и размеры отверстий. Вид конических расширений отверстий в направлении лопаточного элемента оказывает влияние на адгезию или трение массы на поверхности пластины с
отверстиями и, таким образом, ее транспортных характеристик.
Если осознать сущность мероприятий, связанных с изобретением, то можно добиться превосходных результатов с бывшими в употреблении шнеками, причем зазор между шнеком и втулкой равен приблизительно 1,6 мм. Если привести лопаточный элемент в движение, это может привести к созданию зоны повышенного давления перед лопаточным элементом в направлении вращения и зону пониженного давления позади лопаточного элемента, если наблюдать с той стороны, куда направлено вращение. В случае, если температура теста в зоне пониженного давления составляет 140oС, а давление - ниже 3,5 бар, вода начинает испаряться, а объем теста увеличивается. В этом состоянии (смесь пузырьков пара и жидкости) тесто обладает гораздо более высокой вязкостью по сравнению с полностью ожиженной формой. При такой форме возникает более сильное сопротивление приближающейся лопатке, в результате чего давление возрастает, вода конденсируется и энергия конденсации вновь вызывает разогрев теста и так далее. Непрерывное чередование высокого и низкого давления, вызываемое лопаточным элементом при температуре ниже точки кипения воды или жидкости, создает очень большой эффект гомогенизации в тесте и обеспечивает чрезвычайно эффективный обмен энергии, не допуская, таким образом, частичного перегрева, создавая таким образом, наиболее вероятно, главную основу для поразительно удачного перекачивания на лопаточной ступени. Благодаря непрерывно чередующимся расширению и сжатию значительно улучшается перенос тепла в рамках системы с конечным положительным воздействием на характеристики текучести биополимерного теста.
Для того чтобы не перегружать заявку, многие подпункты связаны только с определенными основными пунктами формулы изобретения. Естественно, что указанные предпочтительные варианты реализации, при условии их технической осуществимости, также рассматриваются как подпункты большинства других основных пунктов.
Реферат
Изобретение относится к производству экструдированных пищевых продуктов. Экструдер имеет, по меньшей мере, один лопаточный насос, расположенный между шнеком и соплом. Каждый из насосов состоит из одной матрицы или пластины с отверстиями, по меньшей мере, одного связанного с ней лопаточного элемента с лопатками, вращающегося по поверхности матрицы. Способ предусматривает пропускание пищевых продуктов через указанные лопаточные насосы. Изобретение позволит повысить гомогенизацию и текстуру обрабатываемых продуктов. 7 с. и 49 з.п.ф-лы, 16 ил.
Комментарии