Содержащая множество микрослоев многослойная термоусадочная пленка и способ ее изготовления - RU2529517C2
Код документа: RU2529517C2
Чертежи





Описание
Предпосылки создания изобретения
Настоящее изобретение относится к упаковочному материалу одного из типов с использованием гибких полимерных термоусадочных пленок. Более точно, изобретение относится к многослойным термоусадочным пленкам, содержащим множество микрослоев.
Одним из отличительных признаков термоусадочной пленки является ее способность давать усадку под воздействием определенной температуры или, если усадка невозможна, создавать усадочное напряжение внутри пленки.
Изготовление усадочных пленок хорошо известно из техники и обычно может осуществляться путем экструзии (однослойных пленок) или совместной экструзии (многослойных пленок) термопластичных полимерных материалов, которые были нагреты до их температуры текучести или плавления, через матрицу для экструзии или совместной экструзии, например, в трубчатой или плоской (листовой) форме. После постэкструзионной закалки с целью охлаждения, например, путем погружения в воду относительно толстый "ленточный" экструдат повторно нагревают до температуры в интервале его температур ориентации и вытягивают с целью ориентации или упорядочения кристаллитов и(или) молекул материала. Интервал температур ориентации заданного материала или материалов колеблется у различных полимеров и(или) их смесей, которые образуют материал. Тем не менее, обычно интервал температур ориентации заданного термопластичного материала находится ниже температуры плавления кристаллитов материала, но выше их температуры фазового перехода второго рода (иногда называемой температурой стеклования). Пленка может быть эффективно ориентирована в этом интервале температур.
Используемые в изобретении термины "ориентация" или "ориентированный" в целом означают технологическую операцию и соответствующие характеристики продукта, получаемого путем вытягивания и немедленного охлаждения термопластичного полимерного материала, который был нагрет до температуры в интервале его температур ориентации с целью изменения конфигурации молекул материала посредством физического упорядочения кристаллитов и(или) молекул материала для придания пленке определенных механических свойств, таких как, например, усадочное напряжение (ASTM D-2838) и способность к термоусадке ("свободная усадка" в количественном выражении согласно стандарту ASTM D-2732). При приложении растягивающего усилия в одном направлении получают материал с однонаправленной ориентацией. При приложении растягивающего усилия в двух направлениях получают материал с двунаправленной ориентацией. Термин ориентированный также используется в изобретении взаимозаменяемо с термином "термоусадочный" для обозначения материала, растянутого и отвержденного путем охлаждения преимущественно с сохранением его размеров в вытянутом состоянии. Ориентированный (т.е. термоусадочный) материал имеет тенденцию восстанавливать свои первоначальные размеры в невытянутом состоянии при нагреве до соответствующей повышенной температуры.
Возвращаясь к описанному выше базовому способу изготовления пленки, следует отметить, что после того как пленка экструдирована (или соэкструдирована, если это многослойная пленка) и первоначально охлаждена, например, путем закалки в воде, ее повторно нагревают до температуры в интервале ее температур ориентации и осуществляют ориентационное вытягивание. Вытягивание с целью ориентации может осуществляться множеством способов, таких как, например, методами "раздувки" или "вытягивания и ориентирования на раме". Эти способы хорошо известны специалистам в данной области техники и предусматривают процедуры ориентации, в ходе которых материал вытягивают в направлении, перпендикулярном направлению экструзии, или поперечном направлении (TD) и(или) продольном направлении или направлении экструзии (MD). После вытягивания пленку быстро закаливают преимущественно с сохранением ее размеров в вытянутом состоянии, чтобы быстро охладить ее и тем самым закрепить или зафиксировать ориентированную (упорядоченную) конфигурацию молекул.
Степень вытягивания определяет степень ориентации заданной пленки. Более высокие степени ориентации обычно достигаются, например, при более высоких величинах усадочного напряжения и свободной усадки. Соответственно, при изготовлении из одинакового материала и в остальном в одинаковых условиях пленки, которые были в большей степени растянуты, например ориентированы, будут обладать большей величиной свободной усадки и усадочного напряжения.
Во многих случаях после экструдирования, но до ориентации путем вытягивания пленку облучают, обычно электронными лучами, чтобы индуцировать сшивание полимерных цепей, которые образуют пленку.
После закрепления конфигурации молекул, полученной в результате ориентации путем вытягивания, пленка может храниться в рулонах и использоваться для плотного упаковывания самых разнообразных изделий. В этом случае упаковываемое изделие может быть сначала обернуто термоусадочным материалом путем термосклеивания усадочной пленки с целью формирования мешка или пакета, в который затем помещают изделие и закрывают мешок или пакет путем термосклеивания или другими применимыми средствами, такими как, например, зажимание. Если материал был изготовлен методом "раздувки", он может иметь трубчатую форму или быть разрезан в длину и раскрыт с целью получения листа пленочного материала. В качестве альтернативы, листовой материал может использоваться для обертывания изделия, которое может помещаться в лотке.
После стадии упаковывания упакованное изделие подвергают воздействию повышенных температур, например, путем его подачи через канал с горячим воздухом или водой. При этом пленка, которой обернуто изделие, дает усадку, образуя тугую упаковку, которая точно соответствует очертаниям изделия.
Приведенные общие сведения, касающиеся изготовления и применения термоусадочных пленок, не являются исчерпывающими, поскольку такие способы хорошо известны специалистам в данной области техники. Смотри, например, патенты US 3022543 и 4551380, содержание которых во всей полноте в порядке ссылки включено в настоящую заявку.
Хотя усадочные пленки изготовляются и применяются описанным путем в течение многих лет, остается потребность в их усовершенствовании. В частности, существует потребность в уменьшении расхода полимера, используемого для изготовления усадочных пленок, с одновременным сохранением у таких пленок физических свойств, которые необходимы им для выполнения своего назначения в качестве термоусадочных упаковочных пленок. Такое снижение расхода используемого полимера позволило бы выгодно сократить потребление ресурсов нефти и природного газа, из которых получают полимеры, используемые в большинстве усадочных пленок, а также уменьшить количество сбрасываемых на свалки отходов, образованных использованными усадочными пленками. Кроме того, уменьшение количества полимеров в усадочных пленках было бы выгодно для снижения стоимости материалов таких пленок.
Краткое изложение сущности изобретения
Перечисленные потребности и задачи положены в основу настоящего изобретения, в котором предложена многослойная термоусадочная пленка, содержащая по меньшей мере один основной слой и микрослоистую часть, содержащую множество микрослоев. Каждый из микрослоев и основной слой имеют определенную толщину, а соотношение толщины любого из микрослоев и толщины основного слоя составляет от около 1:2 до около 1:40.
В некоторых вариантах осуществления термоусадочная пленка имеет толщину менее около 0,7 мил и сопротивление разрыву по Элмендорфу (ASTM D1922-06a) по меньшей мере 10 граммов/мил, измеренное по меньшей мере в одном направлении по длине или ширине пленки.
В других вариантах осуществления по меньшей мере один из микрослоев содержит смесь еще двух полимеров и имеет состав, отличающийся от состава по меньшей мере одного другого микрослоя. Независимо от толщины такая термоусадочная пленка преимущественно имеет сопротивление разрыву по Элмендорфу (ASTM D1922-06a) по меньшей мере около 30 граммов/мил, измеренное по меньшей мере в одном направлении по длине или ширине пленки.
Пленки в описанных выше вариантах осуществления имеют значительно более высокое сопротивление разрыву по Элмендорфу по сравнению с обычными усадочными пленками, т.е. пленками, не содержащими микрослоистую часть. За счет такого усовершенствования в настоящем изобретении могут изготавливаться усадочные пленки меньшей толщины и, следовательно, с меньшим расходом полимера, чем у обычных усадочных пленок, с сохранением при этом свойств, необходимых им для выполнения своего назначения.
Во многих вариантах осуществления предложенные в настоящем изобретении усадочные пленки имеют общую свободную усадку (ASTM D2732-03) по меньшей мере около 10% при 200°F.
В некоторых вариантах осуществления микрослоистая часть может содержать повторяющуюся последовательность слоев, имеющую структуру
А/В,
в которой А означает микрослой, содержащий один или несколько полимеров, В означает микрослой, содержащий смесь двух или более полимеров, и А имеет состав, отличающийся от состава В.
Один из способов изготовления описанных выше многослойных термоусадочных пленок включает стадии, на которых:
а) путем экструзии формируют основной слой,
б) путем совместной экструзии формируют множество микрослоев, образующих микрослоистую часть,
в) соединяют основной слой и микрослоистую часть, чтобы получить многослойную пленку, и
г) осуществляют ориентационное вытягивание многослойной пленки в условиях, придающих пленке способность к термоусадке,
при этом каждый из микрослоев и основной слой имеют определенную толщину, а соотношение толщины любого из микрослоев и толщины основного слоя составляет от около 1:2 до около 1:40, и
пленка имеют общую свободную усадку (ASTM D2732-03) по меньшей мере около 10% при 200°F.
Другой способ изготовления предложенных в настоящем изобретении многослойных термоусадочных пленок включает стадии, на которых:
а) направляют первый полимер через распределительную плиту на пуансон для начального формообразования, при этом распределительная плита имеет канал для впуска жидкости и канал для выпуска жидкости, а канал для выпуска жидкости из плиты гидравлически сообщается с пуансоном для начального формообразования и служит для осаждения первого полимера на пуансон для начального формообразования в виде основного слоя,
б) направляют по меньшей мере второй полимер через узел формирования микрослоев, который содержит множество микрослойных распределительных плит и пуансон для формирования микрослоев и служит для осаждения жидкостного микрослоя на пуансон для формирования микрослоев, при этом каждая из микрослойных распределительных плит имеет канал для впуска жидкости и канал для выпуска жидкости, а канал для выпуска жидкости из каждой из микрослойных распределительных плит гидравлически сообщается с пуансоном для формирования микрослоев и служит для осаждения микрослоя полимера на пуансон для формирования микрослоев, а микрослойные распределительные плиты служат для обеспечения заданной последовательности осаждения микрослоев на пуансон для формирования микрослоев с целью получения преимущественно единообразной микрослоистой жидкой массы,
в) направляют микрослоистую жидкую массу из пуансона для формирования микрослоев на пуансон для начального формообразования для слияния микрослоистой жидкой массы с основным слоем и получения многослойной пленки и
г. осуществляют ориентационное вытягивание многослойной пленки в условиях, придающих пленке способность к термоусадке.
Эти и другие особенности изобретения могут быть лучше поняты из следующего далее описания со ссылкой на сопровождающие его чертежи.
Краткое описание чертежей
На фиг.1 схематически показана предложенная в настоящем изобретении система 10 совместной экструзии многослойной пленки,
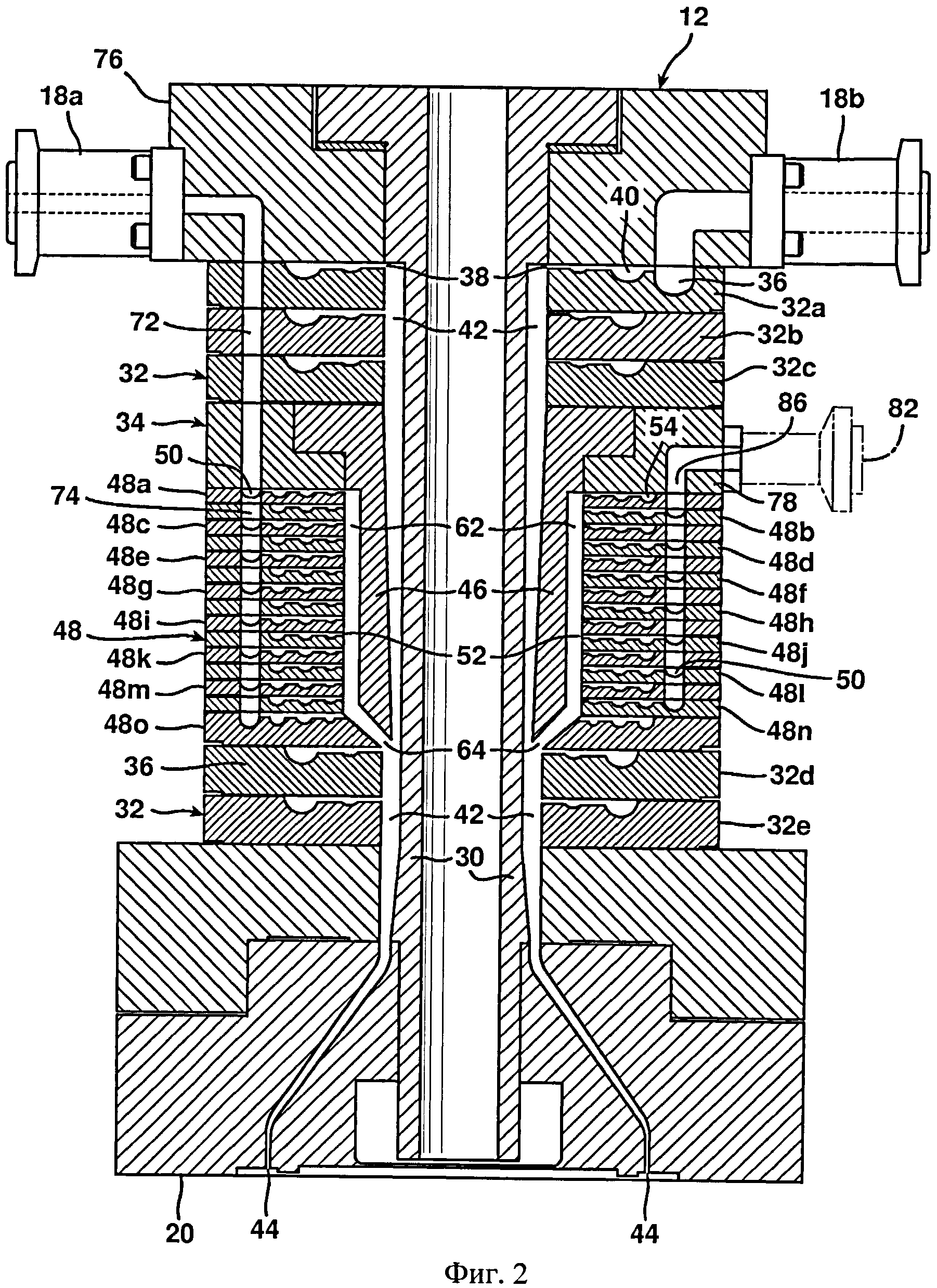
на фиг.2 показано поперечное сечение матрицы 12, проиллюстрированной на фиг.1,
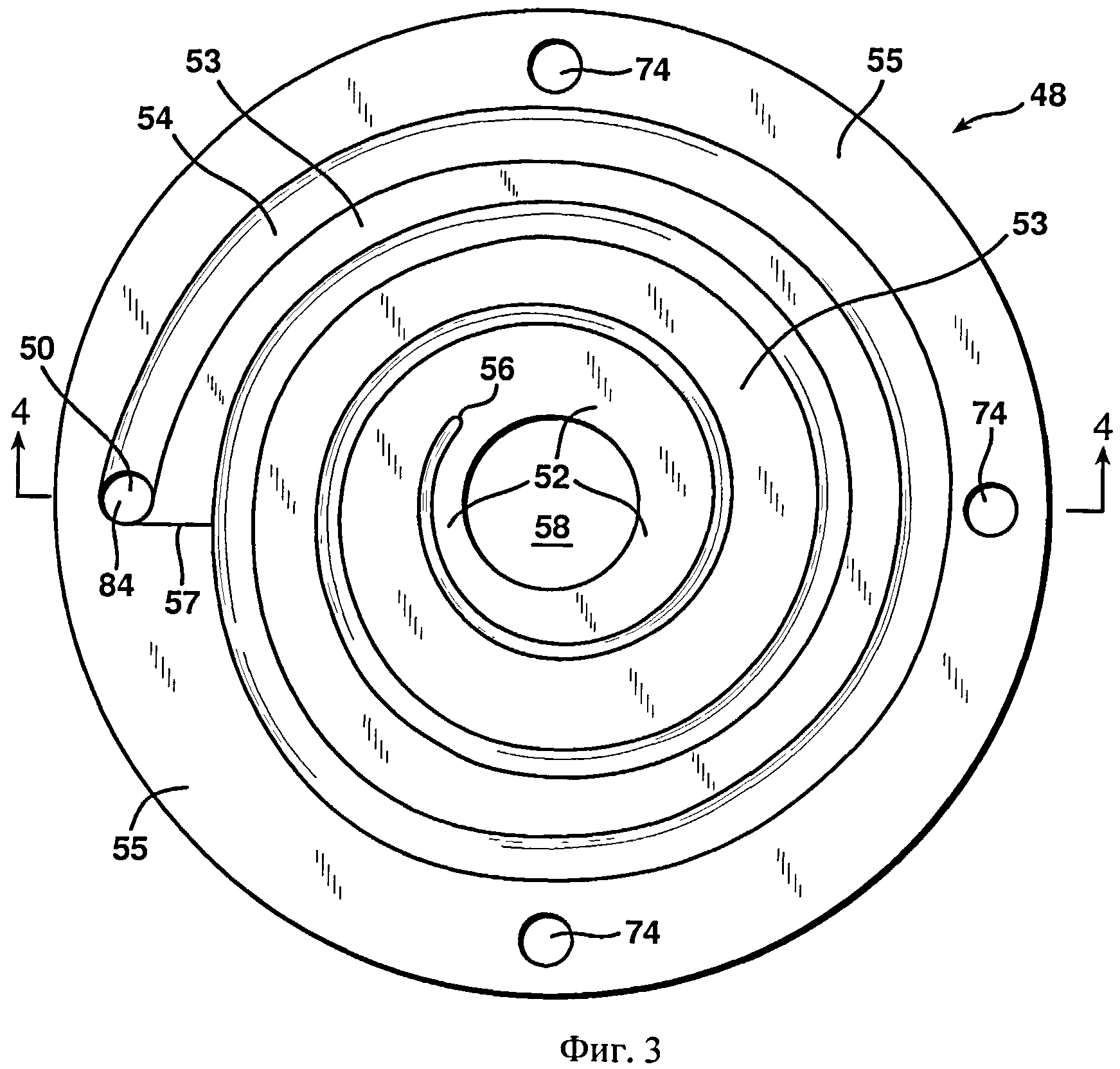
на фиг.3 показан вид в плане микрослойных распределительных плит 48 в матрице 12,
на фиг.4 показано поперечное сечение одной из микрослойных распределительных плит 48, проиллюстрированных на фиг.3,
на фиг.5 показано увеличенное поперечное сечение матрицы 12 и проиллюстрированы объединенные потоки, выходящие из микрослойных распределительных плит 48 и распределительных плит 32,
на фиг.6 показано поперечное сечение многослойной термоусадочной пленки, которая может изготавливаться с помощью матрицы 12, показанной на фиг.2,
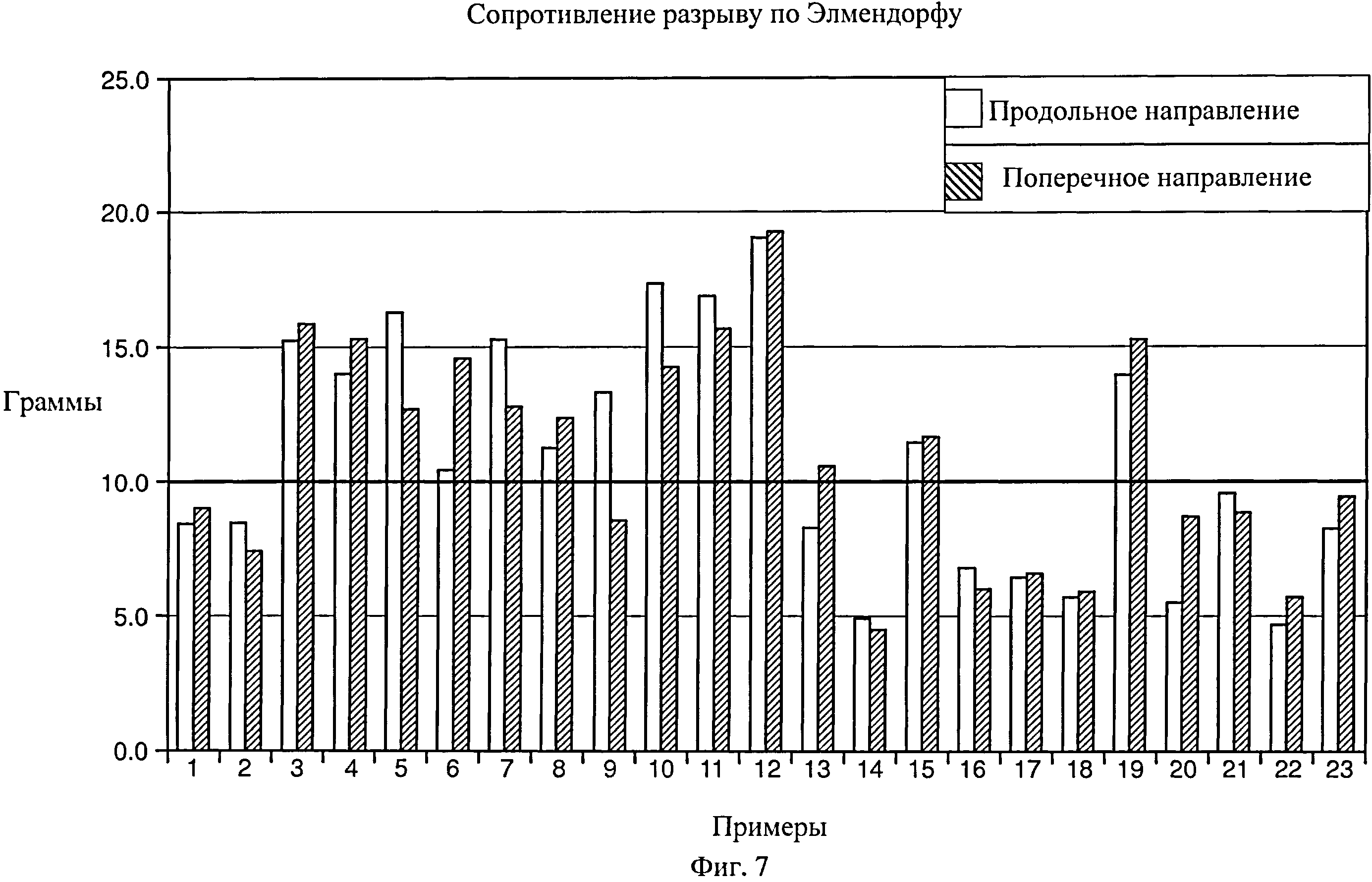
на фиг.7 показана диаграмма, иллюстрирующая сопротивление разрыву по Элмендорфу каждой из пленок согласно Примерам 1-23, и
на фиг.8 показано поперечное сечение альтернативной многослойной термоусадочной пленки, которая также может изготавливаться с помощью матрицы 12, показанной на фиг.2.
Подробное описание изобретения
На фиг.1 схематически проиллюстрирована предложенная в настоящем изобретении система 10 совместной экструзии множества жидкостных слоев. Такие жидкостные слои обычно представляют собой псевдоожиженные полимерные слои, находящиеся в текучем состоянии за счет своего расплавленного состояния, т.е. их температуру поддерживают выше температуры плавления полимера(-ов), используемых в каждом слое.
Система 10 в целом содержит матрицу 12 и один или несколько экструдеров 14a и 14b, гидравлически сообщающихся с матрицей 12 для подачи одного или нескольких псевдоожиженных полимеров в матрицу. Полимерные материалы могут традиционно подаваться в экструдеры 14a, 14b в твердом состоянии, например, в виде гранул или хлопьев через соответствующие воронки 16а, 16b. В экструдерах 14a, 14b поддерживают температуру, достаточную для перехода находящегося в твердом состоянии полимера в расплавленное состояние, и с помощью шнеков внутри экструдеров (не показаны) подают расплавленный полимер в матрицу12 и перемещают через нее по соответствующим патрубкам 18a, 18b. Как подробнее пояснено далее, в матрице 12 расплавленный полимер преобразуется в тонкие слои пленки, каждый из которых накладывают друг на друга, соединяют и вытесняют из матрицы с разгрузочного конца 20, т.е. "соэкструдируют", в результате чего получают многослойную рукавную пленку 22. При выходе через разгрузочный конец 20 матрицы 12 многослойная рукавная пленка 22 подвергается воздействию окружающего воздуха или аналогичной среды, температура которой является достаточно низкой для того, чтобы образующий пленку расплавленный полимер перешел из жидкого состояния в твердое состояние. Для дополнительного охлаждения пленки может быть предусмотрена жидкая ванна для охлаждения/закалки (не показана), в которую затем направляют пленку.
Затем отвердевшую рукавную пленку 22 сплющивают с помощью суживающегося устройства 24, например показанного V-образного направляющего устройства, которое может содержать комплект роликов для облегчения прохождения пленки 22 через него. Для протягивания пленки 22 через суживающееся устройство 24 может использоваться показанная пара вращающихся в противоположных направлениях ведущих роликов 25а, 25b. Затем полученная сплющенная рукавная пленка 22 может быть смотана в рулон 26 с помощью показанного устройства 28 для намотки пленки. Позднее пленка 22 в рулоне 26 может быть размотана для использования, например, в целях упаковывания или для дальнейшей обработки, например ориентационного вытягивания, облучения или осуществления других обычных операций обработки пленки, которые применяются для придания ей желаемых свойств, необходимых для предполагаемых конечных применений пленки.
Далее со ссылкой на фиг.2 будет более подробно описана матрица 12. Как отмечено выше, матрица 12 служит для совместного экструдирования множества жидкостных слоев и в целом содержит пуансон 30 для начального формообразования, одну или несколько распределительных плит 32 и узел 34 формирования микрослоев. Проиллюстрированная матрица имеет пять распределительных плит 32, по отдельности обозначенных позициями 32а-е. По желанию может использоваться большее или меньшее число распределительных плит 32. При желании число распределительных плит в матрице 12 может составлять, например, от 1 до 20 или даже более 20.
Каждая из распределительных плит 32 имеет канал 36 для впуска жидкости и канал 38 для выпуска жидкости (показан только канал для впуска жидкости в плите 32а). Канал 38 для выпуска жидкости из каждой из распределительных плит 32 гидравлически сообщается с пуансоном 30 для начального формообразования, а также служит для осаждения жидкостного слоя на пуансон для начального формообразования. Распределительные плиты 32 могут быть сконструированы, как описано в патенте US 5076776, содержание которого во всей полноте в порядки ссылки включено в настоящую заявку. Как описано в патенте 776, распределительные плиты 32 могут иметь один или несколько спиралевидных гидравлических каналов 40 для направления жидкости из канала 36 для впуска жидкости на пуансон 30 для начального формообразования через канал 38 для выпуска жидкости. По мере протекания жидкости по каналу 40 он постепенно становится все мельче, в результате чего вертикальное сечение жидкости постепенно принудительно уменьшается. Канал 38 для выпуска жидкости в целом образует относительно узкий гидравлический канал, в результате чего жидкость, вытекающая из плиты, имеет необходимую конечную толщину, соответствующую толщине канала 38 для выпуска жидкости. Могут также использоваться каналы с другими конфигурациями, например тороидальный канал; канал в форме асимметричного тороида, например, описанный в патенте US 4832589; сердцевидный канал; винтообразный канал, например, на плите конической формы, как описано в патенте US 6409953, и т.д. Канал(-ы) может иметь показанную полукруглую или полуовальную форму профиля или более полную форму, такую как овальная или круглая форма.
Распределительные плиты 32 могут иметь в целом круглую форму, в результате чего канал 38 для выпуска жидкости образует в целом кольцеобразную структуру, которая принудительно придает кольцеобразную форму жидкости, протекающей через плиту. За счет такой кольцеобразной структуры канала 38 для выпуска жидкости в сочетании с его близостью к пуансону 30 для начального формообразования жидкости, протекающей через плиту 32, принудительно придается цилиндрическая форма по мере осаждения жидкости на пуансоне 30. Соответственно, каждый поток жидкости из каждой из распределительных плит 32 образует отдельный цилиндрический "основной" слой на пуансоне 30 для начального формообразования, т.е. слои, которые имеют большие размеры, например толщину, чем слои, формируемые в узле 34 формирования микрослоев (как описано далее).
Каналы 38 для выпуска жидкости 38 распределительных плит 32 отстоят от пуансона 30 для начального формообразования на определенное расстояние, в результате чего образуется кольцевой канал 42. Величина такого расстояния достаточна для размещения объема концентрических жидкостных слоев, протекающих вдоль пуансона 30.
Последовательность расположения распределительных плит 32 в матрице 12 определяет последовательность осаждения псевдоожиженных основных слоев на пуансон 30 для начального формообразования. Например, если жидкость поступает через все пять распределительных плит 32а-е, на первой пуансон 30 для начального формообразования будет осаждаться жидкость из плиты 32а, и такая жидкость будет непосредственно соприкасаться с пуансоном 30. Жидкость для осаждения на пуансон следующего слоя будет поступать из распределительной плиты 32b. Этот слой будет осаждаться на жидкостный слой из плиты 32а. Далее поверх жидкости из плиты 32b будет осаждаться жидкость из плиты 32с. Если допустить, что в матрице отсутствует узел 34 формирования микрослоев, для осаждения следующего основного слоя используется жидкость из распределительной плиты 32d, которая наслаивается поверх жидкостного слоя из плиты 32с. Наконец, для осаждения последнего и, соответственно, внешнего слоя используется жидкость из плиты 32е. Получаемая в этом примере (и в этом случае без учета узла 34 формирования микрослоев) рукавная пленка 22 будет содержать на выходе из матрицы пять отдельных слоев, расположенных в виде пяти концентрических цилиндров, связанных друг с другом.
Соответственно, ясно, что жидкостные слои из распределительных плит 32 осаждаются непосредственно на пуансон 30 для начального формообразования (первый слой, осаждаемый, например, из распределительной плиты 32а) или опосредованно (второй и последующие слои, например, из плит 32b-е).
Как отмечено выше, многослойная рукавная пленка 22 выходит через разгрузочный конец 20 матрицы 12. Соответственно, разгрузочный конец 20 может иметь кольцевое разгрузочное отверстие 44 для выхода рукавной пленки 22 из матрицы. Такая структура на разгрузочном конце 20 в виде кольцевого разгрузочного отверстия обычно называется "выходной щелью". Как показано, диаметр кольцевого разгрузочного отверстия 44 может превышать диаметр кольцевого канала 42, например, для увеличения диаметра рукавной пленки 22 до необходимой степени. За счет этого уменьшается толщина каждого из концентрических слоев, которые образуют рукавную пленку 22, т.е. по сравнению с толщиной таких слоев во время их нахождения внутри кольцевого канала 42. В качестве альтернативы, диаметр кольцевого разгрузочного отверстия 44 может быть меньше, чем диаметр кольцевого канала 42.
Узел 34 формирования микрослоев обычно содержит пуансон 46 для формирования микрослоев и множество микрослойных распределительных плит 48. В проиллюстрированном варианте осуществления показано 15 микрослойных распределительных плит 48а-о. По желанию может использоваться большее или меньшее число микрослойных распределительных плит 48. При желании число микрослойных распределительных плит 48 в узле 34 формирования микрослоев может составлять, например, от 1 до 50 или даже более 50. Во многих вариантах осуществления настоящего изобретения число микрослойных распределительных плит 48 в узле 34 формирования микрослоев составляет по меньшей мере около 5, например, 10, 15, 20, 25, 30, 35, 40, 45, 50 и т.д. или любое число в интервале между приведенными числами.
Каждая из микрослойных распределительных плит 48 имеет канал 50 для впуска жидкости и канал 52 для выпуска жидкости. Канал 52 для выпуска жидкости из каждой из микрослойных распределительных плит 48 гидравлически сообщается с пуансоном 46 для формирования микрослоев и служит для осаждения жидкостного микрослоя на пуансон для формирования микрослоев. Аналогично распределительным плитам 32 микрослойные распределительные плиты 48 также могут быть сконструированы, как описано в патенте US 5076776, содержание которого в порядке ссылки включено в настоящую заявку.
Например, как показано на фиг.3, микрослойные распределительные плиты 48 могут иметь спиралевидный гидравлический канал 54, в который поступает жидкость через канал 50 для впуска жидкости. В качестве альтернативы, в плите 48 может быть выполнено два или более гидравлических каналов, жидкость в которые может поступать из раздельных каналов для впуска жидкости или одного канала для впуска жидкости. Могут также использоваться каналы с другими конфигурациями, например тороидальный канал; канал в форме асимметричного тороида, например, описанный в патенте US 4832589; сердцевидный канал; винтообразный канал, например, на плите конической формы, как описано в патенте US 6409953, и т.д. Канал(-ы) может иметь показанную полукруглую или полуовальную форму профиля или более полную форму, такую как овальная или круглая форма.
Независимо от конкретной конфигурации или схемы, выбранной для гидравлического канала(-ов) 54, его функцией является обеспечение сообщения канала(-ов) 50 для впуска жидкости с каналом 52 для выпуска жидкости таким образом, чтобы поток жидкости через узел 34 формирования микрослоев преобразовывался из преимущественно прямоточного осевого потока в преимущественно пленкообразный радиальный поток, сужающийся в направлении пуансона 46 для формирования микрослоев. Как показано на фиг.3, микрослойная распределительная плита 48 может обеспечивать это двумя способами. Во-первых, канал 54 закручивается в спираль в сторону центра плиты и тем самым направляет жидкость из канала 50 для впуска жидкости, расположенного вблизи периферии плиты, в сторону канала 52 для выпуска жидкости, расположенного вблизи центра плиты. Во-вторых, глубина канала 54 может постепенно уменьшаться по мере приближения к каналу 52 для выпуска жидкости. За счет этого часть жидкости, протекающей по каналу 54, переливается из канала и поступает внутрь по радиусу в сторону канала 52 для выпуска жидкости в виде относительно плоского пленкообразного потока. Такой направленный внутрь по радиусу поток может возникать в областях 53 перелива, которые могут находиться между разнесенными спиралевидными участками канала 54. Как показано на фиг.4, области 53 перелива могут 53 быть выполнены в виде углубленных участков на плите 48, т.е. углубленных относительно более толстой неуглубленной области 55 на периферии плиты. Как показано на фиг.3, области 53 перелива могут начинаться на переходе 57 на меньший диаметр и, например, закручиваться в спираль в сторону канала 52 для выпуска жидкости между витками спирали канала 54. Неуглубленная периферийная область 55 примыкает к плите или другой структуре над плитой, например, как показано на фиг.2 и 5, и тем самым не дает жидкости вытекать за пределы периферии плиты. Тем самым неуглубленная периферийная область 55 принуждает жидкость, попадающую в плиту, течь внутрь по радиусу в сторону канала 52 для выпуска жидкости. Таким образом, переход 57 на меньший диаметр представляет собой разграничительную линию или полосу между периферийной областью 55 отсутствия потока и областями 53 и 54 присутствия потока. Жидкость, которая остается в канале 54 и достигает конца 56 канала, втекает непосредственно в канал 52 для выпуска жидкости.
Канал 52 для выпуска жидкости образует в целом относительно узкий гидравлический канал и в целом определяет толщину микрослоя, вытекающего из микрослойной распределительной плиты 48. Толщина канала 52 для выпуска жидкости и, соответственно, толщина протекающего через него микрослоя может определяться, например, расстоянием между поверхностью плиты в месте расположения канала 52 и дном плиты или другой структуры (например, коллектора 76 или 78) непосредственно над поверхностью плиты в месте расположения канала 52.
Как показано на фиг.2-3, каждая из микрослойных распределительных плит 48 может иметь проходящее через нее отверстие 58. Отверстие 58 может быть расположено преимущественно посередине каждой микрослойной распределительной плиты 48, при этом вблизи такого отверстия 58 расположен канал 52 для выпуска жидкости каждой плиты. За счет этого пуансон 46 для формирования микрослоев может проходить через отверстие 58 каждой из микрослойных распределительных плит 48. При такой конфигурации микрослойные распределительные плиты 48 могут иметь в целом кольцевую форму, в результате чего канал 52 для выпуска жидкости образует в целом кольцеобразную структуру, которая принуждает жидкость, протекающую через плиту, выходить из плиты в виде сужающегося по радиусу кольцеобразного потока. За счет такой кольцеобразной структуры канала 52 для выпуска жидкости в сочетании с его близостью к пуансону 46 для формирования микрослоев жидкости, выходящей из микрослойных распределительных плит 48, принудительно придается цилиндрическая форма по мере осаждения ее на пуансоне 46 для формирования микрослоев. Соответственно, каждый поток жидкости из каждой из микрослойных распределительных плит 48 осаждается на пуансон 46 для формирования микрослоев в виде отдельного цилиндрического микрослоя.
Расположение микрослойных распределительных плит 48 может определять заданную последовательность осаждения микрослоев на пуансон 46 для формирования микрослоев. Например, если жидкость поступает через все 15 микрослойных распределительных плит 48а-о, первым на пуансон 46 для формирования микрослоев будет осаждаться жидкостный микрослой из плиты 48а, и такой микрослой будет непосредственно соприкасаться с пуансоном 46. Следующим микрослоем, осаждаемым на пуансон, будет микрослой из микрослойной распределительной плиты 48b. Этот микрослой будет осаждаться на микрослой из плиты 48a. Далее поверх микрослоя из плиты 48b будет осаждаться микрослой из микрослойной распределительной плиты 48с и т.д. Последним и, соответственно, внешним осаждаемым микрослоем является микрослой из плиты 48о. Таким образом, микрослои осаждаются на пуансон 46 для формирования микрослоев в виде преимущественно единообразной микрослоистой жидкой массы 60 (смотри фиг.5). В рассматриваемом примере такая микрослоистая жидкая масса 60 содержит до 15 отдельных микрослоев (на нижнем конце пуансона 46) в виде 15 концентрических цилиндрических микрослоев, связанных друг с другом и в заданной последовательности (в зависимости от расположения микрослойных распределительных плит 48а-о) поступающих на пуансон 46 для формирования микрослоев.
Соответственно, ясно, что жидкостные слои из микрослойных распределительных плит 48 осаждаются непосредственно на пуансон 46 для формирования микрослоев (первый слой, осаждаемый, например, из микрослойной распределительной плиты 48а) или опосредованно (второй и последующие слои, например, из микрослойных плит 48b-o). Отверстия 58 в каждой из микрослойных распределительных плит 48 предпочтительно имеют достаточно большой диаметр для того, чтобы каналы 52 для выпуска жидкости из микрослойных распределительных плит 48 отстояли от пуансона 46 для формирования микрослоев на достаточное расстояние для образования микрослойного кольцевого канала 62 (фиг.2). Этого расстояния предпочтительно достаточно для размещения объема концентрических микрослоев, протекающих вдоль пуансона 46 для формирования микрослоев.
В соответствии с настоящим изобретением пуансон 46 для формирования микрослоев гидравлически сообщается с пуансоном 30 для начального формообразования, в результате чего микрослоистая жидкая масса 60 вытекает из пуансона 46 для формирования микрослоев на пуансон 30 для начального формообразования. Это видно на фиг.5, на которой показано, что микрослоистая жидкая масса 60 из узла 34 формирования микрослоев вытекает из пуансона 46 для формирования микрослоев на пуансон 30 для начального формообразования. Гидравлическое сообщение между пуансоном 46 для формирования микрослоев и пуансоном 30 для начального формообразования может достигаться за счет выполнения в матрице 12 кольцевого передаточного зазора 64 между кольцевым каналом 62 пуансона 46 для формирования микрослоев и кольцевым каналом 42 пуансона 30 для начального формообразования (смотри также фиг.2). Такой передаточный зазор 64 позволяет микрослоистой жидкой массе 60 вытекать из кольцевого канала 62 в кольцевой канал 42 пуансона 30 для начального формообразования. За счет этого микрослои из микрослойных распределительных плит 48 в виде единообразной массы вводятся, как правило, в больший объемный поток более толстых жидкостных слоев из распределительных плит 32.
Пуансон 46 для формирования микрослоев позволяет компоновать из микрослоев, вытекающих из распределительных плит 48, микрослоистую жидкую массу 60 в относительно спокойной среде, т.е. без воздействия более мощных сдвигающих усилий со стороны более толстых слоев, вытекающих из распределительных плит 32. По мере компоновки из микрослоев единообразной жидкой массы 60 на пуансоне 46 межфазная неустойчивость потоков, возникающая в результате слияния каждого слоя с жидкой массой 60, сводится к минимуму, поскольку все микрослои имеют сходную толщину относительно большей толщины жидкостных слоев, вытекающих из распределительных плит 32. После полной компоновки микрослоистая жидкая масса 60 поступает в поток более толстых слоев, вытекающих из распределительных плит 32 на пуансон 30 для начального формообразования, с удельным массовым расходом, который более приближен к удельному массовому расходу таких более толстых слоев, за счет чего повышается способность микрослоев в жидкой массе 60 сохранять свою физическую целостность и независимые физические свойства.
Как показано на фиг.2, пуансон 30 для начального формообразования и пуансон 46 для формирования микрослоев могут располагаться в матрице 12 преимущественно на одной оси, например пуансон 46 для формирования микрослоев снаружи пуансона 30 для начального формообразования. За счет этой конструкции обеспечивается относительно компактная конфигурация матрицы 12, которая может быть очень выгодна с учетом жестких пространственных ограничений в условиях эксплуатации множества промышленных систем совместной экструзии.
За счет такой конструкции матрице 12 может быть придано множество различных конфигураций для получения совместно экструдированной пленки, содержащей желаемое сочетание основных слоев и микрослоев. Например, одна или несколько распределительных плит 32 могут находиться до узла 34 формирования микрослоев. В этом варианте осуществления псевдоожиженные основные слои из таких вышерасположенных распределительных плит осаждаются на пуансон 30 для начального формообразования до осаждения микрослоистой жидкой массы 60 на пуансон 30 для начального формообразования. Как показано на фиг.2, распределительные плиты 32а-с расположены до узла 34 формирования микрослоев в матрице 12. Соответственно, основные жидкостные слои 65 из таких вышерасположенных распределительных плит 32а-с помещаются между микрослоистой жидкой массой 60 и пуансоном 30 для начального формообразования (смотри фиг.5).
В качестве альтернативы, узел 34 формирования микрослоев может находиться до распределительных плит 32, т.е. в этом альтернативном варианте осуществления распределительные плиты могут находиться после узла 34 формирования микрослоев. Соответственно, микрослои из узла 34 формирования микрослоев, т.е. микрослоистая жидкая масса 60, будут осаждаться на пуансон 30 для начального формообразования до осаждения на него жидкостных слоев из нижерасположенных распределительных плит 32. Как показано на фиг.2, узел 34 формирования микрослоев расположен до распределительных плит 32d-e в матрице 12. Как показано на фиг.5, микрослоистая жидкая масса 60 помещается между основным жидкостным слоем(-ями) 70 из таких распределительных плит 32d-e и пуансоном 30 для начального формообразования.
Как показано на фиг.2, узел 34 формирования микрослоев также может находиться между одной или несколькими вышерасположенными распределительными плитами, например плитами 32а-с, и между одной или несколькими нижерасположенными распределительными плитами, например плитами 32d-e. В этом варианте осуществления сначала на пуансон 30 для начального формообразования осаждается жидкость(-и) из вышерасположенных плит 32а-с, затем микрослоистая жидкая масса 60 из узла 34 формирования микрослоев, а после этого жидкость(-и) из нижерасположенных плит 32d-e. В получаемой многослойной пленке микрослои из узла 34 формирования микрослоев помещаются между более толстыми основными слоями как из вышерасположенных плит 32а-с, так и нижерасположенных плит 32d-e.
Во многих вариантах осуществления изобретения большинство или все микрослойные распределительные плиты 48 имеют меньшую толщину, чем толщина распределительных плит 32. Так, например, распределительные плиты 32 могут иметь толщину T1 (смотри фиг.5) от около 0,5 до около 2 дюймов. Микрослойные распределительные плиты 48 могут иметь толщину Т2 от около 0,1 до около 0,5 дюйма. Предполагается, что такие диапазоны толщины являются не ограничивающими, а лишь иллюстрируют стандартные примеры. Не все распределительные плиты 32 и микрослойные распределительные плиты 48 обязательно имеют одинаковую толщину. Например, микрослойная распределительная плита 48о, расположенная ниже всех микрослойных плит в узле 34, может быть выполнена толще других микрослойных плит для размещения наклонной контактной поверхности 66, которая может использоваться, чтобы облегчать поступление микрослоистой жидкой массы 60 через кольцевой зазор 64 на пуансон 30 для начального формообразования.
Как также показано на фиг.5, каждый из микрослоев, вытекающих из плит 48, имеет толщину "М", соответствующую толщине канала 52 для выпуска жидкости, из которого выходит каждый микрослой. Микрослои, вытекающие из микрослойных распределительных плит 48, схематически представлены на фиг.5 пунктирными стрелками 68.
Аналогичным образом, каждый из относительно толстых основных слоев, вытекающих из плит 32, имеет толщину "D", соответствующую толщине канала 38 для выпуска жидкости, из которого выходит каждый слой (смотри фиг.5). Более толстые/основные слои, вытекающие из распределительных плит 32, схематически представлены на фиг.5 пунктирными стрелками 70.
Обычно толщина М микрослоев является меньшей, чем толщина D жидкостных слоев из распределительных плит 32. Чем меньше толщина таких микрослоев относительно толщины жидкостных слоев из распределительных плит 32, тем больше таких микрослоев может содержаться в многослойной пленке при заданной общей толщине пленки. Микрослои из каждой микрослойной распределительной плиты 48 обычно имеют толщину М в пределах около 1-20 мил (1 мил=0,001 дюйма). Слои из каждой распределительной плиты 32 обычно имеют толщину D в пределах около 20-100 мил.
Соотношение М:D может составлять от около 1:1 до около 1:8. Микрослои 68, вытекающие из микрослойных распределительных плит 48, могут иметь одинаковую или различную толщину М для достижения необходимого распределения слоев по толщине в микрослоистой части получаемой пленки. Аналогичным образом, более толстые основные слои 70, вытекающие из распределительных плит 32, могут иметь одинаковую или различную толщину D для достижения необходимого распределения слоев по толщине в содержащей толстые слои части(-ях) получаемой пленки.
Толщины М и D обычно изменяются по мере протекания жидкости через матрицу, например, если экструдируемый рукав растягивают при прохождении через кольцевой разгрузочный канал 44, как показано на фиг.2, и(или) после дополнительной последующей обработки рукавной пленки, например, путем ориентационного вытягивания, ориентации или иного вытягивания рукава с целью получения пленки окончательной необходимой толщины и(или) для придания пленке необходимых свойств. На конечную толщину соответствующих слоев пленки также оказывает влияние расход жидкости, протекающей через плиты.
Как описано выше, распределительные плиты 32 и микрослойные распределительные плиты 48 предпочтительно имеют кольцевую конфигурацию, при этом через центр плит проходят пуансон 30 для начального формообразования и пуансон 46 для формирования микрослоев, в которые поступает жидкость, направляемая в плиты. Жидкость может поступать из экструдеров, таких как экструдеры 14а, 14b. Жидкость может подаваться в матрицу 12 по вертикальным подающим каналам 72, в которые жидкость поступает из подающих трубок 18 и которые направляют такую жидкость в плиты 32 и 48. Для этого плиты могут иметь одно или несколько сквозных отверстий 74, например, вблизи периферии плиты, как показано на фиг.3, которые могут быть совмещены и обеспечивать вертикальные каналы 72, через которые жидкость может направляться на одну или несколько нижерасположенных плит.
Хотя на фиг.3 показаны три сквозных отверстия 74, по мере необходимости может использоваться большее или меньшее их число, например, в зависимости от числа используемых экструдеров. Обычно для каждого экструдера 14, который подает жидкость в матрицу 12, может использоваться один подающий канал 72. Экструдеры 14 могут быть сгруппированы по окружности матрицы, например, подобно спицам колеса, сходящимся в ступице, при этом матрица расположена в положении ступицы.
Как показано на фиг.1, матрица 12 может иметь главный коллектор 76, в который через подающие патрубки 18 поступает поток жидкости из экструдеров 14 и который затем направляет такую жидкость в заданный вертикальный подающий канал 72 с целью ее доставки до заданной микрослойной распределительной плиты(-т) 32 и(или) плиты(-т) 48. Узел 34 формирования микрослоев может необязательно содержать микрослойный коллектор 78, в который через подающий патрубок 82 (показанную пунктиром на фиг.1) поступает жидкость непосредственно из одного или нескольких дополнительных экструдеров 80.
В примере, проиллюстрированном на фиг.1-2, экструдер 14b по патрубку 18b и главному коллектору 76 подает жидкость, например первый расплавленный полимер, непосредственно в канал 36 для впуска жидкости распределительной плиты 32а. В проиллюстрированном варианте осуществления в распределительную плиту 32а поступает вся выходящая из экструдера жидкость 14b, т.е. жидкость в остальные плиты и микрослойные плиты в матрице 12 подается, если вообще подается из других экструдеров. В качестве альтернативы, канал 36 для впуска жидкости в распределительной плите 32а может содержать выпускное отверстие, позволяющее части подаваемой жидкости проходить через одну или несколько дополнительных плит, например распределительных плит 32 и(или) микрослойных распределительных плит 48, расположенных после распределительной плиты 32а.
Например, как показано на фиг.3-4 применительно к проиллюстрированной микрослойной распределительной плите 48, выпускное отверстие 84 может быть выполнено в основании канала 50 для впуска жидкости в плите. Такое выпускное отверстие 84 позволяет расщеплять поток жидкости, поступающий в плиту 48: часть жидкости втекает в канал 54, а остальная жидкость проходит через плиту и поступает в одну или несколько дополнительных нижерасположенных плит 48 и(или) 32. Аналогичное выпускное отверстие может быть выполнено в основании канала 36 для впуска жидкости в распределительной плите 32. Подача жидкости, проходящей через выпускное отверстие 84 (или аналогичное выпускное отверстие в распределительной плите 32), может осуществляться через сквозное отверстие 74 в соседней плите (смотри фиг.5) или другим способом, например через плиту для бокового потока для направления жидкости в осевом, радиальном и(или) касательном направлении через матрицу 12 по мере необходимости с целью достижения заданного назначения.
В распределительные плиты 32b-с поступает жидкость через экструдер(-ы) и подающий патрубок(-ки) и(или) сквозные отверстия, которые не показаны на фиг.2. На фиг.5 показан протекающий вдоль пуансона 30 для начального формообразования основной поток жидкости из распределительных плит 32а-с, обозначенный позицией 65.
Как показано на фиг.1-2, экструдеры 14а и 80 подают жидкость в узел 34 формирования микрослоев. В частности, экструдер 14а через подающий патрубок 18а и вертикальный патрубок и(или) канал 72 подает жидкость в микрослойные распределительные плиты 48a, c, e, g, i, k, m и o. Экструдер 80 через подающий патрубок 82 и вертикальный подающий канал 86 подает жидкость в распределительные плиты 48b, d, f, h, j, 1 и n. В проиллюстрированном варианте осуществления вертикальный канал 86 начинается в микрослойном коллекторе 78 и подает жидкость только внутри узла 34 формирования микрослоев. В отличие от этого, вертикальный канал 72 начинается в коллекторе 76, проходит через распределительные плиты 32а-с (через соосные сквозные отверстия 74 в таких плитах), далее через отверстие 79 коллектора 78 и, наконец, достигает микрослойной распределительной плиты 48а.
Жидкость из экструдера 14а и вертикального канала 72 поступает в микрослойную распределительную плиту 48а через канал 50 для впуска жидкости. Часть жидкости из канала 50 поступает в канал 54 (для последующего осаждения на пуансон 46 для формирования микрослоев в качестве первого микрослоя), а остальная жидкость может проходить через выпускное отверстие 84 в плите 48а. Микрослойная распределительная плита 48b может быть ориентирована, т.е. повернута таким образом, чтобы сквозное отверстие 74 находилось ниже выпускного отверстия 84 микрослойной распределительной плиты 48а, и жидкость, вытекающая из выпускного отверстия 84, поступала через микрослойную распределительную плиту 48b, а не в ее канал 54. Микрослойная распределительная плита 48с может быть расположена таким образом, чтобы ее канал 50 для впуска жидкости находился в том же положении, что и канал микрослойной распределительной плиты 48а, и жидкость, вытекающая из сквозного отверстия 74 микрослойной распределительной плиты 48b, поступала в канал 50 плиты 48с. Часть этой жидкости поступает в канал 54 плиты 48с, а часть жидкости проходит через выпускное отверстие 84 в плите, сквозное отверстие 74 в следующей плите 48d и поступает в канал 50 для впуска жидкости следующей микрослойной распределительной плиты 48е, откуда часть жидкости поступает в канал 54, а часть выходит из плиты через выпускное отверстие 84. Жидкость из экструдера 14а продолжает распределяться этим способом в остальные плиты 48g, i, k и m за исключением микрослойной распределительной плиты 48o, которая не имеет выпускного отверстия 84, и жидкость проходит через нее только по каналу 54 и каналу 52 для выпуска жидкости.
Аналогичным образом, жидкость из экструдера 80 и вертикального канала 86 проходит через сквозное отверстие 74 в микрослойной распределительной плите 48а и затем поступает в микрослойную распределительную плиты 48b через ее канал 50 для впуска жидкости. Часть этой жидкости протекает по каналу 54 и выходит из плиты через канал 52 в качестве второго микрослоя для осаждения на пуансон 46 для формирования микрослоев (поверх микрослоя из плиты 48а), а остальная жидкость проходит через выпускное отверстие 84 в плите. Такая жидкость может проходить через сквозное отверстие 74 в микрослойной распределительной плите 48с и поступать в плиту 48d за счет соответствующего совмещения ее канала 50 со сквозным отверстием 74 в плите 48с. Этот процесс распределения жидкости может продолжаться в плитах 48f, h, j и l, пока жидкость не достигнет плиты 48n, которая не имеет выпускного отверстия 84, и жидкость проходит через нее только по каналу 52 для выпуска жидкости.
За счет этого на пуансоне 46 для формирования микрослоев может формироваться последовательность микрослоев, содержащих чередующиеся жидкости из экструдеров 14а и 80. Например, если из экструдера 14а поступает EVOH, а из экструдера 80 поступает РА6, получаемая микрослоистая жидкая масса 60 имеет следующую структуру:
EVOH/PA6/EVOH/PA6/EVOH/PA6/EVOH/PA6/EVOH/PA6/EVOH/PA6/EVOH/PA6/EVOH
Поскольку используемые в экструдерах 14а и 80 жидкости могут быть одинаковыми или различаться, получаемые микрослои микрослоистой жидкой массы 60 могут иметь одинаковый или различающийся состав. Для подачи жидкости во весь узел 34 формирования микрослоев может использоваться только один экструдер, и в этом случае все получаемые микрослои будут иметь одинаковый состав. В качестве альтернативы, для подачи жидкости в узел 34 формирования микрослоев могут использоваться три или более экструдеров, например, каждый из которых подает отличающуюся жидкость, например полимер "a", полимер "b" и полимер "c," соответственно, в результате чего в микрослоистой жидкой массе 60 в любой желаемой последовательности формируются микрослои с тремя различными составами, например abcabc, abbcabbc, abacabac и т.д.
Аналогичным образом, жидкость(-и), поступающая через распределительную плиту(-ы) 32, может быть преимущественно такой же, как и жидкость(-и), поступающая через узел 34 формирования микрослоев. В качестве альтернативы, жидкость(-и), поступающая через распределительную плиту(-ы) 32, может отличаться от жидкости(-ей), поступающей через узел формирования микрослоев. Получаемая рукавная пленка может содержать основные слои и микрослои, которые имеют преимущественно одинаковый состав. В качестве альтернативы, некоторые из основных слоев, формируемых из жидкости, поступающей из распределительных плит 32, могут не отличаться по составу от некоторых или всех микрослоев, формируемых из жидкости, поступающей из микрослойных распределительных плит 48, а другие основные слои могут отличаться от некоторых или всех микрослоев.
В проиллюстрированном примере не показаны экструдеры и подающие каналы распределительных плит 32d-e. Жидкость в одну или обе такие плиты может поступать из экструдера 14а, 14b и(или) 80 путем соответствующего размещения вертикальных подающих каналов 72, 86, сквозных отверстий 74 и(или) выпускных отверстий 84 вышерасположенных распределительных плит 32 и(или) микрослойных распределительных плит 48. В качестве альтернативы, жидкость может вообще не поступать в одну или обе распределительные плиты 32d-e или может поступать из отдельного экструдера, такого как экструдер, гидравлически сообщающийся с главным коллектором 76 и вертикальным подающим каналом 72, который проходит через распределительные плиты 32а-с и узел 34 формирования микрослоев, например, за счет соответствующего совмещения сквозных отверстий 74 плит 32а-с и узла 34 формирования микрослоев, в результате чего в матрице 12 образуется канал движения жидкости, ведущий в канал 50 для впуска жидкости распределительной плиты 32d и(или) 32е.
При желании жидкость может поступать в одну или несколько распределительных плит 32 и(или) микрослойных распределительных плит 48 непосредственно из одного или нескольких экструдеров, т.е. непосредственно в канал для впуска жидкости плиты, например, сбоку плиты без прохождения жидкости сначала через один из коллекторов 76 или 78 и(или) без использования вертикального подающего канала 72, 86. Такая прямая подача жидкости в одну или несколько плит 32 и(или) 48 может применяться в качестве альтернативы или в дополнение к использованию коллекторов и вертикальных подающих каналов, как показано на фиг.2.
Авторами изобретения было обнаружено, что система 10 является особо предпочтительной для изготовления многослойной термоусадочной пленки, т.е. пленок, которые были подвергнуты ориентационному вытягиванию, чтобы они давали усадку под действием тепла. Как ни удивительно, было обнаружено, что за счет использования в термоусадочной пленке множества микрослоев толщина такой пленки и, соответственно, расход полимера могут быть уменьшены вплоть до 50% с сохранением при этом таких же характеристик, как у идентичных в остальном пленок вдвое большей толщины и с вдвое большим расходом полимера. Множество микрослоев в пленке обеспечивается за счет описанной микрослоистой жидкой массы 60, которая образует микрослоистую часть 60 пленки.
Например, термоусадочные пленки 94 согласно настоящему изобретению содержат по меньшей мере одну микрослоистую часть 60 или один или несколько основных слоев, например, 90, 96, 98 и(или) 100 (смотри фиг.6 и 8) и предпочтительно имеют общую свободную усадку (ASTM D2732-03) по меньшей мере около 10% при 200°F.
Такие пленки могут быть получены в системе 10, в которой направляют первый полимер 88 через экструдер 14b и распределительную плиту 32а матрицы 12 на пуансон 30 для начального формообразования, в результате чего первый полимер 88 осаждается на пуансон 30 для начального формообразования в виде первого основного слоя 90 (смотри фиг.1, 2 и 5). По меньшей мере второй полимер 92 может быть направлен через экструдер 14а и узел 34 формирования микрослоев, например, посредством вертикального канала 72 с целью формирования микрослоистой жидкой массы 60 на пуансоне 46 для формирования микрослоев. Затем микрослоистую жидкую массу 60 направляют из пуансона 46 для формирования микрослоев на пуансон 30 для начального формообразования. За счет этого микрослоистая жидкая масса 60 сливается с первым основным слоем 90 внутри матрицы 12 (фиг.5) и образуется многослойная пленка 22 (фиг.1) в виде относительно тонкого "ленточного" экструдата, который содержит основной слой 90 и микрослоистую часть 60 в виде отвержденных слоев пленки, получаемых внутри матрицы 12 из жидкого (расплавленного) полимерного слоя 90 и микрослоистой жидкой массы 60.
Соэкструдированную рукавную многослойную "ленту" 22, выходящую с разгрузочного конца 20 матрицы 12, закаливают (например, путем погружения в воду) и затем подвергают ориентационному вытягиванию в условиях, придающих пленке способность к термоусадке. Такие условия, которыми являются условия, описанные выше в разделе "Предпосылки создания изобретения", могут включать повторный нагрев многослойной "ленты" до температуры в интервале температур ее ориентации, а затем вытягивание ленты, например, путем раздувки с целью ориентации (упорядочения) кристаллитов и(или) молекул материала и последующей закалки пленки с преимущественным сохранением ее размеров в вытянутом состоянии, чтобы быстро охладить пленку и тем самым зафиксировать ориентированную конфигурацию молекул. Таким способом "ленту" 22 преобразуют в термоусадочную пленку 94, поперечное сечение которой показано на фиг.6.
Следует учесть, что за счет вытягивания многослойной пленки или "ленты" 22 термоусадочная пленка 94 имеет значительно меньшую толщину, чем лента 22. Например, если лента 22 может иметь толщину от около 5 до около 50 мил, во многих вариантах осуществления изобретения термоусадочная пленка 94 имеет толщину менее 5 мил, такую как 4 мил или менее, 3 мил или менее, 2 мил или менее и т.д. В некоторых вариантах осуществления подвергнутая ориентационному вытягивания усадочная пленка 94 может иметь относительно малую толщину, т.е. менее 1 мил, например менее около 0,9 мил, такую как менее около 0,8 мил, менее около 0,7 мил или менее около 0,6 мил, такую как около 0,59 мил или менее, 0,58 мил или менее, 0,57 мил или менее, 0,56 мил или менее, 0,55 мил или менее, 0,54 мил или менее, 0,53 мил или менее т.д. За счет микрослоев 60 согласно настоящему изобретению усадочная пленка 94 преимущественно может иметь еще меньшую толщину, составляющую 0,5 мил или менее, такую как менее 0,45 мил или менее 0,40 мил, такую как менее 0,39 мил, менее 0,38 мил, менее 0,37 мил, менее 0,36 мил, менее 0,35 мил, менее 0,34 мил, менее 0,33 мил, менее 0,32 мил или менее 0,31 мил, такую как около 0,30 мил.
Как показано на фиг.5, первый основной слой 90 может быть осажден на пуансон 30 для начального формообразования до осаждения микрослоистой жидкой массы 60 на пуансон 30 для начального формообразования, в результате чего первый слой 90 помещается между микрослоистой жидкой массой 60 и пуансоном 30 для начального формообразования. При желании через вторую распределительную плиту, например распределительную плиту 32е (фиг.2; источник третьего полимера не показан), может подаваться третий полимер. Как показано на фиг.5, относительно толстый поток 70 такого третьего полимера из распределительной плиты 32е может сливаться с микрослоистой жидкой массой 60, в результате чего образуется второй основной слой 96 многослойной пленки 94. Тем самым микрослоистая часть 60 может служить сердцевиной многослойной пленки 94, при этом первый основной слой 90 образует первый наружный слой многослойной пленки 94, а второй основной слой 96 образует ее второй наружный слой. Так, в варианте осуществления, проиллюстрированном на фиг.6, термоусадочная пленка 94 содержит микрослоистую часть 60, помещающуюся между первым и вторым основными наружными слоями 90, 96.
Второй полимер 92 может преимущественно не отличаться от первого полимера 88, в результате чего состав первого основного слоя 90 может преимущественно не отличаться от состава микрослоев 60. В качестве альтернативы, второй полимер 92 может отличаться от первого полимера 88, в результате чего состав первого слоя 90 может отличаться от состава микрослоев 60. Аналогичным образом, состав второго основного слой 96 может не отличаться или отличаться от состава первого слой 90, а также не отличаться или отличаться от состава микрослоев 60.
В качестве дополнительной разновидности, между первым наружным слоем 90 и микрослоистой частью 60 усадочной пленки 94 может помещаться первый промежуточный основной слой 98. Аналогичным образом, между вторым наружным слоем 96 и микрослоистой частью 60 может помещаться второй промежуточный основной слой 100. Состав слоев 90 и 98 может быть одинаковым или различаться. Аналогичным образом, состав слоев 96 и 100 может быть одинаковым или различаться. Первый промежуточный основной слой 98 может быть сформирован из полимера, подаваемого через распределительную плиту 32b, а второй промежуточный основной слой 100 может быть сформирован из полимера, подаваемого через распределительную плиту 32е (смотри фиг.2 и 5). Если состав слоев 90 и 98 является одинаковым, для подачи материала через распределительные плиты 32а и 32b может использоваться один и тот же экструдер 14b. Если состав таких слоев различается, для подачи материала через распределительные плиты 32а и 32b используются различные экструдеры. Вышесказанное также относится к подаче полимера в распределительные плиты 32а и 32е.
Для изготовления усадочной пленки, проиллюстрированной на фиг.6, в распределительную плиту 32с не подавали полимер. Если бы полимер подавали в распределительную плиту 32с, полученная усадочная пленка имела бы дополнительный промежуточный основной слой между слоем 98 и микрослоистой частью 60.
Показанная на фиг.6 усадочная пленка 94 является одной из типичных пленок множества описанных далее в примерах усадочных пленок согласно изобретению, сердцевина которых содержит в общей сложности 25 микрослоев. Для изготовления таких пленок была использована матрица, преимущественно проиллюстрированная на фиг.2, за исключением того, что узел 34 формирования микрослоев содержал 25 микрослойных распределительных плит. Для простоты иллюстрации на фиг.2 показаны только 15 микрослойных распределительных плит в узле 34 формирования микрослоев матрицы 12. Обычно микрослоистая часть 60 может содержать любое необходимое число микрослоев, например от 2 до 50 микрослоев, такое как от 10 до 40 микрослоев и т.д.
Каждый из микрослоев 60 может иметь преимущественно одинаковый состав. Это так, например, если полимер во все микрослойные распределительные плиты 48 подается экструдером 14а. В качестве альтернативы, по меньшей мере один из микрослоев 60 может иметь состав, отличающийся от состава по меньшей мере одного из других микрослоев, т.е. два или более из микрослоев могут иметь составы, которые отличаются друг от друга. Это может достигаться, например, за счет применения экструдера 80 для подачи отличающегося полимера (т.е. отличающегося от полимера, подаваемого экструдером 14а) по меньшей мере в одну из микрослойных распределительных плит 48. Как показано на фиг.1 и 2, экструдер 14а подает в "нечетные" микрослойные распределительные плиты (т.е. плиты 48а, с, е и т.д.) полимерный состав одного типа, "состав А", а экструдер 80 подает в "четные" микрослойные распределительные плиты (т.е. плиты 48b, d, f и т.д.) полимерный состав другого типа, например "состав В", в результате чего микрослоистая часть 60 будет содержать чередование микрослоев "А" и "В", т.е. АВАВАВ… Может также использоваться третий экструдер для подачи полимерного состава "С", например, для получения повторяющейся последовательности микрослоев "ABC", т.е. АВСАВС… Разумеется, может быть предусмотрено множество других вариантов.
Каждый из микрослоев 60 термоусадочной пленки 94 может иметь преимущественно одинаковую толщину. В качестве альтернативы, по меньшей мере один из микрослоев может иметь толщину, которая отличается от толщины по меньшей мере одного другого из микрослоев. Толщина микрослоев 60 усадочной пленки 94 зависит от нескольких факторов, включая конструкцию микрослойной распределительной плиты, например толщину "М" канала 52 для выпуска жидкости (фиг.5), массовый расход псевдоожиженного полимера, направляемого через каждую плиту, степень вытягивание ленты 22/усадочной пленки 94 во время ориентации и т.д.
В соответствии с настоящим изобретением каждый из микрослоев 60 усадочной пленки 94 имеет определенную толщину, значительно меньшую, чем толщина основных слоев пленки, т.е. слоев, сформированных относительно толстыми распределительными плитами 32. Например, соотношение толщины любого из микрослоев 60 и толщины основного слоя 90 может составлять от около 1:2 до около 1:40, например, от около 1:5 до около 1:30 (смотри фиг.6). Соотношение толщины каждого из микрослоев 60 и любого из основных слоев усадочной пленки 94, например второго наружного слоя 96 или промежуточных слоев 98 и(или) 100, может находиться в таком же интервале. Так, например, каждый из микрослоев 60 может иметь толщину от около 0,001 до около 0,015 мил, а каждых из основных слоев 90, 96, 98 и(или) 100 может иметь толщину от около 0,03 до около 0,5 мил.
Во время ориентационного вытягивания, которому подвергают ленту 22, чтобы преобразовать ее усадочную пленку 94, лента 22 может быть ориентирована таким образом, чтобы пленка 94 имела степень ориентационного вытягивания по меньшей мере 3, измеренную по меньшей мере в одном направлении по длине или ширине пленки, например, в поперечном направлении (TD) или направлении экструзии (MD). Было обнаружено, что за счет включения микрослоев в термоусадочную пленку она преимущественно приобретает способность к вытягиванию даже с еще более высокими степенями ориентационного вытягивания, например степенью растяжения по меньшей мере 5, измеренной по меньшей мере в одном направлении по длине или ширине пленки. Как показано в примерах, пленки согласно настоящему изобретению допускают ориентацию со степенью растяжения "5×5", т.е. с пятикратным вытягиванием ленты в ширину и пятикратным вытягиванием ленты в длину во время ориентационного вытягивания, в результате чего получаемая пленка не только становится термоусадочной, но также имеет размер (площадь поверхности) в 25 больше, чем ее исходный размер, когда она была экструдирована из матрицы 12 в виде ленты. Как ни удивительно, пленки согласно настоящему изобретению могут быть вытянуты даже со степенью ориентационного вытягивания 6×6, т.е. когда получаемая усадочная пленка увеличивается в 36 раз по сравнению с исходным размером, когда она была экструдирована в виде ленты (смотри Примеры 13-15, 22 и 63-71). Такие высокие степени ориентационного вытягивания являются выгодными, поскольку при этом достигается высокая степень производительности обработки с точки зрения пропускной способности и расхода полимера, что позволяет получать больше пленки в заданном экструдере. Обычные пленки (т.е. без микрослоев) сравнимой толщины не могут быть ориентированы со степенями растяжения выше 5x5 без разрушения пленки в процессе ориентации. Кроме того, несмотря на более высокую степень растяжения, усадочные пленки согласно изобретению сохраняют физические свойства на одном уровне с обычными пленками, имеющими меньшую степень ориентационного вытягивания. Как ни удивительно, некоторые свойства, такие как ударная вязкость при приборном воздействии (ASTM D3763-06), в действительности улучшились по сравнению со свойствами соответствующей сравнимой пленки с меньшей степенью ориентационного вытягивания (сравни, например, ударную вязкость при приборном воздействии из Сравнительного примера 3 и Примеров 63-71 изобретения).
Во многих случаях усадочные пленки используют в сочетании с автоматами для упаковывания в термоусадочную пленку. Как в целом известно специалистам в области упаковывания в термоусадочную пленку, сопротивление разрыву по Элмендорфу (в отличие от испытаний на разрыв других типов) является наиболее точным значением, прогнозирующим поведение усадочной пленки в автомате для упаковывания в термоусадочную пленку. Значения сопротивления разрыву по Элмендорфу определяют в соответствии со стандартом ASTM D1922-06a под названием "Стандартный метод испытания силы сопротивления разрыву для пластиковых пленок и фольги методом маятника (испытание на разрыв по Элмендорфу)". При испытании на разрыв по Элмендорфу согласно стандарту D1922-06a измеряют среднее усилие, необходимое для распространения разрыва пластиковой пленки на определенное расстояние по длине пленки после начала разрыва, с использованием прибора системы Элмендорфа для испытания на разрыв, с помощью которого к пленке прилагают усилие отрыва, создаваемое усилием раскачивающегося маятника.
В процессе манипуляций в автоматах для упаковывания в термоусадочную пленку с целью обертывания упаковываемого предмета усадочные пленки подвергаются многочисленным операциям складывания и изгиба, которые вызывают разрывы и подвергают пленку напряжениям, вызывающим распространение разрывов. Усадочные пленки, имеющие относительно низкое сопротивление разрыву по Элмендорфу, обладают относительно высокой скоростью разрыва в автоматах для упаковывания в термоусадочную пленку, и, наоборот, пленки с относительно высоким сопротивлением разрыву по Элмендорфу обладают относительно низкой скоростью разрыва в автоматах. Авторами было установлено, что усадочные пленки с сопротивлением разрыву по Элмендорфу по меньшей мере 10 граммов, обладают хорошими свойствами с минимальным разрывом в оборудовании для упаковывания в термоусадочную пленку почти всех типов и марок, тогда как применение усадочных пленок с сопротивлением разрыву по Элмендорфу менее 10 граммов ограничено оборудованием для упаковывания в термоусадочную пленку с ручным управлением или усовершенствованным и дорогостоящим оборудованием, рассчитанным на сведение к минимуму вызывающих разрывы напряжений в усадочной пленке.
Одной из выгод, которая была неожиданно обнаружена в результате включения микрослоев в усадочную пленку, является повышение сопротивления разрыву по Элмендорфу. В большинстве пленок, полученных согласно настоящему изобретению, это повышение было достаточно значительным для уменьшения толщины таких пленок на 50% с сохранением сопротивления разрыву по Элмендорфу на уровне более 10 граммов, а также с сохранением других свойств, необходимых таким пленкам для успешного применения в автоматическом оборудовании для упаковывания в термоусадочную пленку. Соответственно, количество полимера, необходимого для изготовления таких пленок, может быть эффективно уменьшено вдвое, что обеспечивает экономию ресурсов нефти и природного газа, а также сокращение площадей свалок и снижение затрат.
Вышесказанное подробнее продемонстрировано далее в примерах. Значения сопротивления разрыву по Элмендорфу для пленок 1-23 наглядно показаны на фиг.7. Пленки 1-3 являются пленками для сравнения (без микрослоев); пленки 4-23 изготовлены согласно настоящему изобретению (с микрослоистой сердцевиной). Пленка 3 для сравнения имела толщину 0,6 мил, а пленки 4-23 согласно изобретению имели вдвое меньшую толщину, т.е. 0,3 мил. Как показано на фиг.7, большинство пленок согласно настоящему изобретению толщиной всего 0,3 мил, имели сопротивление разрыву по Элмендорфу 10 граммов или более аналогично пленке 3 для сравнения толщиной 0,6 мил. Предполагается, что это неожиданно высокое сопротивление разрыву по Элмендорфу даже у усадочных пленок толщиной всего 0,3 мил объясняется присутствием микрослоев в таких пленках.
Соответственно, в одном из выгодных вариантов осуществления настоящего изобретения термоусадочная пленка 94 может иметь толщину менее около 0,7 мил и сопротивление разрыву по Элмендорфу (ASTM D 1922-06а) по меньшей мере 10 граммов, измеренное по меньшей мере в одном направлении по длине или ширине пленки. В целях экономии материала (полимера) пленка 94 может иметь даже еще меньшую толщину, например менее около 0,65 мил, такую как менее около 0,6 мил, менее около 0,55 мил, менее около 0,5 мил, менее около 0,45 мил, менее около 0,4 мил или менее около 0,35 мил, и при этом обладать сопротивлением разрыву по Элмендорфу по меньшей мере около 10 граммов.
При необходимости все микрослои 60 могут содержать один полимер. В качестве альтернативы, по меньшей мере один из микрослоев 60 может содержать смесь двух или более полимеров. Как указано далее в примерах, пленки, у которых по меньшей мере один из микрослоев содержит смесь двух полимеров, обладают особо высоким сопротивлением разрыву по Элмендорфу, несмотря на толщину всего 0,3 мил (смотри Примеры 4-13). Аналогичным образом, пленки, у которых чередуются микрослои с двумя различными полимерными составами, т.е. каждый следующий микрослой имеет отличающийся состав, также обладают особо высоким сопротивлением разрыву по Элмендорфу.
Значительно более высокие и не зависящие от толщины усадочной пленки значения сопротивления разрыву по Элмендорфу были получены, когда по меньшей мере один из микрослоев содержит смесь еще двух полимеров и имеет состав, который отличается от состава по меньшей мере одного другого микрослоя. Так, например, микрослоистая часть 60 может содержать повторяющуюся последовательность слоев, имеющую следующую структуру:
А/В,
в которой А означает микрослой, содержащий один или несколько полимеров,
В означает микрослой, содержащий смесь двух или более полимеров, и
А имеет состав, отличающийся от состава В.
Авторами было установлено, что, когда микрослоистая часть 60 имеет указанную выше последовательность слоев, пленка имеет более высокое сопротивление разрыву по Элмендорфу независимо от ее толщины. В частности, было установлено, что усадочные пленки, имеющие указанную выше последовательность "А/В", обычно имеют "нормированное" (независящее от толщины пленки) сопротивление разрыву по Элмендорфу (ASTM D1922-06a) по меньшей мере около 30 граммов/мил, измеренное по меньшей мере в одном направлении по длине или ширине пленки. Эта выгодная тенденция проиллюстрирована далее в Примерах 4-13 (0,3 мил), 17 (0,3 мил), 45-49 (0,6 мил), 51 (0,5 мил), 53 (0,75 мил), 55-57 (1,0 мил) и 60-62 (2,0 мил), в которых пленки согласно изобретению выигрывают при их сравнении с соответствующими пленками такой же толщины согласно Сравнительным примерам.
Так, например, пленки толщиной 0,3 мил согласно Примерам 4-13 и 17 в целом имеют значительно более высокое нормированное сопротивление разрыву по Элмендорфу, чем 0,3 мил согласно Сравнительным примерам 1 и 2 (Таблицы 1-3). Как ни удивительно, пленки толщиной 0,6 мил согласно Примерам 45-49 имеют значительно более высокое нормированное сопротивление разрыву по Элмендорфу 0,6 мил, чем у пленки 3 для сравнения (Таблицы 9-10). Аналогичным образом, пленка толщиной 0,5 мил согласно Примеру 51 значительно превосходит пленку толщиной 0,52 мил согласно Сравнительному примеру 50, а пленки толщиной 0,75 мил согласно Примеру 53 имеют значительно более высокое сопротивление разрыву по Элмендорфу, чем аналогичная пленка толщиной 0,75 мил согласно Сравнительному примеру 52 (Таблица 11). Такие же результаты были получены для описанных в примерах пленок толщиной 1 мил и 2 мил, т.е. значения сопротивления разрыву по Элмендорфу пленок 55-57 и 60-62 согласно изобретению превосходят значения соответствующих пленок 54 и 58-59 для сравнения (Таблицы 11-12). Интересно, что пленки согласно Примерам 55 и 60 обладают более высоким сопротивлением разрыву по Элмендорфу, несмотря на то, что содержат вторичный полимер ("Repro-1"), который обычно приводит к снижению значения сопротивления разрыву по Элмендорфу.
Следует также отметить, что каждая из пленок согласно Примерам 17-20 содержит вторичный материал ("Repro-1" или "Repro-2") в микрослоистой части, но только у пленки согласно Примеру 17 по меньшей мере один из микрослоев имеет состав, отличающийся от состава по меньшей мере одного другого микрослоя. Соответственно, сопротивление разрыву по Элмендорфу у пленки согласно Примеру 17 является более высоким, чем у пленок согласно другим Примерам 18-20. Как ни удивительно, хотя в результате добавления повторно используемого полимера сопротивление разрыву по Элмендорфу предположительно должно было бы снизиться, пленка согласно Примеру 17 имеет более высокое сопротивление разрыву по Элмендорфу, чем пленки согласно Сравнительным примерам 1 и 2, которые не содержат вторичный полимер. Аналогичным образом, пленки согласно Примерам 45-47, которые содержат вторичный полимер в микрослоистой части, как ни удивительно, имеют значительно более высокое сопротивление разрыву по Элмендорфу, чем пленка согласно Сравнительному примеру 3, которая не содержит вторичный полимер.
Повторяющая последовательность "А/В" слоев, как показано во многих примерах, не содержит промежуточные слои, т.е. микрослоистая часть 60 содержит только описанные выше слои "А" и "В" (при этом слой "В" представляет собой смесь двух или более полимеров). В качестве альтернативы, между слоями "А" и "В" может находиться один или несколько промежуточных слоев, например микрослой "С", содержащий полимер или смесь полимеров, которая отличается от состава микрослоев "А" и "В", в результате чего повторяющая последовательность слоев имеет структуру "А/В/С/А/В/С…", "А/С/В/А/С/В…" и т.д. Разумеется, также возможны другие последовательности, например пленки согласно Примерам 45-48 имеют структуру "А/А/В/А/А/В…", а пленка согласно Примеру 47 имеет структуру "А/В/В/А/В/В…". Последовательность "А/В" (или А/В/С, А/А/В, А/В/В и т.д.) может повторяться столько раз, сколько необходимо для получения нужного числа микрослоев в микрослоистой части 60.
Согласно Примеру 45 микрослой "В" содержит "Repro-1", т.е. смесь повторно используемых полимеров. Микрослой В (или А) может содержать от 1 до 50% по весу повторно используемого полимера в пересчете на общий вес пленки (применение повторно используемых полимеров подробнее описано далее). В более общем смысле, как проиллюстрировано в примерах, микрослои А и(или) В могут содержать одно или несколько из следующего: сополимер этилена и альфа-олефина, сополимер этилена и винилацетата, гомополимеры или сополимер полипропилена, сополимер этилена и метакриловой кислоты, привитой малеиновым ангидридом полиэтилен, полиамид и(или) полиэтилен низкой плотности. Указанные полимеры могут быть получены из первичного полимерного сырья и(или) из повторно используемого полимера и могут использоваться в каждом слое по отдельности или в виде смесей двух или более полимеров.
В еще более общем смысле, при изготовлении термоусадочных пленок согласно настоящему изобретению соэкструдированные посредством матрицы 12 жидкостные слои, включая как основные слои, так и микрослои, могут содержать один или несколько расплавленных термопластичных полимеров. Примеры таких полимеров включают полиолефины, полиэфиры (например, PET и PETG), полистиролы (например, модифицированные стирольные полимеры, такие как SEBS, SBS и т.д.), гомополимеры и сополимеры амида (например, РА6, РА12, РА6/12 и т.д.), поликарбонаты и т.д. Из семейства полиолефинов могут использоваться различные гомополимеры и сополимеры полиэтилена, а также гомополимеры и сополимеры полипропилена (например, сополимер пропилена и этилена). Гомополимеры полиэтилена могут включать полиэтилен низкой плотности (LDPE) и полиэтилен высокой плотности (HDPE). Применимые сополимеры полиэтилена могут включать широкий спектр полимеров, такие как, например, иономеры, сополимер этилена и винилацетата (EVA), сополимер этилена и винилового спирта (EVOH) и сополимеры этилена и альфа-олефина, включая гетерогенные (катализируемые катализатором Циглера-Натта) и гомогенные (катализируемые моносайтовым металлоценом) сополимеры этилена и олефина. Сополимеры этилена и альфа-олефина представляют собой сополимеры этилена и одного или нескольких сомономеров, выбранных из С3-С20 альфа-олефинов, таких как 1-бутен, 1-пентен, 1-гексен, 1-октен, метилпентен и т.п., включая линейный полиэтилен низкой плотности (LLDPE), линейный полиэтилен средней плотности (MDPE), полиэтилен очень низкой плотности (VLDPE) и полиэтилен сверхнизкой плотности (ULDPE).
Как упоминалось выше, одним из дополнительных преимуществ настоящего изобретения является возможность использования вторичного полимера в термоусадочных пленках. В условиях промышленного производства пленок образование и накопление отходов пленки является и всегда являлось одной из материально-технических и экономических проблем. Образующиеся отходы пленки имеют различные источники: многослойная пленка на начальном этапе производства до достижения установившегося режима работы; не отвечающая техническим условиям (неверно сформованная) пленка; части пленки, которые механически обрезаются и отделяются от основного полотна пленки для достижения заданной ширины полотна; и т.д. Следует учесть, что отходы обычно неприменимы для промышленного использования согласно первоначальному назначению. Тем не менее, они являются источником затрат средств и ресурсов для получения полимеров из ресурсов нефти и природного газа.
К счастью, отходы пленки могут повторно перерабатываться, например, путем их измельчения, повторного плавления и гранулирования и затем смешивания с первичным полимером при производстве пленок множества типов. К сожалению, включение в существенных количествах таких повторно переработанных полимерных отходов в обычные усадочные пленки, в частности тонкие усадочные пленки толщиной менее около 1 мил, является довольно сложной задачей. Например, было установлено, что обычные усадочные пленки толщиной 0,8 мил могут содержать лишь до около 16% по весу вторичного полимера. При включении большего количества вторичного полимера происходит разрыв пленки во время ориентационного вытягивания, например разрыв пузырей при вытягивании методом раздувки. В случае усадочных пленок меньшей толщины может использоваться даже еще меньшее количество вторичного полимера. Например, в обычные усадочные пленки толщиной 0,3 мил не может добавляться вторичный полимер; любые попытки добавления вторичного полимера приводили к разрыву пленки во время ориентационного вытягивания.
Как ни удивительно, авторами было обнаружено, что за счет формирования микрослоев в усадочные пленки можно включать значительно больший процент вторичного полимера, чем при изготовлении таких пленок обычным способом, т.е. без микрослоев. Этот неожиданный выгодный эффект достигается, когда по меньшей мере один из микрослоев содержит вторичный полимер. Например, микрослоистая часть 60 может содержать от 1 до 50% по весу вторичного полимера в пересчете на общий вес пленки. Возможно, еще более удивительным является то, что указанное содержание вторичного полимера в процентах по весу может достигаться в усадочных пленках толщиной всего около 0,3 мил, и при этом пленки не разрываются во время ориентационного вытягивания. В частности, как показано далее в Примере 5, 12 из 25 микрослоев сердцевины содержат смесь 50% по весу LLDPE и 50% по весу вторичного полимера/повторно переработанных полимерных отходов ("Repro-1"), что составляет в общей сложности около 12,5% по весу вторичного полимера в пленке. Пленка согласно Примеру 5 была не только успешно подвергнута ориентационному вытягиванию с целью получения усадочной пленки толщиной 0,3 мил, но также имела сопротивление разрыву по Элмендорфу более 10 граммов как в направлении экструзии, так и в поперечном направлении.
Пленки согласно Примерам 17-20 аналогичным образом были подвергнуты ориентационному вытягиванию с целью получения усадочной пленки толщиной 0,3 мил, но при значительно более высоком содержании вторичного полимера. Пленка согласно Примеру 17 содержала 36% по весу вторичного полимера, пленка согласно Примеру 18 содержала 40% по весу вторичного полимер, при этом обе пленки имели сопротивление разрыву по Элмендорфу более 10 граммов. Каждая из пленок согласно Примерам 19-20 содержала 25% по весу вторичного полимера.
За счет выгодного увеличения количества отходов/вторичного полимера, которое может включаться в усадочные пленки в результате включения такого вторичного полимера в микрослои согласно настоящему изобретению, обеспечивается дополнительная экономия ресурсов нефти и природного газа, а также сокращение площадей свалок и снижение затрат.
Еще одним неожиданным результатом применения микрослоев в усадочной пленке является значительное увеличение относительного удлинения на пределе текучести (ASTM D-882) в продольном направлении/направлении экструзии пленки. Как показано далее в примерах, относительное удлинение пленок согласно настоящему изобретению значительно превышало относительное удлинение соответствующих сравниваемых пленок. Такое увеличение является выгодным, поскольку усадочные пленки согласно изобретению менее подвержены разрыву при заданной нагрузке, чем обычная усадочная пленка.
Еще одним неожиданным выгодным эффектом, обнаруженным авторами, стал тот факт, что за счет применения микрослоев в усадочной пленке можно снизить расход дорогостоящих полимеров для достижения таких же эксплуатационных характеристик, как у сравнимых пленок, содержащих больше дорогостоящих полимеров. В случае сополимеров этилена и альфа-олефина, например, сополимеры этилена и октена являются обычно более дорогими, но обладают лучшими характеристиками, чем сополимеры этилена и гексена. В каждом из Примеров 8, 9, 15, 19 и 23 в микрослоистой сердцевине таких пленок применяется сопомолимер(-ы) этилена и гексена. Согласно результатам испытаний, приведенным в Примерах 33 и 34, эксплуатационные характеристики таких пленок были на одном уровне с пленками согласно другим примерам, в которых в сердцевине применяли более дорогие сополимеры этилена и октена. Кроме того, хотя пленка 59 для сравнения имела достаточно хорошее сопротивление разрыву по Элмендорфу, это объясняется применением в сердцевине пленки относительно дорогого/редкого материала, а именно SBS (блок-сополимера стирола и бутадиена с чередованием блоков), в отличие от относительно менее дорогих полиэтиленов с относительно худшими характеристиками, которые использованы в пленках согласно Примерам 60-62 изобретения. Тем не менее, за счет формирования микрослоев таких полиэтиленов в усадочных пленках согласно настоящему изобретению такие пленки имели неожиданно более высокое сопротивление разрыву по Элмендорфу, что делает излишним использование дорогих и редких полимеров для достижения хороших характеристик.
Многослойные термоусадочные пленки согласно настоящему изобретению предпочтительно имеют общую свободную усадку (ASTM D2732-03) по меньшей мере около 10% при 200°F, такую как около 15% или более, около 20% или более и т.д. Общая свободная усадка является суммой свободной усадка в TD и LD, определенной согласно ASTM D2732-03.
На фиг.8 проиллюстрирован один из альтернативных вариантов осуществления изобретения, в котором микрослоистая часть 60 расположена на наружной поверхности пленки, в результате чего один из микрослоев образует наружный слой 102 получаемой термоусадочной многослойной пленки 104. Так, в отличие от усадочной пленки 94, в которой микрослоистая часть 60 находится внутри пленки, в усадочной пленке 104 микрослоистая часть 60 расположена снаружи пленки, в результате чего микрослой 102 образует наружный слой пленки. Пленка 104 может быть изготовлена с использованием матрицы 12, описанной выше применительно к пленке 94, за исключением того, что через распределительные плиты 32d или 32е не подают псевдоожиженный полимер, в результате чего в структуре пленки отсутствуют основные слои 96 и 100. Соответственно, получаемая рукавная пленка 22, которая выходит из матрицы 12, содержит основной слой 90, который является находящимся в самой глубине слоем, и микрослой 102, которые образует наружный слой. Затем такую рукавную пленку 22 подвергают описанному выше ориентационному вытягиванию, например, методом раздувки или вытягивания и ориентирования на раме, чтобы получить усадочную пленку 104.
В качестве альтернативы, усадочная пленка 104 может быть преобразована в усадочную пленку, содержащую пару микрослоев 102 на обеих противолежащих наружных поверхностях пленки. Для изготовления такой пленки может использоваться матрица 12, сконфигурированная, как только что описано выше, при этом полученную рукавную пленку 22 подвергают ориентационному вытягиванию методом раздувки, чтобы получить усадочную пленку 104 в виде термоусадочного/вытянутого рукава. Затем такой вытянутый рукав может быть сплющен и сварен, чтобы внутренний основной слой 90 склеился сам с собой. Полученная усадочная пленка содержит микрослоистую часть 80 на обеих наружных поверхностях, пару основных слоев 90 в середине и пару промежуточных основных слоев 98, разделенных парой основных слоев 90. В этой конфигурации пара микрослоев 102 образует оба противолежащих наружных слоя пленки. Соответственно, такая пленка имеет микрослоистые "оболочки" и один или несколько основных слоев в сердцевине. При желании в находящийся в самой глубине слой пленки может быть включен материал, облегчающий сваривание рукава с самим собой, например слой EVA или клеящего вещества, например привитого ангидридом полимера, который может подаваться через плиту 32а матрицы 12, при этом основные слои 90 и 98 формируют посредством плит 32b и 32 с, соответственно. Таким способом изготовлены пленки, описанные далее в Примерах 72 и 74-76.
При желании в матрицу 12 может быть дополнительно включен второй узел 34 формирования микрослоев, который формирует вторую микрослоистую часть получаемой усадочной пленки. Соответственно, для получения усадочной пленки, содержащей микрослоистую часть на обеих наружных поверхностях, другим способом матрицу 12 конфигурируют таким образом, чтобы распределительные плиты 32 помещались между двумя узлами 34 формирования микрослоев. За счет такой конфигурации получаемая усадочная пленка будет содержать микрослоистые оболочки и один или несколько основных слоев в сердцевине без необходимости ее сплющивания и сваривания рукава, как описано выше.
Усадочная пленка 104, показанная на фиг.8, также будет получена при одной из альтернативных конфигураций матрицы 12. При такой конфигурации подача псевдоожиженного полимера в матрицу 12 может осуществляться таким образом, чтобы микрослоистая жидкая масса 60 осаждалась на пуансон 30 для начального формообразования до осаждения основного слоя 90 на пуансон 30 для начального формообразования. Таким способом микрослоистую жидкую массу 60 помещают между основным слоем 90 и пуансоном 30 для начального формообразования. В этом случае, как показано на фиг.2, в распределительные плиты 32а-с не подается псевдоожиженный полимер. Вместо этого основной слой 90 формируют путем подачи псевдоожиженного полимера в распределительную плиту 32е, а промежуточный основной слой 98 формируют путем подачи псевдоожиженного полимера в распределительную плиту 32d. Получаемая рукавная пленка 22, которая выходит из матрицы 12, содержит основной слой 90, образующий наружный слой, и микрослой 102, образующий находящийся в самой глубине слой. Затем такую рукавную пленку 22 подвергают ориентационному вытягиванию, как описано выше, например, методом раздувки или вытягивания и ориентирования на раме, чтобы получить усадочную пленку 104.
Далее изобретение будет описано на следующих примерах.
Примеры
Далее описаны материалы, использованные в примерах.
1. MDPE-1: Dowlex 2037; полиэтилен средней плотности на основе гомогенного сополимера этилена и октена, имеющий индекс текучести расплава 2,5 г/10 мин (ASTM D-1238), удельный вес (плотность) 0,9350 г/куб. см (ASTM D-792), температуру плавления 124,7°C (собственный способ компании Dow) и температуру размягчения по Вика 118,9°C (ASTM D1525); приобретен у компании Dow Chemicals.
2. MDPE-2: М3105; полиэтилен средней плотности на основе гомогенного сополимера этилена и октена, имеющий индекс текучести расплава 2,2 г/10 мин (ASTM D-1238), плотность 0,9360 г/куб. см (ASTM D-1505); приобретен у компании Flint Hill Resources.
3. MDPE-3: Dowlex 2036G; полиэтилен средней плотности на основе гомогенного сополимера этилена и октена, имеющий индекс текучести расплава 2,5 г/10 мин (ASTM D-1238), удельный вес 0,9370 г/куб. см (ASTM D-792), температуру плавления 125°C (собственный способ компании Dow) и температуру размягчения по Вика 118,9°C (ASTM D1525); приобретен у компании Dow Chemicals.
4. EVA-1: EVA 1335; сополимер этилена винилацетата с содержанием винилацетата 3,3%, имеющий индекс текучести расплава 2,0 г/10 мин (ASTM D-1238), плотность 0,9240 г/куб. см (ASTM D-1505) и температуру плавления 104,7°C; приобретен у компании Flint Hill Resources.
5. EVA-2: EF437AA; сополимер этилена и винилацетата с содержанием винилацетата 2,5%, имеющий индекс текучести расплава 2,0 г/10 мин (ASTM D-1238), плотность 0,9250 г/куб. см (ASTM D-1505); приобретен у компании Westlake Chemicals.
6. EVA-3: Escorene LD318.92; сополимер этилена и винилацетата с содержанием винилацетата 8,7%, имеющий индекс текучести расплава 2,0 г/10 мин (ASTM D-1238), плотность 0,9300 г/куб. см (ASTM D-1505) и температуру размягчения по Вика 81,1°C (ASTM D-1525); приобретен у компании Exxon Mobil.
7. EVA-4: Escorene LD761.36; сополимер этилена и винилацетата с содержанием винилацетата более 20,0%, имеющий индекс текучести расплава 5,75 г/10 мин (ASTM D-1238), плотность 0,9500 г/куб. см (ASTM D-1505) и температуру плавления 72,0°C (ASTM D-1525); приобретен у компании Exxon Mobil.
8. МВ1: маточная смесь собственного приготовления из полиэтилена средней плотности, содержащая 2,00% n,n'-этилен бис-стеарамида, 1,67% эрукамида и 3,33% безводного алюмосиликата, имеющая плотность 0,955 г/куб. см (ASTM D-1505).
9. МВ2: маточная смесь собственного приготовления из сополимера этилена и винилацетата, содержащая 3,29% n,n'-этилен бис-стеарамида, 1.35% эрукамида, 1,1% стеарата цинка, 1,4% аморфного диоксида кремния с эрукамидом, 0,66% аморфного диоксида кремния с олеамидом и 0,70% щелочноалюмосиликатных керамических гранул, имеющая плотность 0,938 г/куб. см (ASTM D-1505).
10. МВ3: маточная смесь собственного приготовления из сополимера этилена и винилацетата, содержащая 1,8% n,n'-этилен бис-стеарамида, 3,8% эрукамида, 1,9% олеамида и 1,0% стеарата цинка, имеющая плотность 0,922 г/куб. см (ASTM D-1505).
11. МВ4: маточная смесь собственного приготовления из полиэтилена средней плотности, содержащая 3,00% n,n'-этилен бис-стеарамида, 4.00% эрукамида и 3,00% безводного алюмосиликата, имеющая плотность 0,955 г/куб. см (ASTM D-1505).
12. MB5: маточная смесь собственного приготовления из сополимера этилена и винилацетата, содержащая 3,30% n,n'-этилен бис-стеарамида, 1,70% диатомитовой земли.
13. МВ6: маточная смесь собственного приготовления из сополимера этилена и винилацетата, содержащая 3,30% n,n'-этилен бис-стеарамида, 1,70% диатомитовой земли, 0,80% бегенамида и 3,4% эрукамида, имеющая плотность 0,933 г/куб. см.
14. VLDPE-1: Exceed 1012СА; полиэтилен очень низкой плотности на основе сополимера этилена и гексена, полученный путем моносайтового металлоценового катализа, имеющий индекс текучести расплава 1,0 г/10 мин (ASTM D-1238) и плотность 0,912 г/куб. см (ASTM D-1505); приобретен у компании Exxon Mobil.
15. VLDPE-2: Affinity PF 1140G; полиэтилен очень низкой плотности на основе разветвленного сополимера этилена и октена, полученный по технологии INSITE, имеющий индекс текучести расплава 1,60 г/10 мин (ASTM D-1238) и удельный вес 0,8990 г/куб. см (ASTM D-792), содержащий октана 14%, имеющий температуру размягчения по Вика 77°C (ASTM D-1525) и температуру плавления 96,1°C (собственный способ компании Dow); приобретен у компании Dow Chemicals.
16. VLDPE-3: Affinity PL 1881 G; полиэтилен очень низкой плотности на основе разветвленного сополимера этилена и октена, полученный по технологии INSITE, имеющий индекс текучести расплава 1,00 г/10 мин (ASTM D-1238) и удельный вес 0,906 г/куб. см (ASTM D-79.2), температуру размягчения по Вика 86,1°C (ASTM D-1525) и температуру плавления 100°C (собственный способ компании Dow); приобретен у компании Dow Chemicals.
17. VLDPE-4: Exact 3132; полиэтилен очень низкой плотности на основе линейного сополимера этилена и гексена, полученный с использованием моносайтового катализатора, имеющий индекс текучести расплава 1,20 г/10 мин (ASTM D-1238) и плотность 0,900 г/куб. см (ASTM D-1505), температуру размягчения по Вика 87,6°C и температуру плавления 96,0°C; приобретен у компании ExxonMobil.
18. VLDPE-5: Attane 4203; полиэтилен очень низкой плотности на основе линейного сополимера этилена и октена, полученный с использованием катализатора Циглера-Натта, имеющий индекс текучести расплава 0,80 г/10 мин (ASTM D-1238), удельный вес 0,9070 г/куб. см (ASTM D-792), температуру размягчения по Вика 83,8°C (ASTM D-1525) и температуру плавления 122,8°C (собственный способ компании Dow); приобретен у компании Dow Chemicals.
19. SBS-1: Styroflex 2G 66: блок-сополимера стирола и бутадиена с чередованием блоков, содержащий по меньшей мере 65% стирола и по меньшей мере 70% бутадиена, имеющий индекс текучести расплава 12,5 г/10 мин (ASTM D-1238), удельный вес 1,000 г/куб. см (ASTM D-792) и температуру размягчения по Вика 47,8°C (ASTM D-1525); приобретен у компании BASF.
20. SBS-2: Styrolux HS 70; блок-сополимера стирола и бутадиена с чередованием блоков, имеющий индекс текучести расплава 13,0 г/10 мин (ASTM D-1238), удельный вес 1,020 г/куб. см (ASTM D-792) и температуру размягчения по Вика 72,2°C (ASTM D-1525); приобретен у компании BASF.
21. LLDPE-1: Dowlex 2045; гомогенный сополимер этилена и октена, имеющий индекс текучести расплава 1,0 г/10 мин (ASTM D-1238), удельный вес 0,9200 г/куб. см (ASTM D-792), температуру размягчения по Вика 107,8°C (ASTM D-1525) и температуру плавления 122,2°C (собственный способ компании Dow); приобретен у компании Dow Chemicals.
22. LLDPE-2: LL 3001.63; линейный сополимер этилена и гексена, полученный в газовой фазе с использованием катализатора Циглера-Натта, имеющий индекс текучести расплава 1,0 г/10 мин (ASTM D-1238), плотность 0,917 г/куб. см (ASTM D-1505) и температуру плавления 125°C; приобретен у компании ExxonMobil.
23. LLDPE-3: SC74858-F; линейный сополимер этилена и гексена, полученный в газовой фазе с использованием катализатора Циглера-Натта, имеющий индекс текучести расплава 0,5 г/10 мин (ASTM D-1238), плотность 0,917 г/куб. см (ASTM D-1505) и температуру плавления 121°C; приобретен у компании Westlake Chemical.
24. LLDPE-4: LL 10001.32; линейный сополимер этилена и бутена, полученный в газовой фазе с использованием катализатора Циглера-Натта, имеющий индекс текучести расплава 1,0 г/10 мин (ASTM D-1238), плотность 0,918 г/куб. см (ASTM D-1505) и температуру плавления 121°C; приобретен у компании ExxonMobil.
25. Repro-1: регенерат собственного приготовления из повторно переработанных отходов многоцелевой усадочной пленки, содержащий приблизительно 93,0% сополимера этилена и октена, 6,0% сополимера этилена и винилацетата и менее 1,0% других добавок.
26. Repro-2: регенерат собственного приготовления из повторно переработанных отходов многослойной пленки, содержащий приблизительно 22% полипропилена, 8% линейного полиэтилена низкой плотности, 20% нейтрализованного цинком сополимера этилена и метакриловой кислоты, 15% привитого малеиновым ангидридом полиэтилена, в общей сложности 24% полиамида 6 и 6/66 и 10% сополимера этилена и винилацетата.
27. Repro-3: регенерат собственного приготовления из повторно переработанных отходов многослойной пленки, содержащий приблизительно 50,6% линейного полиэтилена низкой плотности, 13,5% полиэтилена низкой плотности, 30,0% полиамида 6 и 5,9% гидролизованного сополимера этилена и винилацетата.
Пример 1 (сравнительный)
Изготовили многослойную пленку для сравнения, которая имела общую толщину 0,30 мил и следующую трехслойную структуру:
Слой 1:44% MDPE-1+40% EVA-1+16% МВ1 (20% общей толщины слоев 1-3)
Слой 2: 60% LLDPE-1+40% MDPE-1 (60% общей толщины слоев 1-3)
Слой 3: 44% MDPE-1+40% EVA-1+16% МВ1 (20% общей толщины слоев 1-3).
Пленку полностью соэкструдировали и затем подвергли ориентационному вытягиванию методом совместной экструзии с раздувкой, описанным выше и, например, в патентах US 3022543 и 4551380. Пленку сначала соэкструдировали в виде ленты с использованием кольцевой 5-слойной или 3-слойной матрицы с последующей закалкой водой после выхода из матрицы. Затем ленту подвергли облучению электронными лучами в дозе от около 15 до 35 килогрэй (приближенные значения) с целью вызвать сшивание и предварительно нагрели в печи с целью ориентации. Ленту ориентировали путем раздувки со степенью ориентационного вытягивания приблизительно 5×5 в продольном направлении (LD) и поперечном направлении (TD). Для закалки ориентированной пленки использовали кольцевой зазор для подачи воздуха. Затем раздутую пленку сплющили и смотали в рулон.
Пример 2 (сравнительный)
Способом, описанным в Сравнительном примере 1, изготовили многослойную пленку для сравнения, которая имела общую толщину 0,30 мил и следующую пятислойную структуру:
Слой 1: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% MB2 (12,5% общей толщины слоев 1-5);
Слой 2: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ3 (12,5% общей толщины слоев 1-5);
Слой 3: LLDPE-1 (50,0% общей толщины слоев 1-5);
Слой 4: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ3 (12,5% общей толщины слоев 1-5);
Слой 5: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% MB2 (12,5% общей толщины слоев 1-5).
Пример 3 (сравнительный)
Способом, описанным в Сравнительном примере 1, изготовили многослойную пленку для сравнения, которая имела общую толщину 0,60 мил и следующую пятислойную структуру:
Слой 1: 47,8% LLDPE-1+27,6% MDPE-1+14,5% EVA-1+14% МВ2 (12,5% общей толщины слоев 1-5);
Слой 2: 47,8% LLDPE-1+27,6% MDPE-1+14,5% EVA-1+14% МВ3 (12,5% общей толщины слоев 1-5);
Слой 3: LLDPE-1 (50,0% общей толщины слоев 1-5);
Слой 4: 47,8% LLDPE-1+27,6% MDPE-1+14,5% EVA-1+14% МВ3 (12,5% общей толщины слоев 1-5);
Слой 5: 47,8% LLDPE-1+27,6% MDPE-1+14,5% EVA-1+14% MB2 (12,5% общей толщины слоев 1-5).
Пример 4
Изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 44% MDPE-1+40% EVA-1+16% МВ1 (20% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,54% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 18, 18, 20, 22, 24, 26: 30% MDPE-1+70% LLDPE-1 (3,33% общей толщины слоев 1-29);
Слои 28, 29: 44% MDPE-1+40% EVA-1+16% МВ1 (20% общей толщины слоев 1-29).
Пленку полностью соэкструдировали и подвергли ориентационному вытягиванию методом раздувки, как описано в Примере 1. Тем не менее, пленку сначала соэкструдировали в виде ленты с использованием 29-слойной многослойной матрицы с последующей закалкой водой после выхода из матрицы. Использовали матрицу, описанную выше и проиллюстрированную на фиг.2, за исключением того, что узел формирования микрослоев содержал в общей сложности 25 микрослойных распределительных плит. В каждую из микрослойных распределительных плит подавали псевдоожиженный (расплавленный) полимер. Псевдоожиженный полимер подавали только в распределительные плиты 32a, b, d и e; в плиту 32с полимер не подавали. Полученная 29-слойная структура содержала сердцевину из 25 микрослоев (слои 3-27) плюс 4 более толстые слоя (слои 1-2 и 28-29). Толстые слои 1-2 находились с одной стороны сердцевины, а толстые слои 28-29 находились с другой стороны сердцевины, при этом слой 1 представлял собой один наружный слой, а слой 29 представлял собой другой наружный слой.
После экструзии ленту протянули через устройство сшивания, в котором ее подвергли облучению электронными лучами в дозе от 15 до 35 килогрэй (приближенные значения), а затем нагрели в печи до температуры ее ориентации. После этого ленту ориентировали путем раздувки со степенью ориентационного вытягивания приблизительно 5×5 в продольном направлении (LD) и поперечном направлении (TD) после выхода из печи и охладили воздухом, нагнетаемым из кольцевого зазора. Затем раздутую пленку сплющили и смотали в рулон.
Пример 5
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слой 1: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ2 (12,5% общей толщины слоев 1-29);
Слой 2: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 50% LLDPE-1+50% Repro-1 (2,09% общей толщины слоев 1-29);
Слой 28: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ3 (12,5% общей толщины слоев 1-29);
Слой 29: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% MB2 (12,5% общей толщины слоев 1-29).
Пример 6
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (25,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: VLDPE-3 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 60% LLDPE-1+40% MDPE-1 (2,08% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+20% МВ4 (25,0% общей толщины слоев 1-29).
Пример 7
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 42%-44% MDPE-2 (или 42%-44% MDPE-3)+38%-40% EVA-2+16%-20% МВ4 (20,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,5% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 40% MDPE-2 (или 40% MDPE-3)+60% LLDPE-1 (3,3% общей толщины слоев 1-29);
Слои 28, 29: 42%-44% MDPE-2 (или 42%-44% MDPE-3)+38%-40% EVA-2+16%-20% МВ4 (20,0% общей толщины слоев 1-29).
Пример 8
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (20,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: 50% VLDPE-1+50% LLDPE-2 (2,31% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: LLDPE-2 (2,50% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+22% МВ4 (20,0% общей толщины слоев 1-29).
Пример 9
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (20,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: 50% VLDPE-4+50% LLDPE-3 (2,31% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: LLDPE-3 (2,5% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+20% МВ4 (20,0% общей толщины слоев 1-29).
Пример 10
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (20,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: 50% VLDPE-5+50% LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: LLDPE-1 (2.92% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+20% МВ4 (20,0% общей толщины слоев 1-29).
Пример 11
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% MB4 (20,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: VLDPE-5 (1,54% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 60% LLDPE-1+40% MDPE-2 (3,33% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+20% МВ4 (20,0% общей толщины слоев 1-29).
Пример 12
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (25,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: 60% LLDPE-1+40% VLDPE-2 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10,12, 14, 16, 18, 20, 22, 24, 26: 50% MDPE-2+50% LLDPE-1 (2,08% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+20% МВ4 (25,0% общей толщины слоев 1-29).
Пример 13
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6x6 (TD×LD). Пленка имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 44% MDPE-1+40% EVA-1+16% МВ1 (20% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (2,31% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 50% MDPE-1+50% LLDPE-1 (2,50% общей толщины слоев 1-29);
Слои 28, 29: 44% MDPE-1+40% EVA-1+16% МВ1 (20% общей толщины слоев 1-29).
Пример 14
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6×6 (TD×LD). Пленка имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слой 1: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ2 (12,5% общей толщины слоев 1-29);
Слой 2: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ3 (12,5% общей толщины слоев 1-29);
Слои 3-27: LLDPE-1 (2,0% общей толщины слоев 1-29);
Слой 28: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ3 (12,5% общей толщины слоев 1-29);
Слой 29: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ2 (12,5% общей толщины слоев 1-29).
Пример 15
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6×6 (TD×LD). Пленка имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слой 1: 40% MDPE-1+40% EVA-1+20% МВ4 (20% общей толщины слоев 1-29);
Слой 2: 40% MDPE-1 (или 40% MDPE-2)+60% LLDPE-1 (10% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: VLDPE-1 (1,54% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: LLDPE-1 (1.67% общей толщины слоев 1-29);
Слой 28: 40% MDPE-1 (или 40% MDPE-2)+60% LLDPE-1 (10% общей толщины слоев 1-29);
Слой 29: 40% MDPE-1+40% EVA-1+20% МВ4 (20% общей толщины слоев 1-29).
Пример 16
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слой 1: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ2 (12,5% общей толщины слоев 1-29);
Слой 2: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ3 (12,5% общей толщины слоев 1-29);
Слои 3-27: LLDPE-1 (2,0% общей толщины слоев 1-29);
Слой 28: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ3 (12,5% общей толщины слоев 1-29);
Слой 29: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ2 (12,5% общей толщины слоев 1-29).
Пример 17
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что в микрослоистую часть добавили 36% по весу вторичного материала ("Repro-1"); полученная пленка имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слой 1: 42% MDPE-1+38% EVA-2+20% МВ4 (10% общей толщины слоев 1-29);
Слой 2: 42% MDPE-1+38% EVA-2+20% МВ4 (10% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,54% общей толщины слоев 1-29);
Слои 4, 6, 8,10, 12, 14, 16, 18, 20, 22, 24, 26: 10% LLDPE-1+90% Repro-1 (3,33% общей толщины слоев 1-29);
Слой 28: 42% MDPE-1+38% EVA-2+20% МВ4 (10% общей толщины слоев 1-29);
Слой 29: 42% MDPE-1+38% EVA-2+20% МВ4 (10% общей толщины слоев 1-29).
Пример 18
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что в микрослоистую часть добавили 40% по весу вторичного материала ("Repro-1"); полученная пленка имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слой 1: 42% MDPE-1+38% EVA-2+20% МВ4 (10% общей толщины слоев 1-29);
Слой 2: 42% MDPE-1+38% EVA-2+20% МВ4 (10% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: 60% LLDPE-1+40% Repro-1 (1,54% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 20% LLDPE-1+80% Repro-1 (3,33% общей толщины слоев 1-29);
Слой 28: 42% MDPE-1+38% EVA-2+20% МВ4 (10% общей толщины слоев 1-29);
Слой 29: 42% MDPE-1+38% EVA-2+20% МВ4 (10% общей толщины слоев 1-29).
Пример 19
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что в микрослоистую часть добавили 25% по весу вторичного материала ("Repro-1"); полученная пленка имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слой 1: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% MB2 (12,5% общей толщины слоев 1-29);
Слой 2: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ3 (12,5% общей толщины слоев 1-29);
Слои 3-27: 50% LLDPE-1+50% Repro-1 (2,0% общей толщины слоев 1-29);
Слой 28: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ3 (12,5% общей толщины слоев 1-29);
Слой 29: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% MB2 (12,5% общей толщины слоев 1-29).
Пример 20
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что в микрослоистую часть добавили 25% по весу вторичного материала ("Repro-2"); полученная пленка имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слой 1: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% (12,5% общей толщины слоев 1-29);
Слой 2: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% (12,5% общей толщины слоев 1-29);
Слои 3-27: 50% LLDPE-1+50% Repro-2 (2,0% общей толщины слоев 1-29);
Слой 28: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% МВ3 (12,5% общей толщины слоев 1-29);
Слой 29: 44,5% LLDPE-1+22,1% MDPE-1+13,4% EVA-1+20% MB2 (12,5% общей толщины слоев 1-29).
Пример 21
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слой 1:40% MDPE-1+40% EVA-1+20% МВ4 (20% общей толщины слоев 1-29);
Слой 2: 40% MDPE-1 (или 40% MDPE-2)+60% LLDPE-1 (10% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,54% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: VLDPE-1 (1,67% общей толщины слоев 1-29);
Слой 28: 40% MDPE-1 (или 40% MDPE-2)+60% LLDPE-1 (10% общей толщины слоев 1-29);
Слой 29: 40% MDPE-1+40% EVA-1+20% МВ4 (20% общей толщины слоев 1-29).
Пример 22
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6×6 (TD×LD). Пленка имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (25,91% общей толщины слоев 1-29);
Слои 3, 5, 7,9, 11, 13, 15, 17, 19, 21, 23, 25, 27: VLDPE-2 (2,21% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: SBS-2 (1,62% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+20% МВ4 (25,91% общей толщины слоев 1-29).
Пример 23
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (25,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: VLDPE-3 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 28: LLDPE-1 (2,08% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+20% МВ4 (25,0% общей толщины слоев 1-29).
Пример 24
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (25,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: EVA-3 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: MDPE-2 (2,08% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+20% МВ4 (25,0% общей толщины слоев 1-29).
Пример 25
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,30 мил и следующую 29-слойную структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (20,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: VLDPE-1 (1,54% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: LLDPE-2 (3,33% общей толщины слоев 1-29);
Слои 28,29: 42% MDPE-1+38% EVA-1+20% МВ4 (20,0% общей толщины слоев 1-29).
В следующих Примерах 26-35 описанные пленки изготавливали способом согласно Примеру 4 за исключением того, что из-за"волнистостей" (областей неравномерной толщины) ленты пленки не могли быть ориентированы путем раздувки. Предполагается, что такая волнистость образуется в результате чрезмерных различий в вязкости расположенных по соседству полимеров в микрослоистой части. Соответственно, волнистость может быть предотвращена путем осуществления стандартных экспериментов, например путем выбора для размещения по соседству в микрослоистой части полимеров, имеющих максимально близкие индексы текучести расплава, с сохранением при этом свойств, желательных для таких полимеров.
Пример 26
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (25% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: VLDPE-2 (2.68% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 28: SBS-2 (1,26% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+20% МВ4 (25% общей толщины слоев 1-29).
Пример 27
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (25,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: VLDPE-2 (1,9% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: MDPE-1 (2,1% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+20% МВ4 (25,0% общей толщины слоев 1-29).
Пример 28
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (20,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: VLDPE-4 (1,54% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: LLDPE-2 или LLDPE-3 (3,33% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+20% МВ4 (20,0% общей толщины слоев 1-29).
Пример 29
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слои 1, 2: 42% MDPE-1+38% EVA-1+20% МВ4 (20,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: 40% VLDPE-2+60% LLDPE-1 (3,08% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: MDPE-2 (1.67% общей толщины слоев 1-29);
Слои 28, 29: 42% MDPE-1+38% EVA-1+22% МВ4 (20,0% общей толщины слоев 1-29).
Пример 30
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слои 1, 2: 44% MDPE-1+40% EVA-1+16% МВ1 (20,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (2,77% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: MDPE-1 (2,00% общей толщины слоев 1-29);
Слои 28, 29: 44% MDPE-1+40% EVA-1+16% МВ1 (20,0% общей толщины слоев 1-29).
Пример 31
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слои 1, 2: 44% MDPE-1+40% EVA-1+16% МВ1 (20,0% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (2,31% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 80% MDPE-1+20% LLDPE-1 (2,50% общей толщины слоев 1-29);
Слои 28, 29: 44% MDPE-1+40% EVA-1+16% МВ1 (20,0% общей толщины слоев 1-29).
Пример 32
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слой 1: 40% MDPE-1+40% EVA-1+20% МВ4 (20% общей толщины слоев 1-29);
Слой 2: MDPE-1 (10% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: VLDPE-1 (1,54% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: LLDPE-1 (1,67% общей толщины слоев 1-29);
Слой 28: MDPE-1 (10% общей толщины слоев 1-29);
Слой 29: 40% MDPE-1+40% EVA-1+20% МВ4 (20% общей толщины слоев 1-29).
Пример 33
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слой 1: 40% MDPE-1+40% EVA-1+20% МВ4 (16,5% общей толщины слоев 1-29);
Слой 2: 40% MDPE-1+40% VLDPE-1+20% МВ4 (13% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: SBS-1 (1,53% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 50% MDPE-1+50% VLDPE-1 (1.75% общей толщины слоев 1-29);
Слой 28: 40% MDPE-1+40% VLDPE-1+20% МВ4 (13% общей толщины слоев 1-29);
Слой 29: 40% MDPE-1+40% EVA-1+20% МВ4 (16,5% общей толщины слоев 1-29).
Пример 34
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слой 1: 40% MDPE-1+40% EVA-1+20% МВ4 (16,5% общей толщины слоев 1-29);
Слой 2: 40% MDPE-1+40% VLDPE-1+20% МВ4 (13% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: 70% SBS-1+30% SBS-2 (1,53% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 50% MDPE-1+50% VLDPE-1 (1.75% общей толщины слоев 1-29);
Слой 28: 40% MDPE-1+40% VLDPE-1+20% МВ4 (13% общей толщины слоев 1-29);
Слой 29: 40% MDPE-1+40% EVA-1+20% МВ4 (16,5% общей толщины слоев 1-29).
Пример 35
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру при заданной толщине пленки 0,30 мил:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-1 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слои 3-27: 50% LLDPE-1+50% Repro-3 (2,0% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-1 (12,5% общей толщины слоев 1-29).
Пример 36
Пленки согласно Примерам 1-25 подвергли следующим испытаниям.
1) Прочность на разрыв и относительное удлинение на пределе текучести, измеренная в направлении экструзии (MD) и поперечном направлении (TD) в соответствии ASTM D-882; прочность на разрыв выражается в фунт/кв. дюйм, а удлинение выражается в процентах.
2) Модуль упругости измеряется в направлении экструзии (MD) и поперечном направлении (TD) в соответствии ASTM D-882; выражается в фунт/кв. дюйм.
3) Сопротивление разрыву методом маятника (сопротивления разрыву по Элмендорфу) измеряется в направлении экструзии (MD) и поперечном направлении (TD) в соответствии ASTM D-1922-06a с целью определения среднего усилия для распространения разрыва на определенное расстояние по длине пленки после начала разрыва с использованием прибора системы Элмендорфа для испытания на разрыв, выражается в граммах/мил (нормированная величина в зависимости от толщины испытываемой пленки) и граммах (фактическая величина, т.е. независимо от толщины испытываемой пленки).
4) Ударная вязкость при приборном воздействии измеряется в соответствии ASTM D3763-06 с целью определения прочности пластмасс на быстрый прокол с использованием датчиков нагрузки и смещения; служит для установления зависимости деформаций от нагрузок у пластмасс в условиях преимущественно многоосных деформаций на скоростях соударения; выражается как пиковая нагрузка в фунтах-силах (фс - фактическая величина) и фс/мил (нормированная величина).
5) Сопротивление началу разрыва (образец Грейвза) измеряется в направлении экструзии (MD) и поперечном направлении (TD) в соответствии ASTM D-1004 с целью определения усилия начала разрыва; выражается в граммах/мил.
6) Сопротивление распространению разрыва (раздвоенному разрыву) измеряется в направлении экструзии (MD) и поперечном направлении (TD) в соответствии ASTM D-1938; выражается в граммах/мил.
7) Свободная усадка измеряется в направлении экструзии (MD) и поперечном направлении (TD) в соответствии ASTM D-2732-03; свободная усадка выражается в процентах.
8) Мутность измеряется в соответствии ASTM D-1003; выражается в процентах.
9) Прозрачность измеряется в соответствии ASTM D-1746; выражается в процентах.
10) Блеск измеряется в соответствии ASTM D2457; выражается в процентах. Результаты испытаний приведены в Таблицах 1-4.
Пример 37
В этом примере пленки согласно Примерам 1-25 подвергли испытанию в автомате для упаковывания в термоусадочную пленку. Деревянные коробки для испытания размером 10 дюймов × 7 дюймов × 2 дюйма каждая подали в упаковочный/запечатывающий автомат OMNI SLRS производства компании Shanklin, в котором каждую коробку автоматически упаковали и тепловым способом запечатали в упаковку, образованную каждой из пленок согласно Примерам 1-25. При упаковывании автомат направлял пленку перпендикулярно направлению движения коробки, затем формировал из пленки полурукав и изменял направление движения пленки, в результате чего в процессе движения происходило обертывание каждой коробки полурукавной пленкой. После этого автомат запечатывал открытый продольный край вблизи каждой коробки, чтобы сформировать "боковой шов", затем выполнял поперечные швы ("торцевые швы") до и после каждой коробки, чтобы завершить упаковывание.
Затем каждую из упакованных коробок переместили из упаковочного/запечатывающего автомата OMNI SLRS в термоусадочную камеру GT-71 производства компании Shanklin, в которой на запечатанные коробки направили нагретый воздух, под действием которого пленка дала плотную и равномерную усадку вокруг коробок.
В упаковочном/запечатывающем автомате OMNI SLRS Shanklin использовали следующие установочные параметры:
i) температура боковых швов = 350-400°F;
ii) температура торцевых швов = 350-400°F;
iii) скорость = 40 фут/мин ("футов в минуту").
В термоусадочной камере GT-71 Shanklin использовали следующие установочные параметры:
i) температура в камере = 250°F, 275°F, 300°F, 325°F, 350°F;
ii) скорость в камере = 40 фут/мин, 70 фут/мин, 100 фут/мин.
Использовали каждую из пленок согласно Примерам 1-25 для упаковывания и запечатывания коробок в автомате OMNI SLRS Shanklin при заданных установочных параметрах. Затем упакованные коробки пропустили через термоусадочную камеру со скоростью подачи нагретого воздуха 40 фут/мин и температурой 250°F. В общей сложности через камеру при этой скорости и температуре пропустили 10 упакованных коробок. При такой же температуре через камеру пропустили еще 10 упакованных коробок при скорости подачи нагретого воздуха 70 фут/мин и еще 10 коробок при скорости 100 фут/мин. Весь процесс повторяли при повышении температуры в термоусадочной камере с интервалом 25°F до достижения максимальной температуры 350°F.
Таким способом из каждой из пленок согласно Примерам 1-25 было изготовлено 150 упаковок, которые затем оценили по следующим показателям.
1. Прогорания - общее число упаковок, в которых пленка расплавилась и раскрылась из-за избытка тепла (обычно сверху), в результате чего образовалось отверстие размером более десятицентовой монеты.
2. Подгорания - общее число участков у каждой из упаковок, на которых пленка побелела (что известно как образование ореолов) обычно из-за воздействия сильного тепла на участках тонкой пленки после усадки.
3. Нарушения герметичности - общее число упаковок с нарушенными швами, длина или диаметр которых превышает 1/8 дюйма.
Результаты приведены в Таблицах 5-8.
Приведенные результаты показывают, что термоусадочные пленки согласно настоящему изобретению обладают достаточной термостойкостью и жесткостью, чтобы выдерживать операции, осуществляемые в промышленном оборудовании для упаковывания в термоусадочную пленку.
Пример 38
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3-27: LLDPE-1 (2,0% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 39
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% MB-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% MB-3 (12,5% общей толщины слоев 1-29);
Слои 3-27: 50% LLDPE-1+50% Repro-1 (2,0% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 40
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3-27: LLDPE-4 (2,0% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 41
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3-27: LLDPE-2 (2,0% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 42
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3-27: 50% LLDPE-1+50% Repro-3 (2,0% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 43
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что ленту не подвергали сшиванию; пленка имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3-27: LLDPE-1 (2,0% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 44
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что ленту подвергли сшиванию путем облучения в дозе от около 45 и 90 килогрэй; пленка имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3-27: LLDPE-1 (2,0% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 45
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (7.1% общей толщины слоев 1-29);
Слои 3, 6, 9, 12, 15, 18, 21, 24, 27: LLDPE-1 (2,78% общей толщины слоев 1-29);
Слои 4, 7, 10, 13, 16, 19, 22, 25: LLDPE-1 (2.24% общей толщины слоев 1-29);
Слои 5, 8, 11, 14, 17, 20, 23, 26: Repro-1 (0,89% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (17,9% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 46
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (7.1% общей толщины слоев 1-29);
Слои 3, 6, 9, 12, 15, 18, 21, 24, 27: LLDPE-1 (2,78% общей толщины слоев 1-29);
Слои 4, 7, 10, 13, 16, 19, 22, 25: LLDPE-1 (2.24% общей толщины слоев 1-29);
Слои 5, 8, 11, 14, 17, 20, 23, 26: 50% LLDPE-1+50% Repro-1 (0,89% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (17,9% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% MB-2 (12,5% общей толщины слоев 1-29).
Пример 47
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (7.1% общей толщины слоев 1-29);
Слои 3, 6, 9, 12, 15, 18, 21, 24, 27: LLDPE-1 (2,38% общей толщины слоев 1-29);
Слои 4, 7, 10, 13, 16, 19, 22, 25: 50% LLDPE-1+50% Repro-1 (1,79% общей толщины слоев 1-29);
Слои 5, 8, 11, 14, 17, 20, 23, 26: 50% LLDPE-1+50% Repro-1 (1,79% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (17,9% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 48
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3(12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9,11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 60% LLDPE-1+40% MDPE-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 49
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2(12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 55.6% LLDPE-1+27,6% MDPE-1+16,8% EVA-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 50 (сравнительный)
Способом, описанным в Сравнительном примере 1, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,52 мил и следующую пятислойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-5);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-5);
Слой 3: LLDPE-1 (50,0% общей толщины слоев 1-29);
Слой 4: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-5);
Слой 5: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-5).
Пример 51
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,52 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2(12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% MB-3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 50% LLDPE-1+50% Repro-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 52 (сравнительный)
Способом, описанным в Сравнительном примере 1, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,75 мил и следующую пятислойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-5);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-5);
Слой 3: LLDPE-1 (50,0% общей толщины слоев 1-5);
Слой 4: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-5);
Слой 5: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-5).
Пример 53
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 0,75 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9,11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 50% LLDPE-1+50% Repro-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% MB-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% MB-2 (12,5% общей толщины слоев 1-29).
Пример 54 (сравнительный)
Способом, описанным в Сравнительном примере 1, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 1,00 мил и следующую пятислойную структуру:
Слой 1: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-5);
Слой 2: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-5);
Слой 3: LLDPE-1 (55.0% общей толщины слоев 1-5);
Слой 4: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-5);
Слой 5: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-5).
Пример 55
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 1,00 мил и следующую 29-слойную структуру:
Слой 1: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-29);
Слой 2: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-29);
Слои 3, 5, 7, 9,11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (2,12% общей толщины слоев 1-29);
Слои 4, 6, 8, 10,12, 14, 16, 18, 20, 22, 24, 26: 50% LLDPE-1+50% Repro-1 (2,29% общей толщины слоев 1-29);
Слой 28: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-29);
Слой 29: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-29).
Пример 56
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 1,00 мил и следующую 29-слойную структуру:
Слой 1: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-29);
Слой 2: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1.48% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 60% LLDPE-1+40% MDPE-1 (2.98% общей толщины слоев 1-29);
Слой 28: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-29);
Слой 29: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-29).
Пример 57
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 1,00 мил и следующую 29-слойную структуру:
Слой 1: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-29);
Слой 2: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (2,12% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 55.6% LLDPE-1+27,6% MDPE-1+16,8% EVA-1 (2,29% общей толщины слоев 1-29);
Слой 28: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-29);
Слой 29: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-29).
Пример 58 (сравнительный)
Способом, описанным в Сравнительном примере 1, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленка была ориентирована со степенью растяжения 4x4, при этом пленка имела общую толщину 2,00 мил и следующую трехслойную структуру:
Слой 1: 50,0% LLDPE-1+25,0% MDPE-1+17.0% EVA-1+8.0% MB-5 (17.5% общей толщины слоев 1-3);
Слой 2: LLDPE-1 (65,0% общей толщины слоев 1-3);
Слой 3: 50,0% LLDPE-1+25,0% MDPE-1+17.0% EVA-1+8.0% МВ-5 (17.5% общей толщины слоев 1-3).
Пример 59 (сравнительный)
Способом, описанным в Сравнительном примере 1, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленка была ориентирована со степенью растяжения 3,5×3,5, при этом пленка имела общую толщину 2,00 мил и следующую пятислойную структуру:
Слой 1: 50,0% LLDPE-1+40,0% EVA-1+10,0% МВ-8 (20,0% общей толщины слоев 1-5);
Слой 2: 80% VLDPE-1+20% EVA-1 (25,0% общей толщины слоев 1-5);
Слой 3: SBS-2 (10,0% общей толщины слоев 1-5);
Слой 4: 80% VLDPE-1+20% EVA-1 (25,0% общей толщины слоев 1-5);
Слой 5: 50,0% LLDPE-1+40,0% EVA-1+10,0% МВ-6 (20,0% общей толщины слоев 1-5).
Пример 60
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленка была ориентирована со степенью растяжения 4x4, при этом пленка имела общую толщину 2,00 мил и следующую 29-слойную структуру:
Слой 1: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-29);
Слой 2: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (2,12% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 50% LLDPE-1+50% Repro-1 (2,29% общей толщины слоев 1-29);
Слой 28: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-29);
Слой 29: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-29).
Пример 61
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленка была ориентирована со степенью растяжения 4×4; при этом пленка имела общую толщину 2,00 мил и следующую 29-слойную структуру:
Слой 1: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-29);
Слой 2: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1.48% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 60% LLDPE-1+40% MDPE-1 (2.98% общей толщины слоев 1-29);
Слой 28: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-29);
Слой 29: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-29).
Пример 62
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленка была ориентирована со степенью растяжения 4×4; при этом пленка имела общую толщину 2,00 мил и следующую 29-слойную структуру:
Слой 1: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-29);
Слой 2: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (2,12% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 55.6% LLDPE-1+27,6% MDPE-1+16,8% EVA-1 (2,29% общей толщины слоев 1-29);
Слой 28: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-29);
Слой 29: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-29).
Пример 63
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6×6 (TD×LD). Пленка имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26 50% LLDPE-1+50% Repro-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 64
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6×6 (TD×LD). Пленка имела общую толщину 0,60 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 60% LLDPE-1+40% MDPE-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 65
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6×6 (TD×LD). Пленка имела общую толщину 0,59 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, И, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26 55.6% LLDPE-1+27,6% MDPE-1+18,8% EVA-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 66
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6×6 (TD×LD). Пленка имела общую толщину 0,69 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 50% LLDPE-1+50% Repro-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% MB-2 (12,5% общей толщины слоев 1-29).
Пример 67
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6×6 (TD×LD). Пленка имела общую толщину 0,71 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 60% LLDPE-1+40% MDPE-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 68
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6×6 (TD×LD). Пленка имела общую толщину 0,76 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9,11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 55.6% LLDPE-1+27,6% MDPE-1+16,8% EVA-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 69
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6×6 (TD×LD). Пленка имела общую толщину 0,68 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+.14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10,12, 14, 16, 18, 20, 22, 24, 26: 50% LLDPE-1+50% Repro-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 70
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6×6 (TD×LD). Пленка имела общую толщину 0,70 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 60% LLDPE-1+40% MDPE-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% MB-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% MB-2 (12,5% общей толщины слоев 1-29).
Пример 71
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что пленку подвергли ориентационному вытягиванию путем раздувки со степенью ориентационного вытягивания 6×6 (TD×LD). Пленка имела общую толщину 0,66 мил и следующую 29-слойную структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слои 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25, 27: LLDPE-1 (1,92% общей толщины слоев 1-29);
Слои 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24, 26: 55.6% LLDPE-1+27,6% MDPE-1+16,8% EVA-1 (2,08% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (12,5% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 72
Способом, описанным в Примере 4 изобретения, изготовили многослойную пленку согласно настоящему изобретению за исключением того, что, как показано на фиг.8, микрослоистая часть пленки находилась снаружи раздутой рукавной пленки, а основные слои находились внутри рукавной пленки. Раздутую рукавную пленку сплющили и сварили таким образом, что внутренние основные слои склеились друг с другом. Полученная усадочная пленка имела микрослоистую часть на обеих наружных поверхностях (оболочках) и пять основных слоев посередине, образующих сердцевину пленки, при этом пленка содержала в общей сложности 55 слоев и имела общую толщину 1,06 мил.
Слои 1, 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25: 80,0% LLDPE-1+20,0% МВ-2 (8,14% общей толщины слоев 1-55);
Слои 2, 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24: LLDPE-1 (8,14% общей толщины слоев 1-55);
Слой 26: 80,0% LLDPE-1+20,0% МВ-3 (5,45% общей толщины слоев 1-55);
Слой 27: LLDPE-1 (25,55% общей толщины слоев 1-55);
Слой 28: EVA-4 (5,45% общей толщины слоев 1-55);
Слой 29: LLDPE-1 (25,55% общей толщины слоев 1-55);
Слой 30: 80,0% LLDPE-1+20,0% МВ-3 (5,45% общей толщины слоев 1-55);
Слои 32, 34, 36, 38, 40, 42, 44, 46, 48, 50, 52, 54: LLDPE-1 (8,14% общей толщины слоев 1-55);
Слои 31, 33, 35, 37, 39, 41, 43, 45, 47, 49, 51, 53, 55: 80,0% LLDPE-1+20,0% МВ-2 (8,14% общей толщины слоев 1-55).
Пример 73 (сравнительный)
Способом, описанным в Сравнительном примере 1, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 1,25 мил и следующую пятислойную структуру:
Слой 1: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-5);
Слой 2: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-5);
Слой 3: LLDPE-1 (55.0% общей толщины слоев 1-5);
Слой 4: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-3 (14,6% общей толщины слоев 1-5);
Слой 5: 50,04% LLDPE-1+24,84% MDPE-1+15,12% EVA-1+10,00% МВ-2 (7,9% общей толщины слоев 1-5).
Пример 74
Способом, описанным в Примере 72 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 1,20 мил и следующую 55-слойную структуру:
Слои 1, 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25: 80,0% LLDPE-1+20,0% МВ-2 (8,1% общей толщины слоев 1-55);
Слои 2, 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24: 60% MDPE-1+40% EVA-1 (6,52% общей толщины слоев 1-55),
Слой 26: 80,0% LLDPE-1+20,0% МВ-3 (6,52% общей толщины слоев 1-55);
Слой 27: LLDPE-1 (25,59% общей толщины слоев 1-55);
Слой 28: EVA-4 (6,52% общей толщины слоев 1-55);
Слой 29: LLDPE-1 (25,59% общей толщины слоев 1-55);
Слой 30: 80,0% LLDPE-1+20,0% МВ-3 (6,52% общей толщины слоев 1-55);
Слои 32, 34, 36, 38, 40, 42, 44, 46, 48, 50, 52, 54: 60% MDPE-1+40% EVA-1 (6,52% общей толщины слоев 1-55);
Слои 31, 33, 35, 37, 39, 41, 43, 45, 47, 49, 51, 53, 55: 80,0% LLDPE-1+20,0% МВ-2 (8,1% общей толщины слоев 1-55).
Пример 75
Способом, описанным в Примере 72 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 1,26 мил и следующую 55-слойную структуру:
Слои 1, 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25: 80,0% LLDPE-1+20,0% МВ-2 (8,1% общей толщины слоев 1-55);
Слои 2, 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24: LLDPE-1 (6,52% общей толщины слоев 1-55);
Слой 26: 80,0% LLDPE-1+20,0% МВ-3 (6,52% общей толщины слоев 1-55);
Слой 27: LLDPE-1 (25,59% общей толщины слоев 1-55);
Слой 28: EVA-4 (6,52% общей толщины слоев 1-55);
Слой 29: LLDPE-1 (25,59% общей толщины слоев 1-55);
Слой 30: 80,0% LLDPE-1+20,0% МВ-3 (6,52% общей толщины слоев 1-55);
Слои 32, 34, 36, 38, 40, 42, 44, 46, 48, 50, 52, 54: LLDPE-1 (6,52% общей толщины слоев 1-55);
Слои 31, 33, 35, 37, 39, 41, 43, 45, 47, 49, 51, 53, 55: 80,0% LLDPE-1+20,0% МВ-2 (8,1% общей толщины слоев 1-55).
Пример 76
Способом, описанным в Примере 72 изобретения, изготовили многослойную пленку согласно настоящему изобретению, которая имела общую толщину 1,34 мил и следующую 55-слойную структуру:
Слои 1, 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25: 80,0% LLDPE-1+20,0% МВ-2 (8,1% общей толщины слоев 1-55);
Слои 2, 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24: 60,0% MDPE-1+40,0% EVA-1 (6,52% общей толщины слоев 1-55);
Слой 26: LLDPE-1 (6,52% общей толщины слоев 1-55);
Слой 27: LLDPE-1 (25,59% общей толщины слоев 1-55);
Слой 28: EVA-4 (6,52% общей толщины слоев 1-55);
Слой 29: LLDPE-1 (25,59% общей толщины слоев 1-55);
Слой 30: LLDPE-1 (6,52% общей толщины слоев 1-55);
Слои 32, 34, 36, 38, 40, 42, 44, 46, 48, 50, 52, 54: 60,0% MDPE-1+40,0% EVA-1 (6,52% общей толщины слоев 1-55);
Слои 31, 33, 35, 37, 39, 41, 43, 45, 47, 49, 51, 53, 55: 80,0% LLDPE-1+20,0% МВ-2 (8,1% общей толщины слоев 1-55).
Описанные в следующих Примерах 77-81 пленки изготовили в соответствии Примером 4 за исключением того, что из-за сложности обработки пленки было невозможно ориентировать.
Пример 77
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (16,05% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (8.90% общей толщины слоев 1-29);
Слои 3, 6, 9, 12, 15, 18, 21, 24, 27: LLDPE-1 (2,78% общей толщины слоев 1-29);
Слои 4, 7, 10, 13, 16, 19, 22, 25: LLDPE-1 (1,58% общей толщины слоев 1-29);
Слои 5, 8, 11, 14, 17, 20, 23, 26: LLDPE-1 (1,56% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (8.90% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (16,05% общей толщины слоев 1-29).
Пример 78
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слой 1: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (7.02% общей толщины слоев 1-29);
Слои 3, 6, 9, 12, 15, 18, 21, 24, 27: LLDPE-1 (2,78% общей толщины слоев 1-29);
Слои 4, 7, 10, 13, 16, 19, 22, 25: LLDPE-1 (1,56% общей толщины слоев 1-29);
Слои 5, 8, 11, 14, 17, 20, 23, 26: LLDPE-1 (1,56% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (19.3% общей толщины слоев 1-29);
Слой 29: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (12,5% общей толщины слоев 1-29).
Пример 79
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слой 1: 43,03% LLDPE-1+21,36% MDPE-1+13.00% EVA-1+22,6% МВ-2 (16,07% общей толщины слоев 1-29);
Слой 2: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-3 (8,93% общей толщины слоев 1-29);
Слои 3, 6, 9, 12, 15, 18, 21, 24, 27: LLDPE-1 (2,78% общей толщины слоев 1-29);
Слои 4, 7, 10, 13, 16, 19, 22, 25: LLDPE-1 (1,56% общей толщины слоев 1-29);
Слои 5, 8, 11, 14, 17, 20, 23, 26: LLDPE-1 (1,56% общей толщины слоев 1-29);
Слой 28: 47,8% LLDPE-1+23,7% MDPE-1+14,5% EVA-1+14% МВ-2 (8,93% общей толщины слоев 1-29);
Слой 29: 43,03% LLDPE-1+21,36% MDPE-1+13.00% EVA-1+22,6% МВ-2 (16,07% общей толщины слоев 1-29).
Пример 80
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слой 1: 43,03% LLDPE-1+21,36% MDPE-1+13.00% EVA-1+22,6% МВ-2 (14,29% общей толщины слоев 1-29);
Слой 2: 43,03% LLDPE-1+21,36% MDPE-1+13.00% EVA-1+22,6% МВ-2 (7,14% общей толщины слоев 1-29);
Слои 3, 6, 9, 12, 15, 18, 21, 24, 27: LLDPE-1 (2,78% общей толщины слоев 1-29);
Слои 4, 7, 10, 13, 16, 19, 22, 25: LLDPE-1 (1,56% общей толщины слоев 1-29);
Слои 5, 8, 11, 14, 17, 20, 23, 26: LLDPE-1 (1,56% общей толщины слоев 1-29);
Слой 28: 43,03% LLDPE-1+21,36% MDPE-1+13.00% EVA-1+22,6% МВ-2 (14,29% общей толщины слоев 1-29);
Слой 29: 43,03% LLDPE-1+21,36% MDPE-1+13.00% EVA-1+22,6% МВ-2 (14,29% общей толщины слоев 1-29).
Пример 81
Через кольцевую 29-слойную матрицу соэкструдировали многослойную пленку, которая имела следующую структуру:
Слои 1, 3, 5, 7, 9, 11, 13, 15, 17, 19, 21, 23, 25: 80,0% LLDPE-1+20,0% МВ-2 (6,64% общей толщины слоев 1-55);
Слои 2, 4, 6, 8, 10, 12, 14, 16, 18, 20, 22, 24: 60,0% MDPE-1+40,0% EVA-1 (8,30% общей толщины слоев 1-55);
Слой 26: LLDPE-1 (6,64% общей толщины слоев 1-55);
Слой 27: LLDPE-1 (25,23% общей толщины слоев 1-55);
Слой 28: EVA-4 (6,47% общей толщины слоев 1-29);
Слой 29: LLDPE-1 (25,23% общей толщины слоев 1-55);
Слой 30: LLDPE-1 (6,64% общей толщины слоев 1-55);
Слои 32, 34, 36, 38, 40, 42, 44, 46, 48, 50, 52, 54: 60,0% MDPE-1+40,0% EVA-1 (8,30% общей толщины слоев 1-55);
Слои 31, 33, 35, 37, 39, 41, 43, 45, 47, 49, 51, 53, 55: 80,0% LLDPE-1+20,0% МВ-2 (6,64% общей толщины слоев 1-55).
Результаты испытаний приведены в Таблицах 9-14.
Хотя изобретение было описано со ссылкой на иллюстрирующие его примеры, специалисты в данной области техники смогут внести в него различные усовершенствования, не выходящие за пределы объема следующей далее формулы изобретения.
Реферат
Настоящее изобретение относится к многослойным термоусадочным пленкам, содержащим множество микрослоев. Техническим результатом заявленного изобретения является повышение прочности термоусадочной пленки. Технический результат достигается в многослойной термоусадочной пленке, содержащей основной слой и микрослоистую часть, содержащую множество микрослоев. При этом микрослоистая часть содержит по меньшей мере 10 микрослоев. Причем каждый из микрослоев и основной слой имеют толщину, а соотношение толщины любого из микрослоев и толщины основного слоя составляет от около 1:2 до около 1:40. Полученная термоусадочная пленка имеет толщину менее чем 0,7 мил и сопротивление разрыву по Элмендорфу (ASTM D1922-06a) по меньшей мере 10 г, измеренное по меньшей мере в одном направлении по длине или ширине пленки. 2 н. и 12 з.п. ф-лы, 8 ил., 14 табл., 81 пр.
Формула
а) основной слой и
б) микрослоистую часть, содержащую множество микрослоев, при этом указанная микрослоистая часть содержит по меньшей мере 10 микрослоев;
при этом каждый из микрослоев и основной слой имеют толщину, а соотношение толщины любого из микрослоев и толщины основного слоя составляет от около 1:2 до около 1:40, и
термоусадочная пленка имеет толщину менее чем 0,7 мил и сопротивление разрыву по Элмендорфу (ASTM D1922-06a) по меньшей мере 10 г, измеренное по меньшей мере в одном направлении по длине или ширине пленки.
А/В,
в которой
А означает микрослой, содержащий один или несколько полимеров,
В означает микрослой, содержащий смесь двух или более полимеров, и
А имеет состав, отличающийся от состава В.
а) путем экструзии формируют основной слой,
б) путем совместной экструзии формируют по меньшей мере 10 микрослоев, образующих микрослоистую часть,
в) соединяют основной слой и микрослоистую часть, чтобы получить многослойную пленку, и
г) осуществляют ориентационное вытягивание многослойной пленки в условиях, придающих пленке способность к термоусадке,
при этом каждый из микрослоев и основной слой имеют толщину, а соотношение толщины любого из микрослоев и толщины основного слоя составляет от около 1:2 до около 1:40,
указанная пленка имеет общую свободную усадку (ASTM D2732-03) по меньшей мере около 10% при 200°F, и
указанная термоусадочная пленка имеет сопротивление разрыву по Элмендорфу (ASTM D1922-06a) по меньшей мере 30 г/мил, измеренное по меньшей мере в одном направлении по длине или ширине пленки.
Документы, цитированные в отчёте о поиске
Многослойная пленка, способ ее получения и груз, упакованный с использованием пленки
Многослойная пленка для упаковки сыра, упаковка и способ ее изготовления
Комментарии