Матрица, система и способ совместной экструзии множества жидкостных слоев - RU2500532C2
Код документа: RU2500532C2
Чертежи




Описание
Предпосылки создания изобретения
Настоящее изобретение относится к матрице для совместной экструзии, более точно, к матрице для совместной экструзии, содержащей узел формирования микрослоев и одну или несколько распределительных плит для получения соэкструдированных пленок, содержащих как микрослои, так и более толстые, обычные слои.
Совместная экструзия представляет собой один из методов получения многослойной пластмассовой (полимерной) пленки путем соединения друг с другом двух или более расплавленных полимеров в матрице, в которой из них формируется пленка в целом трубчатой или плоской формы, образованная наложенными друг на друга слоями, которая затем экструдируется через кольцевой или щелевой канал в матрице. После выхода из матрицы еще расплавленная многослойная пленка подвергается воздействию среды, температура которой поддерживается ниже точки плавления образующих пленку полимерных слоев, в результате чего происходит сцепление расплавленных слоев друг с другом по мере их охлаждения и отверждения.
Как правило, на выходе из матрицы многослойные пленки имеют толщину в пределах 50-200 мил, но до окончательного отверждения пленки обычно вытягивают, чтобы увеличить площадь их поверхности и уменьшить окончательную толщину до величины от около 0,5 до около 50 мил. Как правило, обычные многослойные пленки содержат 3-10 слоев, при этом до вытяжки и утончения, т.е. при нахождении в матрице каждый такой слой имеет толщину, как правило, от около 20 до 100 мил.
Экструзия микрослоев представляет собой один из методов увеличения общего числа слоев в многослойной пленке заданной толщины за счет уменьшения толщины слоев, образующих пленку. Так, если обычные слои, как правило, имеют толщину 20-100 мил при нахождении внутри матрицы (т.е. до вытяжки и утончения), микрослои при нахождении внутри матрицы, как правило, имеют толщину около 1-20 мил. Тем самым состоящие из микрослоев пленки могут содержать значительно более 10 слоев, например, 20, 30, 40, 50 или более слоев. Установлено, что такие состоящие из микрослоев пленки обладают некоторыми выгодными свойствами по сравнению с обычными пленками, содержащими меньшее число более толстых слоев, например, улучшенными механическими свойствами, такими как более высокое сопротивление разрушению при многократном изгибе и прочность на прокол. Во многих областях применения более толстые слои желательно сочетать с микрослоями. Такие более толстые слои часто превосходят микрослои с точки зрения таких функций, как теплоизоляция и устойчивость к неправильному обращению.
К сожалению, оказалось, что сочетание тонких слоев, таких как микрослои с относительно толстыми слоями и при этом сохранение физической целостности и независимых свойств тонких слоев является сложной задачей. Это в основном является следствием межфазной неустойчивости потоков, которая имеет место при соединении в матрице микрослоев и более толстых слоев. Такая межфазная неустойчивость потоков вызвана тем, что более толстые слои, наплывающие на микрослои, создают более мощные сдвигающие усилия, возникающие за счет более высокого удельного массового расхода более толстых слоев по сравнению с микрослоями. Проистекающая из этого потеря целостности и независимых характеристик микрослоев ослабляет или даже ликвидирует их выгодные свойства.
Соответственно, в технике существует задача создания усовершенствованной матрицы, которая позволяет сочетать микрослои с обычными, более толстыми слоями и при этом сохранять физическую целостность и независимые свойства микрослоев.
Краткое изложение сущности изобретения
Эта задача решена в настоящем изобретении, согласно одной из особенностей которого предложена матрица для совместной экструзии множества жидкостных слоев, содержащая:
а) пуансон для начального формообразования,
б) одну или несколько распределительных плит, каждая из которых имеет канал для впуска жидкости и канал для выпуска жидкости, при этом канал для выпуска жидкости из каждой из плит гидравлически сообщается с пуансоном для начального формообразования и служит для осаждения жидкостного слоя на пуансон для начального формообразования, и
в) узел формирования микрослоев, содержащий:
(1) пуансон для формирования микрослоев и
(2) множество микрослойных распределительных плит, каждая из которых имеет канал для впуска жидкости и канал для выпуска жидкости, при этом канал для выпуска жидкости из каждой из микрослойных распределительных плит гидравлически сообщается с пуансоном для формирования микрослоев и служит для осаждения жидкостного микрослоя на пуансон для формирования микрослоев, а микрослойные распределительные плиты служат для обеспечения заданной последовательности осаждения микрослоев на пуансон для формирования микрослоев с целью получения преимущественно единообразной микрослоистой жидкой массы на пуансоне для формирования микрослоев, который гидравлически сообщается с пуансоном для начального формообразования, в результате чего микрослоистая жидкая масса вытекает из пуансона для формирования микрослоев на пуансон для начального формообразования.
Согласно другой особенности изобретения предложена система совместной экструзии множества жидкостных слоев, содержащая описанную выше матрицу и один или несколько экструдеров, гидравлически сообщающихся с матрицей и служащих для подачи одной или нескольких жидкостей в матрицу.
Согласно одной из дополнительных особенностей изобретения предложен способ совместной экструзии множества жидкостных слоев, в котором:
а) направляют жидкость на пуансон для начального формообразования через распределительную плиту, которая имеет канал для впуска жидкости и канал для выпуска жидкости, при этом канал для выпуска жидкости из плиты гидравлически сообщается с пуансоном для начального формообразования и служит для осаждения на пуансон для начального формообразования жидкости в виде слоя,
б) формируют на пуансоне для формирования микрослоев преимущественно единообразную, микрослоистую жидкую массу путем направления по меньшей мере одной дополнительной жидкости через узел формирования микрослоев, который содержит множество микрослойных распределительных плит, каждая из которых имеет канал для впуска жидкости и канал для выпуска жидкости, при этом канал для выпуска жидкости из каждой из микрослойных распределительных плит гидравлически сообщается с пуансоном для формирования микрослоев и служит для осаждения жидкостного микрослоя на пуансон для формирования микрослоев, а распределительные плиты микрослоев служат для обеспечения заданной последовательности осаждения микрослоев на пуансон для формирования микрослоев, и
в) направляют микрослоистую жидкую массу из пуансона для формирования микрослоев на пуансон для начального формообразования для слияния микрослоистой жидкой массы с жидкостным слоем, выходящим из распределительной плиты.
Эти и другие особенности изобретения могут быть лучше поняты из следующего далее описания со ссылкой на сопровождающие его чертежи. Краткое описание чертежей
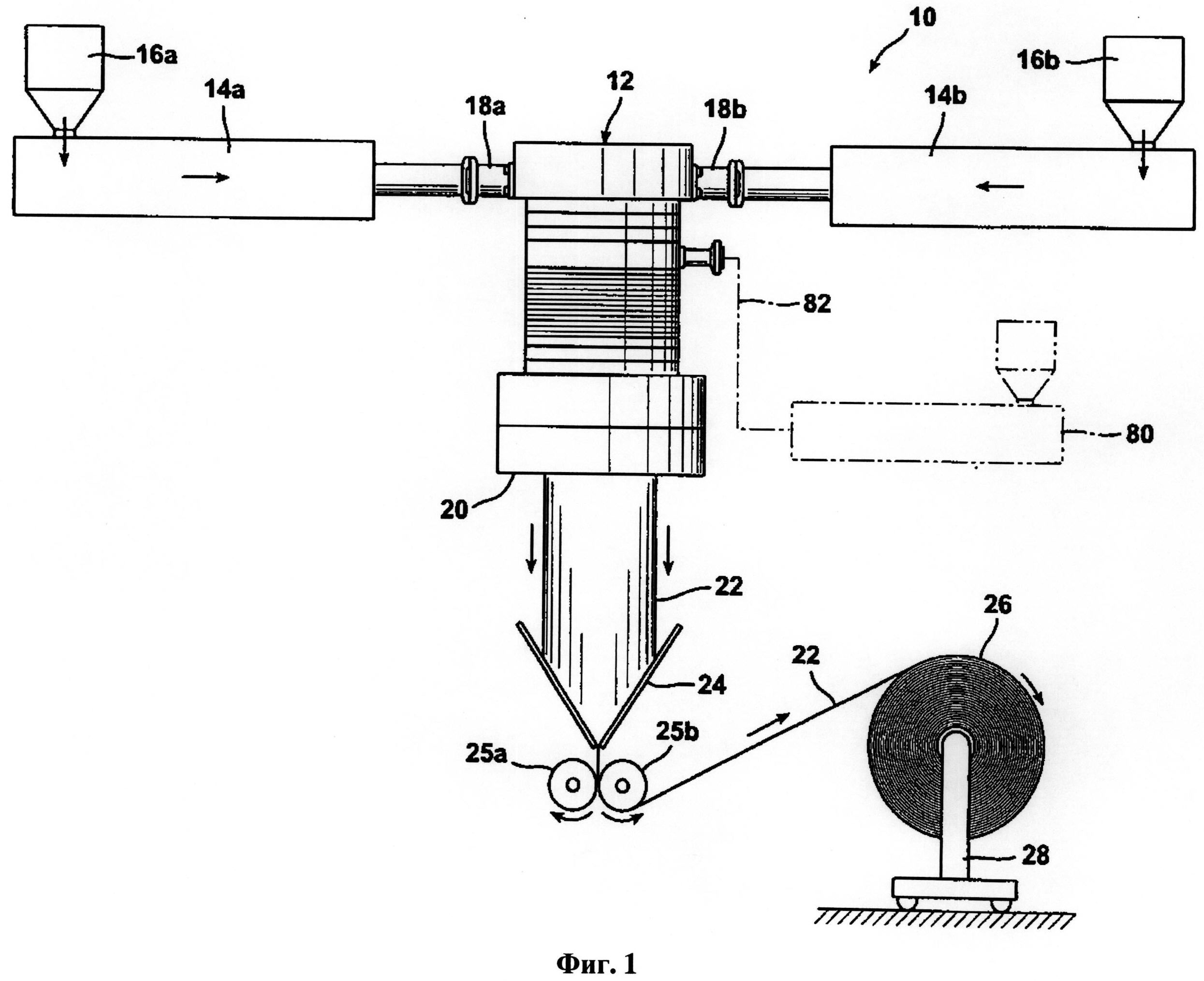
На фиг.1 схематически показана предложенная в настоящем изобретении система 10 совместной экструзии множества жидкостных слоев, содержащая матрицу 12,
на фиг.2 показано поперечное сечение матрицы 12, проиллюстрированной на фиг.1,
на фиг.3 показан вид в плане микрослойных распределительных плит 48 в матрице 12,
на фиг.4 показано поперечное сечение одной из микрослойных распределительных плит 48, проиллюстрированных на фиг.3, и
на фиг.5 показано увеличенное поперечное сечение матрицы 12 и проиллюстрированы объединенные потоки, выходящие из микрослойных распределительных плит 48 и распределительных плит 32.
Подробное описание изобретения
На фиг.1 схематически проиллюстрирована предложенная в настоящем изобретении система 10 совместной экструзии множество жидкостных слоев. Система 10 в целом содержит матрицу 12 и один или несколько экструдеров 14а и 14b, гидравлически сообщающихся с матрицей 12 для подачи одной или нескольких жидкостей в матрицу.
При стандартном применении жидкостные слои, совместно экструдируемые матрицей 12, могут содержать один или несколько расплавленных термопластичных полимеров. Такие полимеры включают, например, полиолефины, сложные полиэфиры (например, ПЭТФ), полистиролы, гомополимеры и сополимеры полиамида (например, РА6, РА12, РА6/12 и т.д.), поликарбонаты и т.д. Из семейства сополимеры могут использоваться различные гомополимеры и сополимеры полиэтилена, а также гомополимеры и сополимеры полипропилена (например, сополимер пропилена и этилена). Гомополимеры полиэтилена могут включать полиэтилен низкой плотности (ПЭНП) и полиэтилен высокой плотности (ПЭВП). Применимые сополимеры полиэтилена могут включать разнообразные полимеры, такие как, например, иономеры, сополимер этилена и винилацетата (этиленвинилацетат), сополимер этилена и винилового спирта (EVOH) и сополимер этилена и альфа-олефина, включая гетерогенные (с использованием катализаторов Циглера-Натта) и гомогенные (с использованием с использованием металлоценов, катализаторов односайтового типа) сополимеров этилена и альфа-олефина. Сополимеры этилена и альфа-олефина представляют собой сополимеры этилена и одного или нескольких сомономеров, выбранные их С3-С20 альфа-олефинов, таких как 1-бутен, 1-пентен, 1-гексен, 1-октен, метилпентен и т.п., включая линейный полиэтилен низкой плотности (ЛПЭНП), линейный полиэтилен средней плотности (ЛПЭСП), полиэтилен очень низкой плотности (ПЭОНП) и полиэтилен сверхнизкой плотности (ПЭСНП).
Полимерные материалы могут традиционно подаваться в экструдеры 14а, 14b в твердом состоянии, например, в виде гранул или хлопьев через соответствующие воронки 16а, 16b. В экструдерах 14а, 14b поддерживают температуру, достаточную для преобразования находящегося в твердом состоянии полимера в расплавленное состояние, и с помощью шнеков внутри экструдеров (не показаны) подают расплавленный полимер в матрицу 12 и перемещают через нее по соответствующим патрубкам 18а, 18b. Как подробнее пояснено далее, в матрице 12 расплавленный полимер преобразуется в тонкие слои пленки, каждый из которых накладывают друг на друга, соединяют и вытесняют из матрицы с разгрузочного конца 20, т.е. "соэкструдируют", в результате чего получают многослойную рукавную пленку 22. При выходе через разгрузочный конец 20 матрицы 12 многослойная рукавная пленка 22 подвергается воздействию окружающего воздуха или аналогичной среды, температура которой является достаточно низкой для того, чтобы образующий пленку расплавленный полимер перешел из жидкого состояния в твердое состояние. Для дополнительного охлаждения пленки может быть предусмотрена жидкая ванна для охлаждения (не показана), в которую затем направляют пленку.
Затем отвердевшую рукавную пленку 22 сплющивают с помощью суживающееся устройство 24, например, показанного V-образного направляющего устройства, которое может содержать комплект роликов для облегчения прохождения пленки 22 через него. Для протягивания пленки 22 через суживающееся устройство 24 может использоваться показанная пара вращающихся в противоположных направлениях ведущих роликов 25а, 25b. Затем полученная сплющенная рукавная пленка 22 может быть смотана в рулон 26 с помощью показанного устройства 28 для намотки пленки. Позднее пленка 22 в рулоне 26 может быть размотана для использования, например, в целях упаковывания или для дальнейшей обработки, например, ориентационной вытяжки, облучения или осуществления других обычных операций обработки пленки, которые применяются для придания ей желаемых свойств, необходимых для предполагаемых конечных применений пленки.
Далее со ссылкой на фиг.2 будет более подробно описана матрица 12. Как отмечено выше, матрица 12 служит для совместного экструдирования множества жидкостных слоев и в целом содержит пуансон 30 для начального формообразования, одну или несколько распределительных плит 32 и узел 34 формирования микрослоев. Проиллюстрированная матрица имеет пять распределительных плит 32, по отдельности обозначенных позициями 32а-е. По желанию может использоваться большее или меньшее число распределительных плит 32. При желании число распределительных плит в матрице 12 может составлять, например, от 1 до 20 или даже более 20.
Каждая из распределительных плит 32 имеет канал 36 для впуска жидкости и канал 38 для выпуска жидкости (канал для впуска жидкости в плите 32b не показан). Канал 38 для выпуска жидкости из каждой из распределительных плит 32 гидравлически сообщается с пуансоном 30 для начального формообразования, а также служит для осаждения жидкостного слоя на пуансон для начального формообразования. Распределительные плиты 32 могут быть сконструированы, как описано в патенте US 5076776, содержание которого во всей полноте в порядки ссылки включено в настоящую заявку. Как описано в патенте 776, распределительные плиты 32 могут иметь один или несколько спиралевидных гидравлических каналов 40 для направления жидкости из канала 36 для впуска жидкости на пуансон 30 для начального формообразования через канал 38 для выпуска жидкости. По мере протекания жидкости по каналу 40 он постепенно становится все мельче, в результате чего вертикальное сечение жидкости постепенно принудительно уменьшается. Канал 38 для выпуска жидкости в целом образует относительно узкий гидравлический канал, в результате чего, жидкость, вытекающая из плиты, имеет конечную желаемую толщину, соответствующую толщине канала 38 для выпуска жидкости. Могут также использоваться каналы с другими конфигурациями, например, тороидальный канал; канал в форме асимметричного тороида, например, описанный в патенте US 4832589; сердцевидный канал; винтообразный канал, например, на плите конической формы, как описано в патенте US 6409953, и т.д. Канал(-ы) может иметь показанную полукруглую или полуовальную форму профиля или более полную форму, такую как овальная или круглая форма.
В некоторых вариантах осуществления распределительные плиты 32 могут иметь в целом круглую форму, в результате чего канал 38 для выпуска жидкости образует в целом кольцеобразную структуру, которая принудительно придает кольцеобразную форму жидкости, протекающей через плиту. За счет такой кольцеобразной структуры канала 38 для выпуска жидкости в сочетании с его близостью к пуансону 30 для начального формообразования жидкости, протекающей через плиту 32, принудительно придается цилиндрическая форма по мере осаждения жидкости на пуансоне 30. Соответственно, каждый поток жидкости из каждой из распределительных плит 32 образует отдельный цилиндрический слой на пуансоне 30 для начального формообразования.
Каналы 38 для выпуска жидкости 38 распределительных плит 32 отстоят от пуансона 30 для начального формообразования на определенное расстояние, в результате чего образуется кольцевой канал 42. Величина такого расстояния достаточна для размещения объема концентрических жидкостных слоев, протекающих вдоль пуансона 30.
Последовательность расположения распределительных плит 32 в матрице 12 определяет последовательность осаждения жидкостных слоев на пуансон 30 для начального формообразования. Например, если жидкость поступает через все пять распределительных плит 32а-е, первой на пуансон 30 для начального формообразования будет осаждаться жидкость из плиты 32а, и такая жидкость будет непосредственно соприкасаться с пуансоном 30. Жидкость для осаждения на пуансон следующего слоя, будет поступать из распределительной плиты 32b. Этот слой будет осаждаться на жидкостный слой из плиты 32а. Далее поверх жидкости из плиты 32b будет осаждаться жидкость из плиты 32с. Если допустить, что в матрице отсутствует узел 34 формирования микрослоев, для осаждения следующего слоя используется жидкость из распределительной плиты 32d, которая наслаивается поверх жидкостного слоя из плиты 32с. Наконец, для осаждения последнего и, соответственно, внешнего слоя используется жидкость из плиты 32е. Получаемая в этом примере (также без учета узла 34 формирования микрослоев) рукавная пленка 22 будет содержать на выходе из матрицы пять отдельных слоев, расположенных в виде пяти концентрических цилиндров, связанных друг с другом.
Соответственно, ясно, что жидкостные слои из распределительных плит 32 осаждаются непосредственно на пуансон 30 для начального формообразования (первый слой, осаждаемый, например, из распределительной плиты 32а) или опосредованно (второй и последующие слои, например, из плит 32b-е).
Как отмечено выше, многослойная рукавная пленка 22 выходит через разгрузочный конец 20 матрицы 12. Соответственно, разгрузочный конец 20 может иметь кольцевое разгрузочное отверстие 44 для выхода рукавной пленки 22 из матрицы. Такое кольцевое разгрузочное отверстие обычно называется "выходной щелью". Как показано на чертежах, что диаметр кольцевого разгрузочного отверстия 44 может превышать диаметр кольцевого канала 42, например, для увеличения диаметра рукавной пленки 22 до желаемой степени. В результате этого уменьшается толщина каждого из концентрических слоев, которые образуют рукавную пленку 22, т.е. по сравнению с толщиной таких слоев во время их нахождения внутри кольцевого канала 42. В качестве альтернативы, диаметр кольцевого разгрузочного отверстия 44 может быть меньше, чем диаметр кольцевого канала 42.
Узел 34 формирования микрослоев обычно содержит пуансон 46 для формирования микрослоев, и множество микрослойных распределительных плит 48. В проиллюстрированном варианте осуществления показано 15 микрослойных распределительных плит 48а-о. По желанию может использоваться большее или меньшее число микрослойных распределительных плит 48. При желании число микрослойных распределительных плит 48 в узле 34 формирования микрослоев может составлять, например, от 1 до 50 или даже более 50. Во многих вариантах осуществления настоящего изобретения число микрослойных распределительных плит 48 в узле 34 формирования микрослоев составляет по меньшей мере около 5, например, 10, 15, 20, 25, 30, 35, 40, 45, 50 и т.д. или любое число в интервале между приведенными числами.
Каждая из микрослойных распределительных плит 48 имеет канал 50 для впуска жидкости и канал 52 для выпуска жидкости. Канал 52 для выпуска жидкости из каждой из микрослойных распределительных плит 48 гидравлически сообщается с пуансоном 46 для формирования микрослоев и служит для осаждения жидкостного микрослоя на пуансоне для формирования микрослоев. Аналогично распределительным плитам 32 микрослойные распределительные плиты 48 также могут быть сконструированы, как описано в патенте US 5076776, который в порядке ссылки включен в настоящую заявку.
Например, как показано на фиг.3, микрослойные распределительные плиты 48 могут иметь спиралевидный гидравлический канал 54, в который поступает жидкость через канал 50 для впуска жидкости. В качестве альтернативы, в плите 48 может быть выполнено два или более гидравлических каналов, жидкость в которые может поступать из раздельных каналов для впуска жидкости или одного канала для впуска жидкости. Могут также использоваться каналы с другими конфигурациями, например, тороидальный канал; канал в форме асимметричного тороида, например, описанный в патенте US 4832589; сердцевидный канал; винтообразный канал, например, на плите конической формы, как описано в патенте US 6409953, и т.д. Канал(-ы) может иметь показанную полукруглую или полуовальную форму профиля или более полную форму, такую как овальная или круглая форма.
Независимо от конкретной конфигурации или схемы, выбранной для гидравлического канала(-ов) 54, его функцией является обеспечение сообщения канала(-ов) 50 для впуска жидкости с каналом 52 для выпуска жидкости таким образом, чтобы поток жидкости через узел 34 формирования микрослоев преобразовывался из преимущественно прямоточного осевого потока в преимущественно подобный пленке сужающийся радиальный поток в направлении пуансона 46 для формирования микрослоев. Как показано на фиг.3, микрослойная распределительная плита 48 может обеспечивать это двумя способами. Во-первых, канал 54 закручивается в спираль в сторону центра плиты и тем самым направляет жидкость из канала 50 для впуска жидкости, расположенного вблизи периферии плиты, в сторону канала 52 для выпуска жидкости, расположенного вблизи центра плиты. Во-вторых, глубина канала 54 может постепенно уменьшаться по мере приближения к каналу 52 для выпуска жидкости. За счет этого часть жидкости, протекающей по каналу, переливается из канала и поступает внутрь по радиусу в сторону канала 52 для выпуска жидкости в виде относительно плоского, подобного пленке потока. Такой направленный внутрь по радиусу поток может возникать в областях 53 перелива, которые могут находиться между разнесенными спиралевидными участками канала 54. Как показано на фиг.4, области 53 перелива могут 53 быть выполнены в виде углубленных участков на плите 48, т.е. углубленных по отношению к более толстой, неуглубленной области 55 на периферии плиты. Как показано на фиг.3, области 53 перелива могут начинаться на переходе 57 на меньший диаметр и, например, закручиваться в спираль в сторону канала 52 для выпуска жидкости между витками спирали канала 54. Неуглубленная периферийная область 55 примыкает к плите или другой структуре над плитой, например, как показано на фиг.2 и 5, и тем самым не дает жидкости вытекать за пределы периферии плиты. Этим способом неуглубленная периферийная область 55 принуждает жидкость, попадающую в плиту, течь внутрь по радиусу в сторону канала 52 для выпуска жидкости. Таким образом, переход 57 на меньший диаметр представляет собой разграничительную линию или полосу между периферийной областью 55 отсутствия потока и областями 53 и 54 присутствия потока. Жидкость, которая остается в канале 54 и достигает конца 56 канала, втекает непосредственно в канал 52 для выпуска жидкости.
Канал 52 для выпуска жидкости образует в целом относительно узкий гидравлический канал и в целом определяет толщину микрослоя, вытекающего из микрослойной распределительной плиты 48. Толщина канала 52 для выпуска жидкости и, соответственно, толщина протекающего через него микрослоя может определяться, например, расстоянием между поверхностью плиты у канала 52 и дном плиты и другой структуры (например, коллектора 76 или 78) непосредственно над поверхностью плиты у канала 52.
Как показано на фиг.2-3, каждая из микрослойных распределительных плит 48 может иметь проходящее через нее отверстие 58. Отверстие 58 может быть расположено преимущественно посередине каждой микрослойной распределительной плиты 48, при этом канал 52 для выпуска жидкости каждой плиты расположено вблизи такого отверстия 58. За счет этого, пуансон 46 для формирования микрослоев может проходить через отверстие 58 каждой из микрослойных распределительных плит 48. При такой конфигурации микрослойные распределительные плиты 48 могут иметь в целом кольцевую форму, в результате чего канал 52 для выпуска жидкости образует в целом кольцеобразную структуру, которая принуждает жидкость, протекающую через плиту, выходить из плиты в виде сужающегося по радиусу кольцеобразного потока. За счет такой кольцеобразной структуры канала 52 для выпуска жидкости в сочетании с его близостью к пуансону 46 для формирования микрослоев, жидкости, выходящей из микрослойных распределительных плит 48, принудительно придается цилиндрическая форма по мере осаждения жидкости на пуансоне 46 для формирования микрослоев. Соответственно, каждый поток жидкости из каждой из микрослойных распределительных плит 48 осаждается на пуансоне 46 для формирования микрослоев в виде отдельного цилиндрического микрослоя.
Расположение микрослойных распределительных плит 48 может определять заданную последовательность осаждения микрослоев на пуансон 46 для формирования микрослоев. Например, если жидкость поступает через все 15 микрослойных распределительных плит 48а-о, первым на пуансон 46 для формирования микрослоев будет осаждаться микрожидкостный слой из плиты 48а, и такой микрослой будет непосредственно соприкасаться с пуансоном 46. Следующим микрослоем, осаждаемым на пуансон, будет микрослой из микрослойной распределительной плиты 48b. Этот микрослой будет осаждаться на микрослой из плиты 48а. Далее поверх микрослоя из плиты 48b будет осаждаться микрослой из микрослойной распределительной плиты 48 с и т.д. Последним и, соответственно, внешним осаждаемым микрослоем является микрослой из плиты 48о. Таким образом, микрослои осаждаются на пуансон 46 для формирования микрослоев в виде преимущественно единообразной микрослоистой жидкой массы 60 (смотри фиг.5). В рассматриваемом примере такая микрослоистая жидкая масса 60 содержит до 15 отдельных микрослоев (на нижнем конце пуансона 46) в виде 15 концентрических цилиндрических микрослоев, связанных друг с другом и заданной последовательности (в зависимости от расположения микрослойных распределительных плит 48а-о) поступающих на пуансон 46 для формирования микрослоев.
Соответственно, ясно, что жидкостные слои из микрослойных распределительных плит 48 осаждаются непосредственно на пуансон 46 для формирования микрослоев (первый слой, осаждаемый, например, из микрослойной распределительной плиты 48а) или опосредованно (второй и последующие слои, например, из микрослойных плит 48b-о). Отверстия 58 в каждой из микрослойных распределительных плит 48 предпочтительно имеют достаточно большой диаметр для того, чтобы каналы 52 для выпуска жидкости из микрослойных распределительных плит 48 достаточно далеко отстояли от пуансона 46 для формирования микрослоев для образования микрослойного кольцевого канала 62 (фиг.2). Этого предпочтительно достаточно для размещения объема концентрических микрослоев, протекающих вдоль пуансона 46 для формирования микрослоев.
В соответствии с настоящим изобретением пуансон 46 для формирования микрослоев гидравлически сообщается с пуансоном 30 для начального формообразования, в результате чего микрослоистая жидкая масса 60 вытекает из пуансона 46 для формирования микрослоев на пуансон 30 для начального формообразования. Это видно на фиг.5, на которой показано, что микрослоистая жидкая масса 60 из узла 34 формирования микрослоев вытекает из пуансона 46 для формирования микрослоев на пуансон 30 для начального формообразования. Гидравлическое сообщение между пуансоном 46 для формирования микрослоев и пуансоном 30 для начального формообразования может достигаться за счет выполнения в матрице 12 кольцевого передаточного зазора 64 между кольцевым каналом 62 пуансона 46 для формирования микрослоев и кольцевым каналом 42 пуансона 30 для начального формообразования (смотри также фиг.2). Такой передаточный зазор 64 позволяет микрослоистой жидкой массе 60 вытекать из кольцевого канала 62 в кольцевой канал 42 пуансона 30 для начального формообразования. За счет этого микрослои из микрослойных распределительных плит 48 в виде единообразной массы вводятся, как правило, в больший объемный поток более толстых жидкостных слоев из распределительных плит 32.
Авторами было установлено, что за счет сочетания таким способом потоков микрослоев и более толстых жидкостных слоев сводится к минимуму отрицательное воздействие межфазной неустойчивости потоков, которая обычно затрудняет сочетание потока тонких слоев и относительно толстых слоев с сохранением физической целостности и независимых свойств тонких слоев. Пуансон 46 для формирования микрослоев позволяет компоновать из микрослоев, вытекающих из распределительных плит 48, микрослоистую жидкую массу 60 в относительно спокойной среде, т.е. без воздействия более мощных сдвигающих усилий со стороны более толстых слоев, вытекающих из распределительных плит 32. По мере компоновки из микрослоев единообразной жидкой массы 60 на пуансоне 46, межфазная неустойчивость потоков, возникающая в результате слияния каждого слоя с жидкой массой 60, сводится к минимуму, поскольку все микрослои имеют сходную толщину по отношению к большей толщине жидкостных слоев, вытекающих из распределительных плит 32. После полной компоновки микрослоистая жидкая масса 60 поступает в поток более толстых слоев, вытекающих из распределительных плит 32 на пуансон 30 для начального формообразования, с удельным массовым расходом, который более приближен к удельному массовому расходу таких более толстых слоев, за счет чего повышается способность микрослоев в жидкой массе 60 сохранять свою физическую целостность и независимые физические свойства.
Как показано на фиг.2, пуансон 30 для начального формообразования и пуансон 46 для формирования микрослоев могут располагаться в матрице 12 преимущественно на одной оси, например, пуансон 46 для формирования микрослоев снаружи пуансона 30 для начального формообразования. За счет этой конструкции обеспечивается относительно компактная конфигурация матрицы 12, которая может быть очень выгодна с учетом жестких пространственных ограничений в условиях эксплуатации множества промышленных систем совместной экструзии.
Например, за счет соосности пуансона 30 для начального формообразования и пуансона 46 для формирования микрослоев распределительные плиты 32 и узел 34 формирования микрослоев могут размещаться на одной оси вдоль пуансона для начального формообразования, как показано на фиг.2. За счет этого уменьшается ширина матрицы 12, а также обеспечивается протекания жидкостей как из распределительных плит 32, так и узла 34 формирования микрослоев в осевом направлении, например, по параллельным траекториям вдоль пуансона 30 для начального формообразования и пуансона 46 для формирования микрослоев, и далее совместно вдоль пуансона 30 для начального формообразования за передаточный зазор 64, где микрослоистая жидкая масса 60 вытекает из пуансона 46 для формирования микрослоев на пуансон 30 для начального формообразования и сливается с жидкостными слоями из распределительных плит 32.
За счет такой конструкции матрице 12 может быть придано множество различных конфигураций для получения совместно экструдированной пленки, содержащей желаемое сочетание толстых слоев и микрослоев. Например, одна или несколько распределительных плит 32 могут находиться до узла 34 формирования микрослоев. В этом варианте осуществления жидкостные слои из таких вышерасположенных распределительных плит осаждаются на пуансон 30 для начального формообразования до осаждения микрослоистой жидкой массы 60 на пуансон 30 для начального формообразования. Как показано на фиг.2, распределительные плиты 32а-с расположены до узла 34 формирования микрослоев в матрице 12. Соответственно, жидкостные слои 65 из таких вышерасположенных распределительных плит 32а-с помещаются между микрослоистой жидкой массой 60 и пуансоном 30 для начального формообразования (смотри фиг.5).
В качестве альтернативы, узел 34 формирования микрослоев может находиться до распределительных плит 32, т.е. в этом альтернативном варианте осуществления распределительные плиты могут находиться после узла 34 формирования микрослоев. Соответственно, микрослои из узла 34 формирования микрослоев, т.е. микрослоистая жидкая масса 60 будет осаждаться на пуансон 30 для начального формообразования до осаждения на него жидкостных слоев из нижерасположенных распределительных плит 32. Как показано на фиг.2, узел 34 формирования микрослоев расположен до распределительных плит 32d-e в матрице 12. Как показано на фиг.5, микрослоистая жидкая масса 60 помещается между жидкостными слоями 70 из таких распределительных плит 32d-e и пуансоном 30 для начального формообразования.
Как показано на фиг.2, узел 34 формирования микрослоев может находиться между одной или несколькими вышерасположенными распределительными плитами, например, плитами 32а-с и между одной или несколькими нижерасположенными распределительными плитами, например, плитами 32d-e. В этом варианте осуществления сначала на пуансон 30 для начального формообразования осаждается жидкость(-и) из вышерасположенных плит 32а-с, затем микрослоистая жидкая масса 60 из узла 34 формирования микрослоев, а после этого жидкость(-и) из нижерасположенных плит 32d-e. В получаемой микрослоистой пленке микрослои из узла 34 формирования микрослоев помещаются между более толстыми слоями как из вышерасположенных плит 32а-с, так и нижерасположенных плит 32d-e.
В качестве еще одной разновидности матрицы 12 могут содержать один или несколько дополнительных узлов формирования микрослоев, которые могут быть такими же, как и узел 34 формирования микрослоев или могут иметь другую конфигурацию, например, другое число распределительных плит для микрослоев. В этом варианте осуществления любые такие дополнительные узлы формирования микрослоев могут быть расположены на одной оси с пуансоном 30 для начального формообразования и могут находиться до и(или) после узла 34 формирования микрослоев, показанного на фиг.2. Такие дополнительные узлы формирования микрослоев могут использоваться вместо или помимо распределительных плит 32. Так, дополнительные узлы формирования микрослоев могут находиться вблизи узла 34 формирования микрослоев или могут быть отделены от такого узла 34 одной или несколькими распределительными плитами 32. Если в матрице 12 используется два или более узлов формирования микрослоев, такие узлы могут помещаться между вышерасположенными и нижерасположенными распределительными плитами, например, между вышерасположенными плитами 32а-с и нижерасположенными плитами 32d-e, показанными на фиг.2.
Во многих вариантах осуществления изобретения большинство или все микрослойные распределительные плиты 48 имеют меньшую толщину, чем толщина распределительных плит 32. Так, например, распределительные плиты 32 могут иметь толщину T1 (смотри фиг.5) от около 0,5 до около 2 дюймов, например, более 0,5 дюйма, такую как 0,501 или более, 0,502 или более, 0,503 или более и т.д. или менее 2, например, 1,999 или менее, 1,998 или менее и т.д., такую как от около 0,501 до 1,999 дюймов, от 0,502 до 1,998 дюймов и т.д. Микрослойные распределительные плиты 48 могут иметь толщину Т2 от около 0,1 до около 0,5 дюйма, например, более 0,1, такую как 0,101 или более, 0,102 или более и т.д., или менее 0,5, например, 0,499 или менее, 0,498 или менее и т.д., такую как от около 0,101 до 0,499 дюйма, от 0,102 до 0,498 дюйма и т.д. Предполагается, что такие диапазоны толщины являются не ограничивающими, а лишь иллюстрируют стандартные примеры. Не все распределительные плиты 32 и микрослойные распределительные плиты 48 обязательно имеют одинаковую толщину. Например, микрослойная распределительная плита 48о, расположенная ниже всех микрослойных плит в узле 34, может быть выполнена толще других микрослойных плит для размещения наклонной контактной поверхности 66, которая может использоваться, чтобы облегчать поступление микрослоистой жидкой массы 60 через кольцевой зазор 64 на пуансон 30 для начального формообразования.
Как также показано на фиг.5, каждый из микрослоев, вытекающих из плит 48, имеет толщину "М", соответствующую толщине канала 52 для выпуска жидкости, из которого выходит каждый микрослой. Микрослои, вытекающие из микрослойных распределительных плит 48, схематически представлены на фиг.5 пунктирными стрелками 68.
Аналогичным образом, каждый из относительно толстых жидкостных слоев, вытекающих из плит 32, имеет толщину "D", соответствующую толщине канала 38 для выпуска жидкости, из которого выходит каждый слой (смотри фиг.5). Относительно толстые жидкостные слои, вытекающие из распределительных плит 32, схематически представлены на фиг.5 пунктирными стрелками 70.
Обычно толщина М микрослоев является меньшей, чем толщина D жидкостных слоев из распределительных плит 32. Чем меньше толщина таких микрослоев относительно толщины жидкостных слоев из распределительных плит 32, тем больше таких микрослоев может содержаться в многослойной пленке при заданной общей толщине пленки. Микрослои из каждой микрослойной распределительной плиты 48 обычно имеют толщину М в пределах около 1-20 мил (1 мил=0,001 дюйма), например, более 1 мил, более 2 мил, более 3 мил и т.д., менее 20 мил, менее 19 мил, менее 18 мил и т.д., такую как от 2 до 19 мил, от 3 до 18 мил, от 4 до 17 мил и т.д. Слои из каждой распределительной плиты 32 обычно имеют толщину D в пределах около 20-100 мил, например, более 20 мил, более 21 мил, более 22 мил и т.д., менее 100 мил, менее 90 мил, менее 80 мил, менее 70 мил, менее 60 мил и т.д., такую как от 20 до 50 мил, от 21 до 49 мил, от 22 до 48 мил, от 23 до 47 мил и т.д. Предполагается, что указанные толщины не ограничивают объем настоящего изобретения, а приведены исключительно в целях иллюстрации.
Соотношение М:D может составлять от около 1:1 до около 1:8, например, более 1:1, более 1:1,1, более 1:1,2, более 1:2, более 1:3 и т.д., менее 1:8, менее 1:7,9, менее 1:7,8, менее 1:7, менее 1:6 и т.д., например, от 1:1,1 до 1:7,9, от 1:1,2 до 1:7,8, от 1:2 до 1:7, от 1:3 д 1:6, от 1:4 до 1:5 и т.д.
Микрослои 68, вытекающие из микрослойных распределительных плит 48, могут иметь одинаковую или различную толщину М для достижения желаемого распределения слоев по толщине в микрослоистой части получаемой пленки. Аналогичным образом, более толстые слои 70, вытекающие из распределительных плит 32, могут иметь одинаковую или различную толщину D для достижения желаемого распределения слоев по толщине в толстослоистой части(-ях) получаемой пленки. Толщины М и D обычно изменяются по мере протекания жидкости через матрицу, например, если экструдируемый рукав растягивают при прохождении через кольцевой разгрузочный канал 44, как показано на фиг.2, и(или) после дополнительной последующей обработки рукавной пленки, например, путем вытяжки, ориентации или иного растяжения рукава с целью получения пленки окончательной желаемой толщины и(или) придания пленке желаемых свойств. Такие методы последующей обработки хорошо известны из техники. На конечную толщину соответствующих слоев пленки также оказывает влияние расход жидкости, протекающей через плиты.
Как показано на фиг.1-2, предложенный в настоящем изобретении способ совместной экструзии множества жидкостных слоев включает стадии, на которых:
а) направляют одну или несколько жидкостей через одну или несколько распределительных плит 32 на пуансон 30 для начального формообразования в матрице 12,
б) формируют преимущественно единообразную, микрослоистую жидкую массу 60 на пуансоне 46 для формирования микрослоев путем направления по меньшей мере одной дополнительной жидкости через узел 34 формирования микрослоев и
в) направляют микрослоистую жидкую массу 60 из пуансона 46 для формирования микрослоев на пуансон 30 для начального формообразования с целью слияния микрослоистой жидкой массы 60 с жидкостным слоем(-ями) из распределительной плиты(-н) 32.
Как описано выше, распределительные плиты 32 и микрослойные распределительные плиты 48 предпочтительно имеют кольцевую конфигурацию, при этом через центр плит проходят пуансон 30 для начального формообразования и пуансон 46 для формирования микрослоев, в которые поступает жидкость, направляемая в плиты. Жидкость может поступать из экструдеров, таких как экструдеры 14а, 14b. Жидкость может подаваться в матрицу 12 по вертикальным подающим каналам 72, в которые жидкость поступает из подающих трубок 18 и которые направляют такую жидкость в плиты 32 и 48. Для этого плиты могут иметь одно или несколько сквозных отверстий 74, например, вблизи периферии плиты, как показано на фиг.3, которые могут быть совмещены и обеспечивать вертикальные каналы 72, через которые жидкость может направляться на одну или несколько нижерасположенных плит.
Хотя на фиг.3 показаны три сквозных отверстия 74, по мере необходимости может использоваться большее или меньшее их число, например, в зависимости от числа используемых экструдеров. Обычно для каждого экструдера 14, который подает жидкость в матрицу 12, может использоваться один подающий канал 72. Экструдеры 14 могут быть сгруппированы по окружности матрицы, например, подобно спицам колеса, сходящимся в ступице, при этом матрица расположена в положении ступицы.
Как показано на фиг.1, матрица 12 может иметь главный коллектор 76, в который через подающие патрубки 18 поступает поток жидкости из экструдеров 14 и который затем направляет такую жидкость в заданный вертикальный подающий канал 72 с целью ее доставки до заданной микрослойной распределительной плиты(-т) 32 и(или) плиты(-т) 48. Узел 34 формирования микрослоев может необязательно содержать микрослойный коллектор 78, в который через подающий патрубок 82 (показанную пунктиром на фиг.1) поступает жидкость непосредственно из одного или нескольких дополнительных экструдеров 80.
В примере, проиллюстрированном на фиг.1-2, экструдер 14b по патрубку 18b и главному коллектору 76 подает жидкость, например, первый расплавленный полимер непосредственно в канал 36 для впуска жидкости распределительной плиты 32а. В проиллюстрированном варианте осуществления в распределительную плиту 32а поступает вся выходящая из экструдера жидкость 14b, т.е. жидкость в остальные плиты и микрослойные плиты в матрице 12 подается, если вообще подается из других экструдеров. В качестве альтернативы, канал 36 для впуска жидкости в распределительной плите 32а может содержать выпускное отверстие, позволяющее части подаваемой жидкости проходить через одну или несколько дополнительных плит, например, распределительных плит 32 и(или) микрослойных распределительных плит 48, расположенных после распределительной плиты 32а.
Например, как показано на фиг.3-4 применительно к проиллюстрированной микрослойной распределительной плите 48, выпускное отверстие 84 может быть выполнено в основании канала 50 для впуска жидкости в плите. Такое выпускное отверстие 84 позволяет расщеплять поток жидкости, поступающий в плиту 48: часть жидкости втекает в канал 54, а остальная жидкость проходит через плиту и поступает в одну или несколько дополнительных нижерасположенных плит 48 и(или) 32. Аналогичное выпускное отверстие может быть выполнено в основании канала 36 для впуска жидкости в распределительной плите 32. Подача жидкости, проходящей через выпускное отверстие 84 (или аналогичное выпускное отверстие в распределительной плите 32), может осуществляться через сквозное отверстие 74 в соседней плите (смотри фиг.5) или другим способом, например, через плиту для бокового потока для направления жидкости в осевом, радиальном и(или) касательном направлении через матрицу 12 по мере необходимости с целью достижения заданного назначения.
В распределительные плиты 32b-с поступает жидкость через экструдер(-ы) и подающий патрубок(-ки) и(или) сквозные отверстия, которые не показаны на фиг.2. На фиг.5 показан протекающий вдоль пуансона 30 для начального формообразования поток жидкости из распределительных плит 32а-с, обозначенный позицией 65.
Как показано на фиг.1-2, экструдеры 14а и 80 подают жидкость в узел 34 формирования микрослоев. В частности, экструдер 14а через подающий патрубок 18а и вертикальный патрубок и(или) канал 72 подает жидкость в микрослойные распределительные плиты 48a, c, e, g, i, k, m и o. Экструдер 80 через подающий патрубок 82 и вертикальный подающий канал 86 подает жидкость в распределительные плиты 48b, d, f, h, j, l и n. В проиллюстрированном варианте осуществления вертикальный канал 86 начинается в микрослойном коллекторе 78 и подает жидкость только внутри узла 34 формирования микрослоев. В отличие от этого, вертикальный канал 72 начинается в коллекторе 76, проходит через распределительные плиты 32а-с (через соосные сквозные отверстия 74 в таких плитах) и далее через отверстие 79 коллектора 78 прежде, чем, наконец, достигает микрослойной распределительной плиты 48а.
Жидкость из экструдера 14а и вертикального канала 72 поступает в микрослойную распределительную плиту 48а через канал 50 для впуска жидкости. Часть жидкости из канала 50 поступает в канал 54 (для последующего осаждения на пуансоне 46 для формирования микрослоев в качестве первого микрослоя), а остальная жидкость может проходить через выпускное отверстие 84 в плите 48а. Микрослойная распределительная плита 48b может быть ориентирована, т.е. повернута таким образом, чтобы сквозное отверстие 74 находилось ниже выпускного отверстия 84 микрослойной распределительной плиты 48а и жидкость, вытекающая из выпускного отверстия 84, поступала через микрослойную распределительную плиту 48b, а не в ее канал 54. Микрослойная распределительная плита 48 с может быть расположена таким образом, чтобы ее канал 50 для впуска жидкости находился в том же положении, что и канал микрослойной распределительной плиты 48а, и жидкость, вытекающая из сквозного отверстия 74 микрослойной распределительной плиты 48b, поступала в канал 50 плиты 48 с. Часть этой жидкости поступает в канал 54 плиты 48 с, а часть жидкости проходит через выпускное отверстие 84 плиту, сквозное отверстие 74 в следующей плите 48d и поступает в канал 50 для впуска жидкости следующей микрослойной распределительной плиты 48е, откуда часть жидкости поступает в канал 54, а часть выходит из плиты через выпускное отверстие 84. Жидкость из экструдера 14а продолжает распределяться этим способом в остальные плиты 48g, i, k и m за исключением микрослойной распределительной плиты 48о, которая не имеет выпускного отверстия 84, и через нее не проходит жидкость за исключением канала 54 и канала 52 для выпуска жидкости.
Аналогичным образом, жидкость из экструдера 80 и вертикального канала 86 проходит через сквозное отверстие 74 в микрослойной распределительной плите 48а и затем поступает в микрослойную распределительную плиты 48b через ее канал 50 для впуска жидкости. Часть этой жидкости протекает по каналу 54 и выходит из плиты через канал 52 в качестве второго микрослоя для осаждения на пуансон 46 для формирования микрослоев (поверх микрослоя из плиты 48а), а остальная жидкость проходит через выпускное отверстие 84 в плите. Такая жидкость может проходить через сквозное отверстие 74 в микрослойной распределительной плите 48с и поступать в плиту 48d за счет соответствующего совмещения ее канала 50 со сквозным отверстием 74 в плите 48с, через которое проходит жидкость из экструдера 80. Это процесс распределения жидкости может продолжаться применительно к плитам 48f, h, j и l, пока жидкость не достигнет плиты 48n, которая не имеет выпускного отверстия 84, и через нее не проходит жидкость за исключением ее канала 52 для выпуска жидкости.
За счет этого на пуансоне 46 для формирования микрослоев может формироваться последовательность микрослоев, содержащих чередующиеся жидкости из экструдеров 14а и 80. Например, если из экструдера 14а поступает EVOH, а из экструдера 80 поступает РА6, получаемая микрослоистая жидкая масса 60 имеет следующую структуру:
EVOH/PA6/EVOH/PA6/EVOH/PA6/EVOH/PA6/EVOH/PA6/EVOH/PA6/EVOH/PA6/EVOH
Поскольку используемые в экструдерах 14а и 80 жидкости могут быть одинаковыми или различаться, получаемые микрослои микрослоистой жидкой массы 60 могут иметь одинаковый или различающийся состав. Для подачи жидкости во весь узел 34 формирования микрослоев может использоваться только один экструдер, и в этом случае все получаемые микрослои будут иметь одинаковый состав. В качестве альтернативы, для подачи жидкости с узел 34 формирования микрослоев могут использоваться три или более экструдеров, например, каждый из которых подает отличающуюся жидкость, в результате чего в микрослоистой жидкой массе 60 формируются микрослои с тремя различными составами в любой желаемой последовательности, например, abcabc, abbcabbc, abacabac и т.д.
Аналогичным образом, жидкость(-и), поступающая через распределительную плиту(-ы) 32, может быть преимущественно такой же, как и жидкость(-и), поступающая через узел 34 формирования микрослоев. В качестве альтернативы, жидкость(-и), поступающая через распределительную плиту(-ы) 32, может отличаться от жидкости(-ей), поступающей через узел формирования микрослоев. Получаемая рукавная пленка может содержать толстые слои и микрослои, которые имеют преимущественно одинаковый состав. В качестве альтернативы, некоторые из толстых слоев, формируемые из жидкости, поступающей из распределительных плит 32, могут не отличаться по составу от некоторых или всех микрослоев, формируемых из жидкости, поступающей из микрослойных распределительных плит 48, а другие толстые слои могут отличаться от некоторых или всех микрослоев.
В проиллюстрированном примере не показаны экструдеры и подающие каналы распределительных плит 32d-e. Жидкость в одну или обе такие плиты может поступать из экструдера 14а, 14b и(или) 80 путем соответствующего размещения вертикальных подающих каналов 72, 86, сквозных отверстий 74 и(или) выпускных отверстий 84 вышерасположенных распределительных плит 32 и(или) микрослойных распределительных плит 48. В качестве альтернативы, жидкость может вообще не поступать в одну или обе распределительные плиты 32d-e или может поступать из отдельного экструдера, такого как экструдер, гидравлически сообщающийся с главным коллектором 76 и вертикальным подающим каналом 72, который проходит через распределительные плиты 32а-с и узел 34 формирования микрослоев, например, за счет соответствующего совмещения сквозных отверстий 74 плит 32а-с и узла 34 формирования микрослоев, в результате чего в матрице 12 образуется канал движения жидкости, ведущий в канал 50 для впуска жидкости распределительной плиты 32d и(или) 32е.
При желании жидкость может поступать в одну или несколько распределительных плит 32 и(или) микрослойных распределительных плит 48 непосредственно из одного или нескольких экструдеров, т.е. непосредственно в канал для впуска жидкости плиты, например, сбоку плиты без прохождения жидкости сначала через один из коллекторов 76 или 78 и(или) без использования вертикального подающего канала 72, 86. Такая прямая подача жидкости в одну или несколько плит 32 и(или) 48 может применяться в качестве альтернативы или в дополнение к использованию коллекторов и вертикальных подающих каналов, как показано на фиг.2.
Изложенное выше описание предпочтительных вариантов осуществления изобретения приведено в целях иллюстрации и описания. Предполагается, что оно не является исчерпывающим или ограничивающим изобретение точной раскрытой формой его осуществления, и в него могут быть внесены усовершенствования и изменения, вытекающие из изложенных выше идей или практического осуществления изобретения.
Реферат
Заявленное изобретение относится к матрице для совместной экструзии, системе совместной экструзии и способу совместной экструзии множества жидкостных слоев. Техническим результатом заявленного изобретения является сохранение физической целостности и независимых свойств микрослоев получаемой пленки в сочетании с обычными более толстыми слоями. Технический результат достигается матрицей для совместной экструзии множества жидкостных слоев, которая содержит пуансон для начального формообразования, одну или несколько распределительных плит. Причем канал для выпуска жидкости из каждой плиты гидравлически сообщается с пуансоном для начального формообразования и служит для осаждения жидкостного слоя на этот пуансон. Узел формирования микрослоев содержит пуансон для микрослоев и множество микрослойных распределительных плит. Причем канал для выпуска жидкости из каждой этой плиты гидравлически сообщается с пуансоном для формирования микрослоев и служит для осаждения жидкостного микрослоя на этот пуансон. При этом микрослойные распределительные плиты служат для обеспечения заданной последовательности осаждения микрослоев на пуансон для микрослоев с целью получения единообразной микрослоистой жидкой массы на пуансоне для микрослоев, который гидравлически сообщается с пуансоном для начального формообразования. В результате этого микрослоистая жидкая масса вытекает из пуансона для микрослоев на пуансон для начального формообразования. Причем каждый из микрослоев имеет толщину, меньшую, чем толщина слоев жидкости из распределительных плит. 3 н. и 16 з.п. ф-лы, 5 ил.
Формула
а) пуансон для начального формообразования,
б) одну или несколько распределительных плит, каждая из которых имеет канал для впуска жидкости и канал для выпуска жидкости, при этом канал для выпуска жидкости из каждой из плит гидравлически сообщается с пуансоном для начального формообразования и служит для осаждения жидкостного слоя на пуансон для начального формообразования, и
в) узел формирования микрослоев, содержащий:
(1) пуансон для формирования микрослоев и
(2) множество микрослойных распределительных плит, каждая из которых имеет канал для впуска жидкости и канал для выпуска жидкости, при этом канал для выпуска жидкости из каждой из микрослойных распределительных плит гидравлически сообщается с пуансоном для формирования микрослоев и служит для осаждения жидкостного микрослоя на пуансон для формирования микрослоев, а микрослойные распределительные плиты служат для обеспечения заданной последовательности осаждения микрослоев на пуансон для формирования микрослоев с целью получения преимущественно единообразной микрослоистой жидкой массы на пуансоне для формирования микрослоев, который гидравлически сообщается с пуансоном для начального формообразования, в результате чего микрослоистая жидкая масса вытекает из пуансона для формирования микрослоев на пуансон для начального формообразования,
отличающаяся тем, что каждый из указанных микрослоев имеет толщину, меньшую, чем толщина слоев жидкости из распределительных плит.
в каждой из микрослойных распределительных плит выполнено проходящее через нее отверстие,
вблизи упомянутого отверстия расположен канал для выпуска жидкости каждой из микрослойных распределительных плит, и
пуансон для формирования микрослоев проходит через отверстие каждой из микрослойных распределительных плит.
распределительные плиты и узел формирования микрослоев расположены по оси пуансона для начального формообразования и
жидкости из распределительных плит и узла формирования микрослоев протекают в осевом направлении вдоль пуансона для начального формообразования.
а) матрица, содержащая:
(1) пуансон для начального формообразования,
(2) одну или несколько распределительных плит, каждая из которых имеет канал для впуска жидкости и канал для выпуска жидкости, при этом канал для выпуска жидкости из каждой из плит гидравлически сообщается с пуансоном для начального формообразования и служит для осаждения жидкостного слоя на пуансон для начального формообразования, и
(3) узел формирования микрослоев, содержащий:
(а) пуансон для формирования микрослоев и
(б) множество микрослойных распределительных плит, каждая из которых имеет канал для впуска жидкости и канал для выпуска жидкости, при этом канал для выпуска жидкости из каждой из микрослойных распределительных плит гидравлически сообщается с пуансоном для формирования микрослоев и служит для осаждения жидкостного микрослоя на пуансон для формирования микрослоев, а микрослойные распределительные плиты служат для обеспечения заданной последовательности осаждения микрослоев на пуансон для формирования микрослоев с целью получения преимущественно единообразной микрослоистой жидкой массы на пуансоне для формирования микрослоев, который гидравлически сообщается с пуансоном для начального формообразования, в результате чего микрослоистая жидкая масса вытекает из пуансона для формирования микрослоев на пуансон для начального формообразования, отличающаяся тем, что каждый из указанных микрослоев имеет толщину, меньшую, чем толщина слоев жидкости из распределительных плит; и
б) один или несколько экструдеров, гидравлически сообщающихся с матрицей для подачи одной или нескольких жидкостей в матрицу.
а) направляют жидкость на пуансон для начального формообразования через распределительную плиту, которая имеет канал для впуска жидкости и канал для выпуска жидкости, при этом канал для выпуска жидкости из плиты гидравлически сообщается с пуансоном для начального формообразования и служит для осаждения жидкости на пуансоне для начального формообразования в виде слоя,
б) формируют на пуансоне для формирования микрослоев преимущественно единообразную, микрослоистую жидкую массу путем направления по меньшей мере одной дополнительной жидкости через узел формирования микрослоев, который содержит множество микрослойных распределительных плит, каждая из которых имеет канал для впуска жидкости и канал для выпуска жидкости, при этом канал для выпуска жидкости из каждой из микрослойных распределительных плит гидравлически сообщается с пуансоном для формирования микрослоев и служит для осаждения жидкостного микрослоя на пуансон для формирования микрослоев, а распределительные плиты микрослоев служат для обеспечения заданной последовательности осаждения микрослоев на пуансон для формирования микрослоев, отличающийся тем, что каждый из указанных микрослоев имеет толщину, меньшую, чем толщина слоев жидкости из распределительных плит; и
в) направляют микрослоистую жидкую массу из пуансона для формирования микрослоев на пуансон для начального формообразования для слияния микрослоистой жидкой массы с жидкостным слоем, выходящим из распределительной плиты.
Комментарии