Способ изготовления ячеистой структуры из термоплавкого материала и устройство для его осуществления - RU2197382C2
Код документа: RU2197382C2
Чертежи
Описание
Изобретение касается способа изготовления ячеистой структуры из термоплавкого материала и устройства для его осуществления.
Ячеистая структура по изобретению позволяет, например, получать плиты, в которых ячейки расположены перпендикулярно плоскости плиты, причем эти плиты имеют простую ячеистую структуру или многослойную структуру с ячеистым сердечником.
Известно выполнение ячеистых структур из термоплавкого материала, которые получают, главным образом, посредством четырех способов.
Первый способ заключается в наклеивании друг на друга пленок посредством сдвинутых полосок клея, затем в осуществлении вытягивания для получения ячеистой структуры. Речь идет о дорогостоящем периодическом способе изготовления.
Второй способ заключается в проведении термоформования листа из термопластического материала. Речь идет о периодическом способе с обязательной зачисткой ячеек и большим ограничением получаемой структуры по толщине.
Другой способ заключается в осуществлении инжектирования структуры внутрь сложной формы. Речь идет в этом случае также о периодическом способе с ограничением размера производимых деталей.
Четвертый способ заключается в экструдировании более или менее сложного профиля из термопластического материала с вырезами под ячейки. Ячейки при этом ориентированы вдоль направления экструзии. После экструзии следует разрезать профиль на слои, переориентировать эти слои под 90o относительно оси экструзии и прикрепить слои друг к другу либо посредством склеивания, либо термосплавления с добавлением или без добавления такого материала, как тканый, игольчатый материал, лист из термопластичного материала, для формирования панели.
Этот способ является поэтому сложным для осуществления, т.к. требует повторения операций для получения в конечном счете готового изделия, образованного панелью.
Ячеистые структуры, такие как описанные выше, обладают высокими присущими им качествами, получаемыми, с одной стороны, благодаря ячеистой структуре, а с другой стороны, благодаря типу термоплавкого материала. Такими качествами являются, в частности, механическая прочность при сжатии, малый вес, способность к рециркуляции, способность к термической формовке, подходящий коэффициент теплоизоляции, их противогнилостное свойство, а также проницаемость относительно большинства излучений. Поэтому такие структуры находят применение во многих отраслях промышленности: автомобильной, судостроительной, авиационной, железнодорожной, а также в строительстве и дорожных работах, обеспечивая изготовление многослойных структур, успешно заменяющих ячеистые пористые материалы и эластомеры типа резины обычного типа.
В патенте DE 1779330 описывается способ изготовления трубчатой сетки сетчатой структуры, в которой шнуры из термопластического материала экструдируются параллельно друг другу и сдвигаются для приведения в точечный контакт попарно под действием давления горячего воздуха. Этот способ не применим для получения ячеистой сотовой структуры.
Задачей изобретения является способ и устройство для изготовления такой ячеистой структуры, обеспечивающие непрерывное изготовление такой структуры в виде панели, без необходимости повторения операций, причем эта панель может быть образована многослойной структурой с ячеистым сердечником. Другой задачей изобретения является обеспечение удобного регулирования толщины получаемой структуры в ходе изготовления, а также плотности этой структуры с возможностью изменения формы ячеек в ходе получения структуры.
Поставленные задачи решаются путем осуществления способа, заключающегося:
- в непрерывной экструзии посредством многощелевой фильеры
параллельных листов из термоплавкого вещества внутри охлаждающей камеры с созданием герметичности между продольными краями листов и стенками камеры, при этом различные листы образуют между собой и со
стенками камеры несколько секций,
- создании в этой камере с конца, расположенного со стороны фильеры, разрежения в одной секции из двух для деформации и вытягивания попарно экструдированным
листов для осуществления сваривания, локализованного в некоторых местах по всей высоте,
- заполнении с конца, расположенного со стороны фильеры, одной секции из двух, чередующихся с
предыдущими секциями, посредством охлаждающей жидкости, и
- чередовании в каждой секции создания разрежения и заполнения посредством охлаждающей жидкости для получения ячеистой структуры,
затвердевающей в охлаждающей камере, в которой ячейки перпендикулярны направлению экструзии.
При реализации данного способа используют термоплавкий материал. Охлаждающая жидкость является водой, температура которой регулируется. Экструзию параллельных листов осуществляют в охлаждающей камере, в которой поддерживается давление вследствие герметичности, созданной, с одной стороны, между продольными краями листов и двумя стенками, а с другой стороны, между двумя наружными листами и двумя другими стенками камеры, при этом высота формируемых листы больше высоты охлаждающей камеры. К структуре, выходящей из охлаждающей камеры, прикладывают растягивающее усилие рывком для снижения толщины листов в тех их зонах, в которых они должны быть приварены друг к другу. В каждой секции мгновенно создают разрежение порядка 0,6 бар (1 бар=105 Па).
Такой способ представляет большой интерес, поскольку структура выходит непрерывно непосредственно из фильеры, с ячейками, перпендикулярными оси экструзии. Поэтому возможно получать на выходе фильеры ячеистые структуры больших размеров, например, в виде панелей, которые получают сразу без повторения операций.
Создание разрежения в секциях, ограниченных двумя листами, обеспечивает их сближение и сварку по всей высоте. Подача термически регулируемой охлаждающей жидкости в соседние секции позволяет сразу после сварки обеспечить затвердевание структуры в охлаждающей камере.
Преимущество по сравнению с технологией склеенных или сваренных пленок заключается в том, что по изобретению свариваемая часть листов может быть почти такой же толщины, что и не свариваемая часть, что приводит к выигрышу в плотности структуры, т.к. легкость является важным критерием. Для этого способ по изобретению заключается в воздействии на выходящую из охлаждающей камеры структуру резкого растягивающего усилия для снижения толщины листов в тех их зонах, которые должны быть приварены друг к другу.
Можно изменять форму ячеек, которые могут быть в виде правильных или неправильных многоугольников, в виде эллипса, круга, овала, с той же фильерой в ходе работы, за счет изменения различных параметров, таких как скорость экструзии, а также за счет циклов чередования разрежение-подача охлаждающей жидкости, применяемых между двумя соседними листами.
Указанные задачи решаются также тем, что устройство для осуществления способа, содержащее экструдер, подводящий термоплавкое вещество в вязком состоянии, согласно изобретению содержит фильеру с подфильерой, к которой подводят термоплавкое вещество, и имеющую несколько параллельных щелей, каждая из которых предназначена для непрерывного формирования одного листа, причем каждая щель образована двумя деталями в виде конусов, выполненных из теплоизоляционного материала, и в каждой из которых выполнена канавка, поочередно соединяющаяся с источником разрежения и с источником охлаждающей жидкости, причем устройство включает также трубчатую охлаждающую камеру прямоугольного сечения высотой, равной высоте получаемой структуры, в направлении ее ячеек, и шириной, равной ширине структуры, бак под охлаждающую жидкость, из которого жидкость отбирается посредством насоса, вакуумный насос и дозатор, связанный с обоими насосами, а также с сетью, соединяющей его с различными секциями, расположенными с обеих сторон листов, для поочередного соединения каждой секции с источником разрежения и с источником охлаждающей жидкости.
Каждый элемент в виде конуса, расположенный с одной стороны щели фильеры, покрыт материалом-теплоносителем и/или снабжен нагревательными устройствами.
Охлаждающая камера по меньшей мере частично погружена в охлаждающий бак, содержащий воду, в котором происходит ячеистая структура на выходе из камеры, причем вода, содержащаяся в баке, образует охлаждающую жидкость, участвующую в формировании и охлаждении листов внутри камеры для образования и затвердевания ячеек.
Фильера соединена с двумя выходными системами, имеющими конические части, дополняющие элементы фильеры, в которые выходят канавки, поочередно создающие разрежения и подачу охлаждающей жидкости, причем конические части обеих систем накладываются в элементах фильеры по обе стороны щелей, формирующих листы, при этом обе системы ограничивают своими противолежащими сторонами две стороны ячеистой структуры, перпендикулярной ячейкам.
Две противолежащие стороны обеих выходных систем, соединенных с фильерой, выполнены сходящимися от выхода фильеры в направлении охлаждающей камеры, при этом противолежащие стороны обеих выходных систем имеют вогнутую поверхность напротив выхода каждого листа.
Обе выходные системы установлены с возможностью регулирования относительно фильеры в направлении ячеек для обеспечения регулирования толщины ячеистой структуры.
На выходе каждой охлаждающей камеры расположен натяжной агрегат, образованный двумя роликами, приводимыми в движение в противоположном друг другу направлении и опирающимися на две стороны ячеистой структуры, перпендикулярной ячейкам.
На выходе охлаждающей камеры имеется устройство для разрезания ячеистой структуры поперек направлению экструзии для формирования плит и расположено устройство для непрерывной сварки на двух сторонах ячеистой структуры двух облицовочных листов, образующих поверхностные слои.
Указанные задачи достигаются также тем, что изделие, имеющее структуру с ячеистым сердечником, покрытую поверхностными слоями, получено описанным способом, при этом поверхностные слои выполнены проницаемыми.
Изобретение поясняется ниже с помощью
следующего описания со ссылкой на прилагаемые схематические чертежи, представляющие в качестве неограничивающего примера вариант осуществления устройства для применения этого способа изготовления
ячеистой структуры из термоплавкого материала:
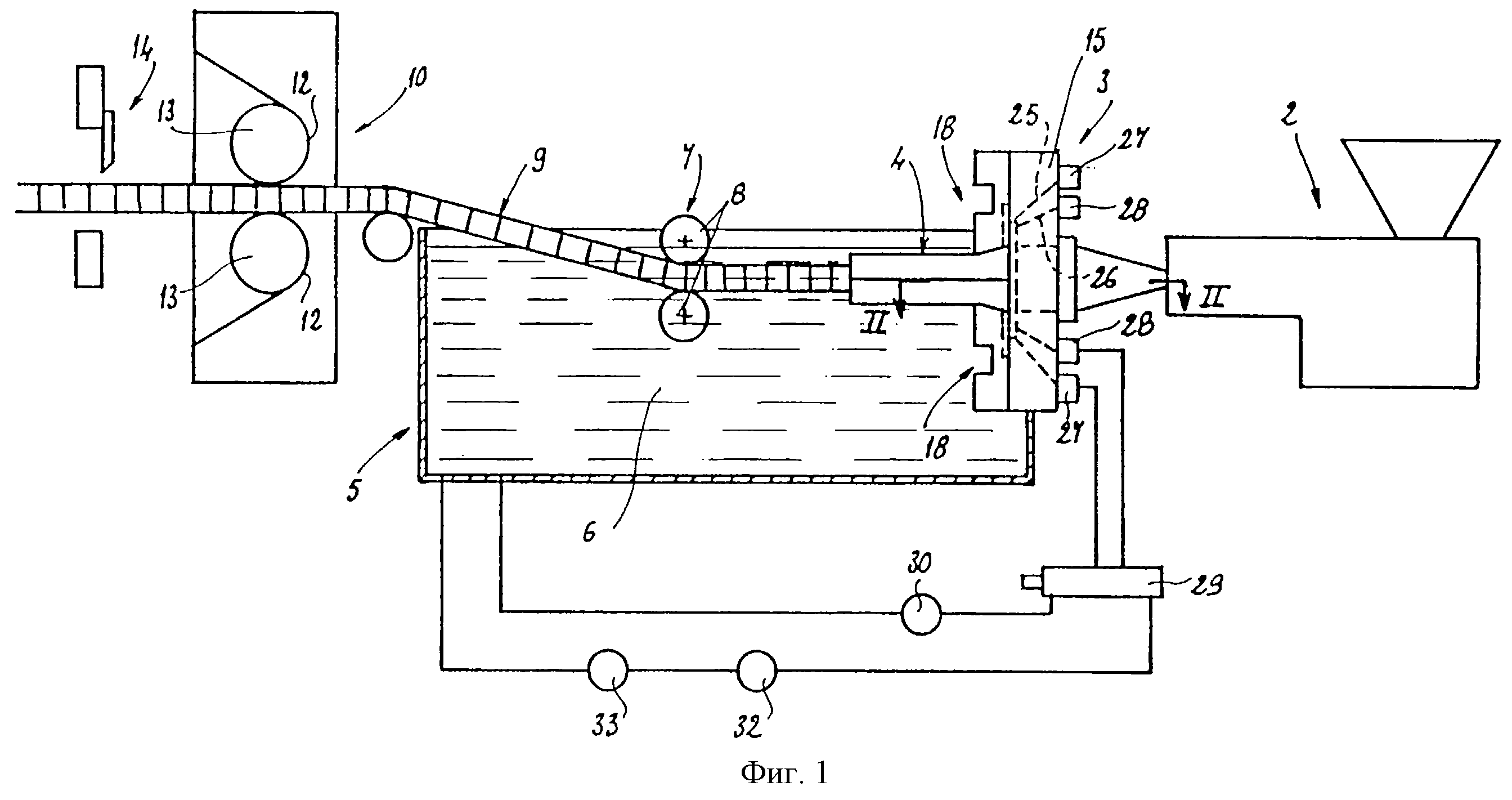
фиг.1 представляет собой общий вид установки;
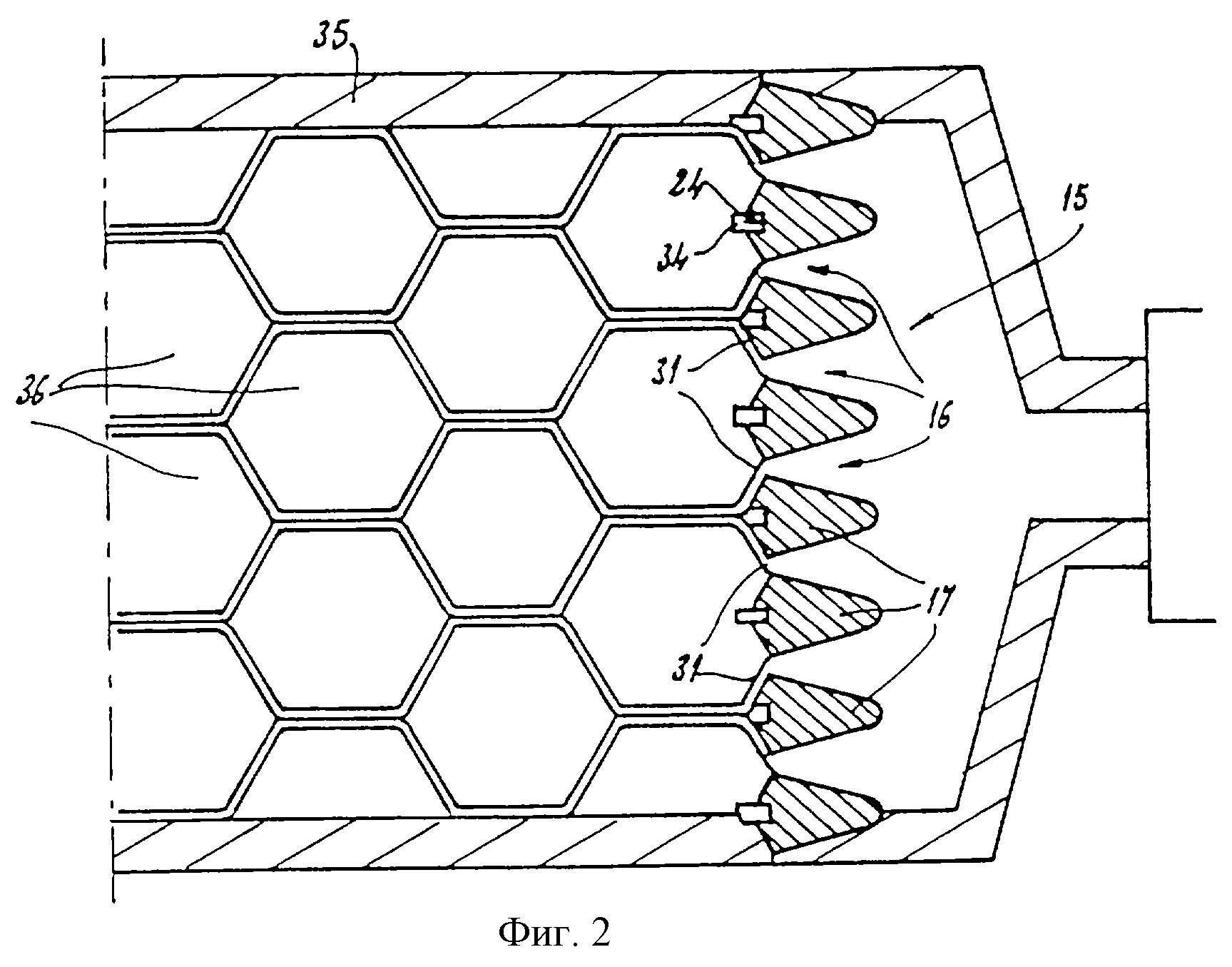
фиг. 2 представляет собой вид в сечении в увеличенном масштабе по линии II-II фиг.1,
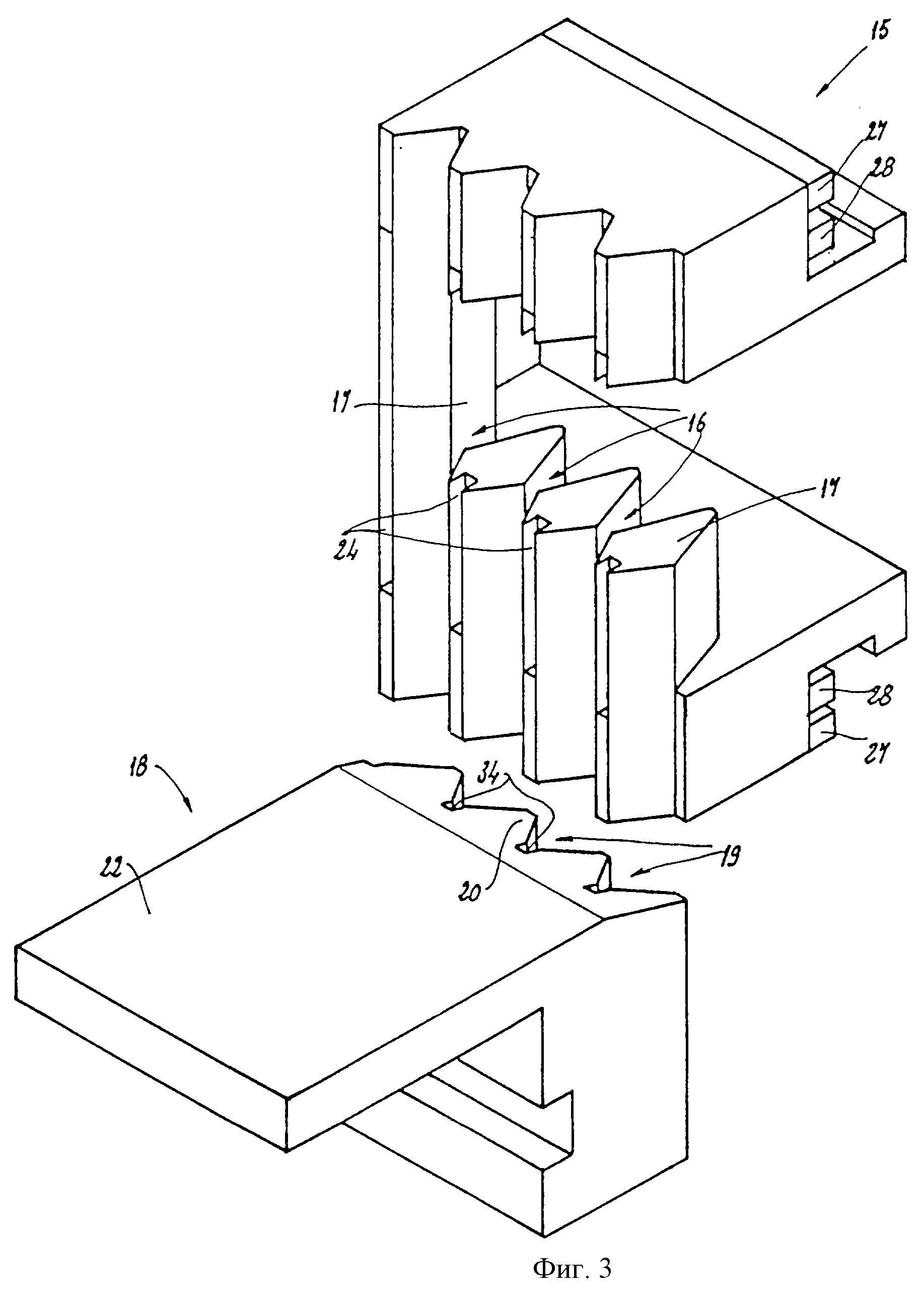
фиг.3 представляет собой чертеж общего вида с вырывом фильеры и выходного блока, обеспечивающего формирование ячеистой структуры;
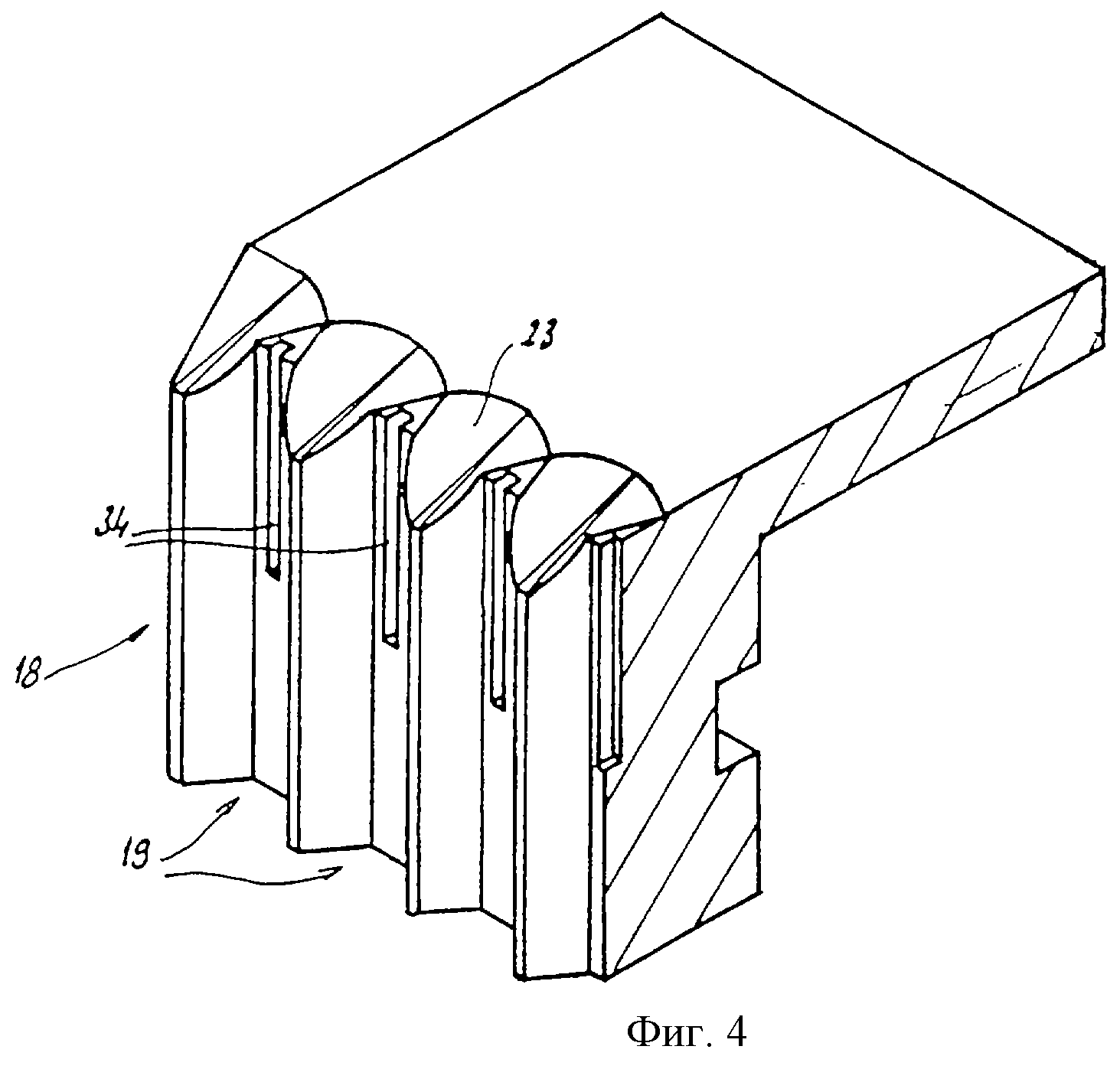
фиг. 4 представляет собой чертеж общего вида варианта
выходной системы, обеспечивающей формирование ячеистой структуры;
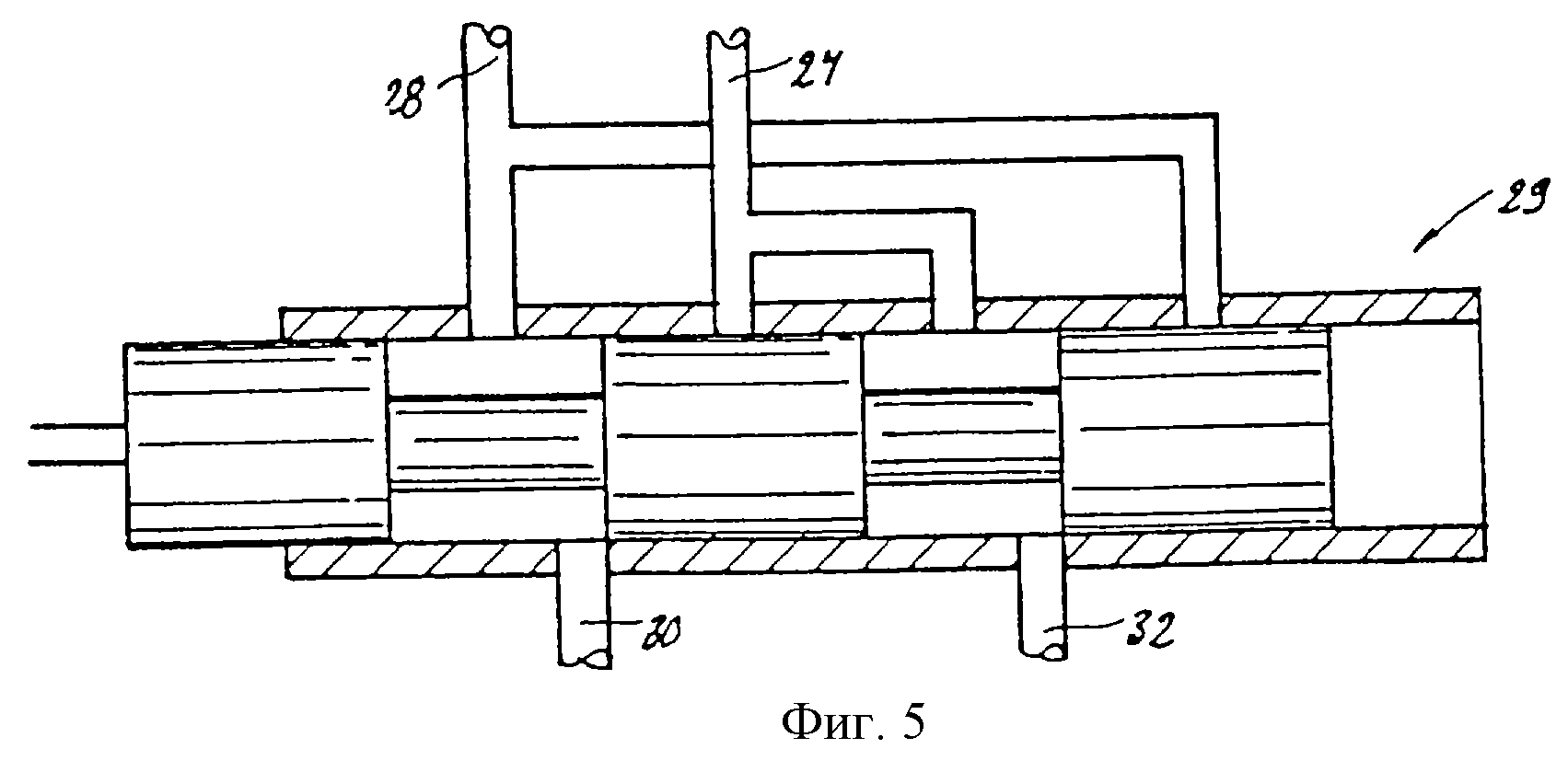
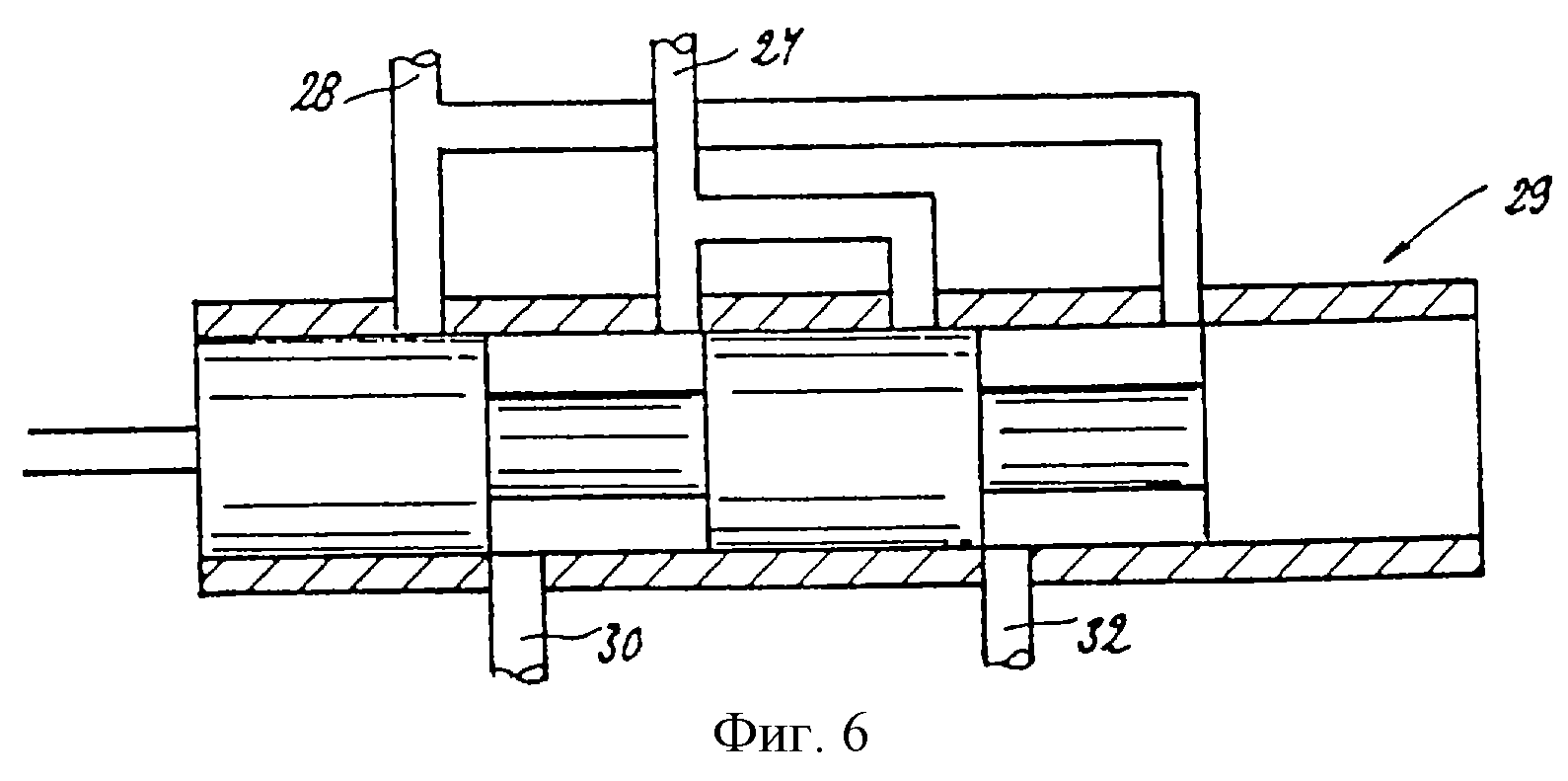
фиг. 5 и 6 представляют собой два вида дозатора, обеспечивающего одновременно создание разрежения и подачу охлаждающей
жидкости в разные секции, расположенные с каждой стороны листов;
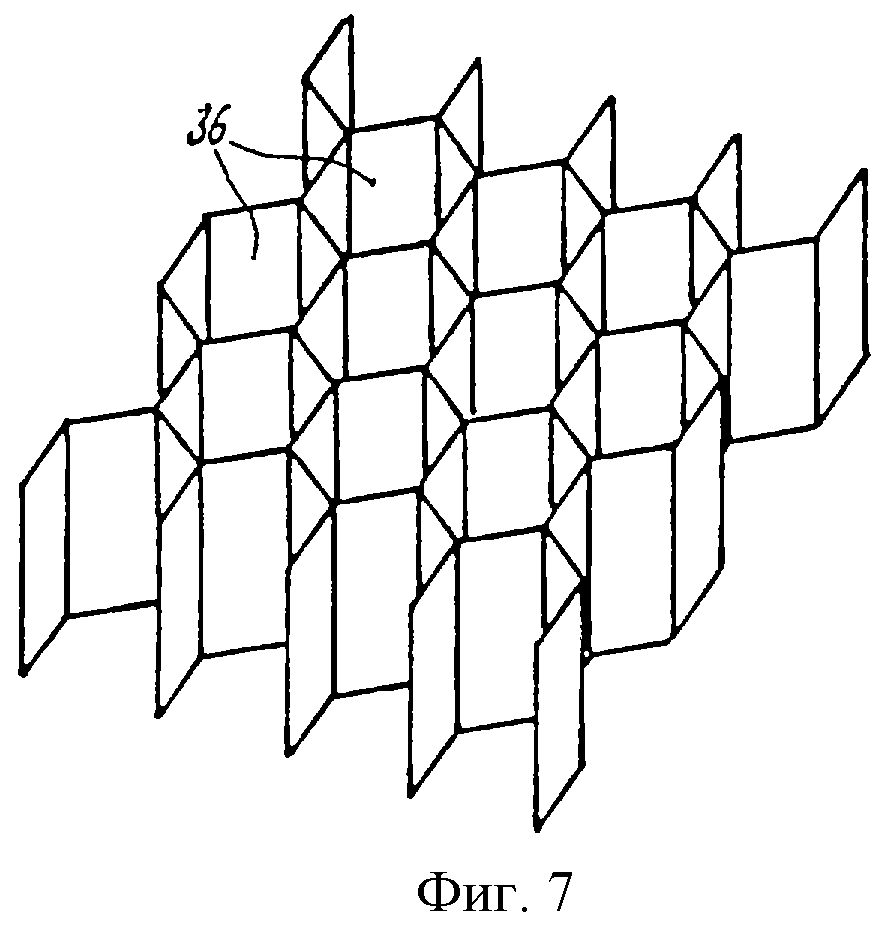
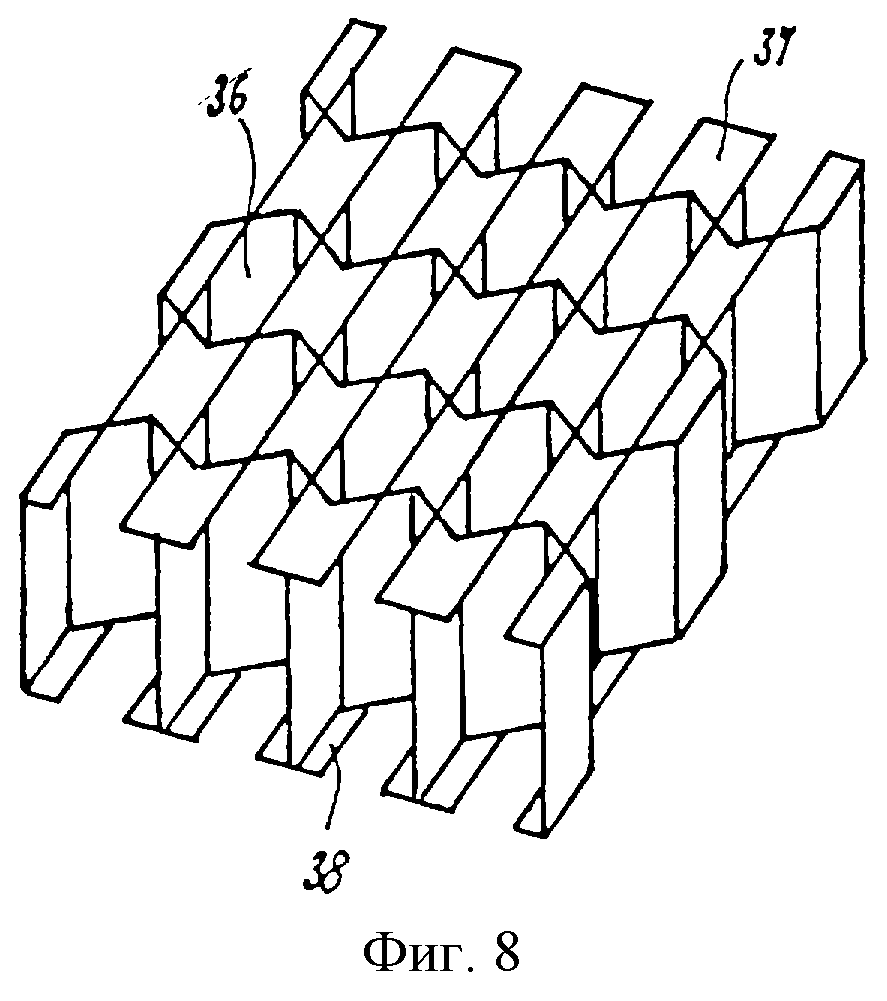
фиг.7 и 8 представляют собой два чертежа общего вида двух типов ячеистой структуры, которые могут быть получены в соответствии
со способом по изобретению.
На фиг. 1 показана установка, включающая экструзионное устройство 2, позволяющее подавать термоплавкое вещество, такое как термопластический материал типа полипропилена или эластомера в тестообразном состоянии под давлением, распределяя его по большой ширине, например, посредством фильеры с подфильерой 3. Само собой разумеется, что ширина фильеры, как она представлена на чертежах и, в частности, на фиг.2, является ограниченной и служит просто для иллюстрации способа по изобретению, при этом получаемое число ячеек может быть намного больше на той же ширине.
На выходе фильеры 3 расположена камера 4 для формирования и охлаждения ячеистой структуры, в которой поддерживается давление. В представленном варианте осуществления эта камера, по крайней мере, частично погружена в бак 5, содержащий воду 6. На выходе камеры 4 расположен натяжной агрегат 7, образованный двумя роликами 8, приводимыми в противоположное друг другу направление и опирающимися на обе стороны ячеистой структуры 9. За баком 5 расположено устройство 10 для непрерывной сварки двух верхних листов 12, разматываемых с двух моталок 13, для образования поверхностных слоев по обеим сторонам ячеистой структуры 9. Наконец, на выходе устройства 10 установлено устройство для резки 14, обеспечивающее резку ячеистой структуры поперек направлению экструзии для формирования плит.
Фильера 3 включает блок 15, более подробно изображенный на фиг. 2 и 3. В центральной части этого блока 15, в которую подводится материал в вязком состоянии, выполнены параллельные вертикальные щели 16, каждая из которых ограничена двумя соседними элементами 17 в виде конуса, вершина которого повернута к входу. Эти элементы 17 выполнены из теплоизоляционного материала с высокими механическими характеристиками, такого как полиимид, покрытого в зоне, предшествующей щелям, материалом-теплоносителем, например, на основе золота, серебра или меди. Возможно также присоединение при необходимости к этому устройству-теплоносителю или присоединение к каждому элементу 17 в виде конуса нагревательных устройств. Это позволяет очень быстро внести регенерируемое на входе тепло в термоплавкий материал до его температуры формоизменения для снижения температурного градиента по сравнению с зоной охлаждения и обеспечения того, чтобы этот термоплавкий материал не достигал бы своей температуры затвердевания до изменения формы. Учитывая тот факт, что щели 16 являются параллельными, эти щели обеспечивают формование параллельных листов 31. Следует отметить, что пространство между двумя соседними щелями 16 соответствует половине ширины ячеек ячеистой структуры, которая будет сформирована. Формирование ячеистой структуры обеспечивается посредством двух выходных систем формирования 18, содержащих конические части, дополняющие элементы 17 фильеры, чтобы обеспечить чешуйчатые наслоения этих последних и обеспечить герметичность в гидравлической системе, каково бы ни было вертикальное положение частей 18 по отношению к фильере. Действительно, каждая часть 18 устанавливается с возможностью регулирования в вертикальном направлении на фильере 3, т.е. в направлении ячеек структуры, которая должна быть образована, с целью обеспечения регулирования толщины структуры. Обе системы 18 ограничивают своими противолежащими поверхностями 20, 22 опорные зоны двух сторон ячеистой структуры, перпендикулярной ячейкам.
Следует отметить, что поверхности 20 являются сходящимися от выхода фильеры в направлении камеры формирования и охлаждения 4, нижняя и верхняя стенки которой образованы поверхностями 22 двух выходных систем 18. С тем, чтобы лист имел высоту на выходе из щели 16, например, 32 мм, поверхности 22 разводятся на 30 мм. Переход от 32 мм до 30 мм осуществляется посредством наклонных поверхностей 20. Это позволяет использовать хороший контакт между продольными краями листов на выходе из фильеры и верхней и нижней стенками камеры 22, обеспечивая высокую герметичность между секциями, ограничиваемыми различными листами. Такая конфигурация позволяет получать простую ячеистую структуру, как показанная на фиг.7.
В варианте осуществления, представленном на фиг.4, наклонная поверхность 20 каждого элемента 18 имеет вогнутую поверхность 23 напротив щели 16, обеспечивающей формирование каждого листа. Таким образом возможно получать листы значительно большей высоты, чем расстояние между двумя поверхностями 22, вызывая загиб верхнего и нижнего краев о поверхности 22. В конических частях 17, расположенных с каждой стороны листа, выходящего из щели 16, выполнены продольные канавки, выходящие в направлении выхода. Каждая канавка связана посредством двух каналов 25 или 26 с одним сборником, соответственно 27 или 28. Если канавка соединена через канал 25 со сборником 27, каждая соседняя канавка соединена через канал 26 со сборником 28. Каждый сборник 27, 28 может поочередно быть соединен посредством дозатора 29 с вакуумным насосом 30 и насосом 32 для подачи охлаждающей жидкости, причем эта жидкость состоит из воды 6 из бака 5, который подвергается терморегулированию посредством устройства 33. Таким образом, возможно в зависимости от положения дозатора и для заданной канавки 24 либо соединить ее с вакуумным насосом 30 и таким образом создать разрежение между двумя листами, ограничивающими секцию, в которую выходит эта канавка 24, либо осуществить подачу охлаждающей жидкости из этой канавки 24, исходя из бака 5, посредством насоса 32.
Величина давления подачи охлаждающей жидкости приблизительно соответствует величине потерь напора в подводящих каналах, может составлять порядка 1 бара (1 бар=105 Па). Величина разрежения должна быть как можно более высокой в зависимости от производственных условий - высоты над уровнем моря, температуры. . . , не достигая, тем не менее, предела поверхностного натяжения охлаждающей жидкости. Это разрежение может составлять порядка 0,6 бар.
На фиг. 5 и 6 представлен в качестве примера шестиканальный дозатор в двух положениях.
В положении, показанном на фиг.5, сборники 28 соединены с источником разрежения 30, а сборники 27 давление охлаждающей жидкости, подаваемой через сборники 27 и 28 в зависимости от цикла, ниже давления термоплавкого материала, выходящего из экструдера, реакция связи в герметичной камере 4 заставляет образующуюся ячеистую структуру выходить из нее, а следовательно, обеспечить натяжение на уровне выхода из фильеры. Преимущество заключается в том, что этот выход осуществляется рывком вследствие инверсии в каждом цикле образования ячеек разрежения и подачи охлаждающей жидкости. Отсюда следует, что сваренные части являются более вытянутыми, а следовательно, более тонкими, чем несваренные части, что приводит к выигрышу в весе образованной таким образом структуры. Возможно сочетать характеристики натяжного агрегата малой скорости и подачи охлаждающей жидкости, превышающей ту, которая должна была бы быть, для получения ячеек особой формы, таких как выпуклые ячейки или ячейки 37 с частичными верхним поверхностным слоем и нижним поверхностным слоем 38, как показано на фиг.8, причем такую конфигурацию получают с выходной системой, изображенной на фиг.4. Структура, изображенная на фиг.8, является структурой с ячеистым сердечником и проницаемыми поверхностными слоями.
Герметичность на уровне камеры 4 может быть достигнута за счет стенок из материала с высоким коэффициентом трения, например, губчатого эластомера.
Охлаждающая жидкость может быть при температуре соединены с насосом 32 и питаются охлаждающей жидкостью. На фиг.6 все представлено наоборот.
Для ограничения потерь напора канавки 34 выполнены в выходной системе 18, взаимодействуют с канавками 24 основной детали фильеры для образования каналов большого сечения, обеспечивающих поочередно разрежение и подачу охлаждающей жидкости в секции, ограниченные листами.
На практике разрежение, создаваемое в секции между двумя листами, вызывает сближение двух листов, а также их сварку, при этом охлаждающая жидкость, состоящая из воды, обеспечивает охлаждение вещества на поверхности каждого листа и затвердевание структуры в охлаждающей камере. Инверсия явлений разрежения и подачи охлаждающей жидкости поочередно в канавки 24 вызывает образование ячеек и получение такой структуры, как изображенная на фиг. 7.
Охлаждающая камера 4 также ограничена сбоку двумя стенками 35, осуществляющими герметичность на уровне двух наружных экструдированных листов.
Охлаждающая камера, следовательно, герметична, и в ней может поддерживаться давление пока вода, поданная по канавкам 24, не может вытечь.
Так как в камере формирования и охлаждения 4 поддерживается давление посредством воды, давление этой воды, содержащейся в ячейках 36, снижается и она подается в бак 5 на выходе камеры 4. После запуска способа возможно обойтись без натяжного агрегата 7. Действительно, т.к. порядка 30oС, например, для полипропилена, что предупреждает явление закалки термоплавкого материала на выходе фильеры, что препятствовало бы его деформации и его свариванию, поскольку он сразу же оказался бы застывшим. В способе по изобретению поверхность листа со стороны разрежения не находит достаточно фригорий и может вследствие этого быть сваренной в результате контакта или под действием очень небольшого давления с другим листом в связи с усилием, оказываемым от разрежения.
Количество фригорий, вносимых охлаждающей жидкостью, должно быть достаточно для окончательного затвердевания структуры в охладительной камере.
Что касается устройства для осуществления изобретения, возможно выполнить как фильеру, так и систему выхода и формирования либо механической обработкой массивных деталей, либо наложением единичных элементов.
Как следует из изложенного выше, изобретение вносит большое усовершенствование в существующий уровень, предоставляя простой по замыслу способ изготовления ячеистой структуры, обеспечивающий получение непрерывной структуры, в которой ячейки ориентированы перпендикулярно оси экструзии, что позволяет получать плиты большого размера, которые могут непосредственно использоваться после разрезания на выходе или которые могут сразу покрываться облицовочными листами, образующими поверхностные слои.
Само собой разумеется, изобретение не ограничивается единственным вариантом осуществления этого способа, ни единственной формой выполнения устройства, описанными выше в качестве неограничивающего примера, оно охватывает напротив все варианты. Так, в частности, конические части 17, 19 могли бы быть заменены плоскими частями или в виде полусводов, дозатор мог бы быть другого типа, например вращающимся, или же фильера, имеющая щели, могла быть разъединена с фильерой с портфильерой, не выходя при этом из объема изобретения.
Реферат
Способ и устройство относятся к области изготовления изделий из термоплавких материалов. Способ изготовления ячеистой структуры из термоплавкого вещества заключается в непрерывной экструзии посредством многощелевой фильеры параллельных листов из термоплавкого вещества внутри охлаждающей камеры с созданием герметичности между продольными краями листов и стенками камеры, при этом различные листы образуют между собой и со стенками камеры несколько секций. В этой камере с конца, расположенного со стороны фильеры, создается разрежение в одной секции из двух для деформации и вытягивания попарно экструдированных листов для осуществления сваривания, локализованного в некоторых местах по всей высоте. С конца, расположенного со стороны фильеры, одну секцию из двух, чередующихся с предыдущими секциями, заполняют посредством охлаждающей жидкости. Чередуют в каждой секции создание разрежения и заполнение для получения ячеистой структуры, затвердевающей в охлаждающей камере, в которой ячейки перпендикулярны направлению экструзии. Также представлено устройство для осуществления данного способа и изделие, имеющее структуру с ячеистым сердечником, покрытую поверхностными слоями и полученную способом, описанным выше. 3 с. и 15 з.п.ф-лы, 8 ил.
Комментарии