Дополнительная установка для вспомогательного экструдирования оконного профиля и установка для его изготовления, в которой она используется - RU2555019C1
Код документа: RU2555019C1
Чертежи














Описание
Настоящее изобретение относится к установке для изготовления оконного профиля, имеющего текстуру натурального дерева, при помощи технологии вспомогательного экструдирования (соэкструзии), в частности к форме дополнительной установки для вспомогательного экструдирования для двойного экструдирования, которая оборудована в установке для изготовления оконного профиля, так чтобы смоляной состав, содержащий древесные волокна, подвергался двойному экструдированию с одной стороны, и на ней формировалось тиснение, таким образом, обеспечивая рисунки, имеющие текстуру натурального дерева.
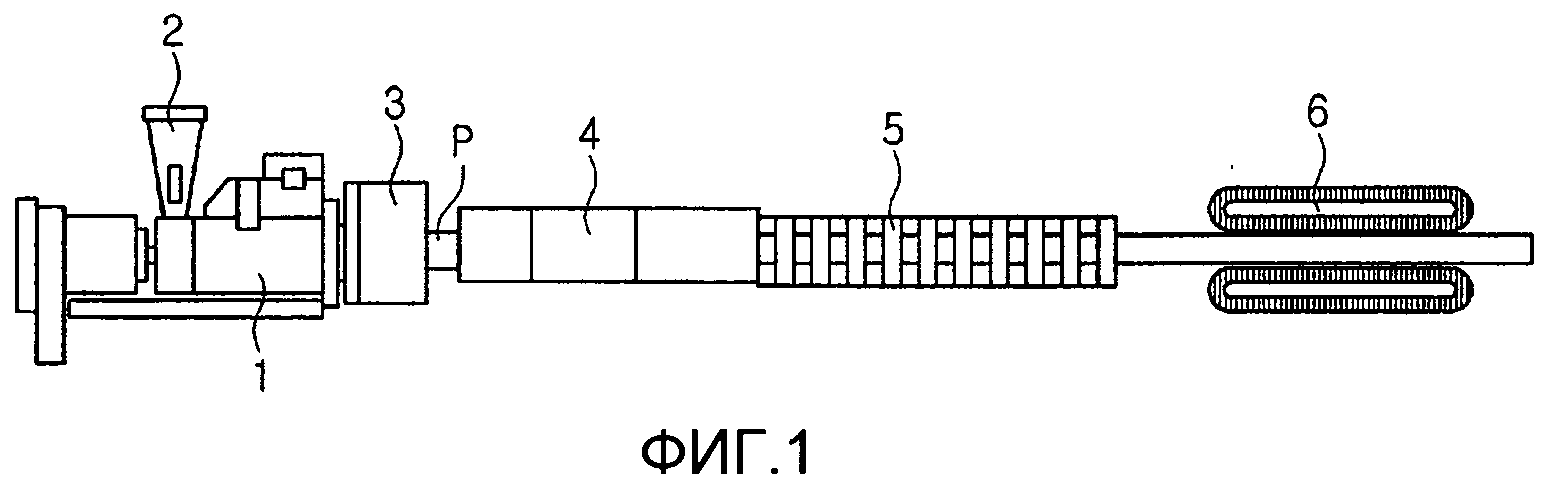
В процессе экструдирования для изготовления традиционного оконного профиля, как показано на Фиг.1, если брикет или материал составного типа из термопластичной смолы вводится в экструдер 1 через бункер 2, материал нагревается при помощи нагревателя, расположенного в нагревающем цилиндре экструдера 1, так, чтобы расплавляться до гелеобразного состояния, транспортируется при помощи вращения червячного шнека и затем экструдируется через головку 3, расположенную на переднем конце экструдера 1. И расплавленная смола, экструдируемая через головку 3, для того чтобы иметь желаемую форму, проходит через калибратор и охлаждающее устройство 5.
Калибратор 4 позволяет профилю Р, прошедшему через головку 3, сохранять свой внешний вид и иметь точные размеры и формы. Таким образом, предпочтительно, чтобы калибратор 4 располагался вблизи головки 3 так, чтобы профиль, прошедший через головку 3, мог входить в калибратор 4 без деформации своей формы. Продукт, прошедший через калибратор 4, охлаждается с помощью охлаждающего устройства 5, протягивается с определенной силой через тяговое устройство 6 и затем отрезается по желаемому размеру при помощи режущего устройства. Таким образом, предварительно завершается продукт оконного профиля.
И для того чтобы обеспечить различные текстуры и рисунки на верхней или боковой поверхности оконного профиля, обращенной наружу при установке, декоративная пленка (лист), изготовленная из синтетической смолы, присоединяется к ней так, чтобы обеспечить текстуру дерева, таким образом, улучшая внешний вид оконного профиля.
Однако для присоединения отдельной пленки или листа к экструдированному оконному профилю необходимо, чтобы экструдированный оконный профиль транспортировался к отдельной пластине, на которой оборудована обертывающая установка, загружался в нее и затем обрабатывался при помощи отдельного процесса. Таким образом, это представляет недостаток с точки зрения эффективности и стоимости изготовления, а также, когда на нем образуются царапины после транспортировки, обработки и установки, эти царапины сложно реставрировать. Более того, поскольку в ходе процесса обертывания используется клей, это негативно сказывается на здоровье пользователя или работника.
Для преодоления этих проблем был предложен метод двойного экструдирования (вспомогательного экструдирования/соэкструзии), при котором оконный профиль подвергается двойному экструдированию. При двойном экструдировании, как описано выше, профиль экструдируется при помощи экструдера так, чтобы иметь желаемую форму, и затем другой сырьевой материал, такой как ПВХ, дополнительно экструдируется на одну сторону профиля при помощи дополнительной установки для вспомогательного экструдирования.
Однако даже в этом случае существуют некоторые недостатки и проблемы, заключающиеся в том, что внешний вид профиля, на который наносится ПВХ или подобный материал, является неестественным, и внешний вид нарушается из-за изменения окраски поверхности профиля, создаваемого пигментом ПВХ.
Для усиления графичности поверхности профиля, ролик для тиснения (не показано) располагается между головкой 3 и калибратором 4 для формирования рисунков поверхности ролика для тиснения на поверхности профиля. Однако, как описано выше, поскольку калибратор 4 должен быть расположен вблизи головки, существует ограничение в диаметре и длине окружности ролика для тиснения, расположенного между ними. В результате, период повтора рисунков, которые повторно формируются на поверхности профиля, становится коротким, и, таким образом, графичность ухудшается.
Задачей настоящего изобретения является улучшение прохода в дополнительной установке для вспомогательного экструдирования для формирования поверхностного слоя, которая оборудована в установке для изготовления оконного профиля, которая может создавать текстуру натурального дерева и, таким образом, превосходный внешний вид.
Для достижения вышеуказанной задачи настоящее изобретение обеспечивает дополнительную установку 100 для вспомогательного экструдирования для оконного профиля, в которой смола для вспомогательного экструдирования сжата и транспортируется к одной стороне головки 30 так, чтобы формировать поверхностный слой S на поверхности профиля Р, когда смоляной материал для формирования профиля Р плавится в главном экструдере 10 и затем сжимается и подается в головку, отличающуюся тем, что дополнительная установка для вспомогательного экструдирования содержит соединитель 110 для вертикальной замены направления движения смоляного состава для вспомогательного экструдирования и изогнутый участок 113, 114, который плавно изменяет направление продвижения смоляного состава, формируется между впускным отверстием 111 и выпускным отверстием 112 соединителя.
Более того, настоящее изобретение обеспечивает установку для изготовления оконного профиля, содержащую главный экструдер 10, который сжимает и транспортирует расплавленный смоляной материал, головку 30, которая выпускает смоляной материал в виде профиля, имеющего определенную форму, и дополнительную установку 100 для вспомогательного экструдирования, которая сжимает и транспортирует смоляной состав для вспомогательного экструдирования к одной стороне головки с тем, чтобы формировать поверхностный слой S на поверхности профиля, отличающуюся тем, что головка 30 имеет пространство 38 для сжатия, принимающее смоляной состав для вспомогательного экструдирования, вводимый из дополнительной установки для вспомогательного экструдирования, и сжимающее и наносящее его на поверхность профиля, при этом пространство 38 для сжатия оборудовано направляющей 39 потока, которая разделяет поток смоляного состава для вспомогательного экструдирования.
Предпочтительно, направляющая потока пространства 38 для сжатия расположена вдоль направления движения смоляного состава для вспомогательного экструдирования, и дополнительная установка для вспомогательного экструдирования содержит соединитель для вертикального изменения направления движения смоляного состава для вспомогательного экструдирования, и изогнутый участок 113, 114, который плавно изменяет направление движения смоляного состава, сформирован между впускным отверстием 111 и выпускным отверстием 112 соединителя.
Предпочтительно, установка дополнительно включает в себя калибратор 70, сохраняющий внешний вид профиля, выпущенного из головки, и охлаждающее устройство 90, которое охлаждает профиль, прошедший через калибратор. И смоляной состав для вспомогательного экструдирования содержит древесные волокна.
В соответствии с настоящим изобретением, как описано выше, поверхностный слой формируется как одно целое с одной стороной профиля путем вспомогательного экструдирования, и, таким образом, можно обеспечить текстуру натурального дерева и, следовательно, превосходный внешний вид. Более того, поскольку настоящее изобретение обеспечивает улучшенный проход в дополнительной установке для вспомогательного экструдирования для предотвращения карбонизации в ней смоляного состава, а также предотвращения чрезмерного потребления энергии при транспортировке смоляного состава, можно улучшить графичность рисунков, формируемых на поверхностном слое профиля.
Вышеуказанные и прочие задачи, признаки и преимущества настоящего изобретения станут понятны из следующего описания предпочтительных воплощений, приведенного со ссылкой на прилагаемые чертежи, на которых:
Фиг.1 изображает схематичный вид установки для изготовления традиционного оконного профиля;
Фиг.2 изображает схематичный вид установки для изготовления оконного профиля в соответствии с одним воплощением настоящего изобретения;
Фиг.3 изображает вид в поперечном сечении профиля, изготовленного путем вспомогательного экструдирования в соответствии с настоящим изобретением;
Фиг.4 изображает схематичный вид профиля, изготовленного при помощи установки в соответствии с настоящим изобретением;
Фиг.5 изображает вид в перспективе ролика для тиснения в соответствии с настоящим изобретением;
Фиг.6 изображает вид в поперечном сечении ролика для тиснения и увеличенный вид поверхности ролика для тиснения в соответствии с настоящим изобретением;
Фиг.7 изображает вид в поперечном сечении традиционного ролика для тиснения и увеличенный вид поверхности традиционного ролика для тиснения;
Фиг.8 изображает вид установки для вспомогательного экструдирования для изготовления оконного профиля в соответствии с настоящим изобретением, показанный в другом направлении, чем на Фиг.2;
Фиг.9 изображает вид в поперечном сечении головки и ролика для тиснения с Фиг.8;
Фиг.10 изображает вид в перспективе диска охлаждающего устройства в установке для вспомогательного экструдирования в соответствии с настоящим изобретением;
Фиг.11 изображает вид в поперечном сечении соединителя дополнительной установки для вспомогательного экструдирования в установке для вспомогательного экструдирования в соответствии с настоящим изобретением;
Фиг.12 изображает вид в поперечном сечении традиционного соединителя;
Фиг.13 изображает вид, показывающий рисунки, образованные на профиле при помощи установки для вспомогательного экструдирования;
Фиг.14 изображает вид, показывающий рисунки, образованные на профиле при помощи установки для вспомогательного экструдирования в соответствии с настоящим изобретением;
Фиг.15 изображает вид реального продукта, изготовленного при помощи установки для вспомогательного экструдирования в соответствии с настоящим изобретением.
Варианты осуществления настоящего изобретения будут подробно описаны ниже.
Фиг.2 представляет собой схематичный вид установки для изготовления оконного профиля в соответствии с одним воплощением настоящего изобретения. Со ссылкой на Фиг.2, если брикет или материал составного типа из термопластичной смолы, например полистирол (PS), полиэтилен (PE), полипропилен (PS), поливинилхлорид (PVC) и АБС-пластик, вводится в главный экструдер 10 через бункер 20, материал нагревается при помощи нагревателя, расположенного в главном экструдере 10, так, чтобы расплавляться до гелеобразного состояния, и транспортируется при помощи вращения червячного шнека. После этого профиль Р, имеющий желаемую форму, экструдируется через головку 30, расположенную на передней стороне главного экструдера 10, и проходит через калибратор 70, 80 и охлаждающее устройство 90, а затем тяговое устройство 99 и режущее устройство, которые подобны предшествующему уровню техники, и поэтому их подробное описание будет опущено.
Предпочтительно, калибратор 70 расположен вблизи головки так, чтобы профиль, прошедший через головку, мог входить в калибратор 70 без деформации своей формы, и процесс охлаждения поверхности профиля Р осуществляется до того, как профиль Р входит в калибратор 70. Если профиль Р немедленно ввести в калибратор без охлаждения его поверхности, может возникнуть проблема, заключающаяся в том, что тисненые рисунки, образованные на поверхности профиля, сотрутся и исчезнут из-за трения поверхности между формованной смолой профиля и внутренним металлом калибратора. Поэтому предпочтительно использовать воздух в качестве охлаждающей среды. То есть в устройстве для охлаждения поверхности, воздух равномерно подается к профилю так, чтобы поверхность профиля быстро охлаждалась.
Установка для вспомогательного экструдирования в соответствии с настоящим изобретением включает в себя дополнительную установку 100 для вспомогательного экструдирования. Фиг.3 изображает головку 30 и дополнительную установку 100 для вспомогательного экструдирования в соответствии с настоящим изобретением. Головка 30 включает в себя главную экструдирующую головку 30а и вспомогательную экструдирующую головку 30b. Главная экструдирующая головка 30а предназначена для экструдирования смолы, вводимой через бункер 20 и расплавленной до гелеобразного состояния, так, чтобы придавать ей определенную форму. Вспомогательная экструдирующая головка 30b расположена на передней стороне главной экструдирующей головки 30а и предназначена для формирования поверхностного слоя (со ссылкой на позицию S с Фиг.4) на одной стороне профиля, прошедшего через главную экструдирующую головку 30а. С этой целью смола для вспомогательного экструдирования подается из дополнительной установки 100 для вспомогательного экструдирования и впрыскивается в верхний участок вспомогательной экструдирующей головки 30b. Другими словами, смола для вспомогательного экструдирования, подаваемая из дополнительной установки 100 для вспомогательного экструдирования, соединяется со стороной профиля, прошедшего через главную экструдирующую головку 30а так, чтобы формировать поверхностный слой S, и затем прошедшего через вспомогательную экструдирующую головку 30b.
Фиг.4 изображает вид в поперечном сечении профиля, изготовленного путем вспомогательного экструдирования в соответствии с настоящим изобретением. Поверхностный слой S выполнен как одно целое с поверхностью оконного профиля Р при помощи вспомогательного экструдирования. На чертеже показано, что поверхностный слой выполнен на верхней поверхности и обеих сторонах профиля. Тем не менее настоящее изобретение не ограничивается формированием поверхностного слоя. При необходимости, поверхностный слой может быть сформирован на части верхней поверхности или на всех поверхностях профиля.
Путем формирования поверхностного слоя при помощи вспомогательного экструдирования можно обеспечить различные цвета при помощи различных материалов для поверхностного слоя. Поскольку материал, отличающийся от материала профиля, формируется как одно целое с профилем в ходе вспомогательного экструдирования, последующая обработка, такая как крепление листа, не требуется после изготовления профиля. Также можно снизить производственные затраты и увеличить срок службы изделия. Более того, поскольку не используется клей, изделие безопасно для внешней среды, а также обладает преимуществом относительно образования царапин.
В соответствии с настоящим изобретением смоляной состав для вспомогательного экструдирования, формирующий поверхностный слой S, содержит древесные волокна, таким образом, улучшая текстуру натурального дерева и, следовательно, ее графичность.
Смоляной состав для вспомогательного экструдирования включает в себя первый сырьевой материал для формирования основного цвета, второй сырьевой материал для формирования цвета полутона и третий сырьевой материал для формирования цвета высокого тона.
В настоящем изобретении, первый сырьевой материал в качестве основного материал отличается тем, что содержит древесные волокна, так чтобы поверхностный слой профиля имел текстуру натурального дерева. Первый сырьевой материал состоит на 70% из ПВХ, от 10 до 15% кускового угля, от 15 до 20% древесных волокон, небольшого количества неорганического пигмента, обладающего отличной стойкостью к атмосферным воздействиям, небольшого количества добавки для стойкости к атмосферным воздействиям и т.п.
Второй сырьевой материал для формирования цвета полутона состоит из смолы, такой как высоко полимеризированный ПВХ, НАК (акрилонитрил), ПММА (полиметилакрилат) и ПЭ (полиэтилен), обладающей более высокой точкой плавления, чем первый сырьевой материал (основной материал), небольшого количества неорганического пигмента полутона, обладающего отличной стойкостью к атмосферным воздействиям, небольшого количества добавки, такой как смазывающее вещество, и т.д.
Третий сырьевой материал для формирования цвета высокого тона состоит из смолы, такой как высоко полимеризированный ПВХ, НАК (акрилонитрил), ПММА (полиметилакрилат) и ПЭ (полиэтилен), обладающей более высокой точкой плавления, чем первый сырьевой материал (основной материал), небольшого количества неорганического пигмента высокого тона, обладающего отличной стойкостью к атмосферным воздействия, небольшого количества добавки, такой как смазывающее вещество, и т.д.
В соответствии с настоящим изобретением первый, второй и третий сырьевые материалы не смешиваются для формирования одного цвета. Но в состоянии, когда поверхностный слой формируется на профиле, второй и третий сырьевые материалы, соответственно, показывают цвет полутона и цвет высокого тона на первом сырьевом материале в качестве основного материала так, чтобы каждый цвет можно было отличить от другого, таким образом, обеспечивая естественные цвета, обладающие превосходной графичностью.
Для того чтобы цвета смоляных составов можно было отличить друг от друга, первый сырьевой материал имеет точку плавления от 160 до 165°С, второй сырьевой материал имеет точку плавления от 175 до 185°С, и третий сырьевой материал имеет точку плавления от 175 до 185°С.
Дополнительная установка 100 для вспомогательного экструдирования предназначена для нагрева смоляных составов для вспомогательного экструдирования и затем их сжатия и направления к вспомогательной экструдирующей головке 30b. Если точки плавления смоляных составов все одинаковые, все смоляные составы будут плавиться и смешиваться друг с другом в дополнительной установке 100 для вспомогательного экструдирования, и, таким образом, каждый из цветов будет неотличим от другого, и все они изменятся на один цвет. Поэтому для предотвращения этого явления каждая точка плавления отличается от другой. Иными словами, когда внутренний участок дополнительной установки 100 для вспомогательного экструдирования нагревается примерно до 160-180°С, основной материал, имеющий наименьшую точку плавления, сперва расплавляется до гелеобразного состояния, второй и третий сырьевые материалы частично расплавляются и затем выпускаются в вспомогательную экструдирующую головку. При этом процессе второй сырьевой материал, имеющий цвет полутона, и третий сырьевой материал, имеющий цвет высокого тона, формируют естественные рисунки на основном материале.
Более того, смоляные составы для вспомогательного экструдирования могут дополнительно содержать анионный порошок, освежитель воздуха или тому подобный элемент для того, чтобы излучать анионы в помещение, таким образом, обеспечивая окружающую среду, подобную лесу, или испуская натуральные ароматы, наподобие запаха фитонцида.
Фиг.5 изображает вид в перспективе ролика 50 для тиснения в соответствии с настоящим изобретением, и Фиг.6а и 6b представляют вид в поперечном сечении и увеличенный вид ролика 50 для тиснения в соответствии с настоящим изобретением.
Ролик 50 для тиснения в соответствии с настоящим изобретением имеет больший диаметр, чем традиционный ролик для тиснения, и рисунки формируются в два этапа так, чтобы обеспечивать идеальную равномерность рисунков, таким образом, усиливая графичность внешнего вида и чувство размера. Ролик 50 для тиснения с возможностью вращения установлен на вращательный вал 51, и неравномерные рисунки сформированы на его поверхности. То есть, как показано на Фиг.6а, двухступенчатые неравномерные рисунки сформированы на поверхности ролика 50 для тиснения. Другими словами, ролик 50 для тиснения включает в себя первый выступ 53, выполненный сравнительно крупнее, и второй выступ 55, выполненный сравнительно меньше относительно первого выступа 53. Первый и второй выступы 53 и 55 имеют неравномерную и общую форму, а случайную форму (традиционный ролик для тиснения, показанный на Фиг.7а и 7b имеет простые рисунки, просто расположенные на равномерной глубине, и, таким образом, их графичность ухудшается). Глубина D первого выступа 53 больше, чем глубина d выступа, образованного на традиционном ролике для тиснения, таким образом, повышается графичность рисунков.
Ролик 50 для тиснения в соответствии с настоящим изобретением имеет большой диаметр RD, а также большой выступ. Если диаметр ролика для тиснения увеличивается, длина окружности поверхности ролика для тиснения также увеличивается, и также длина тисненого рисунка, формируемого вдоль поверхности профиля, становится длиннее. Таким образом, период повтора рисунков, формируемых на профиле, становится коротким, таким образом, повышая графичность рисунков.
Однако, диаметр ролика 50 для тиснения, расположенного между головкой 30 и калибратором 70, ограничен из-за лимитированного пространства между головкой 30 и калибратором 70, как описано выше. Для решения этой проблемы, настоящее изобретение предлагает новую форму, как показано на Фиг.8 и 9.
Фиг.8 изображает часть установки для вспомогательного экструдирования для изготовления оконного профиля в соответствии с настоящим изобретением, показанную с другого направления, чем на Фиг.2, когда дополнительная установка для вспомогательного экструдирования опущена, и Фиг.9 изображает вид в поперечном сечении головки 30 и ролика 50 для тиснения с Фиг.8.
Со ссылкой на Фиг.8 и 9 в пространстве G между головкой 30 и калибратором 70 нижнее пространство G1 относительно мало, но верхнее пространство G2 относительно велико для того, чтобы установить ролик 50 для тиснения. И поверхность головки 30, на которой расположен ролик 50 для тиснения, закруглена так, чтобы иметь углубленный участок 35, и, таким образом, можно обеспечить достаточное пространство, в котором может быть установлен ролик 50 для тиснения большего диаметра. То есть изогнутый участок 35, соответствующий наружному периметру ролика 50 для тиснения, формируется на поверхности головки 30, из которой выходит профиль Р. Таким образом, даже несмотря на то, что диаметр RD ролика 50 для тиснения становится больше, чем у традиционного ролика для тиснения, можно установить ролик 50 для тиснения без чрезмерного увеличения пространства между головкой и калибратором. Несмотря на то, что полукруглый углубленный участок показан на чертеже, настоящее изобретение не ограничивается этой формой, и при необходимости можно обеспечить разные формы углубленного участка, например форму круглой арки, имеющей центральный угол 90°.
Со ссылкой на Фиг.8 калибратор 70, 80 может включать в себя сухой калибратор 70 и водяной калибратор 80 или один из них. В охлаждающем устройстве 90 множество полых дисков 93 расположены в направлении движения профиля в водяном бачке так, чтобы профиль, проходящий сквозь них, мог охлаждаться без деформации формы профиля.
Фиг.10 изображает один из дисков охлаждающего устройства 90 в соответствии с настоящим изобретением. Диск 93 имеет форму, полую на центральном участке, для того чтобы через него мог проходить профиль Р, и ролик 95 расположен на верхнем участке полого участка диска 93. Вращательный вал ролика 95 прикреплен к верхнему участку диска 93, и ролик 95 вращается, находясь в контакте с профилем, проходящим сквозь него. Поверхностный слой S формируется на верхней поверхности профиля Р при помощи вспомогательного экструдирования, и тисненые рисунки формируются на нем при помощи ролика 50 для тиснения.
В традиционном охлаждающем устройстве, поскольку оно не оснащено роликом 95 в соответствии с настоящим изобретением, верхняя поверхность полого участка диска контактирует с профилем, проходящим сквозь него, и в результате тисненые рисунки, сформированные на верхней поверхности профиля, могут повредиться.
В соответствии с настоящим изобретением, поскольку вращательный ролик оборудован в надлежащем положении на диске и контактирует с верхней поверхностью профиля, традиционный поверхностный контакт с профилем изменяется в линейный контакт с ним, и, таким образом, предотвращается повреждение тисненых рисунков, образованных на верхней поверхности профиля.
В настоящем изобретении, как показано на Фиг.3, поверхностный слой дополнительно экструдируется на верхнюю поверхность профиля при помощи дополнительной установки 100 для вспомогательного экструдирования. Дополнительная установка 100 для вспомогательного экструдирования, имеющая улучшенный проход, может быть обеспечена путем улучшения традиционной дополнительной установки для вспомогательного экструдирования, которая используется для вспомогательного экструдирования ПВХ или других материалов в традиционной производственной установке.
В дополнительной установке 100 для вспомогательного экструдирования в соответствии с настоящим изобретением смоляной состав для вспомогательного экструдирования сжимается до определенного и постоянного давления и подается к верхнему участку вспомогательной экструдирующей головки 30b, так чтобы поверхностный слой S формировался на поверхности профиля Р. Как показано на чертеже, смоляной состав для вспомогательного экструдирования транспортируется горизонтально, поворачивается примерно на 90 градусов и затем вновь транспортируется вертикально для того, чтобы вводиться в верхний участок вспомогательной экструдирующей головки 30b. Соединитель 110 предназначен для изменения направления перемещения смоляного состава для вспомогательного экструдирования в вертикальное направление. Фиг.11 изображает вид в поперечном сечении соединителя 110 в соответствии с настоящим изобретением. Соединитель 110 оборудован впускным отверстием 111, через которое вводится смоляной состав для вспомогательного экструдирования, выпускным отверстием 112, которое вертикально повернуто от впускного отверстия 111, и изогнутым участком 113, 114, который изменяет направление движения. Внутренний диаметр соединителя 110 становится уже от впускного отверстия 111 к выпускному отверстию 112, так что скорость перемещения и давление смоляного состава возрастают. Изогнутый участок 113, 114 позволяет плавно изменить направление движения от горизонтального направления к вертикальному направлению.
Фиг.12 изображает вид в поперечном сечении традиционного соединителя. Здесь направление движения транспортировки материала резко меняется от горизонтального направления к вертикальному направлению. Таким образом, материал, транспортируемый в горизонтальном направлении, сталкивается с вертикальной стенкой и, таким образом, возвращается обратно или накапливается в этой области, из-за чего возникает проблема, заключающаяся в повышении давления транспортировки. Однако, поскольку настоящее изобретение обеспечивает изогнутый участок, направление движения материала может изменяться плавно.
Фиг.13 изображает сравнительный пример, показывающий, что рисунки формируются на профиле при помощи установки для вспомогательного экструдирования, и Фиг.14 показывается, что рисунки формируются на профиле при помощи установки для вспомогательного экструдирования в соответствии с настоящим изобретением.
Смоляной состав для вспомогательного экструдирования вводится из дополнительной установки 100 для вспомогательного экструдирования в верхний участок головки 30 и затем вводится в пространство 38 для сжатия при вспомогательном экструдировании, сформированное в головке. Затем смоляной состав для вспомогательного экструдирования наносится на верхнюю поверхность или верхнюю и боковые поверхности профиля Р, который проходит через головку и транспортируется горизонтально, таким образом, формируя поверхностный слой S на профиле. Здесь второй и третий сырьевые материалы смоляных составов формируют естественные рисунки.
Однако, как показано на Фиг.13, если пространство 38 для сжатия при вспомогательном экструдировании сформировано как единое пространство, давление концентрически оказывается на центральный участок смоляного состава, нанесенного на профиль Р, и, таким образом, рисунки S1 в виде завихрений концентрически формируются на центральном участке верхней поверхности профиля, таким образом, создавая искусственное ощущение.
В настоящем изобретении для решения проблемы пространство 38 для сжатия при вспомогательном экструдировании разделено на множество отделений. С этой целью настоящее изобретение обеспечивает направляющую 39 потока, которая образована в пространстве 38 для сжатия при вспомогательном экструдировании для направления смоляного состава в различные пространства. В этом случае смоляной состав, который сжимается в дополнительной установке 100 для вспомогательного экструдирования и вводится в пространство 38 для сжатия при вспомогательном экструдировании в головке, направляется в разные пространства, и, таким образом, предотвращается, что смоляной состав будет концентрически наноситься на центральный участок верхней поверхности профиля. Поэтому рисунок S2, сформированный на поверхностном слое S профиля, таким образом, равномерно образует естественные рисунки, имеющие форму полос.
Как показано на Фиг.14, поскольку рисунок S2, сформированный на поверхностном слое S профиля Р, изготовленного при помощи установки для вспомогательного экструдирования в соответствии с настоящим изобретением, формируется путем надлежащего распределения второго и третьего сырьевых материалов при помощи направляющей 39 потока, он имеет естественные и не формальные рисунки и, таким образом, высокую графичность.
Промышленная применимость
В соответствии с настоящим изобретением поверхностный слой выполняется заодно с одной стороной профиля путем вспомогательного экструдирования, и, таким образом, можно обеспечить текстуру натурального дерева и, таким образом, превосходный внешний вид. Более того, поскольку настоящее изобретение обеспечивает улучшенный проход в дополнительной установке для вспомогательного экструдирования для предотвращения карбонизации в нем смоляного состава, а также предотвращения чрезмерного потребления энергии при транспортировке смоляного состава, можно повысить графичность рисунков, формируемых на поверхностном слое профиля.
Несмотря на то что настоящее изобретение было описано со ссылкой на отдельные воплощения, специалисту в данной области техники понятно, что могут быть выполнены различные изменения и модификации, не нарушая пределов и сущности изобретения, определенных в следующей формуле изобретения.
Реферат
Изобретение относится к установке для изготовления оконного профиля методом экструдирования. Установка содержит главный экструдер, сжимающий и транспортирующий расплавленный смоляной материал, головку, выпускающую смоляной материал в виде профиля, имеющего заданную форму, и дополнительную установку для вспомогательного экструдирования, которая сжимает и транспортирует смоляной состав для вспомогательного экструдирования к одной стороне головки для формирования поверхностного слоя на поверхности профиля. Новым является то, что головка имеет пространство для сжатия, принимающее смоляной состав для вспомогательного экструдирования, вводимый из дополнительной установки для вспомогательного экструдирования, сжимает и подает его на поверхность профиля, и пространство для сжатия оборудовано направляющей прохода, разделяющей поток смоляного состава для вспомогательного экструдирования. Дополнительная установка содержит соединитель для смены направления движения смоляного состава для вспомогательного экструдирования и изогнутый участок, который плавно изменяет направление движения смоляного состава, сформированный между впускным отверстием и выпускным отверстием соединителя, при этом внутренний диаметр соединителя становится уже от впускного отверстия к выпускному отверстию, так что скорость перемещения и давление смоляного состава возрастают. Техническим результатом является обеспечение улучшенного прохода в дополнительной установке смоляного состава и предотвращение его карбонизации, а также предотвращение чрезмерного потребления энергии при транспортировке смоляного состава. 2 н
Формула
дополнительная установка для вспомогательного экструдирования содержит соединитель 110 для смены направления движения смоляного состава для вспомогательного экструдирования и изогнутый участок 113, 114, который плавно изменяет направление движения смоляного состава, сформированный между впускным отверстием 111 и выпускным отверстием 112 соединителя 110, при этом внутренний диаметр соединителя становится уже от впускного отверстия 111 к выпускному отверстию 112, так что скорость перемещения и давление смоляного состава возрастают.
головка 30 имеет пространство 38 для сжатия, принимающее смоляной состав для вспомогательного экструдирования, вводимый из дополнительной установки для вспомогательного экструдирования, сжимает и подает его на поверхность профиля, и
пространство 38 для сжатия оборудовано направляющей 39 прохода, разделяющей поток смоляного состава для вспомогательного экструдирования.
Комментарии