Шина с предварительно сформированным протектором и способ ее изготовления - RU2628864C2
Код документа: RU2628864C2
Чертежи
Описание
ОБЛАСТЬ ПРИМЕНЕНИЯ ИЗОБРЕТЕНИЯ
Настоящее описание относится к области конструирования шин и способам конструирования шин. Более конкретно, описание относится к шинам, имеющим такие элементы как ребра, грунтозацепы или выступы протектора, и к способам изготовления шин с этими элементами. Дополнительно в описании также описаны шины для сельскохозяйственной техники и способы изготовления шин для сельскохозяйственной техники.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Известные способы изготовления шин включают создание невулканизированной шины, включающей в себя невулканизированный протектор, и вулканизацию невулканизированной шины и протектора в пресс-форме. Когда невулканизированную шину помещают в пресс-форму, объем между невулканизированной шиной и элементами пресс-формы должен быть заполнен каучуком. Соответственно, вязкий каучук протекает в объем между невулканизированной шиной и элементами пресс-формы. Вязкий каучук и невулканизированную шину термофиксируют в процессе вулканизации.
ИЗЛОЖЕНИЕ СУЩНОСТИ ИЗОБРЕТЕНИЯ
В одном варианте осуществления способ изготовления шины для сельскохозяйственной техники включает в себя получение каркаса невулканизированной шины и получение множества сегментов компаунда протектора невулканизированной шины для сельскохозяйственной техники. Каждый из множества сегментов компаунда протектора невулканизированной шины для сельскохозяйственной техники включает в себя по меньшей мере один приподнятый выступ и по меньшей мере одну расположенную в нем пустоту. Способ дополнительно включает в себя помещение множества сегментов компаунда протектора невулканизированной шины для сельскохозяйственной техники на каркас невулканизированной шины с образованием невулканизированной шины для сельскохозяйственной техники и помещение невулканизированной шины для сельскохозяйственной техники в пресс-форму шины для сельскохозяйственной техники. Способ также включает вулканизацию невулканизированной шины для сельскохозяйственной техники с образованием вулканизированной шины для сельскохозяйственной техники и извлечение вулканизированной шины для сельскохозяйственной техники из пресс-формы шины для сельскохозяйственной техники.
В другом варианте осуществления способ изготовления шины включает в себя получение невулканизированной шины, включающей в себя по меньшей мере невулканизированный каркас и множество сегментов невулканизированного протектора. Каждый из множества сегментов невулканизированного протектора включает в себя по меньшей мере один выступ и по меньшей мере одну пустоту. Способ дополнительно включает наложение невулканизированной шины на матрицу протектора, выравнивание по меньшей мере одного выступа с соответствующим элементом пресс-формы и вулканизацию невулканизированной шины для получения вулканизированной шины.
В еще одном варианте осуществления невулканизированная шина включает в себя каркас и предварительно сформованный протектор. Каркас включает в себя пару кольцеобразных бортов и по меньшей мере один слой корпуса, проходящий между парой кольцеобразных бортов. Каркас дополнительно включает в себя кольцевой брекер. Предварительно сформованный протектор включает в себя множество сегментов невулканизированного протектора, причем каждый из множества сегментов невулканизированного протектора включает в себя по меньшей мере один выступ и по меньшей мере одну пустоту.
КРАТКОЕ ОПИСАНИЕ РИСУНКОВ
На сопроводительных рисунках представлены структуры, которые вместе с представленным ниже подробным описанием описывают примеры осуществления заявленного изобретения. Аналогичные элементы обозначены с помощью одинаковых номеров позиций. Следует понимать, что элементы, показанные в виде единственного компонента, можно заменить множеством компонентов, а элементы, показанные в виде множества компонентов, можно заменить единственным компонентом. Рисунки показаны не в масштабе, а пропорции некоторых элементов могут быть увеличены в целях иллюстрации.
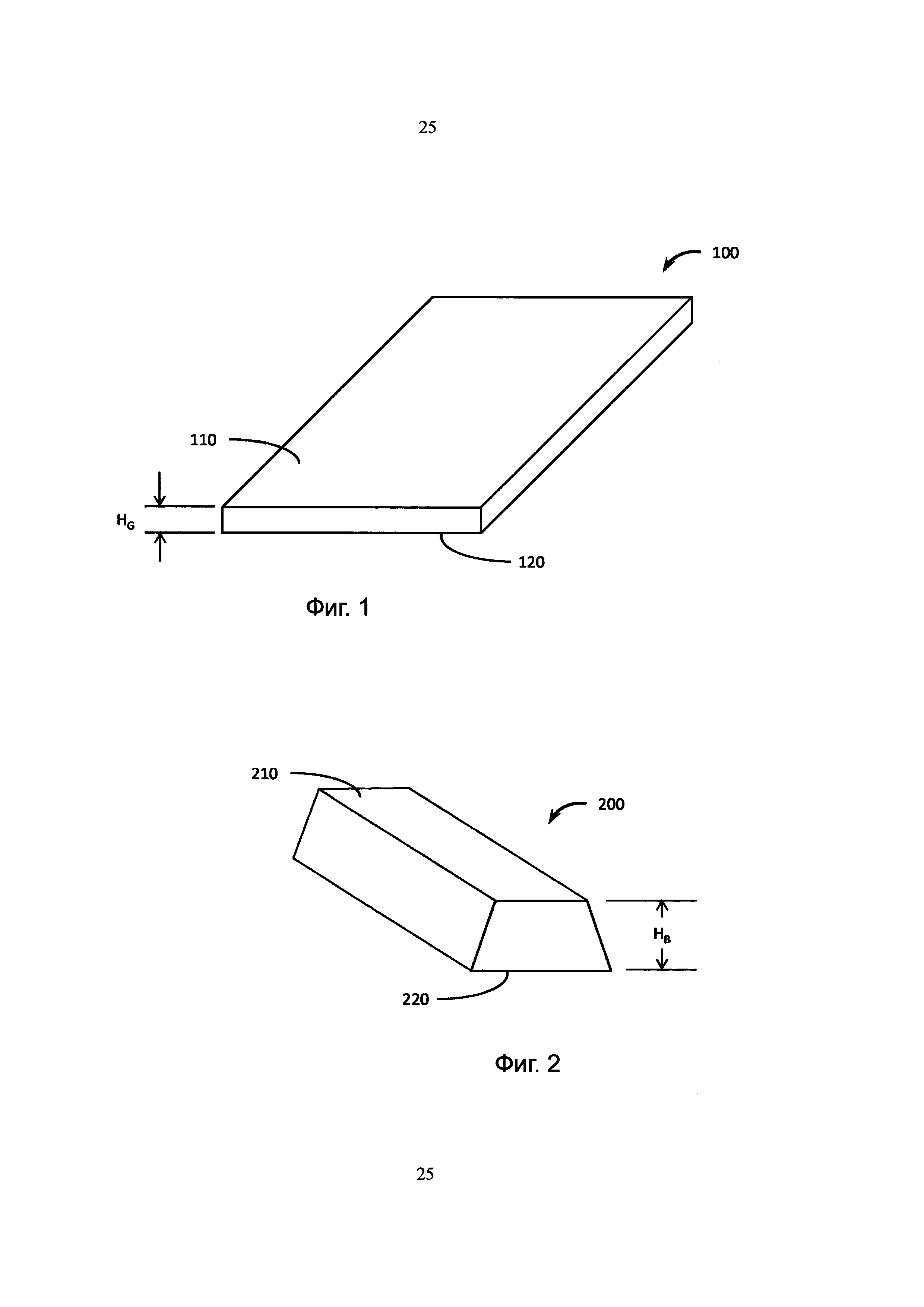
На Фиг. 1 приведен частичный вид в перспективе одного варианта осуществления листа невулканизированного протектора;
на Фиг. 2 приведен частичный вид в перспективе одного варианта осуществления предварительно сформованного выступа;
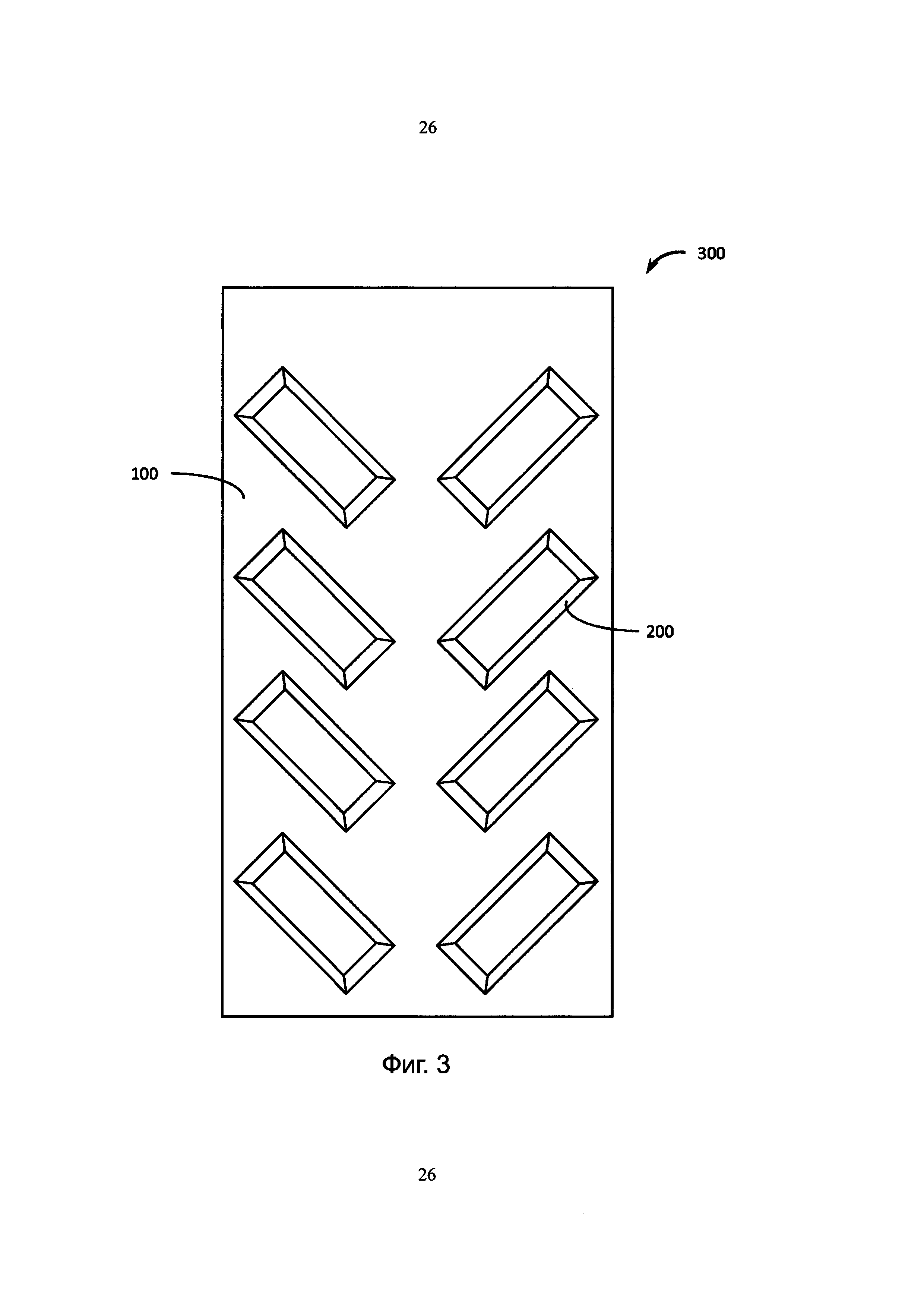
на Фиг. 3 приведен частичный вид сверху в горизонтальной проекции одного варианта осуществления сегмента невулканизированного протектора, имеющего множество размещенных в нем предварительно сформованных выступов;
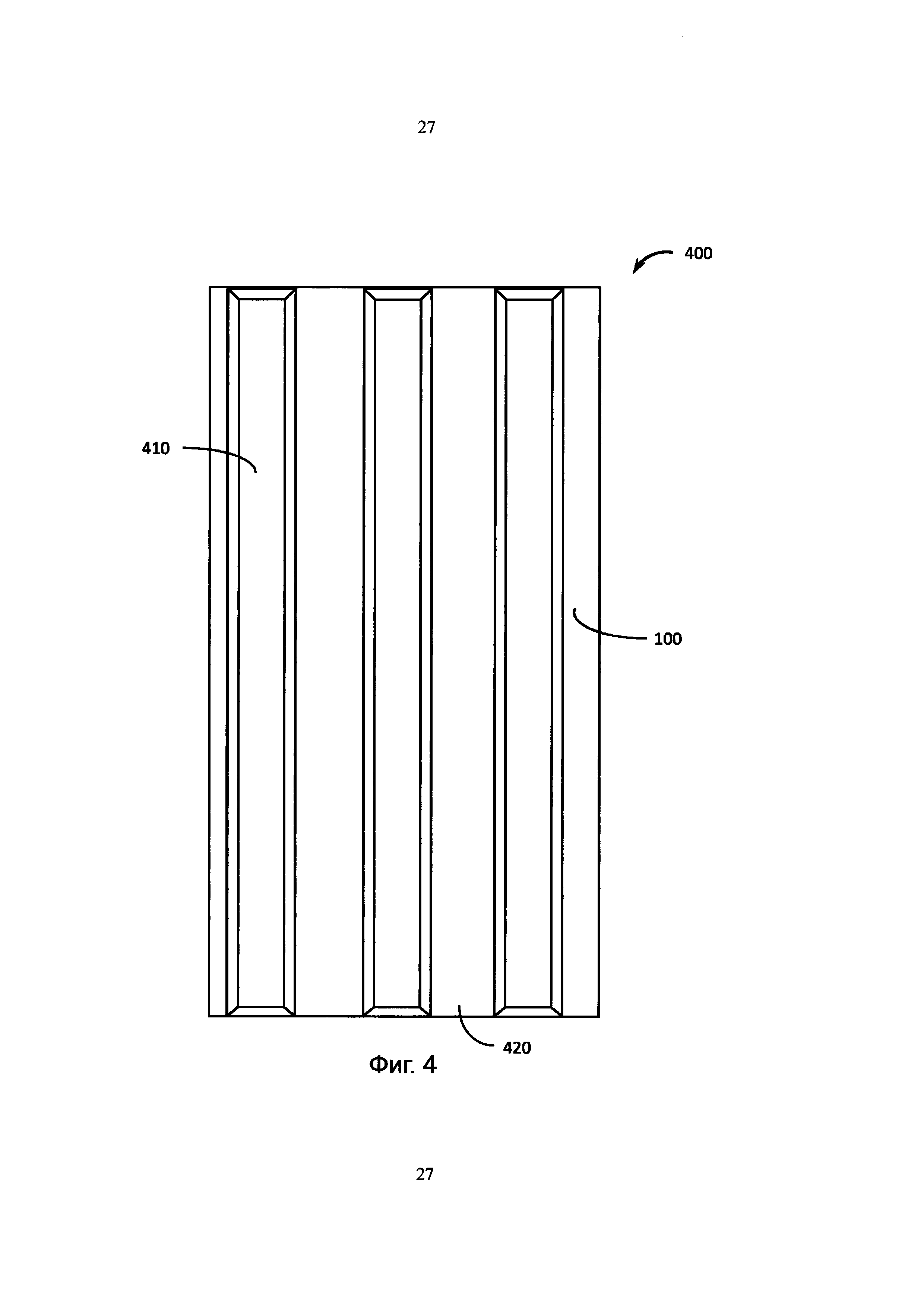
на Фиг. 4 приведен частичный вид сверху в горизонтальной проекции одного варианта осуществления сегмента невулканизированного протектора, имеющего множество размещенных на нем предварительно сформованных ребер;
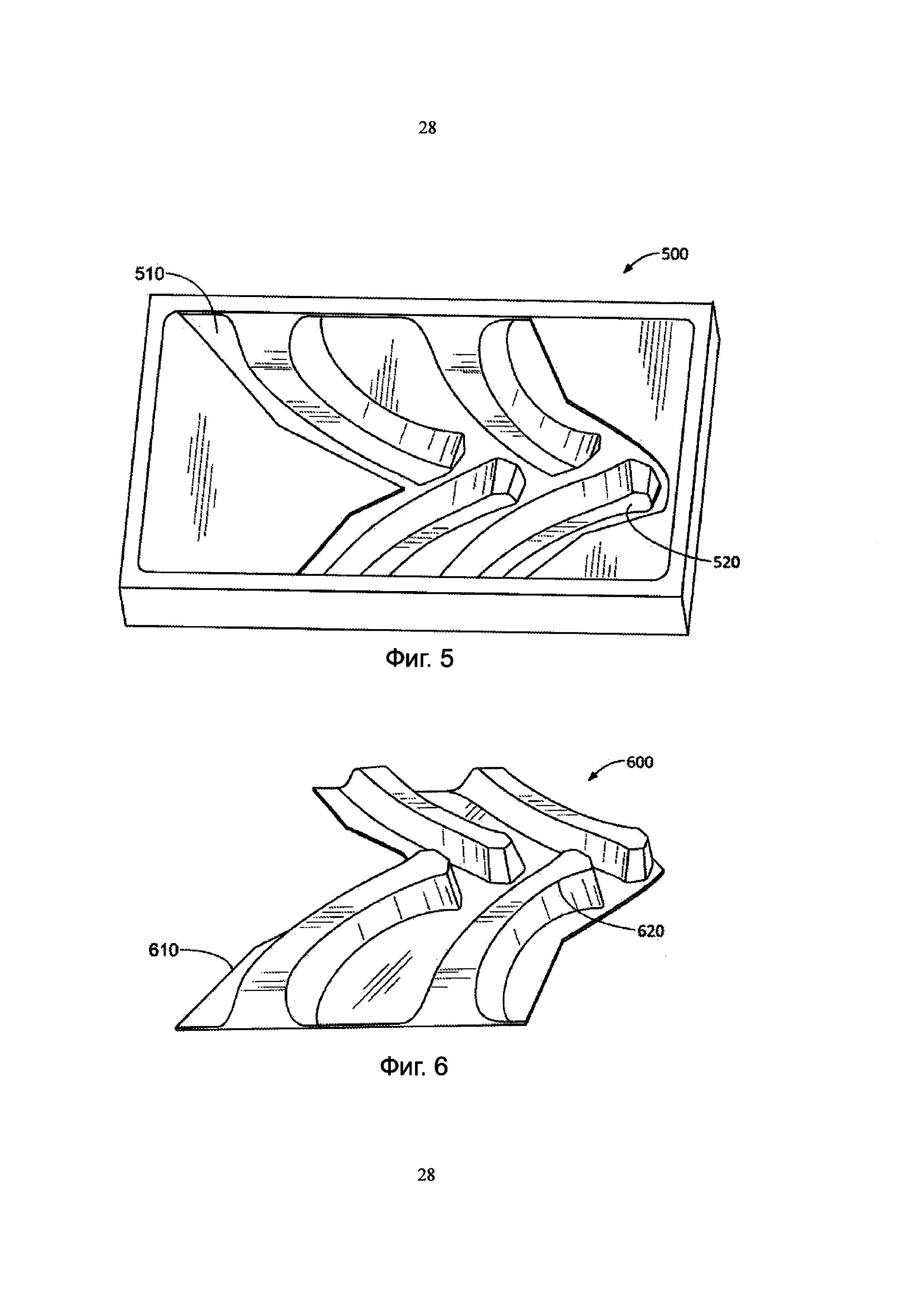
на Фиг. 5 приведен вид в перспективе одного варианта осуществления пресс-формы для прессования, выполненной с возможностью принимать невулканизированный каучук;
на Фиг. 6 приведен вид в перспективе одного варианта осуществления сегмента невулканизированного протектора, сформованного в пресс-форме для прессования;
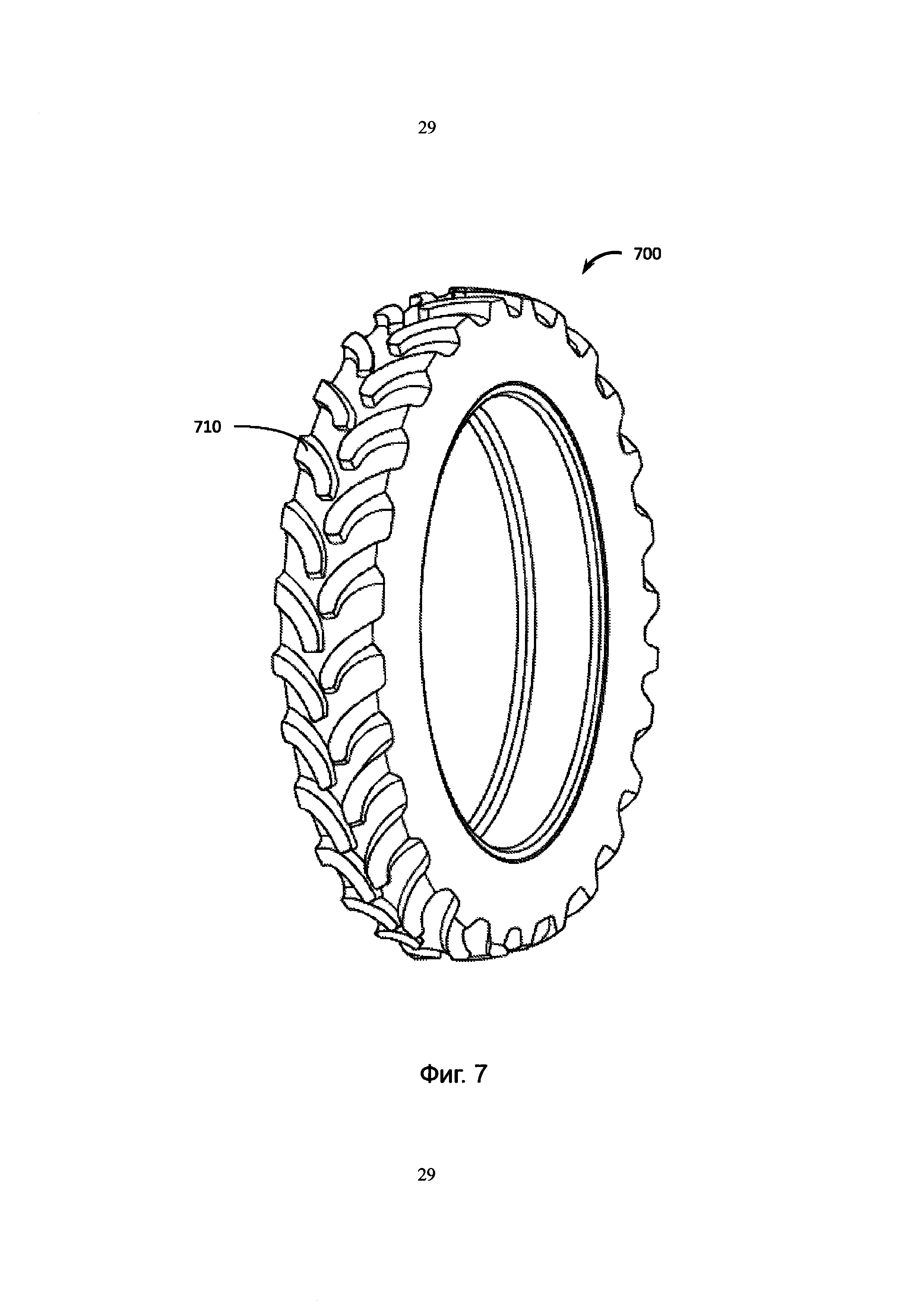
на Фиг. 7 приведен вид в перспективе одного варианта осуществления невулканизированной шины в сборе; и
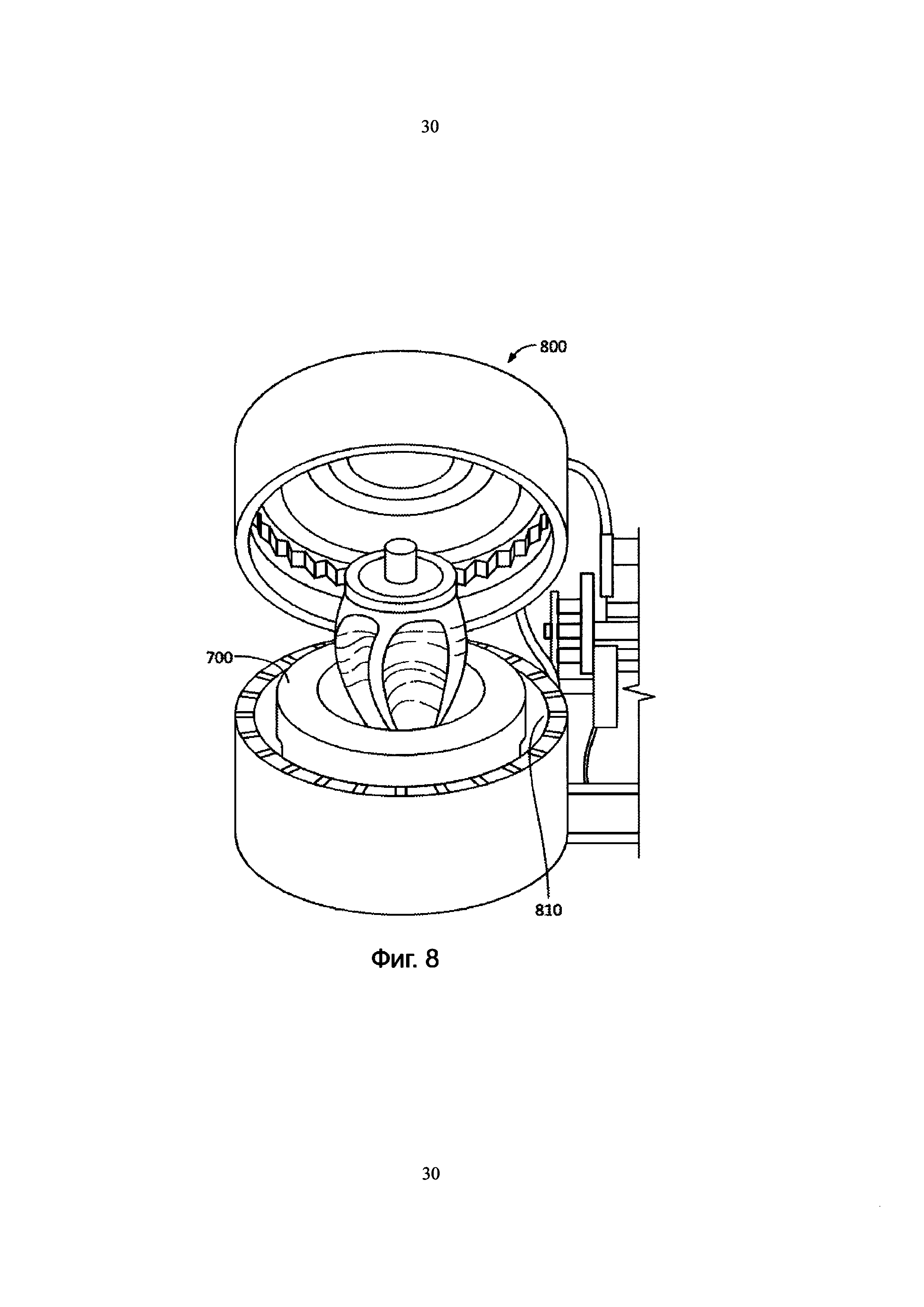
на Фиг. 8 приведен вид в перспективе одного варианта осуществления пресс-формы для шин, имеющей элементы пресс-формы, и помещенной в нее невулканизированной шины.
ПОДРОБНОЕ ОПИСАНИЕ
Ниже приведены определения выбранных терминов, используемых в настоящем документе. Определения включают в себя различные примеры и/или формы компонентов, которые подпадают под определение и могут использоваться при реализации. Предполагается, что примеры не имеют ограничительного характера. В определения могут входить термины как в форме единственного числа, так и в форме множественного числа.
«Аксиальный» и «аксиально» относится к направлению, которое параллельно оси вращения шины.
«Кольцевой» и «по кольцу» относится к направлению, проходящему вдоль периметра поверхности протектора, которое перпендикулярно аксиальному направлению протектора шины.
«Экваториальная плоскость» относится к плоскости, которая перпендикулярна оси вращения шины и проходит через центр протектора шины.
«Радиальный» или «радиально» относится к направлению, которое перпендикулярно оси вращения шины.
«Боковая стенка» в настоящем документе относится к части шины между протектором и бортом.
«Протектор» в настоящем документе относится к той части шины, которая входит в контакт с дорогой или поверхностью земли при нормальном внутреннем давлении и нагрузке.
Хотя в приведенных ниже описаниях для описания типовых компонентов шины используются аналогичные термины, следует понимать, что, поскольку термины слегка различаются по смыслу, средний специалист в данной области не будет рассматривать любой из следующих терминов как полностью взаимозаменяемый с другим термином, который используется для описания типового компонента шины.
На Фиг. 1 приведен частичный вид в перспективе одного варианта осуществления листа 100 невулканизированного протектора. Как будет понятно среднему специалисту в данной области, невулканизированный протектор представляет собой каучуковый элемент, который еще предстоит вулканизировать. Невулканизированный протектор также могут именовать невулканизированным каучуком или невулканизированным компаундом. Более конкретно, невулканизированный протектор также могут именовать невулканизированным шинным каучуком или невулканизированным шинным компаундом. Невулканизированный протектор также могут именовать по конкретному типу шины, для которого его будут использовать. Например, невулканизированный протектор также могут именовать невулканизированным каучуком для протектора шины для сельскохозяйственной техники или компаундом протектора невулканизированной шины для сельскохозяйственной техники.
Лист 100 невулканизированного протектора представляет собой по существу плоский экструдированный компонент. Лист 100 невулканизированного протектора имеет верхнюю поверхность 110 и нижнюю поверхность 120. Верхняя поверхность 110 и нижняя поверхность 120 отстоят друг от друга на значение высоты протектора HG. Лист 100 невулканизированного протектора может использоваться во множестве различных областей применения шин. Хотя лист 100 невулканизированного протектора показан по существу плоским, следует понимать, что лист 100 невулканизированного протектора может быть изогнут в поперечном направлении для лучшего соответствия форме каркаса шины.
Как будет понятно среднему специалисту в данной области, лист 100 невулканизированного протектора помещают на каркас шины с образованием невулканизированной шины (не показана). Каркас шины включает в себя пару кольцеобразных бортов, выполненных с возможностью крепления шины на колесе. Каркас шины дополнительно включает в себя по меньшей мере один слой корпуса, проходящий между кольцеобразными бортами. Каркас шины также включает в себя кольцевой брекер, выполненный с возможностью обеспечивать структурное армирование шины.
Затем невулканизированную шину помещают в пресс-форму для вулканизации. Во время вулканизации невулканизированной шины каучук протекает в пустоты пресс-формы для вулканизации. Для уменьшения количества каучука, который должен протекать в пустоты пресс-формы для вулканизации, на невулканизированном протекторе могут быть предварительно сформованы некоторые элементы протектора, такие как выступы, грунтозацепы и ребра. В одном варианте осуществления выступы, грунтозацепы или ребра могут быть сформованы отдельно от листа 100 невулканизированного протектора.
На Фиг. 2 показан один вариант осуществления частичного вида в перспективе предварительно сформованного выступа (или грунтозацепа) 200. На показанном варианте осуществления выступ 200 имеет по существу трапециевидное поперечное сечение. В альтернативном варианте осуществления (не показан) выступ имеет прямоугольное поперечное сечение. В другом альтернативном варианте осуществления (не показан) выступ имеет изогнутые стороны. В другом альтернативном варианте осуществления (не показан) поперечное сечение выступа может быть любой геометрической формы.
Выступ 200 имеет верхнюю поверхность 210 и нижнюю поверхность 220. Выступ 200 имеет высоту выступа HB, которая представляет собой расстояние от верхней поверхности 210 до нижней поверхности 220. Выступ 200 может быть сформован с определенным углом выступа, который представляет собой средний угол наклона выступа по отношению к экваториальной плоскости протектора.
В одном варианте осуществления выступ 200 экструдируют и впоследствии разрезают на отрезки требуемой длины. В альтернативном варианте осуществления выступ 200 формуют в пресс-форме. В другом альтернативном варианте осуществления выступ 200 формуют методом трехмерной печати или по технологии послойного наращивания. В другом альтернативном варианте осуществления выступ 200 может быть сформован любым известным способом.
После формирования по отдельности листа 100 невулканизированного протектора и требуемого числа выступов 200 выступы 200 впоследствии накладывают на лист 100 невулканизированного протектора или скрепляют с ним. В одном варианте осуществления (не показан) в листе невулканизированного протектора могут быть сформованы углубления, причем углубления имеют форму, соответствующую форме выступов. Впоследствии выступы могут приниматься углублениями листа невулканизированного протектора.
На Фиг. 3 приведен частичный вид сверху в горизонтальной проекции одного варианта осуществления сегмента 300 невулканизированного протектора в сборе, включающего в себя лист 100 невулканизированного протектора, имеющий множество размещенных на нем выступов 200. Следует понимать, что показанное расположение является всего лишь примером и выступы могут располагаться в виде любого желаемого рисунка.
В одном варианте осуществления выступы 200 просто помещают на лист 100 невулканизированного протектора в нужные местоположения, и выступы 200 вклеивают в лист 100 невулканизированного протектора в процессе вулканизации. Альтернативно, выступы 200 могут быть химически или механически скреплены с протектором. В альтернативном варианте множествао невулканизированных листов помещают на невулканизированный каркас и множество невулканизированных выступов помещают на каждый из множества невулканизированных листов. В одном варианте осуществления выступы 200 помещают на лист 100 невулканизированного протектора и затем прикатывают на место с помощью прикаточного валка (не показан). Прикаточный валок может иметь пустоты, соответствующие расположению выступов 200.
В одном варианте осуществления выступы 200 помещают на лист 100 невулканизированного протектора после помещения листа 100 невулканизированного протектора на каркас шины. В альтернативном варианте осуществления выступы 200 помещают на лист 100 невулканизированного протектора до помещения листа 100 невулканизированного протектора на каркас шины.
В одном варианте осуществления высота выступа HB предварительно сформованных выступов 200 изменяется в диапазоне от 50% до 100% суммарной высоты (HG+HB) листа 100 невулканизированного протектора и предварительно сформованных выступов 200. В одном варианте осуществления высота выступа HB предварительно сформованных выступов 200 изменяется в диапазоне от 60% до 80% суммарной высоты (HG+HB) листа 100 невулканизированного протектора и предварительно сформованных выступов 200.
На Фиг. 4 приведен частичный вид сверху в горизонтальной проекции альтернативного варианта осуществления сегмента 400 невулканизированного протектора в сборе, который включает в себя лист 100 невулканизированного протектора, имеющий множество размещенных на нем предварительно сформованных ребер 410. Как показано, ребра 400 разделены кольцевыми канавками 420. Ребра 410 занимают часть ширины протектора и расположены по кольцу вокруг готовой шины. Как будет понятно среднему специалисту в данной области, ребра 410 могут иметь различную форму и высоту и не обязательно должны начинаться или заканчиваться в каком-либо конкретном месте на протекторе. В альтернативных вариантах осуществления непрерывность ребер прерывается различными элементами, включая, без ограничений, различные канавки, пазы и прорези.
Как будет понятно среднему специалисту в данной области, шина, в которой используется сегмент 400 невулканизированного протектора в сборе, может подходить для легкового автомобиля или малотоннажного грузовика, а также более больших транспортных средств.
В одном варианте осуществления ребра 410 помещают на лист 100 невулканизированного протектора после помещения листа 100 невулканизированного протектора на каркас шины. В альтернативном варианте осуществления ребра 410 помещают на лист 100 невулканизированного протектора до помещения листа 100 невулканизированного протектора на каркас шины.
В альтернативном варианте осуществления предварительно сформованные элементы протектора могут быть сформованы с помощью пресс-формы для прессования. На Фиг. 5 приведен вид в перспективе одного варианта осуществления пресс-формы 500 для прессования для формования предварительно сформованных элементов протектора. Пресс-форма 500 для прессования представляет собой по существу матрицу требуемого протектора и включает в себя неглубокий участок 510, который принимает каучук, соответствующий базовой глубине протектора. Пресс-форма 500 для прессования также включает в себя глубокий участок 520, который принимает каучук, соответствующий выступам сегмента невулканизированного протектора.
Невулканизированный каучук можно помещать в пресс-форму 500 для прессования с помощью различных средств. В одном варианте осуществления невулканизированный каучук помещают в пресс-форму 500 для прессования и подвергают прессованию плоскими плитами пресс-формы (не показаны). Как будет понятно среднему специалисту в данной области, пресс-форма с плоскими плитами похожа на большие тиски и имеет верхнюю и нижнюю плиты. Эти плиты можно перемещать по вертикали и по мере смыкания вдавливать невулканизированный каучук в пустоты на неглубоких и глубоких участках 510, 520 пресс-формы 500 для прессования. В другом варианте осуществления невулканизированный каучук впрессовывают в пресс-форму 500 для прессования вручную. В еще одном варианте осуществления невулканизированный каучук впрыскивают в пресс-форму 500 для прессования. В еще одном варианте осуществления невулканизированный каучук вводят в пресс-форму 500 для прессования по мере выхода из экструдера.
В одном варианте осуществления (не показан) пресс-форма для прессования может иметь верх или крышку. Крышку могут использовать для вдавливания каучука в пустоты на неглубоких и глубоких участках 510, 520 пресс-формы 500 для прессования при приложении давления извне, например во время смыкания верхней и нижней плит пресс-формы с плоскими плитами.
В показанном варианте осуществления пресс-форма 500 для прессования имеет размеры, позволяющие получать сегмент невулканизированного протектора, проходящий от одной плечевой зоны невулканизированной шины до другой плечевой зоны. В альтернативном варианте осуществления (не показан) пресс-форма для прессования имеет размеры, позволяющие получать сегмент невулканизированного протектора, который проходит только через часть ширины невулканизированной шины.
В показанном варианте осуществления пресс-форма 500 для прессования включает в себя четыре глубоких участка 520 и, таким образом, выполнена с возможностью получать сегмент невулканизированного протектора, имеющий четыре выступа. В альтернативном варианте осуществления (не показан) пресс-форма для прессования включает в себя от одного до трех глубоких участков и, таким образом, выполнена с возможностью получать сегмент невулканизированного протектора, имеющий от одного до трех выступов. В других альтернативных вариантах (не показаны) пресс-форма для прессования может быть длиннее и включать в себя любое число выступов.
В одном варианте осуществления невулканизированный каучук могут нагревать перед помещением в пресс-форму 500 для прессования. Нагрев невулканизированного каучука делает его более вязким, что позволяет ему более легко заполнять пресс-форму 500 для прессования. В одном варианте осуществления невулканизированный каучук могут нагревать в печи или другом аналогичном устройстве. В альтернативном варианте осуществления невулканизированный каучук нагревают в процессе смешивания или экструзии. В одном варианте осуществления каучук нагревают до температуры 90°С. Альтернативно каучук можно нагревать до температуры в диапазоне 30°С - 90°С. Хотя увеличение температуры невулканизированного каучука делает его более вязким, может быть желательно, чтобы температура невулканизированного каучука оставалась ниже пороговой температуры для предотвращения вулканизации каучука.
После того как пресс-форма для прессования полностью заполнена невулканизированным каучуком и процесс формования завершен, ей дают охладиться, если это необходимо. Впоследствии невулканизированный каучук извлекают из пресс-формы для прессования в форме сегмента невулканизированного протектора, такого как сегмент 600 невулканизированного протектора, показанный на Фиг. 6. Сегмент 600 невулканизированного протектора включает в себя базовую часть 610, которая образует нижнюю часть пустот. Сегмент 600 невулканизированного протектора дополнительно включает в себя выступы 620. Хотя показанный лист 600 невулканизированного протектора включает в себя четыре выступа 620, в альтернативных вариантах осуществления (не показаны) сегмент невулканизированного протектора может включать в себя любое число выступов.
В альтернативном варианте осуществления сегмент 600 невулканизированного протектора может быть сформован методом трехмерной печати или по технологии послойного наращивания. В других альтернативных вариантах осуществления для формирования сегмента 600 невулканизированного протектора могут использовать любой способ изготовления.
В описанных выше вариантах осуществления сегменты 300, 400, 600 невулканизированного протектора по существу показаны как имеющие размеры для формирования участка невулканизированного протектора. В таких вариантах осуществления вокруг каркаса шины помещают множество сегментов невулканизированного протектора. В альтернативном варианте осуществления сегмент невулканизированного протектора имеет длину, равную длине окружности каркаса шины, так что сегмент невулканизированного протектора можно обернуть вокруг всего каркаса шины. В другом альтернативном варианте осуществления сегмент невулканизированного протектора имеет длину, большую, чем длина окружности каркаса шины, так что сегмент невулканизированного протектора можно обрезать до соответствующей длины чтобы обернуть вокруг всего каркаса шины. В любом из описанных выше вариантов осуществления сегмент невулканизированного протектора могут формовать в первом местоположении и транспортировать во второе местоположение для помещения на каркас шины.
В любом из описанных выше вариантов осуществления форма элементов протектора (например выступов 200, ребер 410 или выступов 620) и пустот между элементами протектора по существу соответствует форме элементов протектора и пустот в протекторе вулканизированной шины. Как будет понятно среднему специалисту в данной области, более полное соответствие между элементами невулканизированного протектора и элементами пресс-формы способствует уменьшению количества каучука, протекающего в вулканизационный пресс. Однако форма элементов невулканизированного протектора может отличаться от геометрии вулканизированного протектора.
В одном конкретном варианте осуществления элементы невулканизированного протектора по существу соответствуют матрице протектора, занимая по меньшей мере 40% объема пустот и элементов протектора вулканизированной шины. В другом варианте осуществления элементы невулканизированного протектора по существу соответствуют более крупным пустотам в протекторе. В этом варианте осуществления элементы невулканизированного протектора по существу соответствуют более крупным пустотам в протекторе, занимая по меньшей мере 30% объема пустот вулканизированной шины. В другом варианте осуществления элементы невулканизированного протектора точно соответствуют более крупным пустотам в протекторе, занимая по меньшей мере 80% объема пустот вулканизированной шины.
Как будет понятно среднему специалисту в данной области, начало процесса формирования сегмента невулканизированного протектора в сборе включает в себя формирование по меньшей мере части одного из элементов, которые будут использованы в готовой шине. Например, в шине для крупногабаритных транспортных средств формирование сегмента невулканизированного протектора в сборе может включать в себя предварительное формирование участка по меньшей мере одного грунтозацепа протектора. В другом варианте осуществления формирование невулканизированного протектора в сборе может включать в себя предварительное формирование на протекторе участка профиля протектора для сельскохозяйственной техники. В еще одном варианте осуществления формирование невулканизированного протектора в сборе может включать в себя предварительное формирование участка профиля протектора для грузовых автомобилей или автобусов. В другом варианте осуществления формирование невулканизированного протектора в сборе может включать в себя предварительное формирование участка профиля протектора шины для легковых автомобилей.
Как будет понятно среднему специалисту в данной области, выступы 200, 620, показанные на Фиг.3 и 6 соответственно, представляют собой выступы для использования в крупногабаритных шинах. Примеры крупногабаритных шин включают в себя, без ограничений, шины для сельскохозяйственной техники, шины для горнодобывающей техники, шины для лесозаготовительной техники, шины для ковшовых погрузчиков, шины для строительной техники, шины для большеколесных автомобилей и шины для других транспортных средств большой грузоподъемности.
В одном конкретном варианте осуществления выступы 200, 620 представляют собой грунтозацепы протектора для использования в шинах для сельскохозяйственной техники. В данном варианте осуществления высота каждого грунтозацепа протектора составляет приблизительно 6% ширины шины. В дополнительных вариантах осуществления высота каждого грунтозацепа протектора составляет 3-8% или 4-7% ширины шины. В дополнительных вариантах осуществления высота каждого грунтозацепа протектора составляет 6-18% ширины шины. Однако следует понимать, что грунтозацепы протектора могут иметь любую высоту.
В альтернативном варианте осуществления (не показан) выступы 200, 620 представляют собой грунтозацепы глубокого протекторного рисунка для использования в шинах для сельскохозяйственной техники. В этом варианте осуществления высота каждого грунтозацепа протектора составляет приблизительно 8% ширины шины. В дополнительных вариантах осуществления высота каждого грунтозацепа протектора составляет 5-20% ширины шины. В дополнительных вариантах осуществления высота каждого грунтозацепа протектора составляет 6-22% ширины шины. Однако следует понимать, что грунтозацепы протектора могут иметь любую высоту.
В альтернативном варианте осуществления выступы 200, 620 представляют собой грунтозацепы протектора для использования в относительно узких шинах. В этом варианте осуществления высота каждого грунтозацепа протектора составляет приблизительно 14% ширины шины. В дополнительных вариантах осуществления высота каждого грунтозацепа протектора составляет 10-17% ширины шины. В дополнительных вариантах осуществления высота каждого грунтозацепа протектора составляет 12-19% или 20-35% ширины шины. В другом альтернативном варианте высота по меньшей мере одного выступа составляет по меньшей мере 20% ширины шины. В еще одном альтернативном варианте высота по меньшей мере одного выступа составляет по меньшей мере 40% ширины шины. Однако следует понимать, что грунтозацепы протектора могут иметь любую высоту.
Как будет понятно среднему специалисту в данной области, выступы 200, 620 могут использоваться в конструкциях шин для сельскохозяйственной техники, обозначенных как конструкции R1, R1W и R2, где R1 соответствует стандартной глубине протекторного рисунка (Tire & Rim Association Standard AG-09-21), R1W соответствует глубине протекторного рисунка, который на 20% глубже, чем R1, a R2 соответствует глубине протекторного рисунка, который на 200% глубже, чем R1. Дополнительные примеры шин, в которых используется протекторный рисунок, включают в себя, без ограничений, ведущие колеса для сельскохозяйственной техники, шины для ирригационной техники, шины для лесозаготовительной техники, высокопрофильные шины высокой проходимости, комбинированные шины, тракторные шины, шины для горнодобывающей техники, шины для строительной техники, шины для поливочных машин и внедорожных транспортных средств.
В одном варианте осуществления выступы 200, 620 расположены так, чтобы обеспечить протектор с одинаковым шагом и произвольным рисунком. В альтернативном варианте осуществления выступы 200, 620 расположены так, чтобы обеспечить протектор с двойным шагом и произвольным рисунком. В другом варианте осуществления выступы 200, 620 расположены так, чтобы обеспечить протектор с многошаговым произвольным рисунком.
На Фиг. 7 приведен пример невулканизированной шины 700, имеющей выступы 710. Сборку невулканизированной шины 700 осуществляют путем помещения сегментов невулканизированного протектора на каркас шины. В альтернативном варианте множество сегментов протектора представляет собой множество сегментов вулканизированного протектора. Сегменты невулканизированного протектора можно формовать по любому из описанных выше способов.
Невулканизированная шина 700 включает в себя пару кольцеобразных бортов, выполненных с возможностью крепления шины на колесе. Невулканизированная шина 700 дополнительно включает в себя по меньшей мере один слой корпуса, проходящий между кольцеобразными бортами. Невулканизированная шина 700 также включает в себя кольцевой брекер, выполненный с возможностью обеспечения структурного армирования шины.
На Фиг. 8 показана пресс-форма 800 для шин с элементами 810 пресс-формы. Невулканизированную шину 700 помещают в пресс-форму. Как будет понятно среднему специалисту в данной области, элементы пресс-формы являются точной матрицей протектора. В альтернативном варианте осуществления элементы пресс-формы по существу соответствуют матрице протектора. В другом альтернативном варианте осуществления элементы пресс-формы по существу соответствуют более крупным пустотам в протекторе. Как будет понятно среднему специалисту в данной области, протектор или шина могут также подвергаться модификации после вулканизации. В другом варианте осуществления пресс-форма для вулканизации протектора шины может иметь гладкую внутреннюю поверхность.
Объем между пресс-формой 800 и невулканизированной шиной 700 меньше, чем объем между невулканизированной шиной и пресс-формой в системах, относящихся к известному уровню техники. В альтернативном варианте вулканизация невулканизированной шины для сельскохозяйственной техники включает в себя вулканизацию в течение не более 240 минут. В известных системах формования вулканизация крупногабаритной шины требует приблизительно 30-240 минут. Вулканизация крупногабаритной шины с использованием системы формования, показанной на Фиг. 8, требует меньше времени.
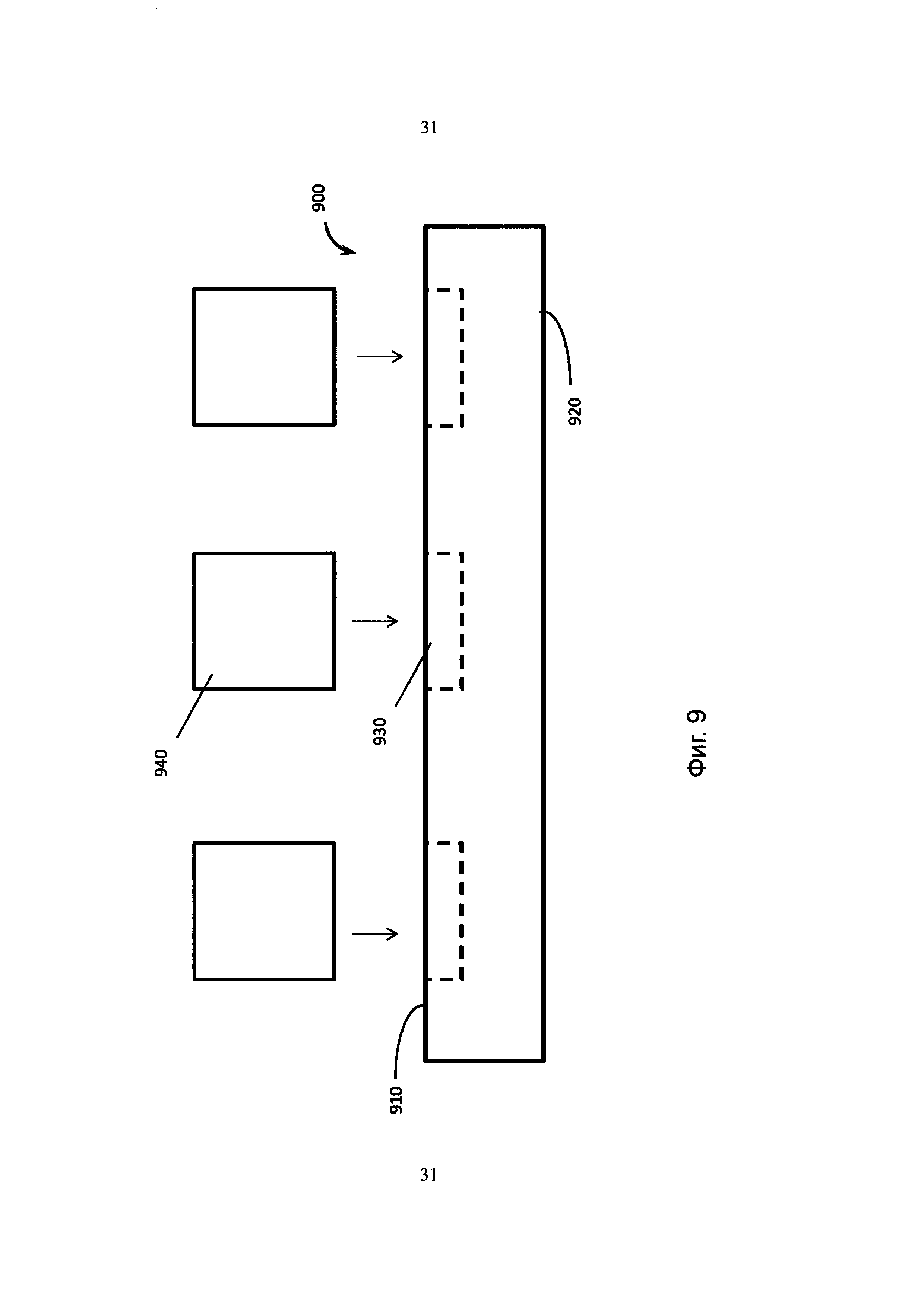
В другом альтернативном варианте осуществления невулканизированный протектор вулканизируют или частично вулканизируют перед помещением на каркас шины. В одном указанном варианте невулканизированный протектор собран одним из способов, описанных выше со ссылкой на Фиг. 1-6. Дополнительно на Фиг. 9 приведен вид сбоку альтернативного варианта осуществления листа 900 невулканизированного протектора. Лист 900 невулканизированного протектора может быть сформован способом экструзии, способом прокатки, по технологии послойного наращивания или другими способами изготовления. Лист 900 невулканизированного протектора имеет верхнюю поверхность 910 и нижнюю поверхность 920 и является по существу плоским компонентом за исключением множества углублений 930, образованных на верхней поверхности. Углубления 930 имеют форму, соответствующую форме элементов 940 протектора. В одном варианте осуществления элементами протектора могут быть выступы (или грунтозацепы), такие как выступы 200 и альтернативы, описанные выше со ссылкой на Фиг. 2 и 3. В альтернативном варианте осуществления элементами протектора могут быть ребра, такие как ребра 410 и альтернативы, описанные выше со ссылкой на Фиг. 4.
Хотя лист 900 невулканизированного протектора показан по существу плоским, следует понимать, что лист 900 невулканизированного протектора может быть изогнут в поперечном направлении для лучшего соответствия форме каркаса шины.
После формования одного из описанных выше невулканизированных протекторов его впоследствии помещают в пресс-форму для вулканизации протектора, такую как, например, пресс-форма 1000 для вулканизации протектора шины, показанная на Фиг. 10. Подробная информация о пресс-форме для вулканизации протектора шины известна в данной области техники и не повторяется в данном документе.
Невулканизированный протектор может быть разрезан на отрезки соответствующей длины в соответствии с размерами пресс-формы 1000 для вулканизации протектора. Однако следует понимать, что полосу невулканизированного протектора шины можно разрезать на отрезки любой требуемой длины. В пресс-форме 1000 для вулканизации протектора шины термофиксируют невулканизированный протектор шины посредством применения температуры и давления с получением таким образом вулканизированного протектора шины, имеющего первый конец и второй конец. В одном варианте осуществления в пресс-форме 1000 для вулканизации протектора шины применяют температуру приблизительно 180°С (350°F) и давление приблизительно 2400 кПа (350 фунтов/кв. дюйм). В альтернативных вариантах осуществления в пресс-форме 1000 для вулканизации протектора шины применяют температуру приблизительно 150-190°С (300-370°F) и давление приблизительно 1370-5800 кПа (200-850 фунтов/кв. дюйм). Альтернативно в пресс-форме 1000 для вулканизации протектора шины могут применять меньшие температуры, меньшие давления или применять такие температуры и давления в течение сокращенного временного интервала, чтобы вулканизировать протектор только частично.
В одном варианте осуществления пресс-форма 1000 для вулканизации протектора шины формирует в протекторе шины дополнительные элементы. Например, пресс-форма для вулканизации протектора шины может формировать в протекторе канавки или прорези. Дополнительно пресс-форма для вулканизации протектора шины может корректировать форму предварительно сформованных выступов, грунтозацепов или ребер. Однако следует понимать, что пресс-форма для вулканизации протектора шины не обязательно формирует какие-либо дополнительные элементы в пресс-форме для протектора шины.
В одном варианте осуществления пресс-форма 1000 для вулканизации протектора шины в процессе вулканизации формирует в протекторе шины поперечный криволинейный элемент. Поперечный криволинейный элемент может соответствовать поперечному криволинейному элементу каркаса шины. Однако следует понимать, что пресс-форма для вулканизации протектора шины не обязательно формирует поперечный криволинейный элемент в пресс-форме для протектора шины.
После вулканизации или частичной вулканизации протектора шины его можно собрать на каркасе шины описанным выше способом. Впоследствии этот узел термофиксируют в пресс-форме для вулканизации. В одном варианте осуществления пресс-форма для вулканизации шины включает в себя элементы для формирования элементов протектора, такие как описанная выше пресс-форма 800 для вулканизации шины со ссылкой на Фиг. 8. В альтернативном варианте осуществления пресс-форма для вулканизации протектора шины может иметь гладкую внутреннюю поверхность. В указанном варианте осуществления элементы для формирования элементов протектора могут не потребоваться, поскольку вулканизированный или частично вулканизированный протектор уже имеет требуемые элементы протектора.
Как будет понятно среднему специалисту в данной области, способы и конструкции, описанные в настоящем описании, позволяют увеличить выход. Например, уменьшение объема между невулканизированной шиной и элементами пресс-формы может способствовать увеличению выхода, поскольку оно уменьшает количество протекающего каучука и, как следствие, изменчивость глубины (например, волнистость брекера) в различных армирующих структурах. Способы и конструкции, описанные в настоящем описании, могут уменьшать изменчивость глубины и/или волнистости брекера, в особенности в крупногабаритных шинах и шинах для сельскохозяйственной техники, в которых во время вулканизации наблюдалась миграция частей брекера в направлении грунтозацепа.
Аналогичным образом способы и конструкции, описанные в настоящем описании, могут уменьшать деформацию корда и улучшать внешний вид шины. Способы и конструкции, описанные в настоящем описании, могут также способствовать экономии каучука. Например, способы и конструкции, описанные в настоящем документе, могут требовать на приблизительно 10-15% меньше материала.
Если в спецификации или формуле изобретения используется термин «включает в себя» или «включающий», то считается, что он имеет включающий смысл, аналогичный интерпретации термина «содержащий» при его использовании в качестве переходного слова в формуле изобретения. Более того, если используется термин «или» (например, А или В), то считается, что он означает «А или В, или оба». Когда заявители хотят указать «только А или В, но не оба», то используется термин «только А или В, но не оба». Таким образом, использование термина «или» в настоящем документе имеет включающий, но не исключающий смысл. См. Bryan A. Garner, A Dictionary of Modern Legal Usage 624 (2d. Ed. 1995). Кроме того, если в спецификации или формуле изобретения используется термин «в», то считается, что он дополнительно означает «на». Более того, если в настоящем описании или формуле изобретения используется термин «соединять», то считается, что он означает не только «непосредственно соединенный с», но и «опосредованно соединенный с», как, например, соединенный через другой компонент или компоненты.
Хотя настоящее описание проиллюстрировано путем описания его вариантов осуществления, и они описаны в значительных подробностях, заявители не имеют намерения сократить или иным образом ограничить объем формулы изобретения таким подробным описанием. Дополнительные преимущества и модификации сразу будут понятны специалистам в данной области. Следовательно, описание в своих более широких аспектах не ограничено конкретными деталями, характерным устройством и способом, а также показанными и описанными иллюстративными примерами. Соответственно, возможны отступления от таких деталей без отступления от сущности или объема общей идеи заявителя, обладающей признаками изобретения.
Реферат
Изобретение относится к способу изготовления шины с предварительно сформированным протектором. Техническим результатом является уменьшение неровностей брекера и деформации корда, а также уменьшение расхода каучука. Технический результат достигается способом изготовления шины для сельскохозяйственной техники, который включает в себя получение каркаса невулканизированной шины. Затем получают множество сегментов компаунда протектора невулканизированной шины. Причем множество сегментов компаунда протектора невулканизированной шины включает в себя по меньшей мере один приподнятый выступ и по меньшей мере одну расположенную в нем пустоту. Помещают множество сегментов компаунда протектора невулканизированной шины на каркас невулканизированной шины с образованием невулканизированной шины. Помещают невулканизированные шины в пресс-форму. Вулканизируют невулканизированную шину и извлекают вулканизированную шину из пресс-формы. 3 н. и 20 з.п. ф-лы, 10 ил.
Комментарии