Способ автоматического контроля выхода отливок из формы литьевой машины - SU1087354A1
Код документа: SU1087354A1
Чертежи
Описание
о оо vl
со
(У1
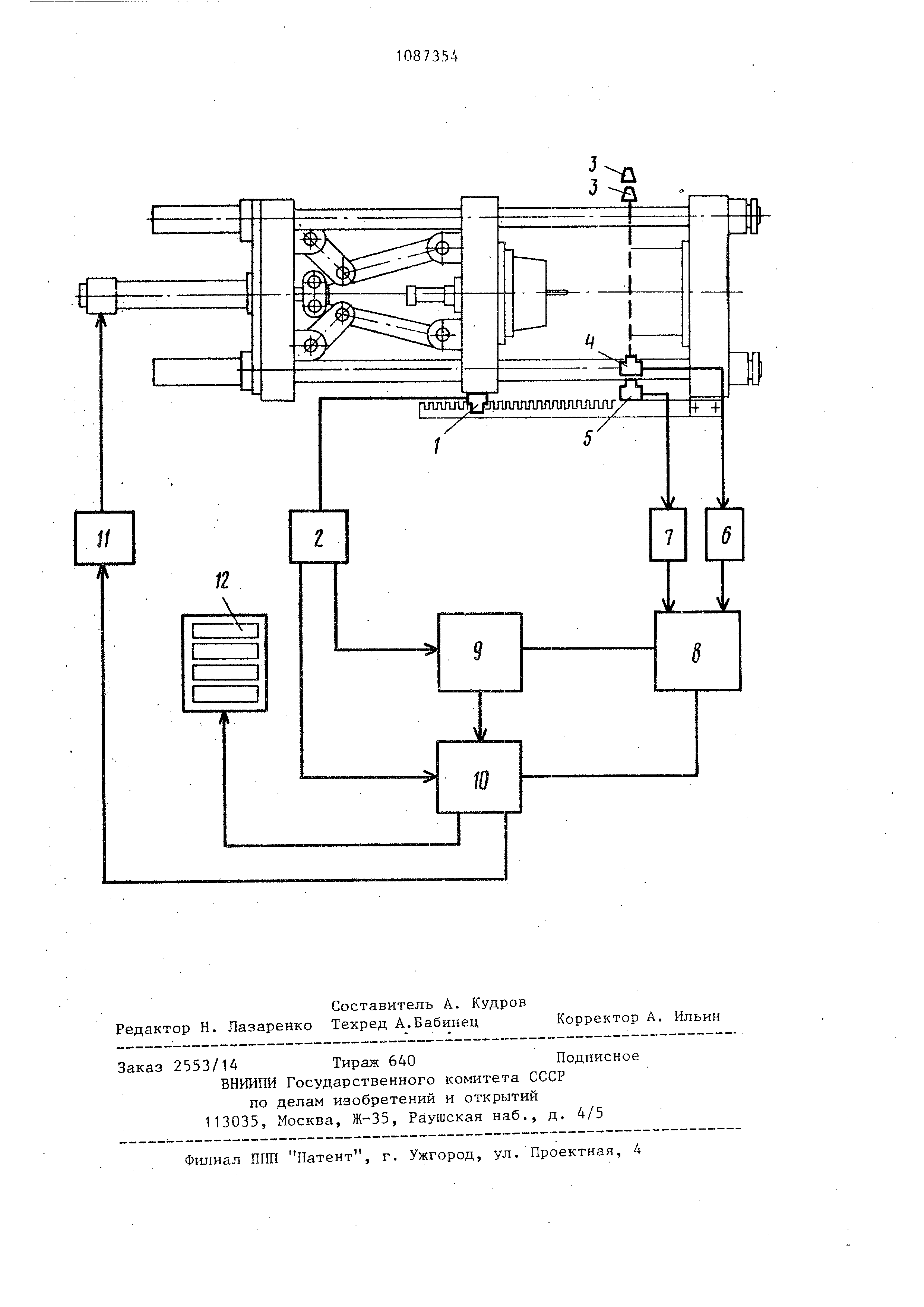
4 1 Изобретение относится к автомати зации процессов переработки пластмасс и может быть использовано для автоматического контроля выхода отлцва в машинах для лить.ч под давлением пластических масс. Известен способ автоматического контроля выхода отливок из формы Питьевой машины, согласно которому выталкиваемая отливка падает на заслонку, транспортер или другое устройство, которое формирует сигна на начало последующего цикла lj . Недостатками этого способа являйтся ненадежность контрольных устройств из-за сложности их точной Наладки, а также отсутствие контро ля отрыва литника и индикации причи ны остановки. Наиболее близким по технической сущности и достигаемому результату к изобретению является способ авто атического контроля выхода отливок из формы литьевой машины, включ ющий остановку подвижной плиты по сигналу и отливку на подвижной полу форме 2j . В известном способе не производи ся контроль отрыва литника, зависания отливки между полуформами. невыхода отливки из полуформы и отсутствует индикация причины остановки , что снижает производительность литьевой машины. Целью изобретения является повышение производительности литьевой машины. Поставленная цель достигается тем, что согласно способу автоматического контроля выхода отливок из формы литьевой машины, включающему остановку подвижной плиты по сигналу наличия отливки на подвижной пол форме, при формовании эталонной отЛивки формируют н запоминают сигнал соответств пощие координатам текущего положения подвижной плиты в момент начала входа подвижной полуформы в неподвижную при их смьжании , в момент выхода отливки и в момент выхода литника из неподвижно полуформы или при размыкании полуформы , в процессе формования каждой последующей отливки формируют анало гичные сигналы, сравнивают их с со ответств тощими сигналами от эталонной отливки,а приих различии форми руют сигнал на- остановку подвижной 4 плиты и сигнал индикации причины остановки. На чертеже представлена блок-схема устройства для реализации предлагаемого способа. Устройство содержит фотоэлектрический импульсный датчик 1, формирующий импульсы контроля текущего положения подвижной плиты, счетчик 2 импульсов, светоизлучатели 3, представляющие собой светодиоды, фотоэлементы 4 и 5, усилители 6 и 7 для усиления тока, блок 8 управления, представляющий .собой коммутатор с поочередным законом коммутации, блок 9 памяти для запоминания положения подвижной плиты, блок 10 сравнения для сравнения координат текущего положения подвижной плиты, блок 11 управления гидроцилиндром механизма смыкания, блок 12 индикации, I Способ реализуется следующим образом . Датчик 1 контролирует положение подвижной плиты и формирует импульсы, которые поступают на счетчик 2 импульсов . Светоизлучатели 3 посылают световые лучи на фотоэлементы А и 55 причем луч света фотоэлемента 4 проходит по оси формы в районе лит (Ника, а луч света фотоэлемента 5 проходит параллельно упомянутому лучу , но вне зоны литника. Сигналы фотоэлементов А и 5 поступают на усилители 6 и 7. При первом цикле формования отливки подвижная плита двилсется вперед и полуформы смыкаются. 8момент начала входа подвижной полумуфты в неподвижную световые лучи перекрываются и блок 8 управления подает сигнал на блок 9 памяти. Блок 9памяти по этому сигналу записывает число импульсов, поступающее со счетчика 2 импульсов и соответствующее текущему положению подвижной плиты. После охлаж,цения отливки полуформы размыкаются. Подвижная полуформа выходит из неподвижной, неся на себе отливку. В момент выхода отливки из неподвижной полуформы луч света поступает на фотоэлемент 5, сигнал которого через усилитель 7 поступает на блок 8 управления. Блок 8 формирует сигнал и подает его на блок 9 памяти, который записывает число импульсов Uj. При дальнейшем движении подвижной плиты литник выходит из неподвижной формы и луч света попадает на фотоэлемент 4, сигнал которого через усилитель 6 подается на блок 8 управления. Блок 8 формирует сигнал и подает его на блок 9 памяти, по которому блок 9 записывает число импульсов п. При последующих циклах сигналы со счетчика 2 импульсов поступают на блок 10 сравнения, на второй вход которого поступают записанные сигналы с блока 9 памяти. Блок 8 управления по сигналам фотоэлементом 4 и 5 подаваемых через усилители 6 и 7, формирует управляющие сигналы и подает их на управляющих вход блока 1 сравнения, этими сигналами производится сравнение текущего положения, подвижной плиты п; с записанными си налами п. , Пл П. Так, при смыкании полуформ и при наличии отливки на подвижной полуформе (отливка не снята) лучи света светойзлучателей 3 перекроются ран ше на толщину отливки. Поэтому текущее положение подвижной плиты бол ше записанного п п,, и блок 10 сравнения подает сигнал на остановку плиты и вьщает индикацию Отливка на подвижиой полуформе. При размыкании полуформ, если отливка осталась в неподвижной полуформе, луч света поступает на фотоэлемент 5 раньше, чем при наличи отливки на подвижной полуформе и текущее положение подвижной плиты п п, а блок 10 сравнения подает сигнал на блок 11 управления гидроцилиндром механизма смыкания, который производит остановку плиты и на блок 12 индикации, указывая причину останов ки Отливка в неподвижной плите. Если при размыкании полуформ отливка находится- на подвижной полуформе , а литник - в неподвижной, то луч света подается на фотоэлемент 4 раньше, на величину высоты литника, и текущее положение подвижной плиты П;: П-. Блок 10 сравнения формирует сигналы, поступакицие на блок 11 управления гидроцилиндром и блок 12 индикации, по которым производится остановка плиты и индикация причины остановки Обрыв литника в литниковой втулке. При выталкивании отливки, если она зависает между полуформами, то прерьшаются световые лучи обоих фотоэлементов 4 и 5 и блок 10 сравнения формирует и подает сигналы на блок 11 управления гидроцилиндром и блок 12 индикации, по которым производится остановка плиты и индикация причины остановки зависла между полуформами. При нормальной работе и бесперебойном выходе отливок из формы литьевой машины сигналы текущего положения, подвижной плиты.п равны записанным сигналам п., , п в упомянутые моменты. Изобретение по сравнению со способом управления базовым объектом, литьевой машиной с ЧПУ мод. ДВ312763Ф , обеспечивает снижение простоев литьевой машины, уменьшение расхода материала, повьш1ение производительности . Годовой экономический эффект от использования способа автоматического контроля выхода отливок из формы на одну литьевую машину ориентировочно составит 1150 руб.
Реферат
СПОСОБ АВТОМАТОТЕСКОГО КОНТРОЛЯ ВЫХОДА ОТЛИВОК ИЗ ФОРМЫ ЛИТЬЕВОЙ МАШИНЫ, включающий остановку подвижной плиты по сигналу наличия отливок на подвижной полуформе, о т лич ающийся тем, что, с целью повышения производительности машины, при формовании эталонной отливки формируют и запоминают сигналы , соответствующие координатам текущего положения подвижной плиты в момент начала входа подвижной полуформы в неподвижную при их смыкании, в момент выхода отливки и в момент выхода литника из неподвижной полуформы или при размыкании полуформ, в процессе формования каждой последующей отливки формируют аналогичные сигналы, сравнивают их с соотi ветствующими сигналами от эталонной отливки, а при их различии формируют (Л сигнал на остановку подвижной плиты и сигнал индикации причины остановки.
Комментарии