Устройство и способ постформовочного охлаждения, предусматривающие поворот и поперечное перемещение - RU2294832C2
Код документа: RU2294832C2
Чертежи






























Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу и устройству для охлаждения сформованных пластмассовых деталей после окончания формования. В частности, настоящее изобретение относится к способу и устройству, применяемому в качестве устройства постформовочного охлаждения (ПФО) пластмассовых деталей, имеющего, по меньшей мере, две противоположные грани. В частности, эти способ и устройство пригодны для охлаждения термопластичных полиэфирных полимерных материалов, подвергнутых литьевому формованию, таких, как заготовки из полиэтилентерефталата (ПЭТФ).
Уровень техники
В настоящее время на машинах литьевого формования (например, на столе машины с делительной оснасткой) применяется множество способов постформовочного охлаждения в различных последовательностях для оптимизации охлаждения свежесформованных пластмассовых деталей. Некоторые детали (например, пластмассовые заготовки), как правило, формуют из полиэтилентерефталата (ПЭТФ), и они могут иметь толщины стенок, изменяющиеся от примерно 2,00 мм до более 4,00 мм, и поэтому для их затвердевания с получением бездефектных деталей требуются более длительные периоды охлаждения. Толстостенные детали (такие, как те, которые изготавливают из материала, имеющего большое сопротивление термической теплопередаче, подобного пластичной смоле) могут демонстрировать эффект "повторного нагрева", который может приводить к появлению дефектных деталей после их извлечения из технологической формы.
Некоторыми из дефектов в случае заготовок из ПЭТФ являются:
кристалличность: полимер рекристаллизуется из-за повышенной температуры полимера сердцевины, который охлаждается недостаточно быстро; белизна кристаллов негативно влияет на прозрачность готового изделия и создает область потенциальной слабости в готовом изделии, получаемом посредством выдувания;
поверхностные дефекты: вытолкнутые заготовки, изначально имеющие затвердевшие поверхности, повторно нагреваются материалом сердцевины, что вызывает размягчение поверхности и беспрепятственную ее порчу; иногда этот повторный нагрев поверхности может быть достаточно серьезным, чтобы вызывать сваривание соприкасающихся деталей друг с другом;
геометрические неточности: манипуляции с частично охлажденными заготовками или попытки их дальнейшего охлаждения в устройствах, которые не поддерживают их геометрическую форму во время повторного нагрева их поверхностей, могут привести к возникновению овальности на диаметре окружности заготовки или к тому, что гладкая поверхность становится покоробленной или нелинейной.
Вышеуказанные проблемы можно в какой-то степени смягчить, увеличивая время охлаждения заготовок, получаемых литьевым формованием, в их технологической форме. Однако это приведет к продолжительному циклу охлаждения, как правило, 25 секунд или более, причем большинство этого времени будет потрачено только в целях охлаждения. При попытке повысить производительность этого процесса применяют несколько методов для выполнения функции постформовочного охлаждения, при которых частично охлажденные заготовки выталкивают из технологической формы для литьевого формования после образования изначально охлажденной поверхностной корки, чтобы обеспечить выталкивание детали без деформации. Частично охлажденные заготовки затем передают в устройство, расположенное дальше по технологической цепочке, которое продолжает удерживать заготовку во время отвода остаточного тепла, так что можно проводить последовательные манипуляции с заготовкой, не повреждая ее. В типичном случае, нужно понижать температуру поверхности заготовки примерно до 72°С, чтобы гарантировать безопасное манипулирование.
Раннее выталкивание частично охлажденных заготовок, высвобождаемых из оборудования для литьевого формования раньше в цикле формования, обуславливает значительное повышение производительности этого оборудования. Времена цикла литьевого формования в типичном случае уменьшаются вдвое - с 25 секунд до примерно 12 секунд или менее в некоторых случаях, в зависимости от конструкции формуемой заготовки.
Некоторые примеры технологии постформовочного охлаждения приведены в патентах США №№4729732, Re. 33237, 5447426 и 6171541.
Другой подход к увеличению времени охлаждения заготовок заключается в использовании формовочной машины револьверного типа, в которой используется более одного комплекта стержней для литьевого формования. Примером является машина с делительной оснасткой, описанная в патентах США №№5728409, 5830404, 5750162 и 5817345, в каждом из которых говорится об использовании револьверной головки, имеющей четыре грани и четыре комплекта стержней, которые последовательно сопрягаются с одной группой полостей для удержания заготовок литьевого формования. Заготовки, сформованные на оборудовании этого типа, можно получать на протяжении времен цикла формования, составляющих в типичном случае 10-13 секунд.
В машинах с делительной оснасткой, имеющих меньше комплектов боковой оснастки в виде стержней, используются дополнительные устройства постформовочного охлаждения, предназначенные для завершения охлаждения заготовок и сохранения преимуществ времени цикла. Примеры машин с делительной оснасткой, оснащенных устройствами постформовочного охлаждения, приведены в патентах США №№6059557, 6123538, 6143225 и 6113834.
Один способ повышения скорости теплопередачи от охлаждаемой заготовки заключается в повышении давления в ее внутреннем объеме при одновременном охлаждении ее в полости. Этот способ помогает поддержать внешнюю поверхность заготовки в контакте с поверхностью охлаждающей полости и учитывает усадку заготовки, создающую тенденцию к разделению двух поверхностей. Это обеспечивает поддержание надлежащей теплопередачи. Примеры охлаждения заготовок под повышенным давлением приведены в патентах США №№4950152 и 5679306, а также в документе ЕР 0900135.
В американском патенте №6113834 (Kozai) предложено устройство постформовочного охлаждения (устройство ПФО), которое выгружает заготовки из машины с делительной оснасткой для формования заготовок в охлаждающие трубки. На фиг.8-14 показана установка нескольких комплектов трубок на одной плите, чтобы можно было охлаждать несколько формуемых комплектов заготовок с помощью этих трубок в течение нескольких циклов литьевого формования, тем самым продлевая время охлаждения каждой заготовки, когда она находится в устройстве ПФО. В этом патенте также описана продувка охлаждающей текучей среды в раскрытую затворную область свежесформованных заготовок, когда они еще находятся на стержнях для литьевого формования, перед их переносом в устройство ПФО. Однако этот способ постформовочного охлаждения имеет несколько ограниченные возможности из-за отсутствия более эффективных средств охлаждения внутренности заготовки. Кроме того, нет средств, эффективно обеспечивающих поступательное движение револьверной головки с целью получения доступа к различным комплектам охлаждающих трубок.
Следовательно, существует потребность в способе и устройстве для постформовочного охлаждения, которые обеспечивают быстрое, эффективное охлаждение, сопровождаемое также сокращением времени цикла формования для дополнительного уменьшения затрат на изготовление формованных пластмассовых деталей.
Раскрытие изобретения
В соответствии с первым аспектом настоящего изобретения предложены конструкция и/или этапы для охлаждения совокупности пластмассовых изделий, сформованных на совокупности участков технологической формы. Предусмотрено охлаждающее устройство, имеющее (i) первую совокупность охлаждающих конструкций, конфигурированную для удержания первой совокупности сформованных пластмассовых изделий, и (ii) вторую совокупность охлаждающих конструкций, конфигурированную для удержания второй совокупности сформованных пластмассовых изделий. Рядом с охлаждающим устройством расположена станция охлаждения, конфигурированная для подачи охлаждающей текучей среды вовнутрь первой и второй совокупностей сформованных изделий, находящихся внутри соответствующих первой и второй совокупностей охлаждающих конструкций. Предусмотрена перемещающая конструкция, конфигурированная для (i) сообщения первого движения, вызывающего относительное движение охлаждающего устройства и участков технологической формы, обуславливающее доставку первой и второй совокупностей сформованных изделий внутри соответствующих первой и второй совокупностей охлаждающих конструкций на станцию охлаждения, и (ii) сообщения второго движения, отличающегося от первого движения и вызывающего чередующуюся доставку первой совокупности охлаждающих конструкций, а затем - второй совокупности охлаждающих конструкций к совокупности участков технологической формы. На каждой грани предпочтительно установлены несколько комплектов охлаждающих трубок. В предпочтительном варианте осуществления также имеется установленное сверху устройство струйного охлаждения или переохлаждения, и средство для осевого перемещения охлаждающего блока в поперечном направлении для обеспечения загрузки комплектов разных охлаждающих трубок из формовочной машины с делительной оснасткой.
В соответствии со вторым аспектом настоящего изобретения предложены конструкция и/или этапы для машины для литьевого формования, предусматривающие наличие полостной технологической полуформы, имеющей совокупность формовочных полостей. Предусмотрена стержневая технологическая полуформа, имеющая совокупность формовочных стержней, соответствующую совокупности формовочных полостей. Перемещающая технологическую форму конструкция вызывает относительное движение между полостной технологической полуформой и стержневой технологической полуформой, обуславливающее извлечение совокупности сформованных изделий из совокупности формовочных полостей на протяжении каждого из совокупности циклов формования. Имеется охлаждающее устройство, выполненное с возможностью перемещения относительно технологической стержневой полуформы, которое имеет совокупность охлаждающих трубок для удержания совокупности сформованных изделий, извлеченных из совокупности формовочных полостей. С охлаждающим устройством связана перемещающая охлаждающее устройство конструкция, конфигурированная для поддержания совокупности сформованных изделий в совокупности охлаждающих трубок на протяжении периода времени, превышающего два или более циклов формования.
В соответствии с третьим аспектом настоящего изобретения предложены конструкция и/или этапы для перемещения охлаждающей револьверной головки относительно участка машины для литьевого формования пластмасс. Имеется линейно-перемещающая конструкция, конфигурированная для обеспечения перемещения охлаждающей револьверной головки и участка машины для литьевого формования пластмасс друг к другу и друг от друга. Имеется поворачивающая конструкция, конфигурированная для сообщения относительного поворота между охлаждающей револьверной головкой и участком машины для литьевого формования пластмасс. Предусмотрена перемещающая в осевом направлении конструкция, конфигурированная для сообщения относительного осевого движения между охлаждающей револьверной головкой и участком машины для литьевого формования пластмасс.
В соответствии с четвертым аспектом настоящего изобретения предложены конструкция и/или этапы работы охлаждающего устройства для машины для литьевого формования пластмасс, имеющей совокупность формовочных стержней, расположенных, по меньшей мере, в один ряд. Предусмотрено устройство постформовочного охлаждения, выполненное с возможностью перемещения относительно совокупности формовочных стержней. С устройством постформовочного охлаждения соединена поворотная охлаждающая револьверная головка, которая имеет две грани, каждая из которых имеет, по меньшей мере, первый и второй ряды охлаждающих трубок. С устройством постформовочного охлаждения соединена станция охлаждения, которая имеет совокупность охлаждающих зондов, конфигурированных для выброса охлаждающей текучей среды вовнутрь сформованных изделий внутри первого и второго рядов охлаждающих трубок одной из граней охлаждающей револьверной головки. Имеется первая перемещающая конструкция, конфигурированная для сообщения устройству постформовочного охлаждения движения к совокупности формовочных стержней и от этой совокупности. Имеется вторая перемещающая конструкция, конфигурированная для сообщения устройству постформовочного охлаждения движения к охлаждающей револьверной головке и от нее. Имеется третья перемещающая конструкция, конфигурированная для сообщения охлаждающей револьверной головке поворота попеременно первой и второй гранями охлаждающей револьверной головки к станции охлаждения. Имеется четвертая перемещающая конструкция, конфигурированная для сообщения охлаждающей револьверной головке осевого движения относительно ее оси поворота с целью попеременной доставки первого ряда охлаждающих трубок, а затем - второго ряда охлаждающих трубок грани охлаждающей револьверной головки к ряду формовочных стержней.
В соответствии с пятым аспектом настоящего изобретения предложены конструкция и/или этапы для охлаждения ряда сформованных изделий, расположенных на ряде формовочных стержней. Ряд сформованных изделий переносят в первый ряд охлаждающих трубок, расположенных на охлаждающем устройстве. Ряд сформованных изделий в первом ряду охлаждающих трубок перемещают на станцию охлаждения. На станции охлаждения вовнутрь каждого сформованного изделия в ряду сформованных изделий нагнетают охлаждающую текучую среду. Ряд сформованных изделий перемещают в некоторое положение, удаленное от станции охлаждения. Затем ряд сформованных изделий перемещают обратно на станцию охлаждения. На станции охлаждения вовнутрь каждого сформованного изделия в ряду сформованных изделий еще раз нагнетают охлаждающую текучую среду. И, наконец, перемещают ряд сформованных изделий на станцию выталкивания.
Таким образом, настоящее изобретение преимущественно обеспечивает способ и устройство для постформовочного охлаждения, предназначенные для эффективного охлаждения сформованных пластмассовых деталей.
Краткое описание чертежей
Ниже приведено описание возможных предпочтительных конкретных вариантов осуществления настоящего изобретения со ссылками на прилагаемые чертежи.
На фиг.1 представлен схематический вид сбоку половины зажимного средства машины с делительной оснасткой для литьевого формования пластмасс, включающей в себя устройство ПФО, соответствующее предпочтительному конкретному варианту осуществления настоящего изобретения.
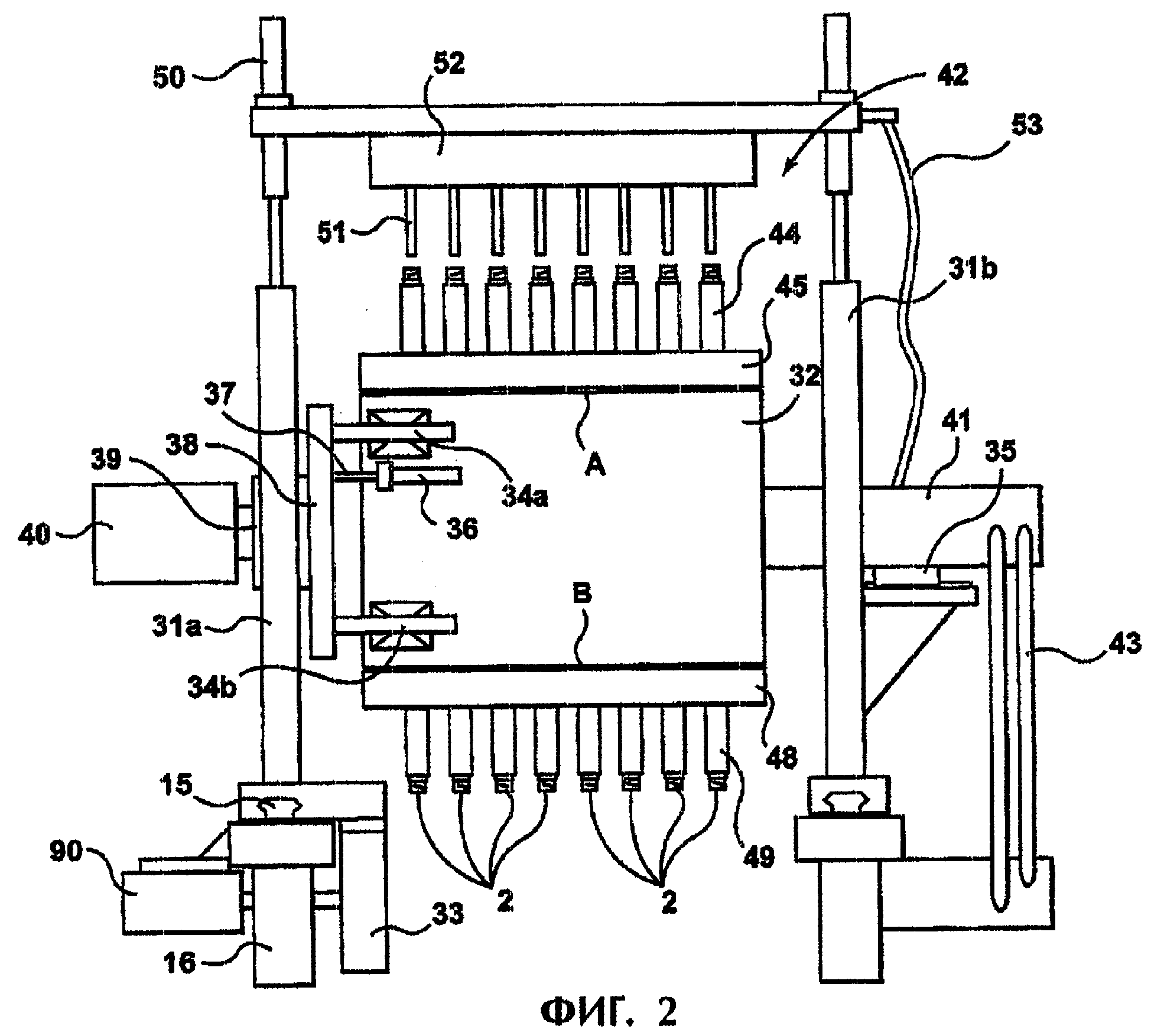
На фиг.2 представлен схематический вид спереди устройства ПФО согласно фиг.1 перед выгрузкой и вставлением устройства струйного охлаждения и/или переохлаждения - CoolJetТМ/Supercool.
На фиг.3 представлен схематический вид спереди устройства ПФО согласно фиг.1, выгружающего выбранные детали, с устройством струйного охлаждения и/или переохлаждения в положении кондиционирования.
На фиг.4 представлен схематический вид спереди устройства ПФО согласно фиг.1 непосредственно перед загрузкой свежесформованных заготовок в освобожденные охлаждающие трубки, иллюстрирующий поперечное перемещение во время поворота узла.
На фиг.5 представлен схематический вид спереди устройства ПФО согласно фиг.4 сразу же после загрузки свежесформованных заготовок в освобожденные трубки, иллюстрирующий поперечное перемещение в противоположном направлении во время поворота узла.
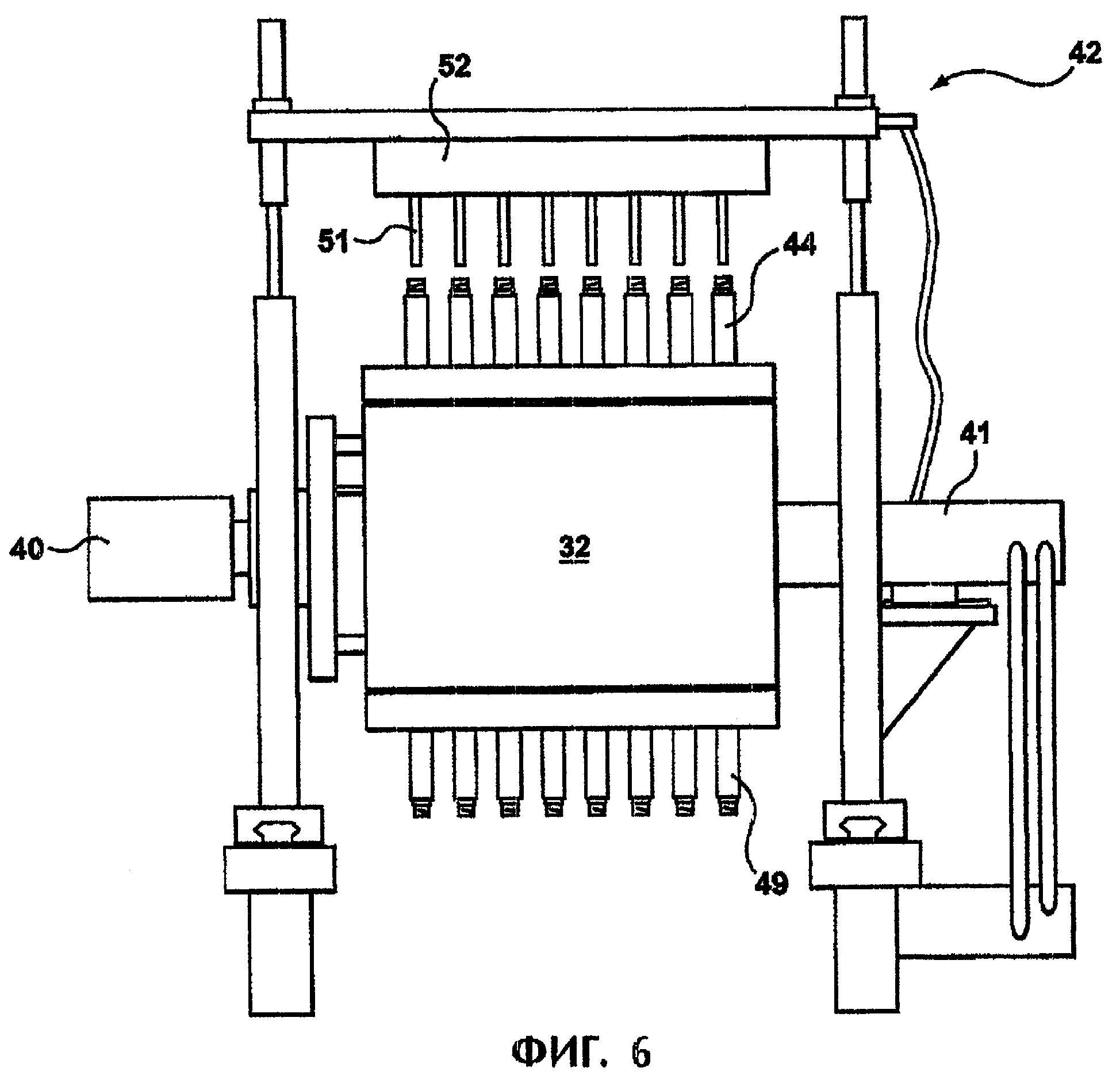
На фиг.6 представлен схематический вид спереди устройства ПФО перед выгрузкой и вставлением устройства струйного охлаждения и/или переохлаждения.
На фиг.7 представлен схематический вид спереди устройства ПФО, выгружающего выбранные детали, с устройством струйного охлаждения и/или переохлаждения в положении кондиционирования.
На фиг.8 представлен схематический вид спереди устройства ПФО непосредственно перед загрузкой свежесформованных заготовок в освобожденные охлаждающие трубки, иллюстрирующий поперечное перемещение во время поворота узла.
На фиг.9 представлен схематический вид сбоку устройства ПФО перед выгрузкой и вставлением устройства струйного охлаждения и/или переохлаждения.
На фиг.10 представлен схематический вид сбоку устройства ПФО непосредственно перед загрузкой заготовок в освобожденные трубки.
На фиг.11 представлена схема последовательности, иллюстрирующая полную последовательность формования и охлаждения в процессе ПФО для одного комплекта заготовок.
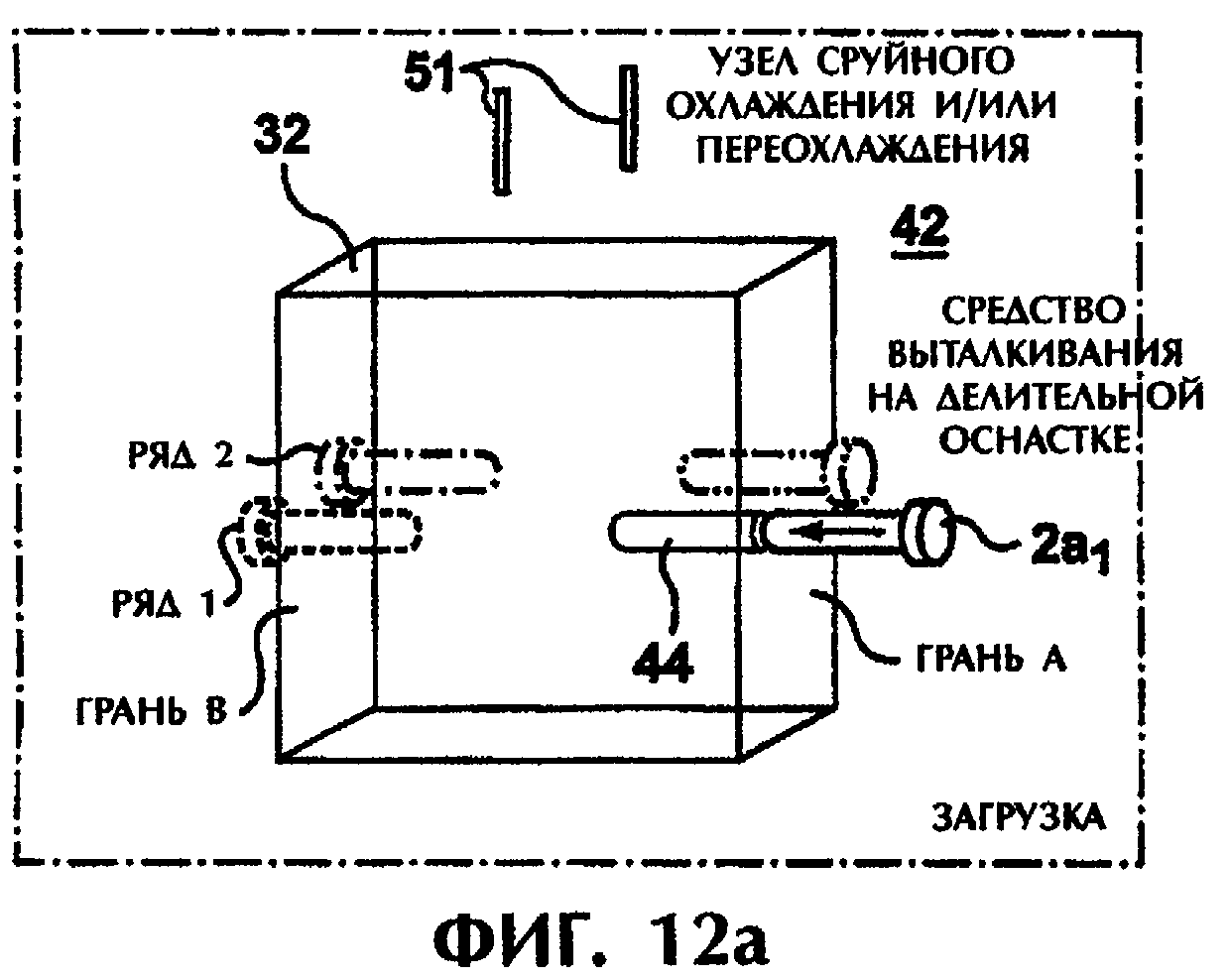
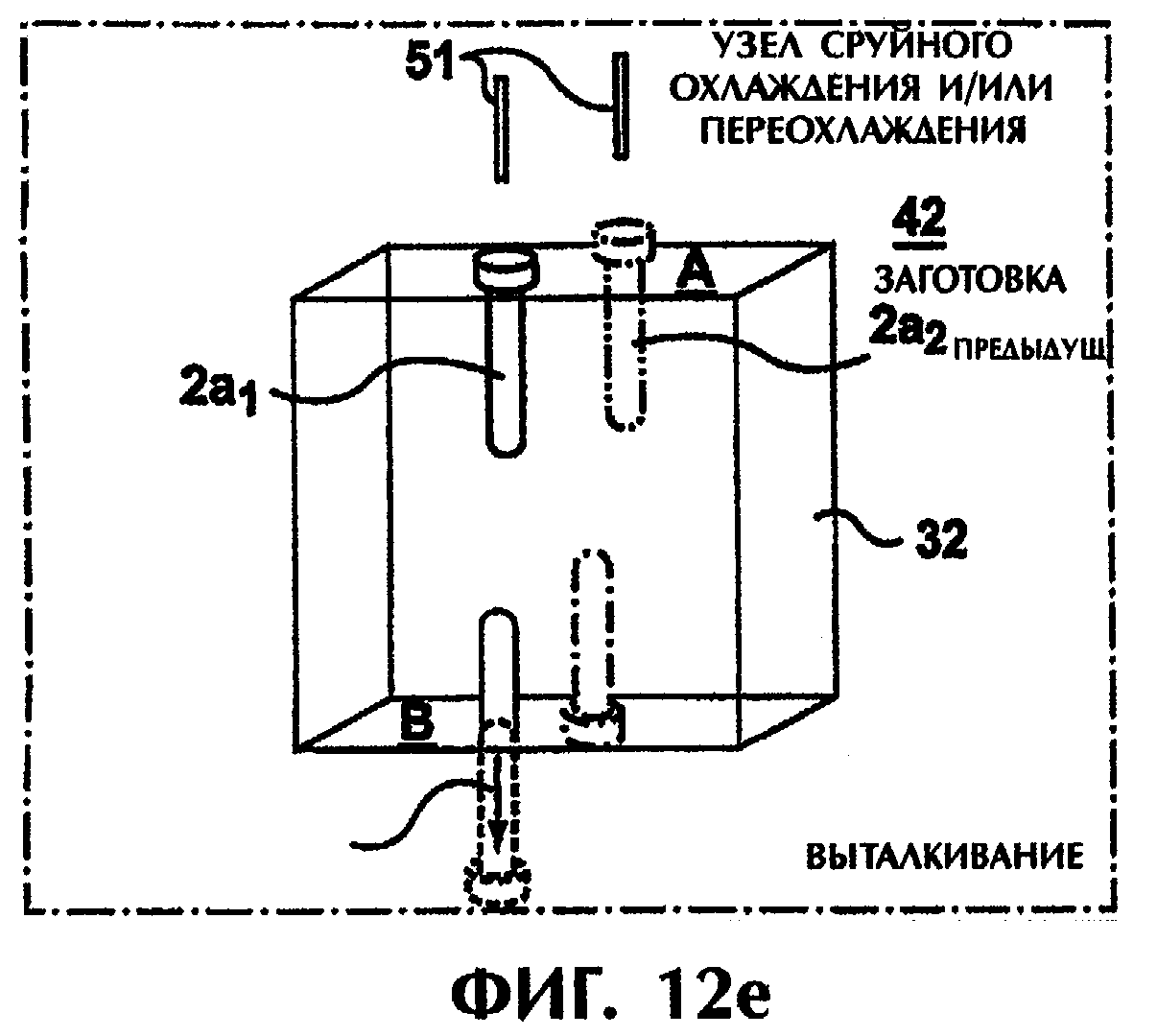
На фиг.12а - 12у представлена серия схематических изображений положения узла ПФО для ее полного цикла.
На фиг.13 представлен схематический вид сбоку альтернативного конкретного варианта устройства ПФО, иллюстрирующий три грани.
На фиг.14 представлен условный вид сбоку дополнительного альтернативного конкретного варианта осуществления устройства ПФО без станции охлаждения или воздуходувки.
Осуществление изобретения
Ниже приводится описание настоящего изобретения в связи с несколькими конкретными вариантами осуществления, в которых в машине с делительной оснасткой для литьевого формования пластмасс используется (предпочтительно поворотная) извлекающая револьверная головка для извлечения пластмассовых заготовок из формовочного узла и последующего перемещения этих заготовок на станцию охлаждения. В предпочтительном варианте станция охлаждения представляет собой так называемое устройство струйного охлаждения - CoolJetТМ,
- в котором в каждую заготовку вставляют охлаждающий палец, нагнетают охлаждающий воздух во внутренний конец заготовки, и этот охлаждающий воздух протекает по внутренней поверхности заготовки наружу. Станция охлаждения может также представлять собой так называемое устройство переохлаждения - Supercool,
- в котором в каждую заготовку вставляют охлаждающий палец, уплотняют каждую заготовку, чтобы она выдерживала повышенное давление, и нагнетают охлаждающий воздух вовнутрь заготовки. Давление вызывает контакт внешних стенок заготовки с внутренними стенками полости извлекающей конструкции, что приводит к осуществлению охлаждения и на внутренних, и на внешних поверхностях заготовки. Станция охлаждения также может представлять собой комбинацию устройств струйного охлаждения и переохлаждения и/или эквивалентных конструкций. Тем не менее, следует понять, что рекомендации и пункты формулы данного изобретения применимы и к другим процессам формования, используемым для изготовления относительно толстостенных полых изделий. Например, настоящее изобретение найдет применение во многих технологиях формования помимо толстостенных полых заготовок, в частности при формовании контейнеров, ведер, поддонов, банок для краски, лотков для деталей и аналогичных изделий, или других формованных изделий, возможно - с некруглыми поперечными сечениями, и т.д.
На фиг.1 показана половина струбцины машины 1 с делительной оснасткой для литьевого формования, содержащей стационарную планшайбу 10 и поворотный узел 11 револьверной головки. Узел 11 револьверной головки установлен на цапфах и в типичном случае оперт на двое салазок 12, которые соединены с возможностью разъединения со стационарной планшайбой 10 посредством стяжных тяг 13. Концы стяжных тяг соединены с возможностью разъединения с зажимными поршневыми узлами 14, установленными на стационарной планшайбе 10. Салазки 12 направляются и скользят по линейным опорам 15, прикрепленным к станине 16 машины. Салазки 12 и узел 11 формовочной револьверной головки перемещаются к стационарной планшайбе 10 и от нее с помощью хорошо известных средств привода (не показаны). Технологическая полуформа 91 для заготовок (содержащая обогревательный литник и формовочные полости) установлена на стационарную планшайбу 10 и последовательно входит в зацепление с одной или более холодными технологическими полуформами 17а и 17b, которые установлены на противоположных гранях узла 11 формовочной револьверной головки. Когда технологические полуформы разделены за счет перемещения салазок от стационарной планшайбы, узел 11 формовочной револьверной головки и скрепленные холодные технологические полуформы 17 можно поворачивать, например, с помощью серводвигателя 18 через посредство приводного ремня 19 и шкива 20. Нагнетающий узел 21 подает расплавленную смолу для нагнетания в технологическую форму.
Устройство или узел 30 постформовочного охлаждения (ПФО) включает в себя вторую пару салазок 31а и 31b, которые также направляются и скользят по линейным опорам 15, прикрепленным к станине 16 машины. Между салазками 31а и 31b установлена охлаждающая револьверная головка 32, выполненная с возможностью поворота между ними. Устройство 30 ПФО выполнено с возможностью перемещения вдоль станины машины, как правило, с помощью привода 90 от электродвигателя, а также ремня 33, так что этот узел может перемещаться к узлу 11 формовочной револьверной головки или от него.
На фиг.2 показан вид спереди устройства ПФО в его ориентации, соответствующей выгрузке. Охлаждающая револьверная головка 32 оперта на линейных опорах 34а и 34b и 35 таким образом, что она может перемещаться поперечно вдоль своей оси поворота или, по существу, параллельно своей оси поворота между салазками 31а и 31b. Это перемещение может быть вызвано цилиндром 36, который установлен на охлаждающей револьверной головке 32. Шток 37 цилиндра прикреплен к опорной консоли 38, которая также несет часть узлов 34а и 34b линейных опор. Опорная консоль 38 установлена в салазках 31а и связана посредством редуктора 39 с серводвигателем 40 привода, который вызывает поворот консоли 38 и узла 32 охлаждающей револьверной головки. Противоположный конец охлаждающей револьверной головки 32 поддерживается поворотным коммуникационным переходником 41, который сам поддерживается опорным узлом 35, так что поперечное движение охлаждающей револьверной головки 32 направляется вдоль опоры 35 в выдвинутое положение, показанное на фиг.4. Протяженность этого перемещения определяется шагом между несколькими рядами охлаждающих трубок, установленных на установочных плитах ПФО, описываемых ниже.
Поворотный коммуникационный переходник 41 обеспечивает поворотное соединение для пневматических, гидравлических, подающих охлаждающую текучую среду и электрических коммуникаций, идущих от станины машины и к охлаждающей револьверной головке 32, и к узлу 42 струйного охлаждения и/или переохлаждения (описываемых ниже), установленной сверху на салазках 31а и 31b. Эти коммуникации реализуются посредством гибких шлангов 43, идущих от станины 16 к переходнику 41, так что подачу по этим коммуникациям можно поддерживать независимо от положения устройства ПФО на станине 16 машины.
На фиг.2 также показаны охлаждающие трубки 44 для заготовок, установленные на плите 45. Имеется достаточно трубок 44 для нескольких комплектов заготовок 2, формуемых посредством формовочного узла. На рассматриваемом чертеже показаны 32 трубки, установленные на плите 45, и этого достаточно для двух формуемых комплектов, изготавливаемых возможной технологической литейной формой с 16-ю полостями. Конечно, комплект может содержать любое количество трубок, которое больше двух или равно двум. Кроме того, с плитой 45 могут быть соединены два, три или более комплектов трубок. Плита 45 установлена на одной стороне - грани А - охлаждающей револьверной головки 32. Вторая плита 48 и соответствующие трубки 49 (32 штуки) установлены на противоположной грани В охлаждающей револьверной головки 32. Эти трубки расположены в двух чередующихся комплектах на каждой грани (см., например, фиг.4), причем каждый комплект соответствует шагу формовочных стержней литьевого формования. Первый комплект, выравниваемый с технологической формой, назван рядом 1, а второй комплект, смещенный от ряда 1 на некоторое расстояние X, назван рядом 2. При наличии достаточного пространства можно предусмотреть на каждой грани дополнительные комплекты.
В данном конкретном варианте осуществления суммарное количество трубок на обеих сторонах охлаждающей револьверной головки 32 может обеспечить удержание четырех комплектов деталей, сформованных узлом литьевого формования, так что эти детали можно обрабатывать на протяжении четырех циклов после выталкивания из формовочной револьверной головки 11. Очевидно, что если имеется пространство для дополнительных трубок, то можно предусмотреть более продолжительное время обработки. Кроме того, в зависимости от конструкции детали можно обрабатывать в течение двух, трех, четырех или более циклов формования. Помимо этого, охлаждающая револьверная головка 32 может иметь более двух граней для установки комплектов трубок.
На фиг.13 показан альтернативный конкретный вариант осуществления, обеспечивающий установку трех таких плит, а в других вариантах также возможна установка четырех или более. Кроме того, возникают ситуации, в которых формуемые детали являются достаточно тонкими, чтобы не требовать внутреннего охлаждения посредством вставленной охлаждающей трубки или внешнего охлаждения посредством воздуходувки. В этой ситуации машине можно придать конфигурацию, которая изображена на фиг.14 и в которой станция охлаждения над салазками 31а и 31b и воздуходувка не предусмотрены.
На фиг.2 также показан узел 42 струйного охлаждения и/или переохлаждения, установленный над охлаждающей револьверной головкой 32. Этот узел перемещается вертикально с помощью цилиндров 50. Этот узел может содержать только продувочные пальцы струйного охлаждения (CoolJetТМ), только пальцы переохлаждения (SuperCoolТМ) для расширения и охлаждения заготовок, или комбинацию пальцев обоих типов, например, в чередующихся комплектах, для обеспечения множества вариантов выбора обработки заготовок 2, доставляемых в рассматриваемый узел. Этот узел включает в себя несколько охлаждающих пальцев 51 в количестве, достаточном для сопряжения с соответствующим количеством охлаждающих трубок 44 на одной грани охлаждающей револьверной головки 32. В предпочтительном конкретном варианте осуществления имеются 32 охлаждающих пальца, установленных в матрице и сопрягаемых с соответствующими трубками 44. Охлаждающие пальцы 51 установлены на распределительной плите 52, которая обеспечивает поток хладагента под давлением или не под давлением в каждый охлаждающий палец. В альтернативном варианте эта плита 52 может быть просто камерой, давление в которой нагнетается воздуходувкой (не показана), установленной на узле 42. Если охлаждающая текучая среда (жидкость и/или газ) под давлением подается в распределительную плиту 52, то подача осуществляется по гибкому шлангу 53, который соединяет плиту 52 с коммуникационным переходником 41 или с какой-либо другой точкой на устройстве 30 ПФО.
На фиг.1 также показана воздуходувка 60, установленная на устройстве 30 ПФО, которая может направлять поток воздуха к сформованным деталям, когда они еще находятся на своих стержнях 70а на формовочной револьверной головке 11, как показано стрелками F. Это обеспечивает дополнительное охлаждение деталей (особенно в их затворных областях), когда они ожидают переноса в устройство 30 ПФО. Для ясности изображения на других чертежах с видами устройства 30 ПФО воздуходувка 60 не показана. В альтернативном конкретном варианте осуществления (не показан) на охлаждающей револьверной головке 32 или на салазках 31а и 31b установлены одна или более воздуходувок, так что они оказываются ближе к тем деталям на стержнях, к которым они должны направлять свой воздушный поток, и делают это из такого места, которое способствует равномерному распределению потока по матрице нагнетательных стержней на блоке с делительной оснасткой, когда тот находится в положении переноса, показанном на фиг.1. В дополнительном альтернативном конкретном варианте осуществления (не показан) воздуходувки установлены на станине машины, а короба, установленные на салазках 31а и 31b, выровнены с воздуходувками, когда устройство ПФО находится в положении переноса, что приводит к распределению потока равномерно по матрице нагнетательных стержней на блоке с делительной оснасткой, когда тот находится в положении переноса, показанном на фиг.1. Хотя револьверные головки 11 и 32 конфигурированы для поворота, альтернативные конкретные варианты осуществления включают в себя формовочные и/или охлаждающие плиты, которые можно перемещать прямолинейно или криволинейно относительно технологической формы и формовочных и/или охлаждающих конструкций, когда это может потребоваться.
В процессе эксплуатации формовочная револьверная головка 11 и холодная технологическая полуформа 17а перемещаются, образуя закрытую технологическую вместе с горячей технологической полуформой 91. Усилие зажима в предпочтительном конкретном варианте осуществления прикладывается зажимными поршнями 14, воздействующими через посредство стяжных тяг 13. Наполнение технологической формы осуществляется посредством узла 21 нагнетания, а по истечении некоторого времени удержания и охлаждения технологическую форму открывают, перемещая формовочную револьверную головку 11 и холодную технологическую полуформу 17а от стационарной планшайбы 10 на достаточное расстояние с целью освобождения места для совершения поворота по дуговой траектории стержней 70а на формовочной револьверной головке 11. В системе револьверной головки с двумя гранями револьверную головку поворачивают на 180 градусов для выравнивания первого комплекта формовочных стержней 70а, несущих находящиеся на них свежесформованные заготовки, с охлаждающими трубками 44 устройства ПФО. Теперь второй комплект формовочных стержней 70b выравнивают с полуформой 91, содержащей полости, технологическую форму закрывают, а цикл повторяют, чтобы изготовить второй комплект деталей на втором комплекте стержней 70b. Типичное время цикла литьевого формования составляет примерно 10 секунд.
Между тем, воздуходувка 60 направляет охлаждающий воздух на детали, находящиеся на стержнях 70а. Непосредственно перед завершением цикла формования на стержнях 70b устройство 30 ПФО перемещают к формовочной револьверной головке 11, а сформованные детали на стержнях 70а переносят с револьверной головки 11 для литьевого формования в ряд 1 охлаждающих трубок 44, установленных на грани А охлаждающей револьверной головки 32 устройства 30 ПФО. Затем устройство 30 ПФО перемещают от формовочной револьверной головки 11 на достаточное расстояние с целью освобождения места для совершения поворота по дуговой траектории охлаждающих трубок 44, когда в них загружены заготовки.
Затем охлаждающую револьверную головку 32 поворачивают на 90 градусов для выравнивания трубок и находящихся в них деталей вертикально с узлом 42 струйного охлаждения и/или переохлаждения, как показано на фиг.2. Затем этот узел перемещают посредством цилиндров 50 вниз для вставления охлаждающих пальцев 51 во все заготовки во всех трубках 44 и выпускают охлаждающую текучую среду из трубок для охлаждения внутренности деталей. Внутри деталей можно повысить давление и/или направить охлаждающую текучую среду к дальнему концу внутренности детали. Между тем, как показано на фиг.3, некоторые из деталей 2 в трубках 49, установленных на противоположной грани В охлаждающей револьверной головки 32, выталкиваются вниз из охлаждающей револьверной головки на транспортер (не показан). Таким образом, вытолкнутые детали прошли в устройстве 30 ПФО четыре или более циклов - в зависимости от количества комплектов охлаждающих трубок, установленных на устройстве ПФО, и количества граней, используемых для поддержания охлаждающих трубок. При составляющем 10 секунд времени цикла литьевого формования детали будут обрабатываться в узле ПФО в течение примерно 40 секунд.
В предпочтительном конкретном варианте осуществления фотоэлементы (не показаны), установленные на внутренних поверхностях салазок 31а и 31b и выровненные с отражателями (не показаны), установленными на гранях А и В охлаждающей револьверной головки 32, обеспечивают контроль, гарантирующий, что соответствующие детали 2 полностью вытолкнуты из охлаждающих трубок и что вспомогательные выталкиватели (не показаны) правильно отведены перед поворотом револьверной головки 32, позволяя тем самым избежать ударов об оборудование. Альтернативный конкретный вариант осуществления удаления деталей предусматривает использование обычного устройства робота (не показано), установленного на станине 16 машины или рядом на полу и имеющем извлекающую плиту, расположенную так, что детали можно переносить на нее, когда охлаждающая револьверная головка 32 находится в положении переноса, показанном на фиг.1, тем самым освобождая охлаждающие трубки немного раньше в цикле охлаждения, проводимом устройством ПФО.
Узел 42 струйного охлаждения и/или переохлаждения отводят из его вставленного положения, показанного на фиг.3, цилиндрами 50 на достаточное вертикальное расстояние, чтобы освободить место для совершения поворота по дуговой траектории охлаждающих трубок 44 и загруженных в них заготовок. Затем охлаждающую револьверную головку 32 поворачивают на 90 градусов, чтобы выровнять освобожденные трубки со следующим комплектом свежесформованных деталей на формовочных стержнях 70b. Происходит перенос этих деталей, и последовательность продолжается. Когда возникает следующий комплект освобожденных трубок, который не выровнен с нагнетательными стержнями, охлаждающую револьверную головку 32 перемещают в осевом направлении посредством цилиндра 36 (во время поворота револьверной головки) для выравнивания этих освободившихся трубок со следующими свежесформованными деталями на стержнях 70а. То есть охлаждающую револьверную головку 32 перемещают в осевом направлении вдоль оси, параллельной оси ее поворота, для доставки следующего комплекта охлаждающих трубок к деталям 2 на револьверных 70а или 70b формовочной револьверной головке.
На фиг.4 показана стрелка X, обозначающая осевое поступательное перемещение охлаждающей револьверной головки 32 для выравнивания свободных трубок во время поворота охлаждающей револьверной головки, который обозначен дуговой стрелкой R1.
На фиг.5 показаны свежесформованные детали 2, загруженные в охлаждающие трубки 44. Стрелка Y показывает осевое поступательное движение охлаждающей револьверной головки 32 в обратном направлении во время продолжения поворота охлаждающей револьверной головки, который обозначен дуговой стрелкой R2.
На фиг.6 показана продолжающая последовательность, причем охлаждающие трубки 44 выровнены для обработки узлом 42 струйного охлаждения и/или переохлаждения. Отметим, что при каждом вставлении пальцев 51 все охлаждающие трубки загружены заготовками для охлаждения. Таким образом, на протяжении всего цикла ПФО каждая из заготовок предпочтительно подвергается двум или более обработкам со стороны узла 42 струйного охлаждения и/или переохлаждения. Это гарантирует, что любая скрытая миграция остаточного тепла в пределах участков стенок даже самых толстых частей заготовки отрабатывается повторно, что минимизирует возможность наступления рекристаллизации полимера. Отметим, что при наличии трехсторонней охлаждающей револьверной головки 32 охлаждение сформованных деталей будет происходить на протяжении шести циклов формования, а при наличии трехсторонней охлаждающей револьверной головки охлаждение сформованных деталей будет происходить на протяжении четырех циклов формования. Таким образом, изменяя количество граней на охлаждающей головке, можно будет изменять количество циклов литьевого формования, в которых можно охлаждать формуемые детали.
На фиг.7 показано выталкивание деталей 2 из чередующихся рядов грани А при одновременном осуществлении обработки струйным охлаждением и/или переохлаждением на грани В. Последовательность продолжается так, как показано на фиг.8, до тех пор, пока детали, первыми загруженные в трубки в ряду 1 на грани А, не окажутся вытолкнутыми, после чего последовательность повторяется. В случае предпочтительного конкретного варианта осуществления на каждый полный цикл устройства 30 ПФО приходятся четыре цикла узла литьевого формования. Если в устройстве 30 ПФО предусмотрены дополнительные охлаждающие трубки, то для узла литьевого формования могут оказаться возможными дополнительные циклы литьевого формования. Отметим, что выталкивание сформованных деталей 2 можно осуществлять механическими средствами или пневматическими средствами, что хорошо известно в данной области техники.
На фиг.9 показан вид сбоку устройства 30 ПФО непосредственно перед вставлением охлаждающих пальцев 51 струйного охлаждения и/или переохлаждения. На фиг.10 устройство 30 ПФО показано повернутым для приема только что сформованных деталей 2 в освобожденные охлаждающие трубки 49.
Для пояснения на фиг.11 представлена схема последовательности, иллюстрирующая операции на каждой стадии циклов литьевого формования и охлаждения. 12а-12у схематически изображена конструкция во время различных фаз исполнения схемы последовательности. Эта схема последовательности и схематические изображения конструкции будут описаны в связи с циклами литьевого формования, циклами охлаждающей револьверной головки и теми действиями, которые имеют место в формовочной револьверной головке 11 и охлаждающей револьверной головке 32. Управление различными операциями может осуществляться с помощью одного или более компьютеров общего назначения, персональных компьютеров, процессоров, интегральных схем прикладной ориентации, цифровых процессоров сигналов, жестко смонтированных («зашитых») схем, электродвигателей, серводвигателей, шаговых электродвигателей, датчиков давления, датчиков температуры и т.д.
Цикл 1 литьевого формования начинается, когда технологические полуформы закрывают, активируют зажим, а в технологическую форму нагнетают расплавленную пластмассу и удерживают в ней в течение предварительно определенного периода времени. Только что сформованным изделиям дают остыть в технологической форме в течение еще одного предварительно определенного периода времени, после чего технологические полуформы раскрывают. Потом формовочную револьверную головку 11 перемещают от полостной технологической полуформы и поворачивают на 180 градусов, при этом охлаждающая воздуходувка 60 продувает охлаждающий воздух по только что сформованным деталям. Сразу же после этого формовочная револьверная головка 11 возвращается обратно к полостной технологической полуформе и начинается цикл 2 литьевого формования, при котором ранее сформованные детали остаются на стержнях до наступления момента непосредственно перед повторным раскрытием технологической формы. Устройство 30 ПФО перемещают к формовочной револьверной головке 11, а детали переносят на охлаждающую револьверную головку 32 непосредственно перед тем, как снова открывают технологическую форму.
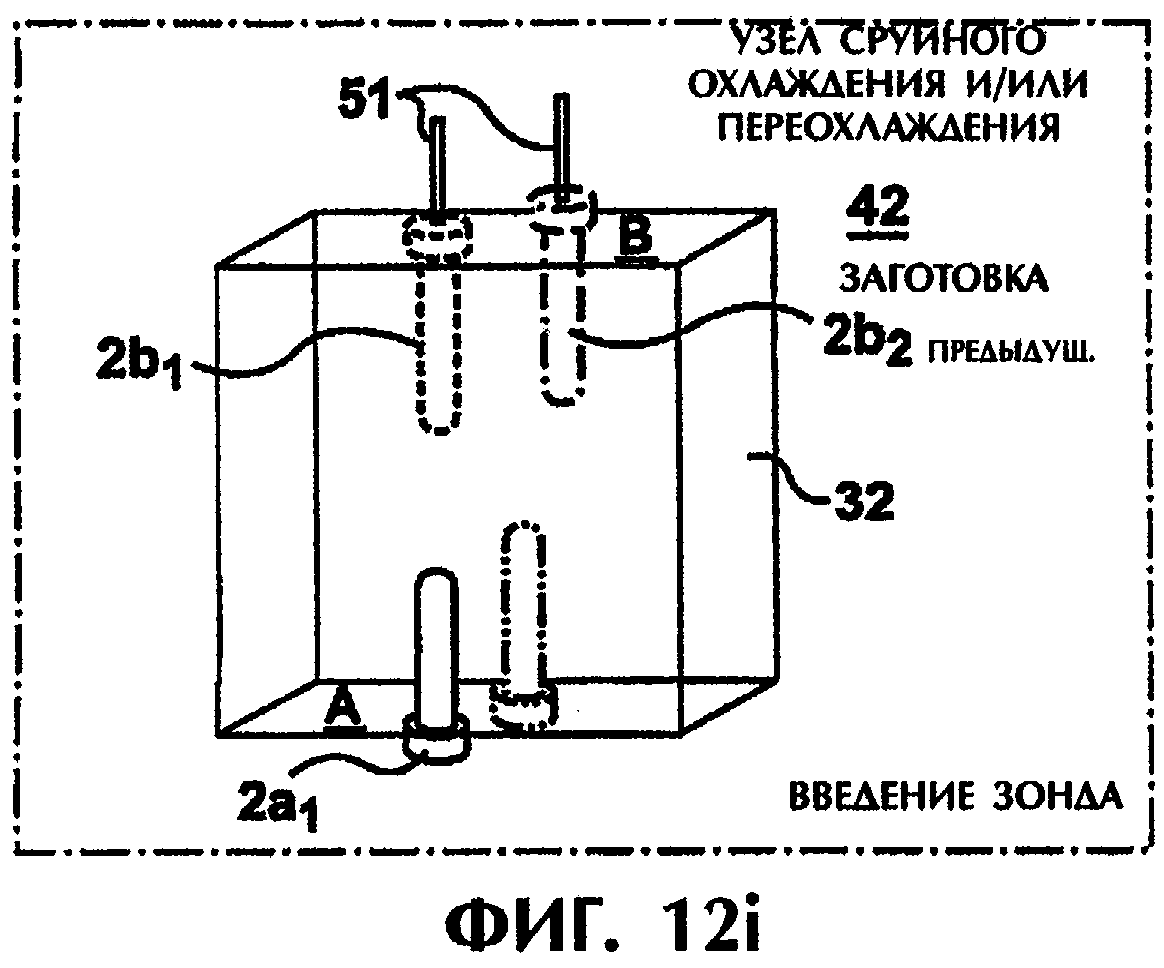
В охлаждающей револьверной головке 32 происходит загрузка ранее сформованных деталей 2a1(см. фиг.12а) в охлаждающие трубки 44 ряда 1 грани А. Затем охлаждающую револьверную головку 32 перемещают от формовочной револьверной головки 11 и поворачивают на 90 градусов к узлу 42 струйного охлаждения и/или переохлаждения (см. фиг.12b). Затем узел 42 струйного охлаждения и/или переохлаждения перемещают вниз, вставляют охлаждающие пальцы 51 в заготовки 2a1(см. фиг.12 с) и повышают давление внутри этих заготовок и/или охлаждают их (см. фиг.12d). Отметим, что охлаждающие пальцы 51 также охлаждают заготовки 2а2-предыдущ, которые представляют собой заготовки из предыдущего цикла формования, находящиеся в ряду 2 грани А (подробнее описываемые ниже). Затем заготовки 2a1 подвергают вентиляции и/или продувке для завершения зацепления со средствами охлаждения и перемещают охлаждающий узел 42 вверх для вывода охлаждающих пальцев 51 из зацепления с заготовками 2a1. В то же время, активизируют подходящие механические и/или пневматические средства для выталкивания ранее охлажденных заготовок 2b1-предыдущ(из предыдущего цикла литьевого формования) снизу охлаждающей револьверной головки 32 (см. фиг.12е). Этот этап проходит приблизительно в середине цикла 3 литьевого формования.
После выталкивания сформованных заготовок 2b из охлаждающей револьверной головки 32 ее поворачивают на 90 градусов (см. фиг.12f) для доставки охлаждающих трубок 49 к формовочной револьверной головке 11. Затем устройство 30 ПФО перемещают к формовочной револьверной головке 11 и переносят ранее сформованные заготовки 2b1 в охлаждающие трубки 49 ряда 1 грани В (фиг.12g). Затем этапы, описанные выше в связи с заготовками 2a1 (см. фиг.12а - 12f), повторяют для заготовок 2b1 (см. фиг.12g - 12l). Во время этих этапов заготовка 2a1 на грани А охлаждающей револьверной головки 32 продолжает охлаждаться. Отметим, что на фиг.12k выталкиваемой из ряда 2 грани А является не вышеописанная заготовка 2a1, а заготовка 2а2-предыдущ из предыдущего цикла литьевого формования. Этот этап выгрузки также проходит приблизительно в середине цикла 4 литьевого формования. Отметим, что после поворота охлаждающей револьверной головки 32 на 90 градусов, показанного на фиг.12l, эту охлаждающую револьверную головку 32 перемещают в осевом направлении для доставки охлаждающих трубок 44 ряда 2 грани А к формовочной револьверной головке 11.
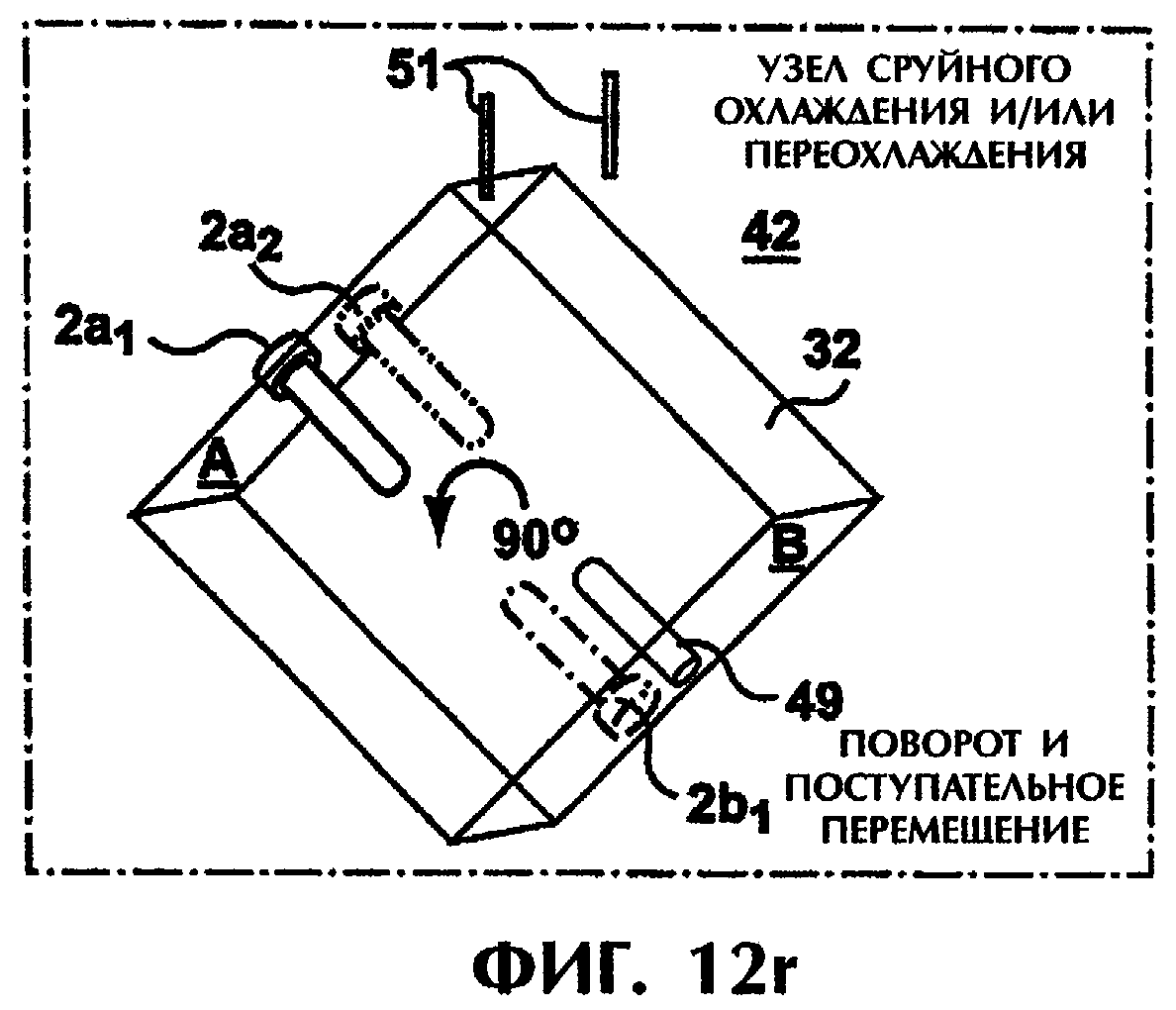
После поворота и осевого поступательного перемещения охлаждающей револьверной головки 32 перемещают устройство 30 ПФО к формовочной револьверной головке 11, а заготовки 2a2 переносят в охлаждающие трубки 44 ряда 2 грани А охлаждающей револьверной головки (см. фиг.12m). После этого, те же этапы, описанные в связи с заготовками 2a1(см. фиг.12а-12f), повторяют для заготовок 2а2(см. фиг.12m-12r). В связи с фиг.12р отметим, что здесь охлаждающие трубки 51 охлаждают и заготовки 2а2 в ряду 2 грани А, и заготовки 2a1 в ряду 1 грани А. Таким образом, заготовки 2a1 дважды охлаждаются охлаждающим узлом 42. Также отметим в связи с фиг.12q, что заготовки 2b2-предыдущ выталкиваются, а заготовки 2b1 остаются в охлаждающей револьверной головке 32. Этот этап также проходит приблизительно в середине цикла 5 литьевого формования.
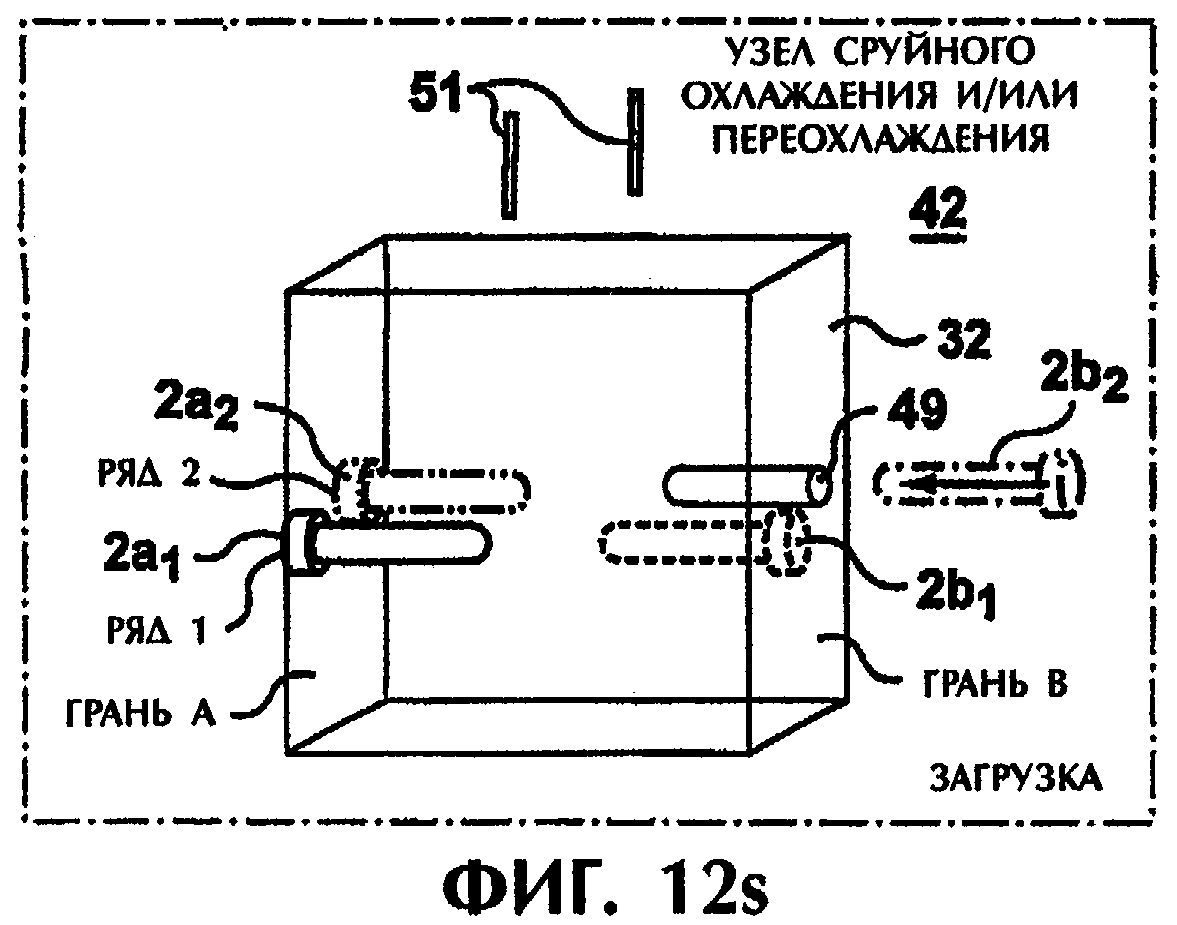
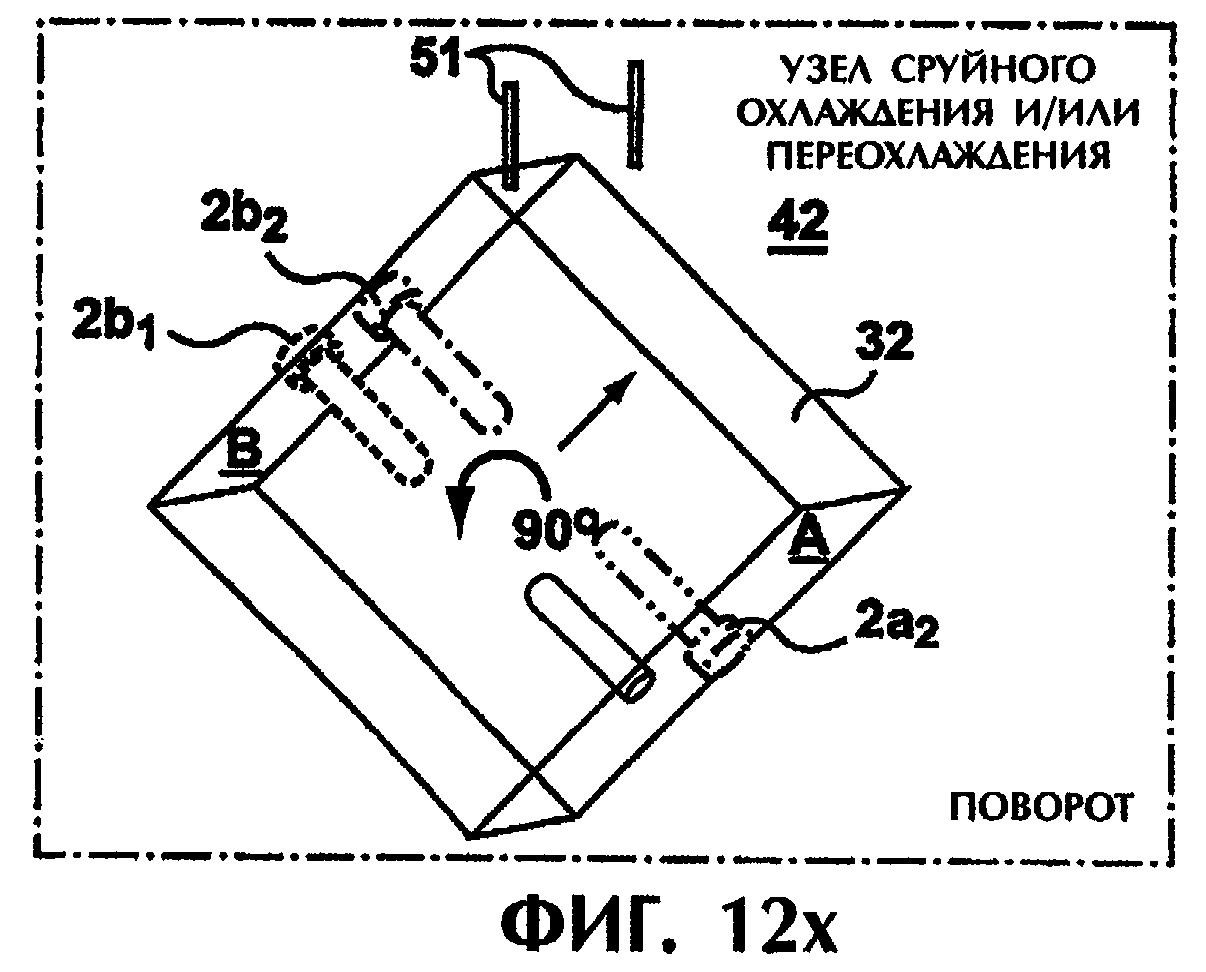
Когда охлаждающая револьверная головка 32 повернута таким образом, что грань В снова обращена к формовочной револьверной головке 11, устройство ПФО перемещается к формовочной револьверной головке 11, а заготовки 2b2 переносятся в охлаждающие трубки 49 ряда 2 охлаждающей револьверной головки (см. фиг.12s). Отметим, что заготовки 2a1, 2а2 и 2b1 остаются в охлаждающей револьверной головке для дополнительного охлаждения. После этого, те же этапы, описанные в связи с заготовками 2b1 (см. фиг.12g-12l), повторяют для заготовок 2b2 (см. фиг.12s-12х). В связи с фиг.12w отметим, что заготовки 2a1, в конце концов, выталкиваются из охлаждающей револьверной головки 32 во время цикла 6 литьевого формования, т.е. по прохождении более четырех циклов после их формования и после поворота на один и три четверти полного оборота (630 градусов) вокруг охлаждающей револьверной головки 32. Такая длительность времени охлаждения обеспечивает надлежащее затвердевание заготовок 2a1 без возникновения проблем рекристаллизации, описанных ранее. В связи с фиг.12х отметим, что здесь показан поворот охлаждающей револьверной головки 32 на 90 градусов с одновременным осевым перемещением для доставки охлаждающих трубок 44 ряда 1 грани А к формовочной револьверной головке 11.
На фиг.12у охлаждающая револьверная головка 32 находится в таком же положении, как то, которое показано на фиг.12а, в охлаждающие трубки 44 ряда 1 грани А загружают следующий комплект заготовок 2a1-след и повторяют вышеописанные этапы.
Таким образом, вышеописанные этапы обеспечивают оптимизированный конкретный вариант осуществления, в котором требуется минимальное количество компонентов технологической оснастки литьевого формования и ПФО для получения бездефектных, высококачественных деталей из заготовок за цикл быстрого изготовления. Используется только одна станция охлаждения, и при этом для каждой заготовки предусмотрены две возможности обработки. Кроме того, отметим, что можно предусмотреть дополнительные станции охлаждения в любом одном или более из трех других положений, в которые можно повернуть грани охлаждающей револьверной головки во время вышеописанного процесса.
Преимущественные признаки, соответствующие предпочтительным конкретным вариантам осуществления, включают в себя:
охлаждающую револьверную головку ПФО, выполненную с возможностью поступательного перемещения предпочтительно вдоль оси, параллельной оси поворота этой головки;
узел ПФО, который обеспечивает два или более отдельных и, возможно, разных событий обработки для каждой детали;
узел ПФО, который несет узел воздуходувки для выброса потока охлаждающего воздуха в детали, расположенные на своих стержнях, перед переносом.
Таким образом, описаны способ и устройство для эффективного охлаждения сформованных пластмассовых изделий с достижением уменьшенного времени цикла и сниженных затрат.
Хотя настоящее изобретение сокращает время изготовления заготовок контейнеров, формуемых раздувом и в общем случае имеющих круглые формы поперечных сечений, перпендикулярные оси заготовки, специалисты в данной области техники поймут, что изобретение применимо и к другим формуемым продуктам, возможно, с некруглыми формами поперечных сечений, таким, как ведра, поддоны, банки для краски, лотки для деталей и аналогичные изделия, требующие общей конфигурации и конструктивных характеристик технологических форм, аналогичных тем, которые имеют место в случае технологической формы для литьевого формования.
Все отдельные компоненты, показанные в общих чертах или названные головками на прилагаемых чертежах, хорошо известны в области литьевого формования, а их конкретная конструкция и работа не является критичной для работы или наилучшего варианта осуществления изобретения.
Хотя настоящее изобретение описано применительно к тому, что в настоящее время рассматривается как предпочтительные конкретные варианты осуществления, следует понять, что изобретение не сводится к вышеописанным конкретным вариантам его осуществления. Наоборот, изобретение следует считать охватывающим различные модификации и эквивалентные компоновки, заключенные в рамках существа и объема притязаний прилагаемой формулы изобретения. Объем притязаний нижеследующей формулы изобретения следует рассматривать в самой широкой интерпретации как распространяющийся на все такие модификации и эквивалентные конструкции и функции.
Все патентные документы США и других государств, рассмотренные выше, включены в описание для справок.
Реферат
Устройство и способ постформовочного охлаждения, обуславливающие поперечное перемещение и предпочтительно предусматривающие наличие конструкции и/или этапы для охлаждения совокупности пластмассовых изделий, сформованных на ряде формовочных стержней. Устройство постформовочного охлаждения имеет первый ряд охлаждающих трубок, конфигурированный для удержания первой совокупности сформованных пластмассовых изделий, и второй ряд охлаждающих трубок, конфигурированный для удержания второй совокупности сформованных пластмассовых изделий. Рядом с охлаждающим устройством расположена станция охлаждения, конфигурированная для подачи охлаждающей текучей среды вовнутрь обеих - первой и второй - совокупностей сформованных изделий, находящихся внутри соответствующих первого и второго рядов охлаждающих трубок. Перемещающая конструкция, конфигурированная для сообщения поворота, обуславливающего доставку первой и второй совокупностей сформованных изделий внутри соответствующих первого и второго рядов охлаждающих трубок на станцию охлаждения. При этом перемещающая конструкция сообщает поперечное осевое движение, вызывающее чередующуюся доставку первого ряда охлаждающих трубок, а затем - второго ряда охлаждающих трубок к ряду формовочных стержней. Способ перемещения устройства привода, соединенного с охлаждающим устройством для приема и размещения ряда сформованных изделий в охлаждающем устройстве машины для литьевого формования, включает в себя следующие этапы. Переносят ряд сформованных изделий в первый ряд охлаждающих трубок, расположенных на охлаждающем устройстве. При этом устройство привода сообщает поворот охлаждающему устройству для перемещения изделий между станциями. Устройство привода сообщает осевое движение охлаждающему устройству для расположения охлаждающего устройства с возможностью приема другого ряда изделий. Технический результат, который достигается при использовании способа и устройства для охлаждения, заключается в обеспечении быстрого, эффективного охлаждения, сопровождаемого также сокращением времени цикла формования. 5 н. и 9 з.п. ф-лы, 39 ил.

Комментарии