Способ и устройство для переключения последовательности нагрузки во времени при изготовлении изделий партиями - RU2659764C2
Код документа: RU2659764C2
Чертежи


Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к технологии силовых передач в процессе изготовления изделий партиями, в частности к способу и устройству переключения последовательности нагрузки во времени для изготовления изделий партиями.
УРОВЕНЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Многие промышленные изделия и товары широкого потребления, такие как изделия, получаемые литьем под давлением, бутылочная литая тара, изготавливаются партиями в периодических процессах. Изготавливаемые партиями изделия относятся к изделиям одинакового состава и одинаковой формы, изготовляемым периодически с постоянным циклом. При постоянном цикле требуются повторяющиеся передачи усилий в соответствующем порядке в процессе изготовления изделий партиями на различные механизмы (например, при дозировании пластикации, червячной вытяжке с противонатяжением, открытии-закрытии-замыкании штампов, выталкивании, поддержании давления инжекции в процессе литья полимеров под давлением) или на механизм, в котором требуются различные формы силовых приводов для обеспечения движений или приложения усилий (например, в процессе закрывания-замыкания штампов запускаемый первым процесс закрывания требует входа движения, а следующий процесс замыкания требует входного усилия).
В традиционном способе изготовления изделий партиями подача усилий на различные механизмы обычно осуществляется с помощью гидравлического или механического кривошипного вала, недостатками которого являются высокая стоимость, большое потребление энергии и большие размеры. В последние годы в процессе изготовления изделий партиями постепенно начинает использоваться серводвигатель переменного тока в комплексе с шаровой винтовой парой, зубчатым ремнем, трансмиссией и другими устройствами для силового привода, осуществляя таким образом множество конкретных действий, необходимых для изготовления изделий партиями. Однако в таком устройстве для изготовления изделий партиями привод для осуществления каждого действия обычно осуществляется одним или несколькими серводвигателями. Поэтому количество двигателей в устройстве для изготовления изделий партиями повышается с увеличением действий, выполняемых устройством. Например, для обычной электрической литьевой машины требуется по крайней мере пять серводвигателей для осуществления дозирования пластикации, червячной вытяжки с противонатяжением, открывания-закрывания-замыкания штампов, выталкивания, поддержания давления инжекции и других конкретных действий.
Кроме того, ключевые функциональные компоненты (такие как шариковая винтовая пара) для реализации линейного движения должны импортироваться и являются дорогостоящими.
Более того, при необходимости производства крупных изделий надо создавать большую электрическую литьевую машину, но в настоящее время трудно разрабатывать крупный серводвигатель и подходящую шариковую винтовую пару. Поэтому обычно одновременно используется много двигателей для осуществления конкретных действий. Например, японская промышленная группа UBE Machinery Group выпускает крупнейшую в мире электрическую литьевую машину, в которой используются два двигателя для привода коленно-рычажного механизма и три двигателя для обеспечения инжекции. Использование нескольких двигателей для одновременного обеспечения одного действия, с одной стороны, повысило стоимость оборудования, расход электроэнергии и габариты оборудования, а с другой стороны, это будет вызывать проблему синхронизации при увеличении количества двигателей (т.е. проблему согласованности пуска, работы и остановки множества двигателей); если проблема согласованности не будет решена, точность работы устройства будет невысокой, что сильно повлияет на качество продукции.
В свете таких проблем как огромные размеры оборудования, высокая стоимость, большое потребление электроэнергии и недостаточная синхронизация способов передачи усилий и работы механизмов при существующей технологии производства изделий партиями, разработка устройства переключения последовательности нагрузки во времени имеет большое значение для изготовления изделий партиями.
КРАТКОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Для преодоления недостатков известного уровня техники целью настоящего изобретения является обеспечение способа переключения последовательности нагрузки во времени при изготовлении изделий партиями с небольшой стоимостью и низким потреблением энергии.
Еще одной целью настоящего изобретения является обеспечение устройства переключения последовательности нагрузки во времени при изготовлении изделий партиями с использованием указанного выше способа.
Цели настоящего изобретения достигаются за счет следующего технического решения.
Настоящее изобретение обеспечивает способ переключения последовательности нагрузки во времени при изготовлении изделий партиями, который позволяет последовательно соединять общий силовой привод со входами силовых приводов множества исполнительных механизмов в различные периоды времени таким образом, чтобы в определенное время обеспечивать множество силовых приводов, необходимых для технологии изготовления изделий партиями;
при этом общим силовым источником является общий приводной механизм, а силовые приводные концы множества работающих механизмов являются соответствующими концевыми приводными шестернями ответвляющегося приводного механизма.
Устройство переключения последовательности нагрузки во времени для изготовления изделий партиями с использованием указанного выше способа включает общий приводной механизм, ответвляющийся приводной механизм и механизм переключения последовательности во времени, общий приводной механизм включает двигатель общего привода, вал главной трансмиссии и главную приводную шестерню, ответвляющийся приводной механизм содержит ряд концевых приводных шестерен, механизм переключения последовательности во времени содержит приводной двигатель переключения, блок переключения силовых приводов, соединительную тягу, ведомую шестерню, ведомый вал трансмиссии и сменную шестерню; двигатель общего привода соединен с главной приводной шестерней через вал главной трансмиссии, главная приводная шестерня находится в зацеплении с ведомой шестерней, приводной двигатель переключения связан с соединительной тягой через блок переключения силовых приводов, ведомый вал трансмиссии эксцентрически установлен на соединительной тяге, ведомая приводная шестерня и сменная шестерня установлены на ведомом валу трансмиссии, при этом ведомая шестерня находится в зацеплении с главной приводной шестерней, а сменные шестерни последовательно вводятся в зацепление с соответствующими концевыми приводными шестернями в зависимости от переключения последовательности во времени.
Чтобы обеспечить промежуточное переключение последовательности во времени, соединительная тяга также оснащена тормозом.
Блок переключения силовых приводов включает трансмиссионный вал переключения, первый шкив, передаточный ремень и второй шкив, вторичная сторона приводного двигателя переключения связана с первым шкивом через приводной вал переключения, первый шкив связан со вторым шкивом передаточным ремнем, соединительная тяга связана со вторым шкивом. При использовании приводной двигатель переключения приводит во вращение первый шкив через трансмиссионный вал переключения, первый шкив приводит во вращение второй шкив с помощью передаточного ремня, второй шкив приводит во вращение соединительную тягу, соединительная тяга вращает ведомый вал трансмиссии, соединенная с трансмиссионным валом сменная шестерня вращается вокруг вала главного привода, обеспечивая таким образом переключение сменной шестерни между соответствующими концевыми приводными шестернями.
Сменная шестерня сцепляется с соответствующими концевыми приводными шестернями согласно переключениям последовательности во времени, т.е. в соответствии с фактическими потребностями пользователя, сцепление сменной шестерни с соответствующими концевыми приводными шестернями может переключаться на основе предварительно заданных порядка и интервала времени таким образом, чтобы сменная шестерня передавала усилие, необходимое для соответствующего механизма.
Множество концевых приводных шестерен распределены по окружности, при этом сменная шестерня входит в зацепление с одной из концевых приводных шестерен.
Настоящее изобретение предлагает еще один способ переключения последовательности нагрузки во времени при изготовлении изделий партиями, который позволяет последовательное сцепление общего силового привода со входами силовых приводов множества исполнительных механизмов в различные периоды времени таким образом, чтобы в определенное время обеспечивать множество силовых приводов, необходимых для технологии изготовления изделий партиями, или обеспечивает передачу мощности различного вида, в частности передачу движений и усилий, на один и тот же исполнительный механизм в смежные временные интервалы по принципу релейного управления; при этом общий силовой привод является общим приводным механизмом, а входы силовых приводов множества исполнительных механизмов являются соответствующими концевыми приводными шестернями ответвляющегося приводного механизма.
Устройство для переключения последовательности нагрузки во времени для изготовления изделий партиями, использующее указанный выше способ, включает общий приводной механизм, ответвляющийся приводной механизм и механизм переключения последовательности во времени, общий приводной механизм включает двигатель общего привода, вал главной трансмиссии и главную приводную шестерню, ответвляющийся приводной механизм содержит ряд концевых приводных шестерен, механизм переключения последовательности во времени содержит приводной двигатель переключения, блок переключения силовых приводов, соединительную тягу, ведомую шестерню, ведомый вал трансмиссии и сменную шестерню; двигатель общего привода соединен с главной приводной шестерней через вал главной трансмиссии, главная приводная шестерня находится в зацеплении с ведомой шестерней, приводной двигатель переключения связан с соединительной тягой через блок переключения силовых приводов, ведомый вал трансмиссии эксцентрически установлен на соединительной тяге, ведомая приводная шестерня и сменная шестерня установлены на ведомом валу трансмиссии, при этом ведомая шестерня находится в зацеплении с главной приводной шестерней, а сменные шестерни последовательно вводятся в зацепление с соответствующими концевыми приводными шестернями в зависимости от переключения последовательности во времени, во множестве концевых приводных шестерен имеются две концевые приводные шестерни в зацеплении со вторичной шестерней через преобразователь момента вращения, одна связана с преобразователем момента вращения через муфту, а вторая соединена непосредственно с преобразователем момента вращения.
Преобразователь момента вращения внутри оснащен по крайней мере одной парой шестерен.
Чтобы обеспечить промежуточное переключение последовательности во времени, соединительная тяга также оснащена тормозом.
Блок переключения силовых приводов включает трансмиссионный вал переключения, первый шкив, передаточный ремень и второй шкив, вторичная сторона приводного двигателя переключения связана с первым шкивом через приводной вал переключения, первый шкив связан со вторым шкивом передаточным ремнем, соединительная тяга связана со вторым шкивом. При использовании приводной двигатель переключения приводит во вращение первый шкив через трансмиссионный вал переключения, первый шкив приводит во вращение второй шкив с помощью передаточного ремня, второй шкив приводит во вращение соединительную тягу, соединительная тяга вращает ведомый вал трансмиссии, соединенная с трансмиссионным валом сменная шестерня вращается вокруг вала главного привода, обеспечивая таким образом переключение сменной шестерни между соответствующими концевыми приводными шестернями.
Сменная шестерня сцепляется с соответствующими концевыми приводными шестернями согласно переключениям последовательности во времени, т.е. в соответствии с фактическими потребностями пользователя, сцепление сменной шестерни с соответствующими концевыми приводными шестернями может переключаться на основе предварительно заданных порядка и интервала времени таким образом, чтобы сменная шестерня передавала усилие, необходимое для соответствующего механизма.
Множество концевых приводных шестерен распределяются по окружности, при этом сменная шестерня входит в зацепление с одной из концевых приводных шестерен.
Когда устройство для переключения последовательности нагрузки во времени используется с электрической литьевой машиной, имеются девять концевых приводных шестерен, в том числе приводная шестерня дозирования пластикации, приводная шестерня червячной вытяжки с противонатяжением, приводная шестерня замыкания пресс-формы, приводная шестерня закрывания пресс-формы, приводная шестерня движения фильеры вперед, приводная шестерня поддержания давления инжекции и приводная шестерня обратного движения фильеры. При этом приводная шестерня дозирования пластикации обеспечивает движущую силу для дозирования пластикации материала, приводная шестерня червячной вытяжки с противонатяжением обеспечивает движущую силу для движения шнека вытяжки с противонатяжением, приводная шестерня открывания пресс-формы обеспечивает движущую силу для открывания пресс-формы, приводная шестерня выталкивания обеспечивает движущую силу для выталкивания шнека, приводная шестерня замыкания пресс-формы обеспечивает движущую силу для замыкания пресс-формы, приводная шестерня закрывания пресс-формы обеспечивает движущую силу для механизма закрывания пресс-формы, приводная шестерня подачи фильеры вперед обеспечивает движущую силу для движения фильеры вперед, приводная шестерня поддержания давления инжекции обеспечивает движущую силу для поддержания давления пресс-формы в процессе инжекции, приводная шестерня обратной подачи фильеры обеспечивает движущую силу для движения фильеры назад; при этом приводная шестерня замыкания пресс-формы и приводная шестерня закрывания пресс-формы соответственно входят в зацепление с преобразователем момента вращения, приводная шестерня замыкания пресс-формы обеспечивает движение пресс-формы, а приводная шестерня закрывания пресс-формы обеспечивает усилие закрывания пресс-формы, таким образом обеспечивая передачу мощности различного вида, в частности передачу движений и усилий, по принципу релейного управления в процессе закрывания-замыкания пресс-формы.
Принцип использования устройства переключения последовательности нагрузки во времени для изготовления изделий партиями заключается в следующем: подключенный к соответствующим приводным механизмам задействованного оборудования (такого как электрическая литьевая машина) через соответствующие концевые приводные шестерни, механизм переключения последовательности во времени приводит в действие сменную шестерню для переключения между соответствующими концевыми приводными шестернями и приводит в действие соответствующую концевую приводную шестерню для обеспечения силового выхода для исполнительных механизмов в определенное время, а затем заставляет тот же приводной механизм выдавать различные усилия в определенное время через преобразователь момента вращения на ответвляющийся приводной механизм, снижая таким образом количество двигателей в оборудовании.
Настоящее изобретение имеет следующие положительные эффекты по сравнению с известным уровнем техники.
Принцип способа и устройства для переключения последовательности нагрузки во времени при изготовлении изделий партиями отличается простотой: приведение сменной шестерни во вращение до заданного положения приводным двигателем, затем обеспечение конкретного действия двигателем общего привода, последовательное проведение таким образом циклов и выдача каждого силового выхода, заставляя один и тот же приводной механизм выдавать различные выходы мощности, снижая количество двигателей в оборудовании и эффективно понижая стоимость оборудования и потребление энергии.
Устройство для переключения последовательности нагрузки во времени при изготовлении изделий партиями удобно в эксплуатации и управлении по сравнению с существующей электрической литьевой машиной для него требуется небольшое количество двигателей, эффективно снижается его стоимость и потребление энергии, повышается точность работы, исключается проблема трудной синхронизации работы множества двигателей. Устройство для переключения последовательности нагрузки во времени при изготовлении изделий партиями в соответствии с настоящим изобретением обеспечивает действующий от механического привода агрегат для изготовления изделий партиями с использованием двигателя общего привода для всех силовых выходов, снижая таким образом производственную площадь для передаточного механизма и стоимость оборудования.
Кроме того, устройство для переключения последовательности нагрузки во времени для изготовления изделий партиями в соответствии с настоящим изобретением может использоваться в широком спектре областей применения, в том числе для литьевых машин, машин для выдувания бутылок или формовочных прессов; в нем можно изменять количество концевых приводных шестерен в соответствии с количеством разных усилий, необходимых для оборудования, обеспечивая гибкость и удобство эксплуатации.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
На Фиг. 1 изображена принципиальная схема устройства переключения последовательности нагрузки во времени для изготовления изделий партиями в соответствии с настоящим изобретением.
На Фиг. 2 изображен схематично разрез вдоль линии А-А фиг. 1.
На Фиг. 3 изображена принципиальная схема ответвляющегося приводного механизма устройства переключения последовательности нагрузки во времени по примеру 2 для изготовления изделий партиями в соответствии с настоящим изобретением.
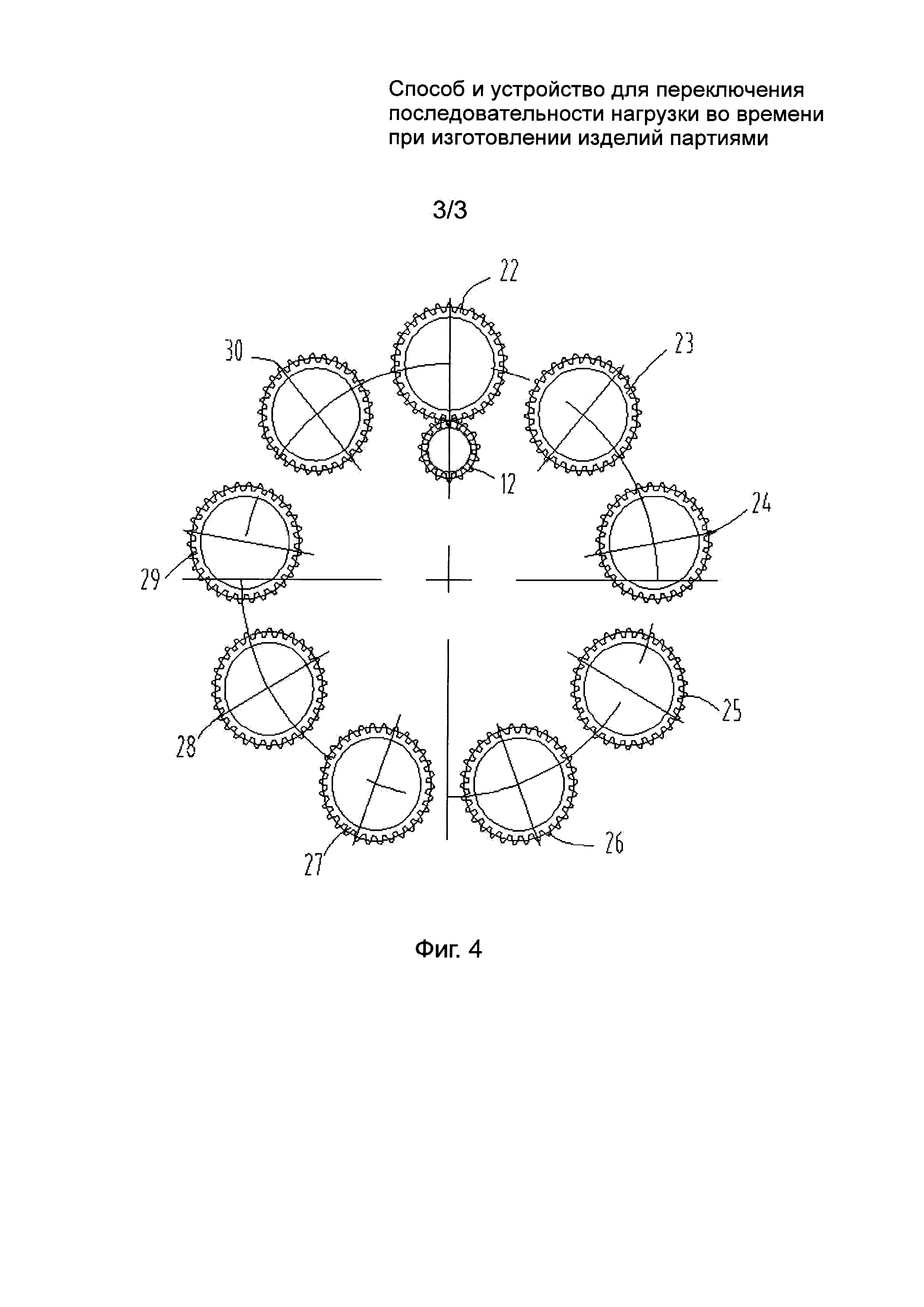
На Фиг. 4 изображена принципиальная схема устройства переключения последовательности нагрузки во времени по примеру 3 для изготовления изделий партиями в соответствии с настоящим изобретением.
ПОДРОБНОЕ ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНЫХ ПРИМЕРОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Ниже приводится подробное описание настоящего изобретения со ссылками на примеры и чертежи; однако примеры осуществления настоящего изобретения не ограничиваются этим описанием.
Пример 1
В данном примере раскрывается способ переключения последовательности нагрузки во времени при изготовлении изделий партиями, который позволяет последовательно соединять общий силовой привод со входами силовых приводов множества исполнительных механизмов в различные периоды времени таким образом, чтобы в определенное время обеспечивать множество силовых приводов, необходимых для технологии изготовления изделий партиями; при этом общий силовой привод является общим приводным механизмом, а входы силовых приводов множества исполнительных механизмов являются соответствующими концевыми приводными шестернями ответвляющегося приводного механизма.
Устройство переключения последовательности нагрузки во времени для изготовления изделий партиями с использованием указанного выше способа, как показано на фиг. 1 или 2, включает общий приводной механизм, разветвляющийся приводной механизм и механизм переключения последовательности нагрузки во времени, общий приводной механизм включает двигатель общего привода 1, вал главной трансмиссии 2 и главную приводную шестерню 3, ответвляющийся приводной механизм содержит ряд концевых приводных шестерен (в данном примере имеется пять приводных шестерен, а именно первая концевая приводная шестерня 13, вторая концевая приводная шестерня 14, третья концевая приводная шестерня 15, четвертая концевая приводная шестерня 16 и пятая концевая приводная шестерня 17), механизм переключения последовательности во времени содержит приводной двигатель переключения 4, блок переключения силовых приводов, соединительную тягу 9, ведомую шестерню 10, ведомый вал трансмиссии 11 и сменную шестерню 12; двигатель общего привода соединен с главной приводной шестерней через вал главной трансмиссии, главная приводная шестерня находится в зацеплении с ведомой шестерней, приводной двигатель переключения связан с соединительной тягой через блок переключения силовых приводов, ведомый вал трансмиссии эксцентрично установлен на соединительной тяге, ведомая приводная шестерня и сменная шестерня установлены на ведомом валу трансмиссии, при этом ведомая шестерня находится в зацеплении с главной приводной шестерней, а сменные шестерни последовательно вводятся в зацепление с соответствующими концевыми приводными шестернями в зависимости от переключения последовательности во времени.
Чтобы обеспечить промежуточное переключение последовательности во времени, соединительная тяга 9 также оснащена тормозом 18.
Блок переключения силовых приводов включает трансмиссионный вал переключения 5, первый шкив 6, передаточный ремень 7 и второй шкив 8, вторичная сторона приводного двигателя переключения связана с первым шкивом через приводной вал переключения, первый шкив связан со вторым шкивом передаточным ремнем, соединительная тяга связана со вторым шкивом. При использовании приводной двигатель переключения приводит во вращение первый шкив через трансмиссионный вал переключения, первый шкив приводит во вращение второй шкив с помощью передаточного ремня, второй шкив приводит во вращение соединительную тягу, соединительная тяга вращает ведомый вал трансмиссии, соединенная с трансмиссионным валом сменная шестерня вращается вокруг вала главного привода, обеспечивая таким образом переключение сменной шестерни между соответствующими концевыми приводными шестернями.
Сменная шестерня сцепляется с соответствующими концевыми приводными шестернями согласно переключениям последовательности во времени, т.е. в соответствии с фактическими потребностями пользователя, сцепление сменной шестерни с соответствующими концевыми приводными шестернями может переключаться на основе предварительно заданных порядка и интервала времени таким образом, чтобы сменная шестерня передавала усилие, необходимое для соответствующего механизма.
Множество концевых приводных шестерен распределено по окружности, при этом сменная шестерня входит в зацепление с одной из концевых приводных шестерен.
Использование устройства переключения последовательности нагрузки во времени для изготовления изделий партиями включает следующие конкретные операции:
(1) производят запуск приводного двигателя переключения, поворот ведомой шестерни вокруг главной приводной шестерни через блок переключения силовых приводов и соединительную тягу, поворачивая таким образом сменную шестерню в заданное положение и в зацепление с соответствующей концевой приводной шестерней;
(2) производят включение тормоза и торможение блока переключения силовых приводов через соединительную тягу;
(3) осуществляют запуск двигателя общего привода и приведение главной приводной шестерни во вращение через вал главной трансмиссии, приводя таким образом во вращение ведомую шестерню; ведомая шестерня приводит во вращение сменную шестерню через ведомый вал трансмиссии, приводя таким образом соответствующую концевую приводную шестерню во вращение и обеспечивая усилие на выходе;
(4) тормозом отпускают торможение, обеспечивая повторение операций (1)-(3) до тех пор, пока не завершится процесс изготовления изделий партиями с соответствующим усилием на выходе.
При этом сменная шестерня может входить в зацепление с соответствующими концевыми приводными шестернями последовательно по окружности, а также входить в зацепление с соответствующей приводной шестерней в соответствии с заданной последовательностью во времени различных необходимых усилий.
Пример 2
В данном примере описан способ переключения последовательности нагрузки во времени при изготовлении изделий партиями, который позволяет последовательно соединять общий силовой привод со входами силового привода множества исполнительных механизмов в различные периоды времени таким образом, чтобы в определенное время обеспечивать множество силовых приводов, необходимых для технологии изготовления изделий партиями, или обеспечивать силовые приводы различного вида, в частности, для передачи движений и усилий для тех же исполнительных механизмов за два смежных временных интервала по принципам релейного управления; при этом общий силовой привод является общим приводным механизмом, а входы силового привода являются соответствующими концевыми приводными шестернями разветвляющегося приводного механизма.
Устройство переключения последовательности нагрузки во времени для изготовления изделий партиями с применением указанного выше способа, как показано на фиг. 1 или 2, включает общий приводной механизм, ответвляющийся приводной механизм и механизм переключения последовательности нагрузки во времени. Общий приводной механизм включает двигатель общего привода 1, вал главной трансмиссии 2 и главную приводную шестерню 3, ответвляющийся приводной механизм содержит ряд концевых приводных шестерен (в данном примере имеется пять приводных шестерен, а именно первая концевая приводная шестерня 13, вторая концевая приводная шестерня 14, третья концевая приводная шестерня 15, четвертая концевая приводная шестерня 16 и пятая концевая приводная шестерня 17), муфту 19, преобразователь момента вращения 20 и выходную шестерню 21; механизм переключения последовательности во времени содержит приводной двигатель переключения 4, блок переключения силовых приводов, соединительную тягу 9, ведомую шестерню 10, ведомый вал трансмиссии 11 и сменную шестерню 12; двигатель общего привода соединен с главной приводной шестерней через вал главной трансмиссии, главная приводная шестерня находится в зацеплении с ведомой шестерней, приводной двигатель переключения связан с соединительной тягой через блок переключения силовых приводов, ведомый вал трансмиссии эксцентрически установлен на соединительной тяге, ведомая приводная шестерня и сменная шестерня установлены на ведомом валу трансмиссии, при этом ведомая шестерня находится в зацеплении с главной приводной шестерней, а сменные шестерни последовательно вводятся в зацепление с соответствующими концевыми приводными шестернями в зависимости от переключения последовательности во времени; во множестве концевых приводных шестерен, как показано на фиг. 3, имеются две концевые приводные шестерни (в данном примере первая концевая приводная шестерня 13 и вторая концевая приводная шестерня 14), которые одновременно находятся в зацеплении со вторичной шестерней через преобразователь момента вращения, одна из них связана с преобразователем момента вращения через муфту, а вторая связана непосредственно с преобразователем момента вращения.
Преобразователь момента вращения внутри оснащен по крайней мере одной парой шестерен.
Чтобы обеспечить промежуточное переключение последовательности во времени, соединительная тяга также оснащена тормозом 18.
Блок переключения силовых приводов включает трансмиссионный вал переключения 5, первый шкив 6, передаточный ремень 7 и второй шкив 8, вторичная сторона приводного двигателя переключения связана с первым шкивом через приводной вал переключения, первый шкив связан со вторым шкивом передаточным ремнем, соединительная тяга связана со вторым шкивом. При использовании приводной двигатель переключения приводит во вращение первый шкив через трансмиссионный вал переключения, первый шкив приводит во вращение второй шкив с помощью передаточного ремня, второй шкив приводит во вращение соединительную тягу, соединительная тяга вращает ведомый вал трансмиссии, соединенная с трансмиссионным валом сменная шестерня вращается вокруг вала главного привода, обеспечивая таким образом переключение сменной шестерни между соответствующими концевыми приводными шестернями.
Сменная шестерня входит в зацепление с соответствующими концевыми приводными шестернями согласно переключениям последовательности во времени, т.е. в соответствии с фактическими потребностями пользователя, сцепление сменной шестерни с соответствующими концевыми приводными шестернями может переключаться на основе предварительно заданных порядка и интервала времени таким образом, чтобы сменная шестерня передавала усилие, необходимое для соответствующего механизма.
Множество концевых приводных шестерен распределено по окружности, при этом сменная шестерня входит в зацепление с одной из концевых приводных шестерен.
Принцип использования устройства переключения последовательности нагрузки во времени для изготовления изделий партиями заключается в следующем: подключенный к соответствующим приводным механизмам задействованного оборудования (такого как электрическая литьевая машина) через соответствующие концевые приводные шестерни механизм переключения последовательности во времени приводит в действие сменную шестерню для переключения между соответствующими концевыми приводными шестернями и приводит в действие соответствующую концевую приводную шестерню для обеспечения силового входа для исполнительных механизмов в определенное время, а затем заставляет тот же приводной механизм выдавать различные усилия в определенное время через преобразователь момента вращения на ответвляющийся приводной механизм, снижая таким образом количество двигателей в оборудовании. Конкретный процесс включает следующие операции:
(1) запуск приводного двигателя переключения, приведение во вращение ведомой шестерни вокруг главной приводной шестерни через блок переключения силовых приводов и соединительную тягу, поворачивая таким образом сменную шестерню в заданное положение и в зацепление с соответствующей концевой приводной шестерней;
(2) включение тормоза и торможение блока переключения силовых приводов через соединительную тягу;
(3) запуск двигателя общего привода и приведение главной приводной шестерни во вращение через вал главной трансмиссии, приводя таким образом во вращение ведомую шестерню; ведомая шестерня приводит во вращение сменную шестерню через ведомый вал трансмиссии, приводя таким образом соответствующую концевую приводную шестерню во вращение и обеспечивая усилие на выходе;
(4) отпускают тормоз, производят торможение, обеспечивая повторение операций (1)-(3) до тех пор, пока не завершится процесс изготовления изделий партиями с соответствующим усилием на выходе.
При этом сменная шестерня может входить в зацепление с соответствующими концевыми приводными шестернями последовательно по окружности, а также входить в зацепление с соответствующей приводной шестерней в соответствии с заданной последовательностью во времени различных необходимых усилий; когда сменная шестерня переключается между первой концевой приводной шестерней и второй концевой приводной шестерней, выход в конечном счете производится через выходную шестерню 21, переключая таким образом приводы движения и усилия одного и того же исполнительного механизма.
Пример 3
В данном примере показано устройство для переключения последовательности нагрузки во времени для изготовления изделий партиями, которое используется в электрической литьевой машине. Этот пример отличается от примера 2 в следующих аспектах. Как показано на фиг. 4, имеется девять концевых приводных шестерен, в том числе приводная шестерня 22 дозирования пластикации, приводная шестерня 23 червячной вытяжки с противонатяжением, приводная шестерня 24 открывания пресс-формы, приводная шестерня 25 выталкивания, приводная шестерня 26 замыкания пресс-формы, приводная шестерня 27 закрывания пресс-формы, приводная шестерня 28 подачи фильеры вперед, приводная шестерня поддержания давления инжекции, приводная шестерня 30 подачи фильеры назад. При этом приводная шестерня 22 дозирования пластикации обеспечивает движущую силу для дозирования пластикации материала, приводная шестерня червячной вытяжки с противонатяжением обеспечивает движущую силу для движения шнека вытяжки с противонатяжением, приводная шестерня открывания пресс-формы обеспечивает движущую силу для открывания пресс-формы, приводная шестерня выталкивания обеспечивает движущую силу для выталкивания шнека, приводная шестерня замыкания пресс-формы обеспечивает движущую силу для замыкания пресс-формы, приводная шестерня закрывания пресс-формы обеспечивает движущую силу для механизма закрывания пресс-формы, приводная шестерня подачи фильеры вперед обеспечивает движущую силу для движения фильеры вперед, приводная шестерня поддержания давления инжекции обеспечивает движущую силу для поддержания давления пресс-формы в процессе инжекции, приводная шестерня обратной подачи фильеры обеспечивает движущую силу для движения фильеры назад; при этом приводная шестерня закрывания пресс-формы и приводная шестерня замыкания пресс-формы соответственно входят в зацепление с преобразователем момента вращения, приводная шестерня закрывания пресс-формы обеспечивает движение закрывания пресс-формы, а приводная шестерня замыкания пресс-формы обеспечивает усилие замыкания пресс-формы, таким образом обеспечивается передача различных форм энергии, в частности передача движений и усилий, по принципу релейного управления в процессе закрывания-замыкания пресс-формы.
Настоящее изобретение может быть успешно реализовано на практике, как описано выше. Выше приведенные примеры являются только предпочтительными примерами осуществления настоящего изобретения и не должны служить для ограничения объема настоящего изобретения; варианты и модификации в соответствии с настоящим изобретением должны охватываться объемом настоящего изобретения, определяемым прилагаемой формулой изобретения.
Реферат
Изобретение относится к способу и устройству переключения последовательности нагрузки во времени для изготовления изделий партиями. Общий силовой привод последовательно вводится в зацепление со входами силовых приводов множества исполнительных механизмов в различные периоды времени таким образом, чтобы в определенное время обеспечивать множество силовых приводов, необходимых для изготовления изделий партиями, или обеспечивать силовые приводы различного вида, в частности, для передачи движения и усилия для тех же исполнительных механизмов за два смежных временных интервала по принципам релейного управления. Обладающая возможностью поворачиваться и вращаться сменная шестерня последовательно вводится в зацепление со множеством концевых приводных шестерен в различные периоды времени, при этом концевые приводные шестерни равномерно распределены по окружности и служат выходами мощности, поворот сменной шестерни после каждого введения в зацепление затормаживается, чтобы обеспечить силовой привод для определенного исполнительного механизма в процессе изготовления изделий партиями, в то же время обеспечиваются силовые приводы различных видов, в частности, для передачи движений и усилий для тех же исполнительных механизмов по принципам релейного управления через преобразователь момента вращения. Обеспечивается повышение надежности и снижение издержек при изготовлении изделий. 4 н. и 6 з.п. ф-лы, 4 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство и способ литьевого ориентированного формования раздувом
Устройство для изготовления полых изделий экструзионно-раздувным формованием
Комментарии