Автомат для изготовления инжекционным формованиемгазифицируемых моделей - RU2330756C1
Код документа: RU2330756C1
Чертежи
Описание
Изобретение относится к устройствам формования веществ в гранулированном состоянии с применением нагрева и охлаждения и применяется, преимущественно, в металлургической и машиностроительной промышленности для изготовления газифицируемых моделей, в частности, из вспенивающегося полистирола в литейном производстве, а также различных наполнителей, тепловых изоляторов, упаковочной тары и других всевозможных изделий низкой объемной плотности для различных отраслей народного хозяйства.
Известно устройство - форма для инжекционного формования по заявке Японии №63-304212, МКИ 5 В2945/34, содержащее две полуформы и устройство для удаления воздуха из формующих полостей.
Известно устройство для инжекционного формования по заявке Японии №2-328266, «Изобретения стран мира», выпуск 24 №12/98, стр.32.
Известен полуавтомат для изготовления инжекционным формованием газифицируемых моделей по заявке на изобретение РФ №2000111337 (МКИ 7 В29С 44\02), который, по мнению авторов, может быть принят за прототип.
Известный полуавтомат для изготовления инжекционным формованием газифицируемых моделей имеет основание, на котором смонтирована неподвижно одна из полупресс-форм с инжекционными устройствами.
Инжекционные устройства сообщаются с бункером для сырья, из которого изготавливаются модели, и с воздушной инжекционной магистралью с регулятором давления.
На раме смонтирован кронштейн с силовым пневмоцилиндром, соединенный с неподвижной полупресс-формой направляющими.
Шток пневмоцилиндра соединен со второй полупресс-формой, смонтированной подвижно на направляющих, соединяющих неподвижную полупресс-форму с силовым кронштейном.
Полупресс-формы имеют раздельные магистрали: воздуха с обратными клапанами, воды и пара с вентилями и пневмозатворами, сигнализаторами давления.
Полуавтомат содержит также воздушную магистраль с пневмораспределителями управления пневмоцилиндром, инжекционными устройствами и систему управления.
Полупресс-формы имеют устройства для удаления воздуха из формообразующих полостей в виде вент.
Известный полуавтомат по заявке на изобретение №2000111337 работает следующим образом.
Вспененные гранулы пенополистирола после смыкания полупресс-форм инжекционными устройствами подаются из бункера и вместе с воздушным потоком поступают в формообразующие полости полупресс-форм.
После заполнения гранулами формообразующих полостей полупресс-формы прогревают сухим паром. Прогрев полупресс-форм ведут с чередующимися открытием и закрытием магистрали сброса конденсата.
После спекания гранул пенополистирола для стабилизации геометрических размеров формуемого изделия полупресс-формы охлаждают водой путем подачи холодной воды в полупресс-формы, при этом магистраль сброса конденсата открыта.
После охлаждения полупресс-форм система управления полуавтомата дает команду на пневмораспределители силового цилиндра, шток силового цилиндра втягивается и размыкает полупресс-формы.
После просушки полупресс-форм система управления подает сигнал на пневмораспределитель пневмоцилиндра, шток которого приводит в действие подвижную полупресс-форму.
Полупресс-форма по направляющим перемещается до смыкания с неподвижной полупресс-формой. Далее цикл повторяется.
В известных устройствах оставшиеся в формообразующих полостях сформованные газифицируемые модели удаляются после размыкания полупресс-форм вручную или подачей порции сжатого воздуха в формообразующую полость полупресс-формы.
Известный автомат по заявке на изобретение №2000111337 (МКИ 7 В29С 44/02) не может работать в автоматическом цикле, т.к. удаление сформованных моделей сжатым воздухом из формообразующих полостей полупресс-формы не обладает надлежащей надежностью, очень часто сформованная модель остается в формообразующей полости без извлечения. Увеличение длительности и давления подачи сжатого воздуха для съема сформованной детали из формообразующей полости приводит к повреждению одних сформованных моделей за счет приобретаемой ими высокой кинетической энергии при отрыве, при соударении друг о друга и по металлоконструкции полуавтомата и в то же время не гарантирует удаление сформованных моделей из всех формообразующих полостей полупресс-форм.
После каждого цикла работы полуавтомата оператор вынужден визуально контролировать освобождение формообразующих полостей полупресс-форм от сформованных моделей и, по мере необходимости, вручную удалять модели с полупресс-формы, оставшиеся в формообразующих полостях.
От указанного недостатка свободна известная литьевая форма для полимерных изделий по авторскому свидетельству СССР №1500491 (МКИ 4 В29С 39/36), в котором выталкиватели и механизм сбрасывания сформованных изделий выполнен в виде подпружиненного с возможностью осевого перемещения выталкивателя-сбрасывателя, к торцу которого аксиально прикреплен шток.
Противоположный конец штока заострен, надрезан вдоль оси для образования лепестков и выполнен с возможностью входа лепестков в отверстия основания прессформы и выхода из него с повышенным усилием.
Использование этого технического решения возможно только при формовании изделий, в которых имеются сквозные отверстия, через которые возможно силовое воздействие на торец выталкивателя упором-знакодержателем при смыкании полупресс-форм.
Предлагаемым изобретением решается задача автоматического принудительного сбрасывания (удаления) сформованных моделей из формообразующих полостей полупресс-форм и, следовательно, автоматизации работы по изготовлению моделей.
Для получения такого технического результата в заявляемой конструкции автомата в полупресс-формы встроены механизмы принудительного сбрасывания сформованных моделей.
Механизмы принудительного сбрасывания взаимодействуют с датчиками положения системы управления.
Отличительными признаками предлагаемого автомата для изготовления инжекционным формованием газифицируемых моделей, далее по тексту - автомат, от указанных выше известных, наиболее близких к нему, является выполнение механизма сбрасывания в виде подвижных диафрагм с установленными на них необходимым числом выталкивателей для каждой формообразующей полости и направляющими.
Автомат для изготовления инжекционным формованием газифицируемых моделей содержит основание, на котором смонтированы два неподвижных силовых кронштейна, на одном из которых установлена одна из полупресс-форм со встроенными датчиками температуры и инжекционными устройствами, сообщающимися с бункером для сырья и с воздушной инжекционной магистралью. Из последнего изготавливаются модели. На втором неподвижном кронштейне установлен пневмоцилиндр, шток которого соединен с подвижной плитой, на которой смонтирована другая полупресс-форма. Последняя перемещается по направляющим, замыкающим неподвижные кронштейны между собой. Сообщенные с полупресс-формами магистрали воздуха, пара и воды, и пневмозатворами воздушные магистрали с пневмораспределителями управления пневмоцилиндров, пневмозатворами и системой управления. Полупресс-формы снабжены механизмами сбрасывания сформованных моделей из формообразующих полостей полупресс-форм, выполненными в виде подвижных диафрагм с установленными на них необходимым числом выталкивателями для каждой формообразующей полости и с направляющими. Для направляющих в формообразующих плитах выполнены сквозные отверстия, взаимодействующие друг с другом посредством шарикового замка, выполненного в виде цилиндрического отверстия с кольцевой проточкой в направляющей одной из формующих плит и взаимодействующим с ним полым штоком. Сопрягаемая направляющая второй формующей плиты выполнена с радиальными ступенчатыми отверстиями, в которых размещены шарики, контактирующие с подпружиненной полой втулкой. Во втулке смонтирован аксиально стержень с буртом и резьбовым концом. На конце установлен по резьбе конический наконечник с проточкой для центрирования по внутренней полости штока. Имеются также датчики положения системы управления автомата касания диафрагм механизмов сбрасывания с формообразующими плитами полупресс-форм.
В формообразующих плитах выполнены сквозные отверстия для выталкивателей и направляющих.
Направляющие подвижных диафрагм каждой полупресс-формы взаимодействуют друг с другом посредством шарикового замка с регулируемым усилием захвата.
Шариковый замок выполнен в виде цилиндрического отверстия с кольцевой проточкой в направляющей подвижной диафрагмы одной из полупресс-форм и взаимодействующим с ним полым штоком сопрягаемой направляющей подвижной диафрагмы второй полупресс-формы.
В полом штоке выполнены радиальные ступенчатые отверстия, в которых размещены шарики, контактирующие с подпружиненной полой втулкой. В полой втулке смонтирован аксиально стержень с буртом, охватывающим торцом бурта пружину, и с резьбовым концом, на котором установлен по резьбе конический наконечник с проточкой для центрирования по внутренней полости штока.
К отличительным признакам предлагаемого автомата относится также наличие датчиков системы управления касания подвижных диафрагм механизмов принудительного сбрасывания сформованных моделей с соответствующей формообразующей плитой.
Благодаря наличию этих признаков при работе автомата обеспечивается принудительный автоматический съем всех сформованных моделей без механических повреждений, исключается повреждение формообразующих полостей полупресс-форм при повторных циклах работы без участия оператора - рабочего, т.е. обеспечивается надежная автоматическая работа при эксплуатации.
Предлагаемый автомат иллюстрируется чертежами, представленными на фиг.1-9.
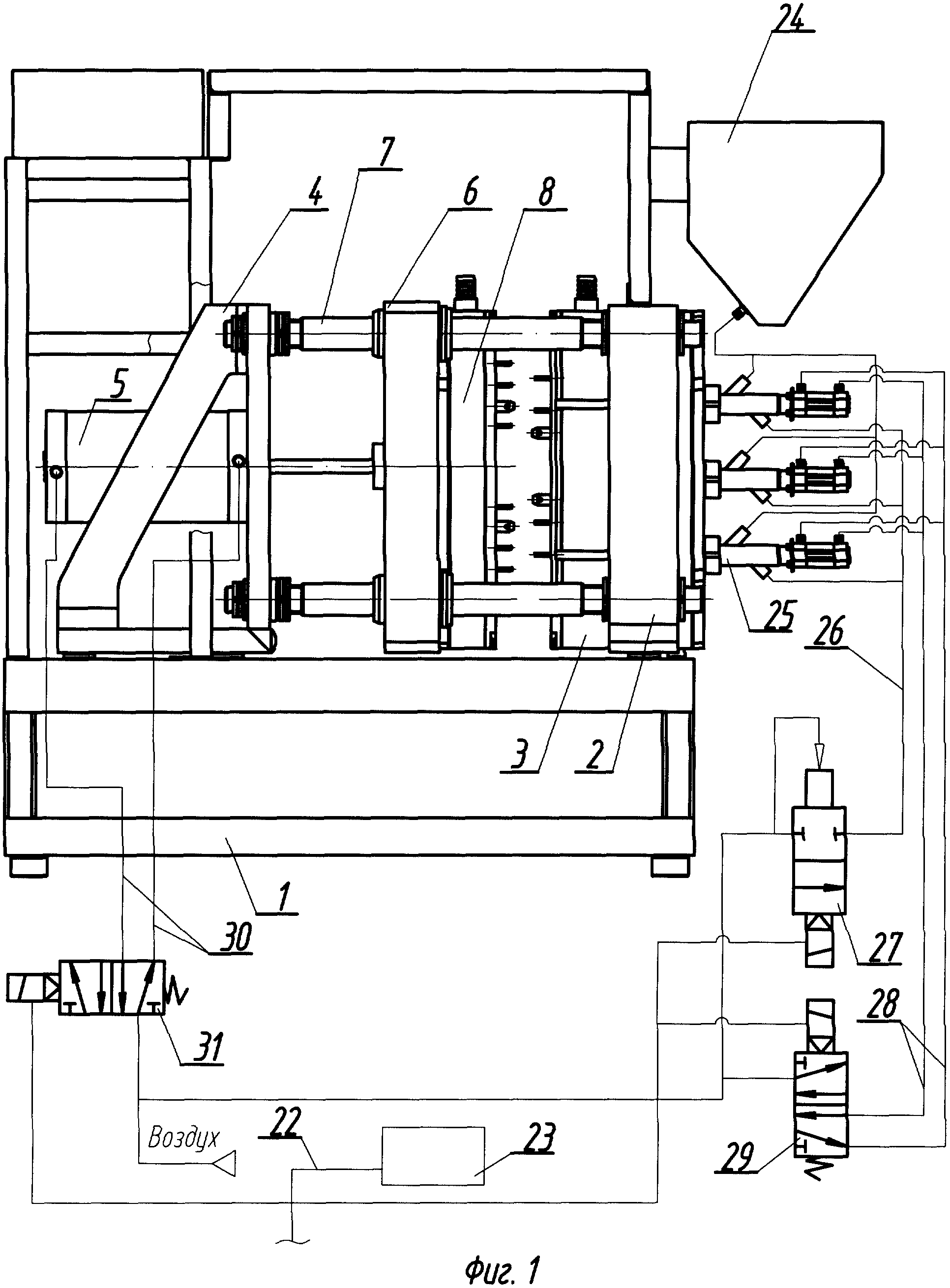
На фиг.1 показан общий вид автомата с принципиальными схемами магистралей воздуха. Полупресс-формы разомкнуты. Механизм принудительного сбрасывания сформованных моделей в исходном состоянии.
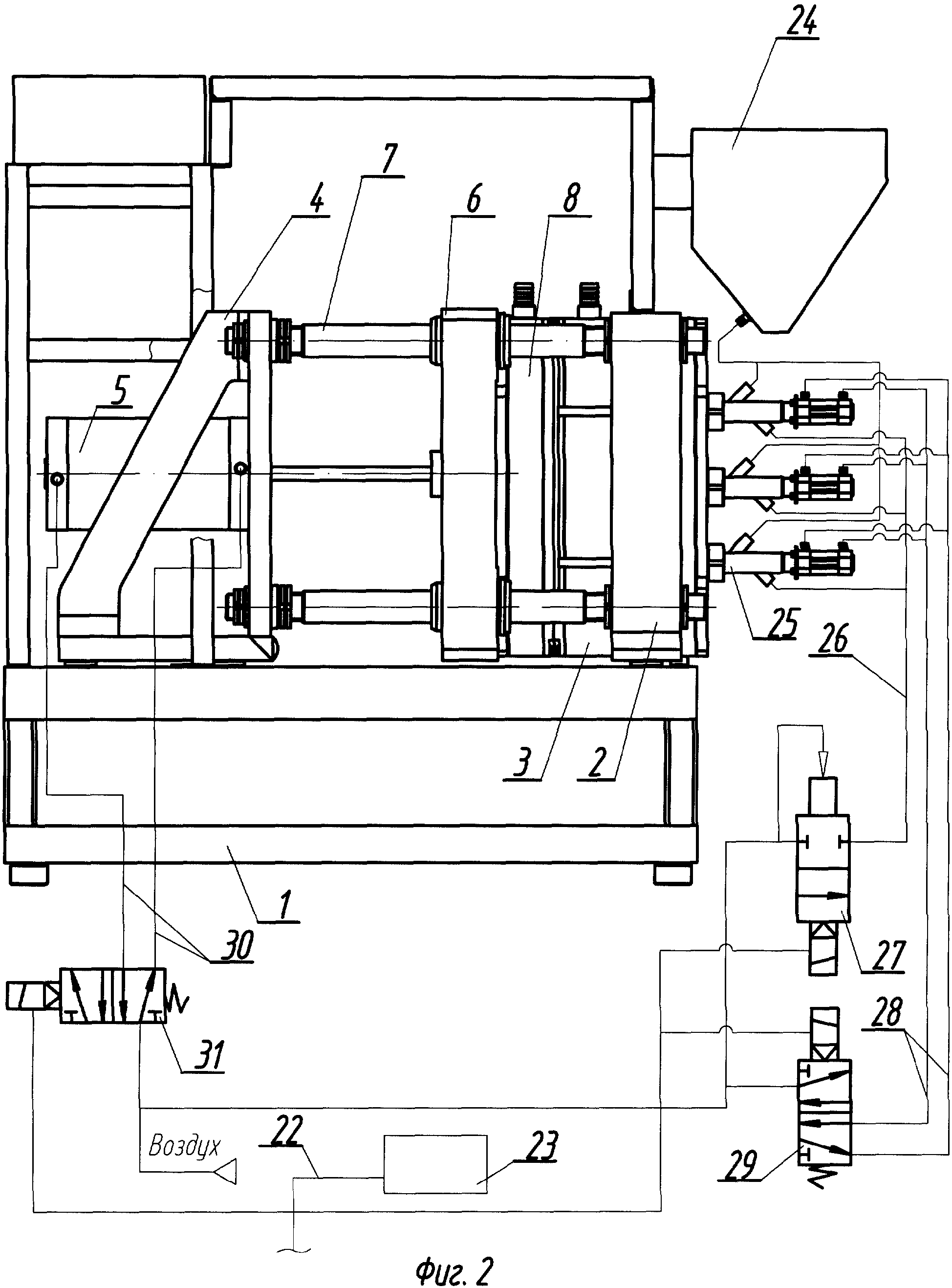
На фиг.2 показан общий вид автомата с принципиальными схемами магистралей воздуха. Полупресс-формы сомкнуты. Механизм принудительного сбрасывания сформованных моделей в конечном положении.
Автомат содержит основание 1, неподвижный кронштейн 2, на котором закреплена неподвижно одна из полупресс-форм 3, неподвижный кронштейн 4 с пневмоцилиндром 5 (фиг.1 и 2), шток которого соединен с подвижной плитой 6.
Неподвижные кронштейны 2 и 4 замкнуты между собой направляющими 7 (фиг.1, 2).
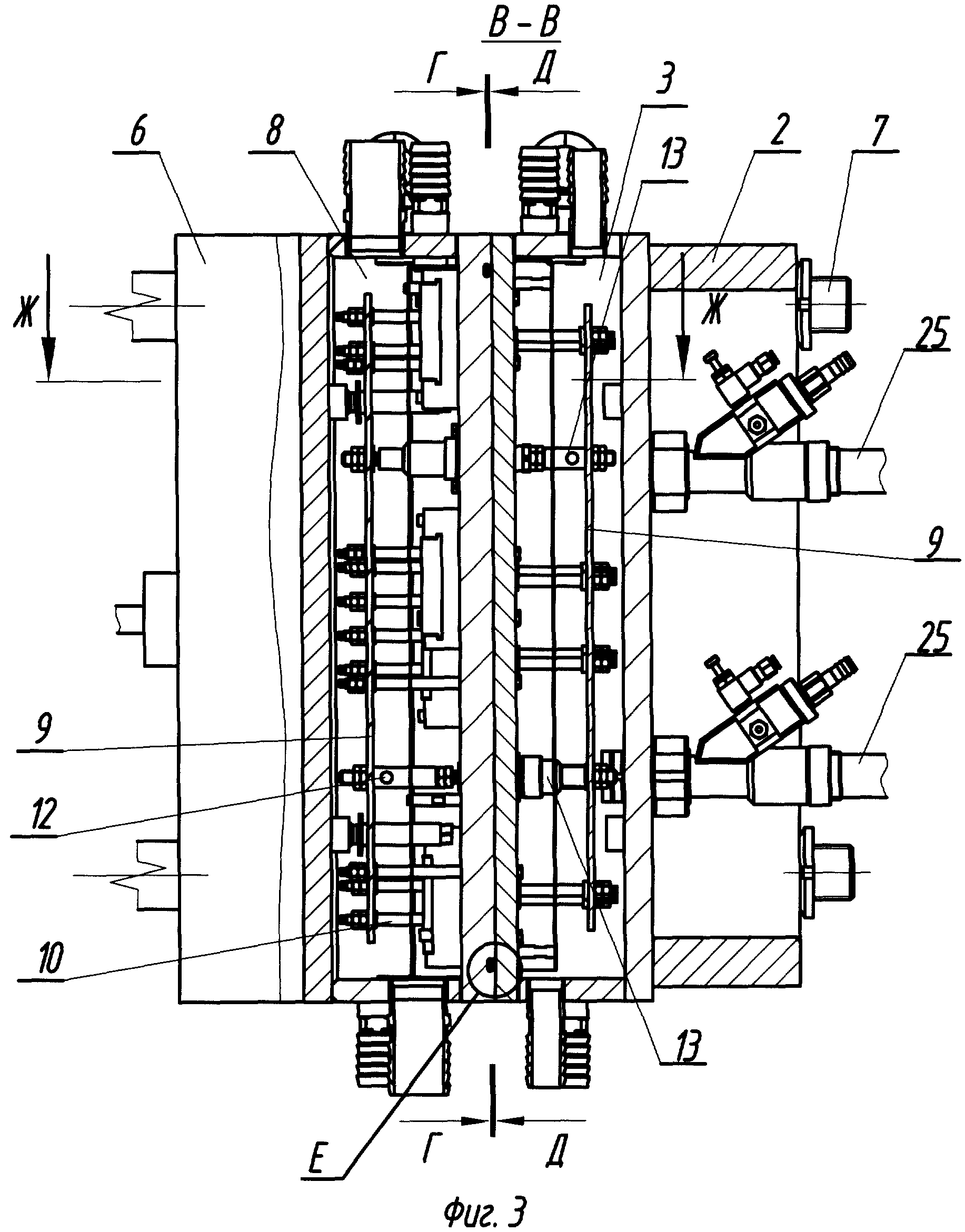
На направляющих 7 смонтирована подвижная плита 6, на которой смонтирована вторая полупресс-форма 8 (фиг.1, 2, 3).
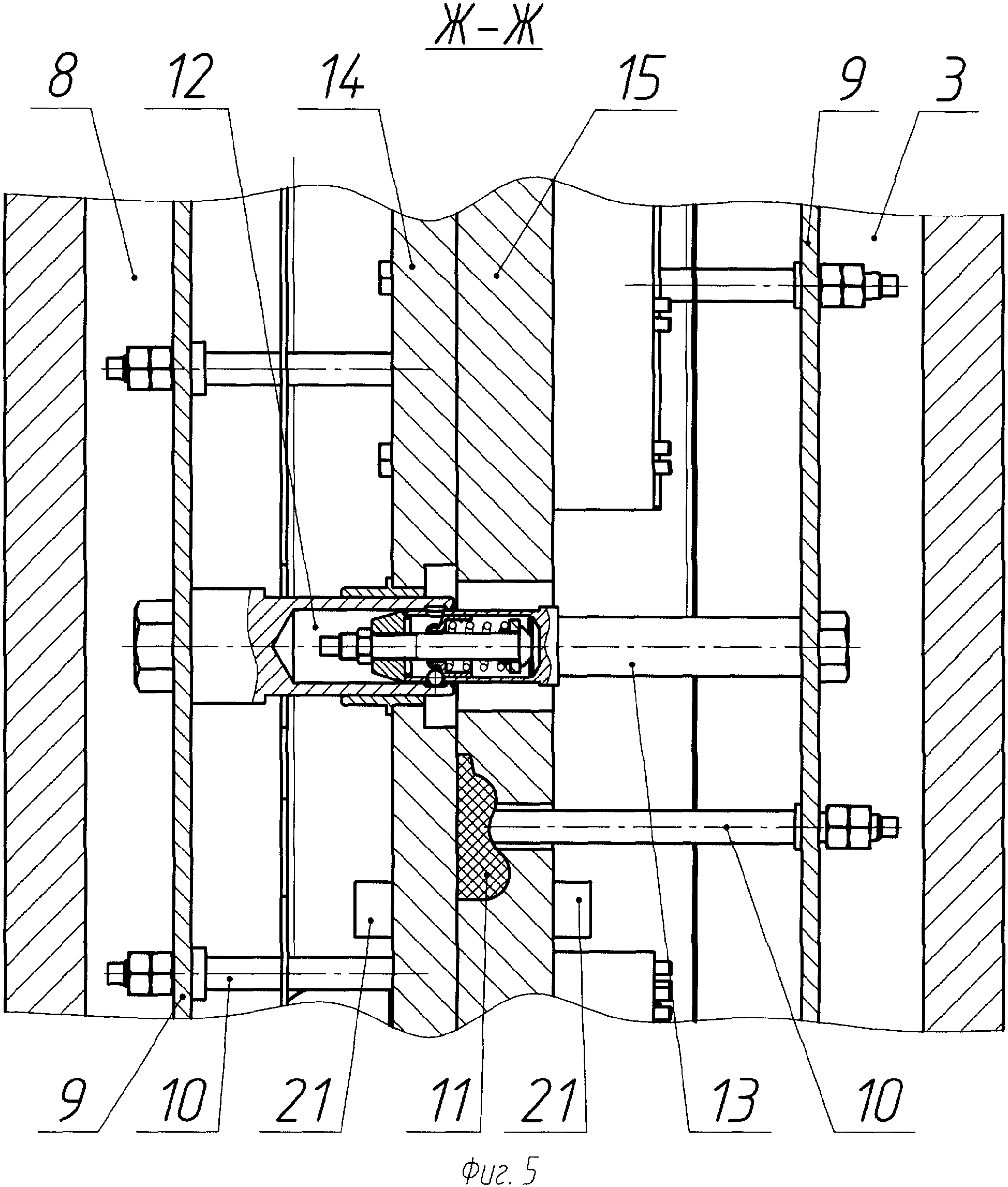
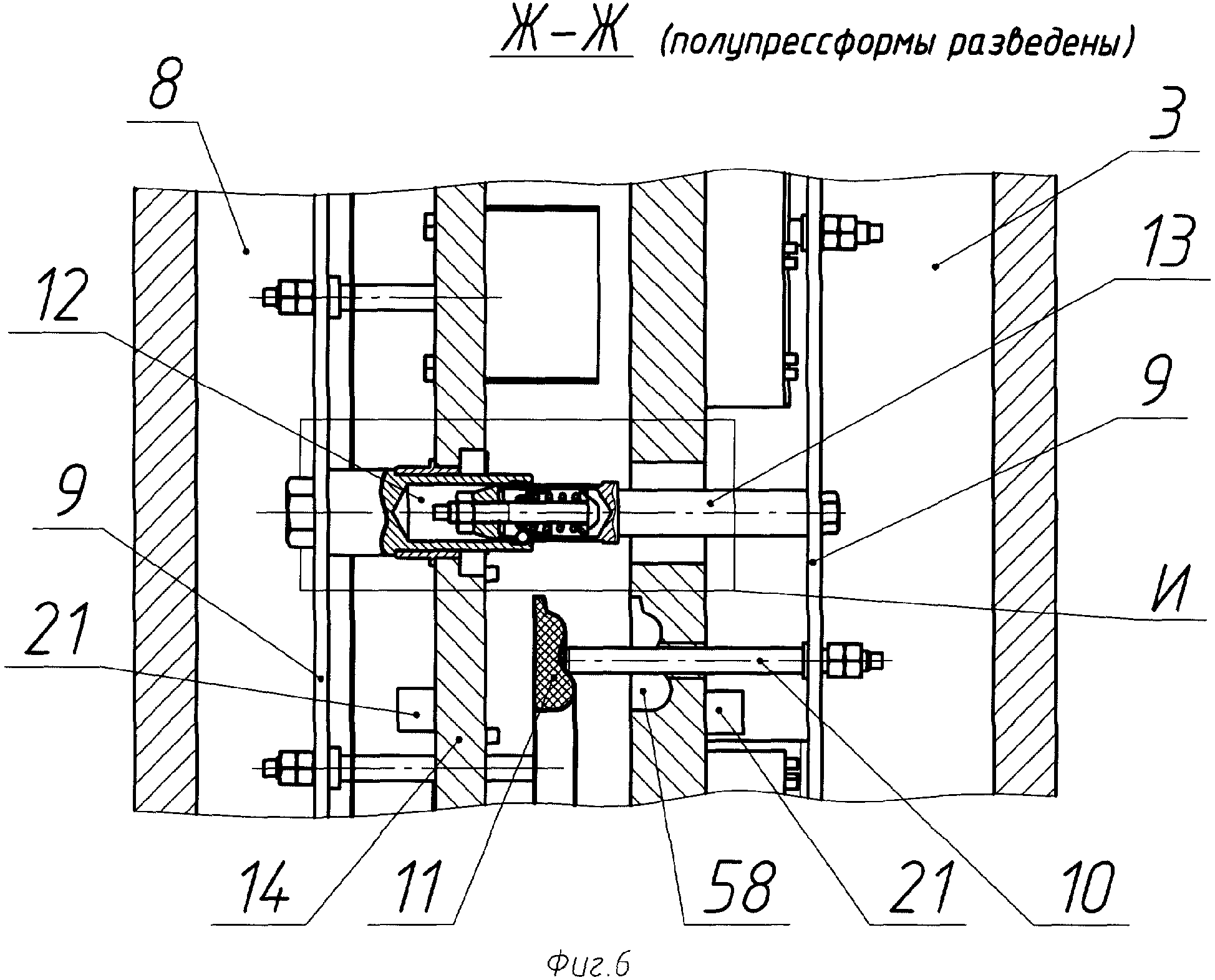
Во внутренних полостях полупресс-форм 3 и 8 (фиг.3) смонтированы диафрагмы 9, на которых установлены необходимое число выталкивателей 10 для каждой формуемой модели 11 (фиг.5, 6) в формообразующей полости 58.
На чертежах в качестве формообразующих полостей 58 изображена полуформа с переменной глубиной (фиг.5 и 6).
На одной из диафрагм 9 установлены направляющие 12, а на другой - направляющие 13 (фиг.3, 5 и 6).
В формообразующих плитах 14 и 15 полупресс-форм 3 и 8 соответственно выполнены сквозные отверстия для выталкивателей 10 и направляющих 12 и 13 (фиг.5 и 6).
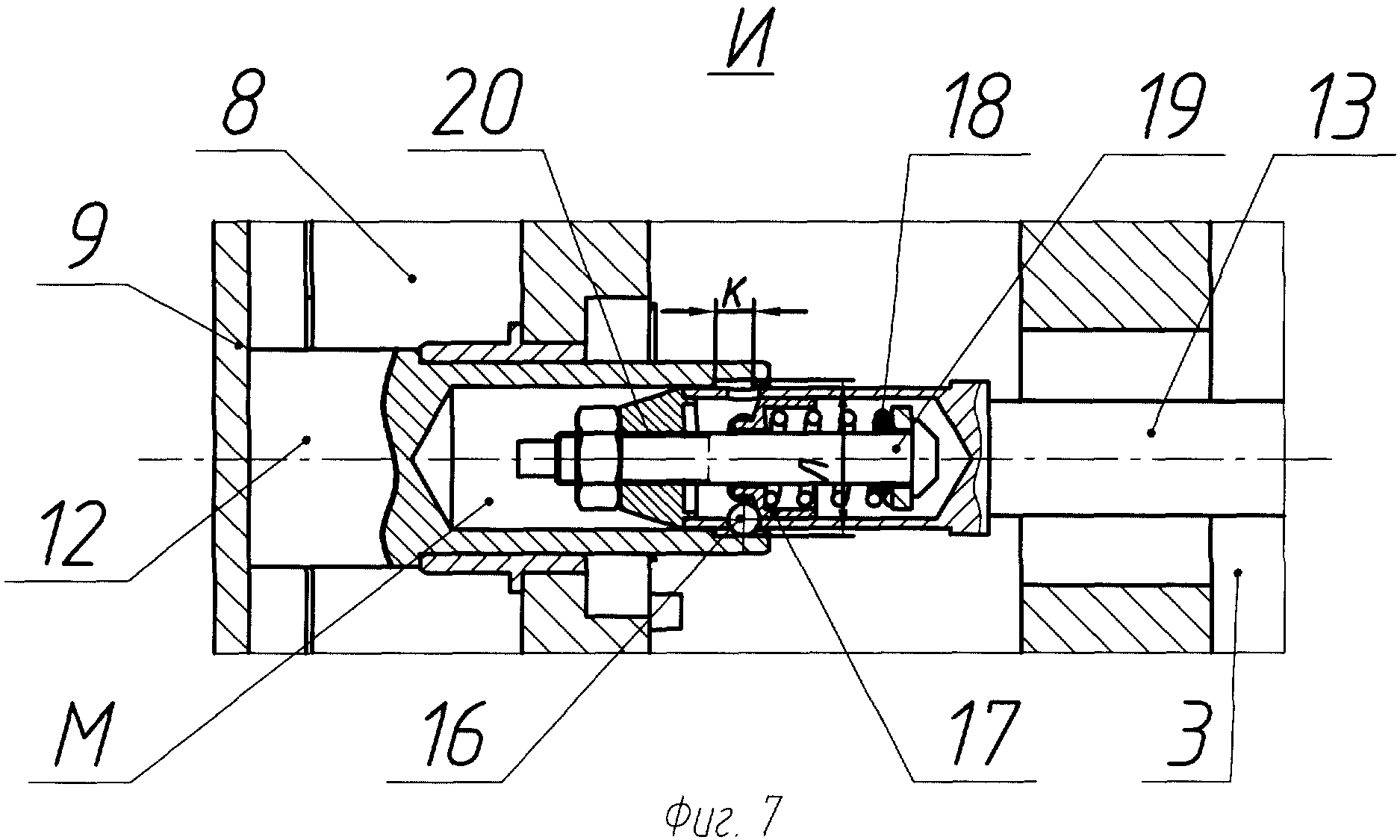
В направляющей 12 диафрагмы 9 (фиг.6 и 7) выполнено цилиндрическое отверстие М с кольцевой проточкой Л и шириной К.
Направляющая 13 диафрагмы 9 полупресс-формы 3 (фиг.6 и 7) выполнена в виде полого штока, в котором выполнены радиальные ступенчатые отверстия, в которых размещены шарики 16, контактирующие с полой подпружиненной втулкой 17 (фиг.7).
Втулка 17 с пружиной 18 размещена во внутренней полости полого штока.
Через пружину 18 и втулку 17 пропущен аксиально стержень 19 с буртом, взаимодействующий с пружиной 18, и резьбовым концом (фиг.7).
По резьбе на стержень 19 установлен конический наконечник 20 с цилиндрической проточкой для центрирования по внутренней полости штока направляющей 13 (фиг.7).
На формообразующих плитах 14 и 15 установлены датчики 21 с линиями связи 22 системы управления 23 автомата (фиг.5, 6, 1), взаимодействующие с диафрагмами 9 при взаимном касании (фиг.6).
Автомат содержит бункер 24, задувные устройства 25 с инжекционными магистралями 26 и пневмозатвором 27, магистралями управления 28, задувными устройствами 25 с распределителем 29, магистраль 30 с распределителем 31 (фиг.1 и 2).
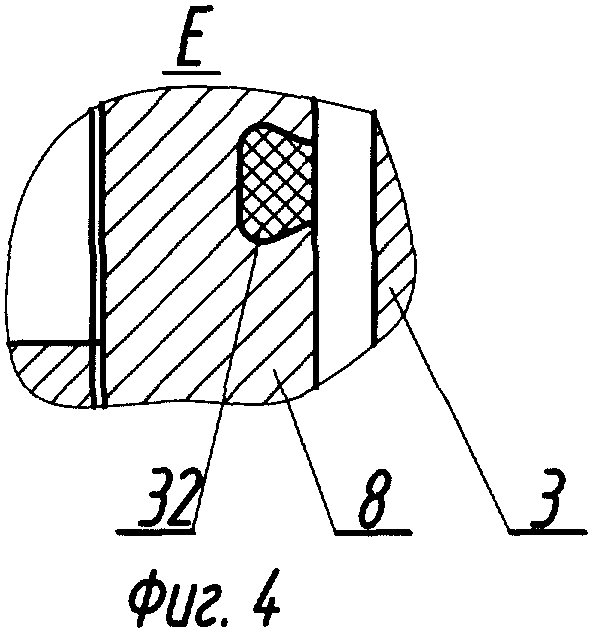
Полупресс-формы 3 и 8 при смыкании между собой герметизируются посредством уплотнительного элемента 32 (фиг.4).
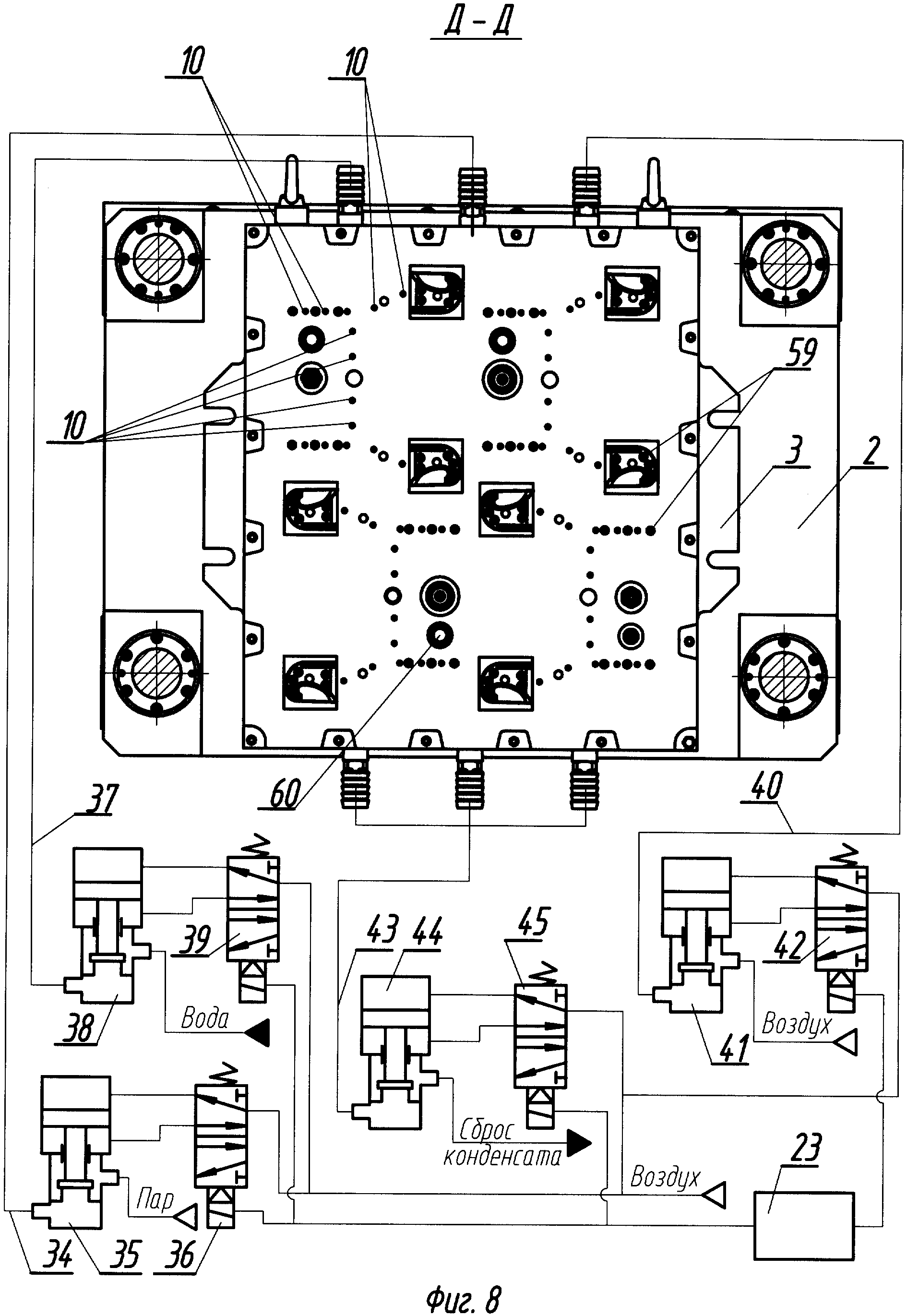
Неподвижная полупресс-форма 3 содержит паровую магистраль 34 (фиг.8) с пневмозатвором 35 и распределителем 36 для управления пневмозатвором 35, водную магистраль 37 с пневмозатвором 38 и распределителем 39, воздушную магистраль 40 с пневмозатвором 41 и распределителем 42, магистраль сброса конденсата 43 с пневмозатвором 44 и распределителем 45 (фиг.8).
Пневмораспределители 36, 39, 42 и 45 электрически соединены с системой управления 23.
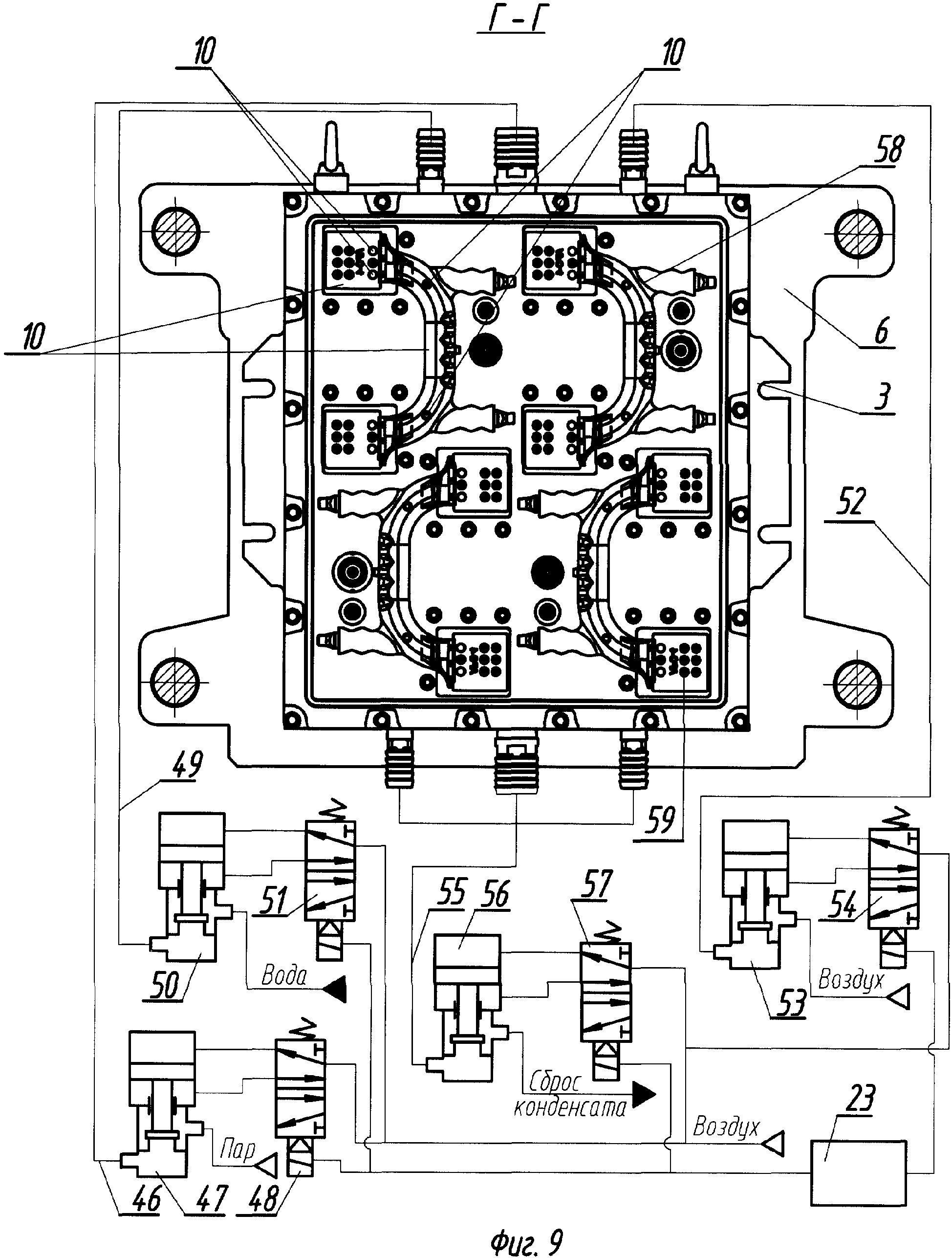
Подвижная полупресс-форма 8 (фиг.1, 2, 9) содержит паровую магистраль 46 с пневмозатвором 47 и распределителем 48, водную магистраль 49 с пневмозатвором 50 и распределителем 51, воздушную магистраль 52 с пневмозатвором 53 и распределителем 54, магистраль сброса конденсата 55 с пневмозатвором 56 и распределителем 57.
Пневмораспределители 48, 51, 54 и 57 электрически соединены с системой управления 23 (фиг.9).
На поверхности полупресс-формы 3 выполнены формообразующие полости 58, повторяющие конфигурацию формуемых изделий, и в них выполнены воздушные каналы («венты») 59 (фиг.9). Датчики температуры 60 (фиг.8) смонтированы во внутренних полостях полупресс-форм 3 и 8 на формообразующих плитах 14 и 15.
Автомат работает следующим образом.
Система управления 23 по заданной программе подает электрический сигнал на начало цикла на распределитель 31, через который сжатый воздух подается на пневмоцилиндр 5 (фиг.1 и 2).
Шток пневмоцилиндра 5 приводит в движение плиту 6 с полупресс-формой 8 к полупресс-форме 3.
В зоне смыкания полупресс-форм 8 и 3 конический наконечник 20 начинает входить в цилиндрическое отверстие М направляющей 12 (фиг.6 и 7).
При дальнейшем движении плиты 6 с полупресс-формой 8 (фиг.1) шарики 16 (фиг.7) упираются в торец сопрягаемой направляющей 12 и диафрагмы 9 полупресс-форм 3 и 8 начинают перемещаться относительно полупресс-форм 3 и 8 во взаимопротивоположных направлениях от соответствующих формующих поверхностей.
При полном смыкании полупресс-форм 3 и 8 (фиг.3) шарики 16 входят в проточку К (фиг.7) направляющей 12, преодолевая усилие поджатия втулки 17 (фиг.7), и диафрагмы 9 полупресс-форм занимают положения, изображенные на фиг.3 и 5.
Толкатели 10, установленные на диафрагмах 9, занимают положения, изображенные на фиг.5.
При полном силовом смыкании полупресс-формы 3 и 8 между собой герметизируются (фиг.4) посредством уплотнения 32.
При смыкании полупресс-форм 3 и 8 система управления 23 подает электрический сигнал на распределитель 29, и сжатый воздух через магистраль 28 подается в штоковые полости задувных устройств 25. Одновременно система управления 23 подает сигнал на распределитель 27, и сжатый воздух через магистраль 26 подается в задувные устройства 25 (фиг.2).
Сжатый воздух, проходя через задувные устройства 25, увлекает формовочный материал (гранулы) из бункера 24 (фиг.2) в формообразующие полости 58 замкнутых полупресс-форм 3 и 8 (фиг.9).
При поступлении гранул в формообразующие полости 58 (фиг.5 и 9) воздух удаляется через каналы и щели 59, выполненные для этой цели в полупресс-формах 3 и 8 (фиг.8 и 9).
После заполнения формообразующих полостей 58 гранулами, из которых изготавливаются модели, система управления 23 подает сигнал на распределители 27 и 29 (фиг.1 и 2).
Сжатый воздух через магистраль 26 подается в поршневые полости задувных устройств 25, одновременно прекращается подача сжатого воздуха через магистраль 28 в задувные устройства 25.
Подача гранул в формообразующие полости 58 (фиг.9) прекращается, задувные устройства 25 запираются.
Одновременно система управления 23 подает сигнал на распределители 36 и 48 для управления пневмозатворами 35 и 47 соответственно (фиг.8 и 9), которые открывают магистрали 34 и 46 соответственно для подачи пара в полупресс-формы 3 и 8 (фиг.8 и 9) для их прогрева.
Температура нагрева полупресс-форм контролируется датчиком 60 температуры системы управления 23.
Происходит «спекание» (формование) моделей. После «спекания» моделей для сохранения их геометрических размеров и формы необходимо производить термостабилизацию.
Термостабилизация осуществляется резким охлаждением. Для этого полупресс-формы 3 и 8 охлаждаются водой.
Для охлаждения система управления 23 подает сигнал на распределители 45 и 57 (фиг.8 и 9) пневмозатворов 44 и 56.
Вода поступает в полости полупресс-форм 3 и 8 (фиг.8 и 9) и охлаждает их и далее через магистрали 43 и 55 слива конденсата и пневмозатворы 44 и 56 соответственно идет на слив.
Охлаждение полупресс-форм 3 и 8 также контролируется датчиком температуры 60 системы управления 23.
После окончания режима охлаждения система управления 23 подает электрический сигнал на распределитель 31, сжатый воздух поступает в штоковую полость пневмоцилиндра 5 (фиг.1 и 2), шток которого начинает перемещать плиту 6 на размыкание полупресс-форм 3 и 8.
При размыкании полупресс-форм 3 и 8 диафрагмы 9 с толкателями 10 и направляющими 12 и 13 также приходят в движение (фиг.3 и 5).
При дальнейшем размыкании полупресс-форм 3 и 8 диафрагмы 9 занимают положение, изображенное на фиг.6. Далее при перемещении плиты 6 шарики 16 выходят из кольцевой проточки Л направляющей 12, преодолевая усилие поджатия втулки 17 (фиг.7).
Направляющие 12 и 13 (фиг.5 и 6) размыкаются.
Перед размыканием направляющих 12 и 13 выталкивателями 10 происходит извлечение сформованных моделей 11 (фиг.6) из формообразующих полостей 58 и их сброс (фиг.6 и 1).
Диафрагмы 9 при полном размыкании направляющих взаимодействуют с датчиками 21. На этом цикл работы автомата заканчивается и подается команда на повторное начало нового (очередного) цикла работы.
Заявляемая конструкция автомата для изготовления инжекционного формования газифицируемых моделей позволяет надежно принудительно автоматизировать съем сформованных моделей из формообразующих полостей полупресс-форм без участия рабочего - оператора, что существенно сокращает вспомогательное время по удалению сформованных изделий и по запуску повторного цикла работы оборудования.
На автомат заявляемой конструкции разработана конструкторская документация и принято решение об изготовлении опытного образца.
Реферат
Изобретение относится к устройствам формования веществ в гранулированном состоянии с применением нагрева и охлаждения, применяется преимущественно в литейном производстве для изготовления газифицируемых моделей из вспенивающегося полистирола и может быть использовано для изготовления тепловых изоляторов, упаковочной тары, различных наполнителей и всевозможных изделий низкой объемной плотности в различных отраслях промышленности. Автомат для изготовления инжекционным формованием газифицируемых моделей содержит основание, на котором смонтированы два неподвижных силовых кронштейна, на одном из которых установлена одна из полупресс-форм со встроенными датчиками температуры и инжекционными устройствами. Инжекционные устройства сообщаются с бункером для сырья, из которого изготавливаются модели, и с воздушной инжекционной магистралью. На втором неподвижном кронштейне смонтирован пневмоцилиндр с воздушной магистралью и пневмораспределителем управления системы управления автомата, шток которого соединен с подвижной плитой, перемещаемой по направляющим, замыкающим неподвижные кронштейны между собой. На подвижной плите смонтирована вторая полупресс-форма. Полупресс-формы сообщаются с магистралями воздуха, пара и воды и пневмозатворами с пневмораспределителями управления от системы управления автомата.
Новым в конструкции автомата является установка механизмов принудительного сбрасывания сформованных моделей из формообразующих полостей полупресс-форм с датчиками положения последних относительно формующих плит полупресс-форм, соединенных с системой управления. Механизм сбрасывания сформованных моделей выполнен в виде подвижной диафрагмы, смонтированной во внутренней полости каждой полупресс-формы, с установленными на них необходимым числом выталкивателями для каждой формообразующей полости полупресс-формы и направляющими, для которых в формующих плитах полупресс-форм выполнены сквозные отверстия. Направляющие диафрагм каждой полупресс-формы сочленены друг с другом посредством шарикового замка, выполненного в виде цилиндрического отверстия с кольцевой проточкой в одной из направляющих и взаимодействующего с ним полым штоком с радиальными ступенчатыми отверстиями, в которых размещены шарики, второй из направляющих. Шарики контактируют с подпружиненной полой втулкой, в которой смонтирован аксиально стержень с буртом и резьбовым концом, на котором установлен по резьбе конический наконечник с проточкой для центрирования по внутренней полости штока для регулирования усилия срабатывания шарикового замка при полном размыкании полупресс-форм. Технический результат, который достигается при использовании автомата, заключается в том, что осуществляется автоматическое принудительное сбрасывание сформованных деталей из формообразующих полостей полупресс-форм и, следовательно, автоматизация работы по изготовлению моделей. 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство замыкания формы формовочной машины для пластмасс, в частности, литьевой машины
Комментарии