Литьевая форма для изготовления полимерных изделий - SU1694408A1
Код документа: SU1694408A1
Чертежи
Описание
Изобретение относится к литьевым формам с горячеканальной литниковой системой .
Цель изобретения - упрощение изготовления формы в многогнездном варианте и повышение надежности герметизации литниковой системы.
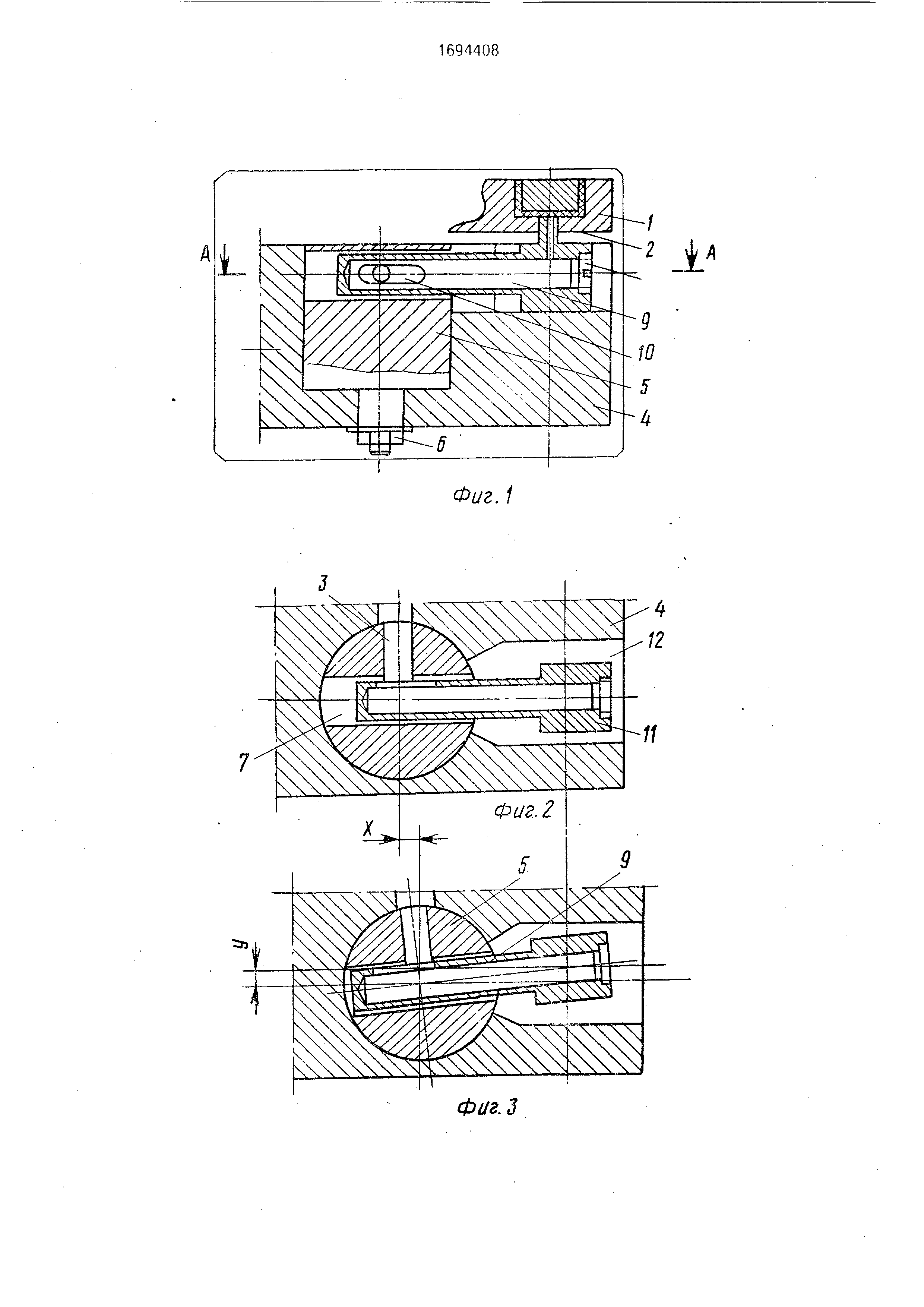
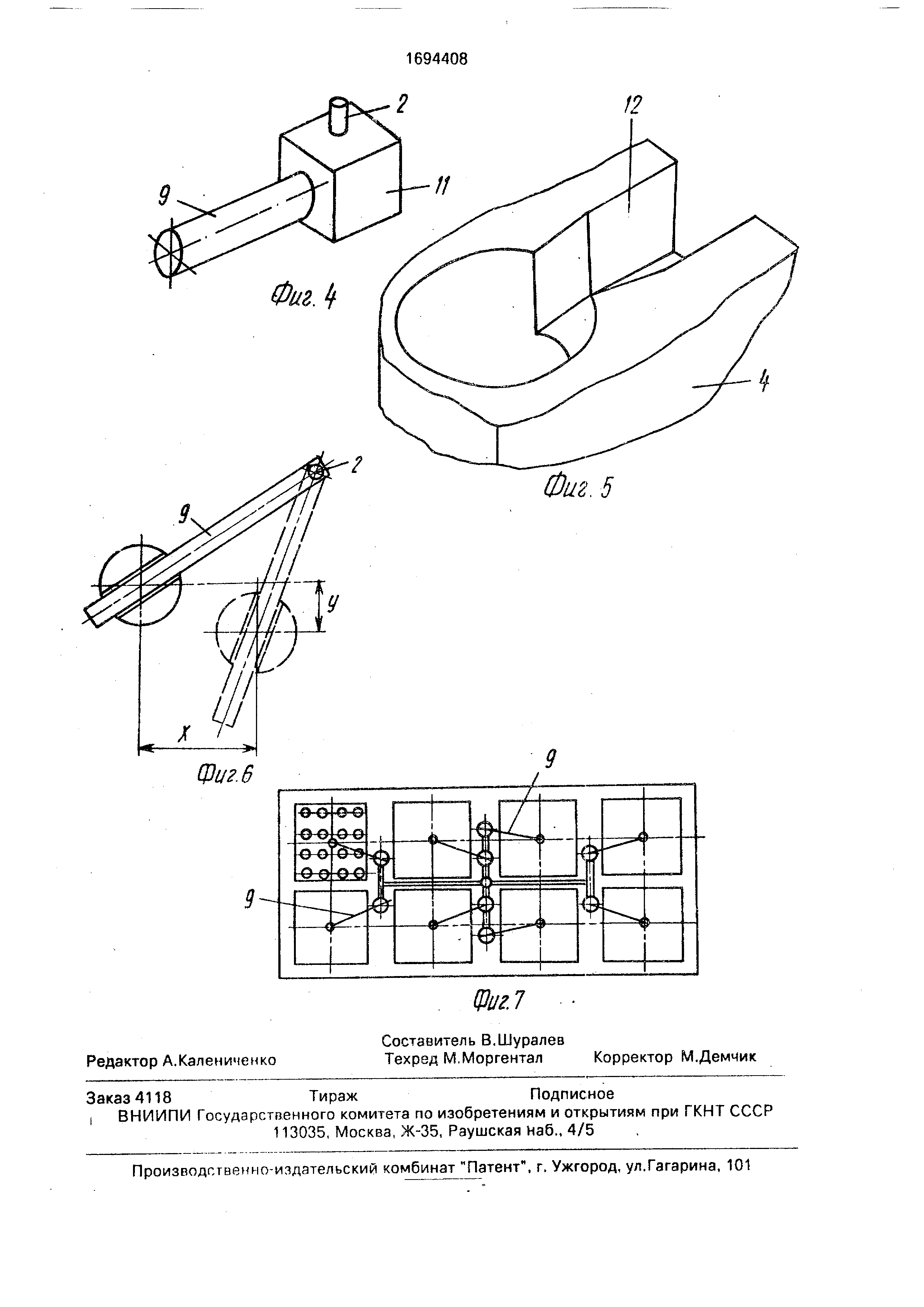
На фиг. 1 показана форма, разрез; на фиг. 2 - разрез А-А на фиг. 1; на фиг, 3 - то же, при повороте пробки; на фиг. 4 - трубка средства для компенсации температурного расширения коллектора; на фиг. 5 - часть коллектора; на фиг. 6 - схема поворота трубки и пробки; на фиг. 7 - расположение трубок в многогнездном варианте формы.
Литьевая форма содержит матрицу 1, сообщающуюся через сопло 2 с каналом 3 обогреваемого коллектора 4. Коллектор 4
представляет собой корпус с системой разводящих каналов, причем в случае много- гнездной литьевой формы количество разводящих каналов соответствует количеству сопел 2 и матриц 1. Коллектор имеет средство для компенсации его температурного расширения в виде установленной на вертикальной оси в корпусе коллектора с возможностью свободного поворота вокруг оси пробки 5.Осевой зазор крепления пробки обеспечивается гайкой 6.
Пробка 5 выполнена сТ-образным каналом , включающим диаметральный участок 7 и поперечный к нему участок 8 для соединения с каналом 3 коллектора.
Форма содержит установленную с возможностью перемещения в диаметральном участке 7 канала трубку 9 для соединения
сь о
Јь
о
00
после.п,не о с соплом 2, при этом трубка выполнена с овальной прорезью 10, совмещенной с поперечным участком канала 8, а на другом конце она снабжена опорной головкой 11 для сопряжения с соплом 2, причем в коллекторе 4 выполнен паз 12 для опорной головки 11 трубки 9.
Пробка 5 при нагревании коллектора смещается в декартовых координатах на расстояния X и Y соответственно. В то же время сопло 2, входящее в гнездо холодной матрицы 1, свои координаты не изменяет. Таким образом происходит поворот пробки 5 на некоторый угол и перемещение трубки 7 вдрль оси на некоторое расстояние (фиг.
3):
Благодаря овальной прорези 10 в трубке 9 не происходит нарушения подачи расплава из канала коллектора к соплу и соответственно к матрице, так как при любом диапазоне осевого перемещения трубки она сообщается с каналом пробки 5, а соответственно и с каналом 3 коллектора 4, т.е. компенсация температурных деформаций нагретого коллектора происходит за счет поворота пробки 5 вокруг оси, поворота трубки 9 вокруг оси сопла 2 и продольного перемещения трубки 9 вдоль оси канала пробки 5.
При охлаждении коллектора 4 поворот пробки 5, трубки 9 и осевое перемещение трубки 7 происходит в обратном направлении . Особенно эффективна такая система в многогнездной форме для мелких деталей, так как один узел компенсации обеспечивает надежную работу литьевой формы со многими матрицами. Подвод расплава производится через канал 3, овальное отверстие 10, канал трубки 9 и сопло 2.
После заполнения формы расплавом и технологической выдержки отлитое изделие удаляется из матрицы. Затем процесс повторяется . Оба торца трубки 9 заглушены, хотя можно, было бы левый торец оставить
открытым, так как герметизация канала трубки производится за счет плотной посадки пробки 5 в гнездо коллектора 4, Однако в этом случае давлением расплава отжимало бы трубку 9 вправо, что вызывало бы значительные нагрузки на сопло 2. При заглушенных обоих торцах канала трубки 9 и боковом впуске расплава в него усилия ча торцы трубки при литье уравновешиваются,
что исключает поперечные нагрузки на сопло 2,
Хороший прогрев сопла 2 обеспечивается за счет плотного соприкосновения трубки 9 с поверхностью паза 12 коллектора
4, а также развитостью этих поверхностей соприкосновения. Трубку 9 целесообразно изготавливать из металла с высокой теплопроводностью , например, из берилиевой бронзы.
Формула изобретения Литьевая форма для изготовления полимерных изделий, содержащая матрицу, обогреваемый коллектор, расположенное
между ними сопло и средство для компенсации температурного расширения коллектора , отличающаяся тем, что, с целью упрощения изготовления формы в многогнез- дном варианте и повышения надежности герметизации литниковой системы, средство выполнено в виде установленной в коллекторе с возможностью поворота пробки с Т-образным каналом, включающим диаметральный участок и поперечный к нему участок для соединения с каналом коллектора, и установленной с возможностью перемещения в диаметральном участке канала трубки для соединения последнего с соплом, при этом трубки выполнена с овальной прорезью, совмещенной с поперечным участком канала, а на другом конце снабжена опорной головкой для сопряжения с соплом, причем в коллекторе выполнен паз для опорной головки трубки.
±А

Реферат
Изобретение относится к литьевым формам с горячеканальной литниковой системой , Цель изобретения - упрощение изготовления формы в многогнездном варианте и повышение надежности герметизации литниковой системы. Для этого в литьевой форме, содержащей матрицу, предусмотрены обогреваемый коллектор, расположенное между ними сопло и средство для компенсации температурного расширения коллектора Средство выполнено в виде установленной в коллекторе с возможностью поворота пробки с Т-образным каналом , включающим диаметральный участок и поперечный к нему участок для соединения с каналом коллектора, и установленной с возможностью перемещения в диаметральном участке канала трубки для соединения последнего с соплом, Трубка выполнена с овальной прорезью, совмещенной с поперечным участком канала, а на другом конце снабжена опорной головкой для сопряжения с соплом. В коллекторе выполнен паз для опорной головки трубки. 7 ил
Формула
Комментарии