Устройство для формования линз под давлением и способ их формования - RU2070111C1
Код документа: RU2070111C1
Чертежи

Описание
Изобретение относится к устройствам для формования линз под давлением и может быть использовано для формовки оптических элементов.
В обычной форме в сборе, предназначенной для инжекционной формовки при замене форм, общие части остаются на месте без замены формы целиком, а меняются лишь некоторые части, в результате чего упрощаются операции по замене, снижается стоимость формы и уменьшается площадь, отводимая под хранение форм, и т.д.
Известны способ и устройство для формования линз методом литья под давлением, содержащее неподвижные и подвижные плиты, каждая из которых имеет в себе углубление или углубления, формующий вкладыш или вкладыши, средства для крепления вкладышей и перемещения, более чем одно средство для выталкивания и удаления отформованных изделий из углублений и части корпуса формы, в которых расположены вкладыши (Патент Японии N 61-19409, кл. В 29 С 45/56, публ. 17.05.86 N 2 486 пат. Вестник Токке Кохо).
В известном способе оператору для замены вкладышей следует удалить ряд форм из устройства для формования.
Техническое решение сводится к тому, что согласно изобретению формованные линзы формуются с высокой точностью, можно устанавливать вкладыши для формования линз различной кривизны, вкладыши могут легко устанавливаться или удаляться, что позволяет автоматизировать операции замены вкладышей, выталкивающие устройства работают независимо друг от друга, что позволяет осуществлять возврат выталкивающих устройств по заранее заданной программе, а расположение детекторных средств на выталкивающих устройствах позволяет избежать повреждения выталкивающих устройств и появление дефектных формованных линз из-за невозврата выталкивающего устройства.
Для получения технического результата в устройстве для формования линз под давлением, содержащем неподвижные и подвижные плиты, каждая из которых имеет в себе углубление или углубления, формующий вкладыши или вкладыши, средства для крепления вкладышей и перемещения, более чем одно средство для выталкивания и удаления отформованных изделий из углублений и части корпуса формы, в которых расположены вкладыши, с формой и размерами, соответствующими вкладышам, средство для крепления вкладышей выполнено в виде направляющей канавки на формующих вкладышах, в которой размещен сцепляющий элемент, связанный с устройством перемещения.
К тому же направляющая канавка и сцепляющий элемент выполнены Т-образными, с противоположной формующей части вкладыша стороны выполнен сквозной паз и имеется установочный элемент, а устройство перемещения зажима вкладыша включает гидравлический цилиндр или цилиндры, формующая поверхность вкладыша выполнена с заранее заданной кривизной, вкладыш является оптическим вкладышем, средство для выталкивания снабжено средством детектирования обратного средства для выталкивания после удаления отформованных изделий из углублений.
Технический результат достигается также в способе формования линз под давлением с заменой одного вкладыша другим, при котором осуществляют формование линзы в полости с помощью заменяемого вкладыша и удаление формованной линзы, при этом вкладыш смещают в направлении, перпендикулярном линии разъема до полного выхода из его полости за плоскость разъема, а удаление линзы осуществляют с помощью выталкивающего устройства, которое после удаления линзы возвращают в исходное положение.
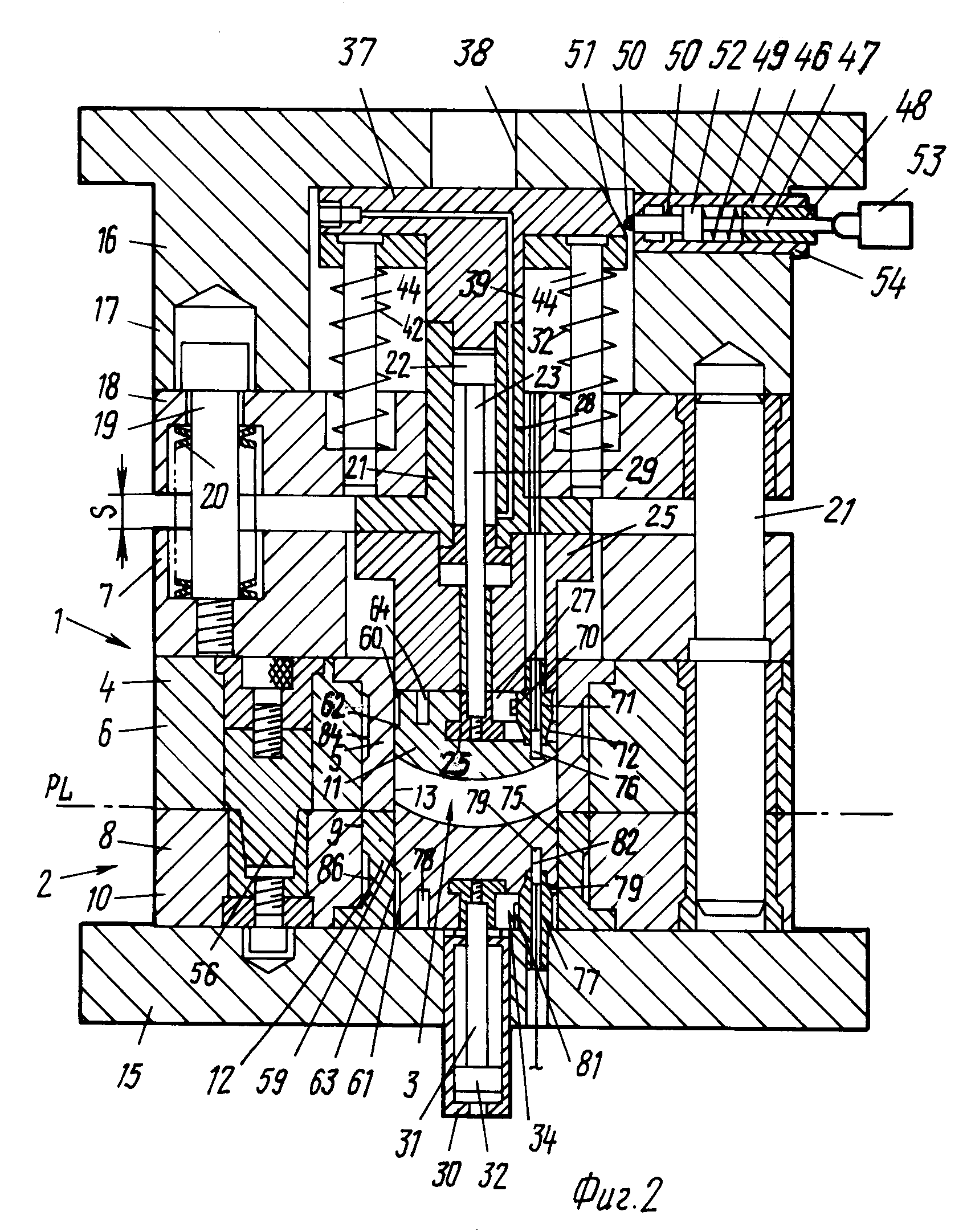
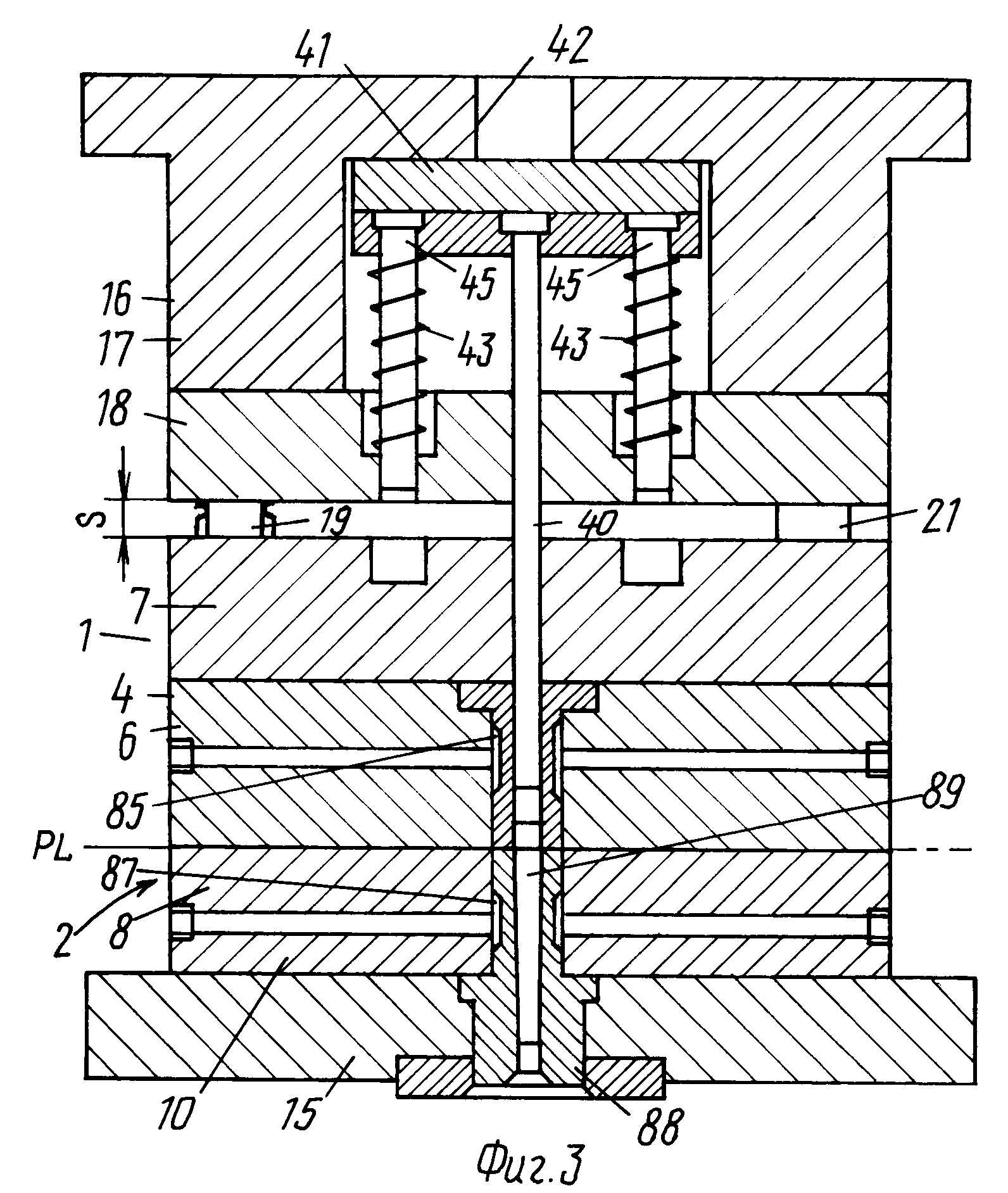
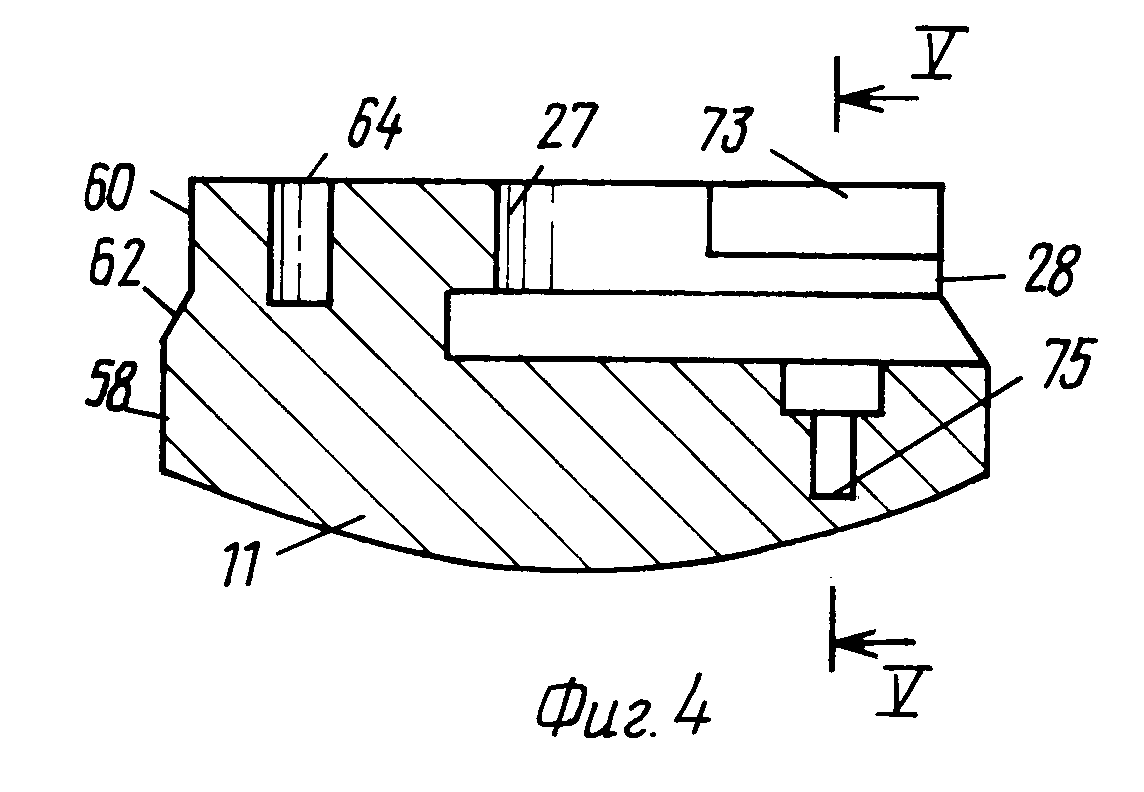
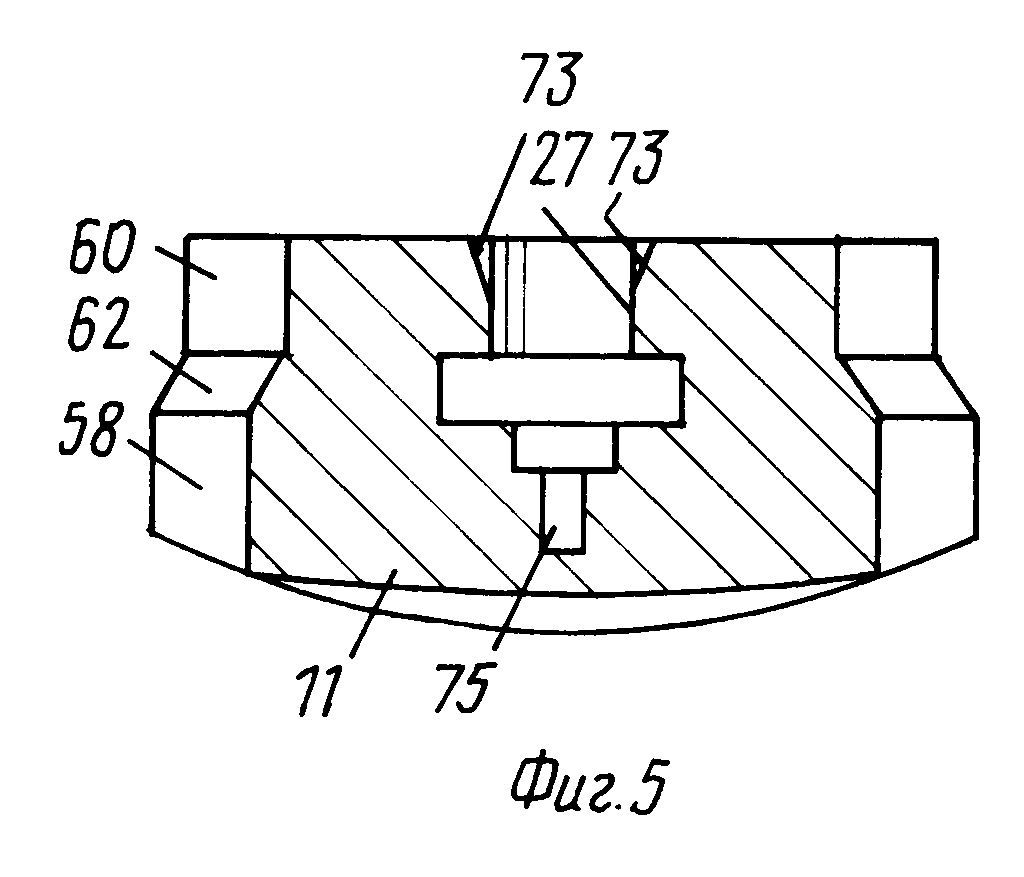
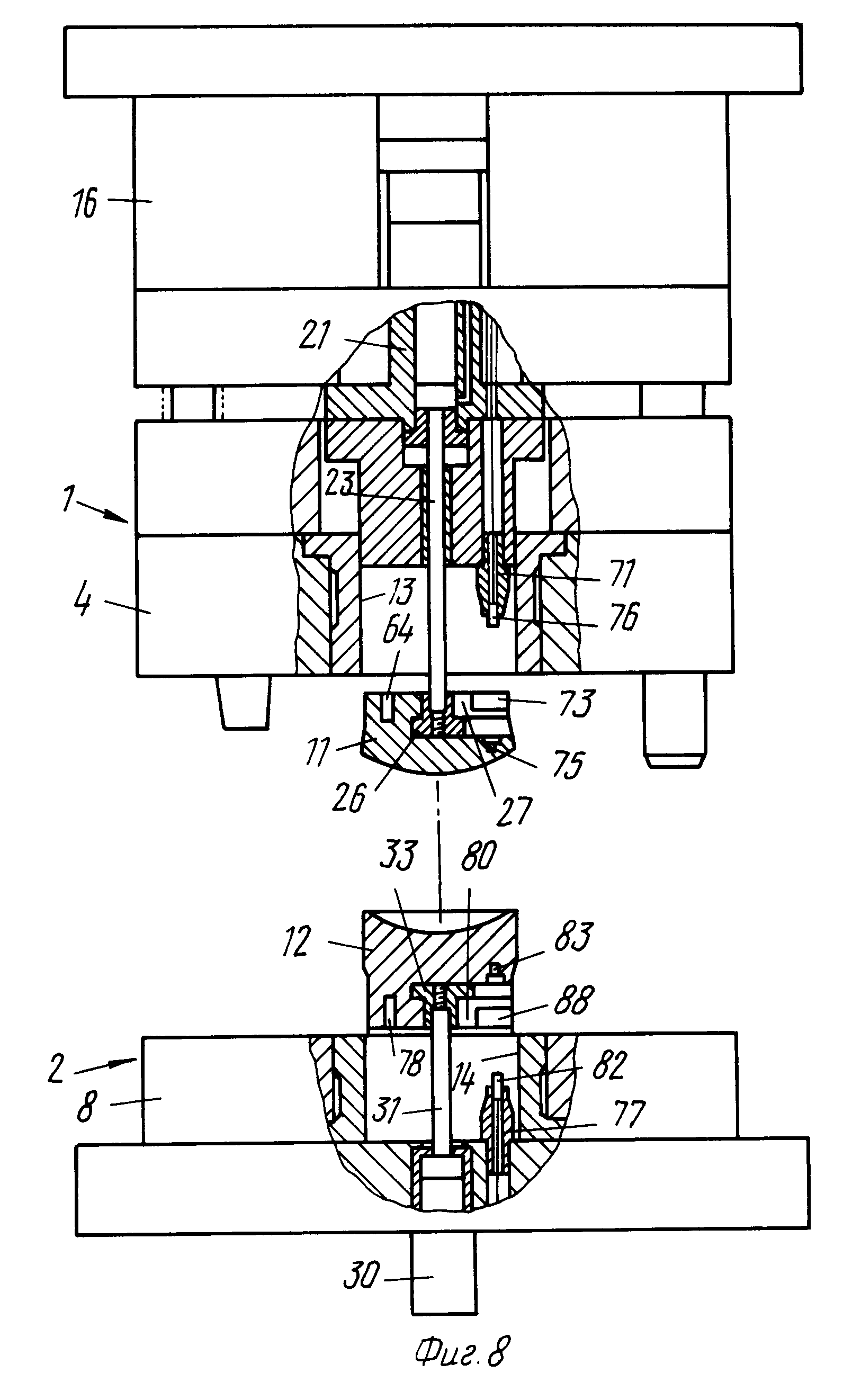
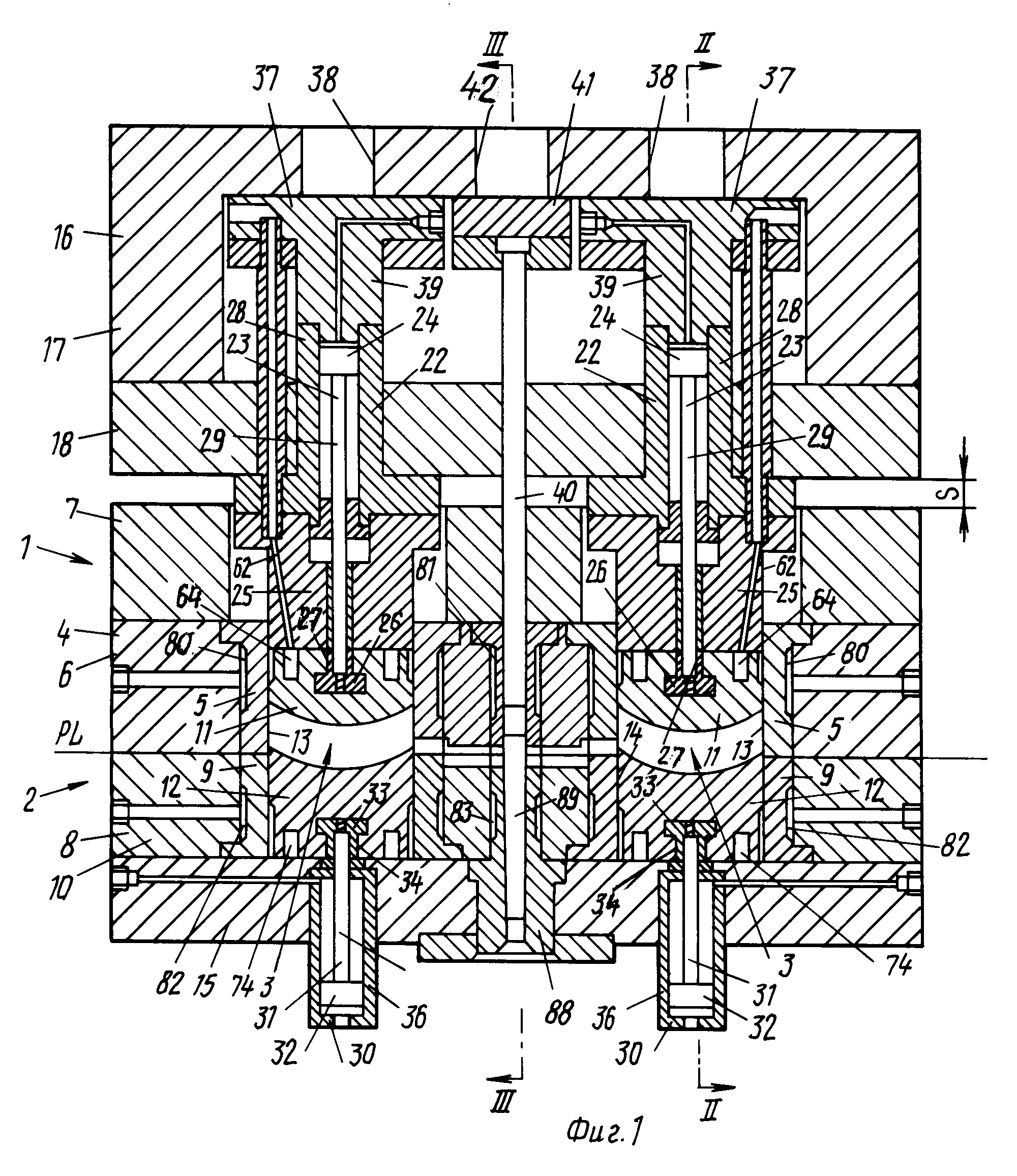
На фиг. 1 представлен вид спереди в разрезе устройства в сборе для инжекционной формовки согласно одному примеру осуществления изобретения; на фиг. 2 вид в разрезе по линии II-II фиг. 1; на фиг. 3 вид в разрезе по линии III-III фиг. 1; на фиг. 4 вид в разрезе вкладыша; на фиг. 5 вид в разрезе по линии V-V фиг. 4; на фиг. 6 перспективный вид, на котором показано расположение вкладыша и установочного элемента относительно друг друга; на фиг. 7 блок-схема управления после устройства обнаружения; на фиг. 8 вид в частичном разрезе, на котором показан момент открывания формы.
На представленных фигурах показано устройство (форма) в сборе для формования под давлением согласно настоящему изобретению. В этом устройстве может осуществляться формование линз с использованием термопластичных смол, например РММА (полиметил метакрилат) и РС (поликарбонат) в расплавленном состоянии. Описанная здесь форма может быть изготовлена не только из металла, но также из других материалов, например стекла и керамики.
Как видно на фиг. 1, устройство для формования линз под давлением согласно показанному предпочтительному варианту сконструировано таким образом, что между верхней формой 1 и нижней формой 2 имеются полости два углубления 3 для формования двух линз. Верхняя форма 1 и нижняя форма 2 разделяются по горизонтальной линии разъема PL. Корпус 4 верхней формы 1 образован направляющим элементом вкладыша 5 и плитами формы 6 и 7. Корпус 8 нижней формы 2 образован направляющим элементом вкладыша 9 и плитой 10. Вкладыши 11 и 12 верхней формы 1 и нижней формы 2 подвижно расположены в соединительных частях вкладышей 13 и 14, имеющихся в цилиндрических направляющих элементах вкладышей, которые расположены вертикально, при этом указанные вкладыши 11 и 12 могут перемещаться в направлении перпендикулярно линии разъема PL.
В качестве указанных вкладышей 11 и 12 используются применяемые для формовки линз оптические вкладыши.
Нижняя форма 2 является неподвижной, и корпус 8 нижней формы 2 крепится к опорному элементу 15. Корпус формы 4 подвижной верхней формы 1 соединен с опорным элементом 16, который состоит из верхнего 17 и нижнего 18 элементов скрепленных при помощи болта 19, который показан на фиг. 2, а во круг наружной периферийной части болта 19 расположена тарельчатая пружина 20, заключенная между корпусом 4 и опорным элементом 16. Так как устройство зажима формы в сборе или для инжекционной формовки, согласно данному варианту, выполнено на основе простого давления, сила сжатия, направленная вниз сжимающего цилиндра (не показан), непосредственно воздействует на опорный элемент 16. Так как устройство согласно данному предпочтительному варианту предназначено для инжекции между корпусом 4 верхней формы 1 и опорным элементом 16, как показано на фиг. 3, образовано пространство S, причем корпус 4 верхней формы 1 и опорный элемент 16 открываются или закрываются пространством S в вертикальном направлении при помощи направляющего штифта 21. Таким образом, данная форма в сборе разделена в целом на три части. Под опорным элементом 15 корпуса 8 нижней формы 2 расположен цилиндр (не показан), и опорный элемент 16 сжимается вверх этим цилиндром, преодолевая силу сжатия сжимающего цилиндра, и тем самым образуется пространство S.
Как видно на фиг. 1, на опорном элементе 16 имеется направленный вниз гидравлический цилиндр 22, и шток 23 поршня 24 этого цилиндра 22 проходит через задний вкладыш 25, прикрепленный к нижней поверхности цилиндра 22, и крепится в его нижнем конце при помощи сцепляющего элемента Т-образного зажима 26. Этот Т-образный зажим 26 входит в зацепление с Т-образной канавкой 27, которая является направляющей канавкой, образованной во вкладыше 11. Как показано на фиг. 4, один конец этой Т-образной канавки 27 представляет собой открытый конец 28 в сторону наружной периферийной поверхности вкладыша 11, и Т-образный зажим 26 может входить в зацепление с Т-образной канавкой 27 через открытый конец 28. После осуществления зацепления происходит подача масла или его выход из цилиндра 22 для вертикального перемещения штока 23, так что, когда верхняя форма 1 и нижняя форма 2 разделены, вкладыш 11 может быть вставлен или удален из соединительной части вкладыша 13 корпуса 4. Верхний конец вкладыша 11 с Т-образной канавкой 27 упирается в нижнюю поверхность заднего вкладыша 25, в результате чего вкладыш 11 зажимается.
Как было описано выше, гидравлический цилиндр 22, шток 23 поршня 24, задний вкладыш 25, Т-образный зажим 26 и Т-образная канавка 27 образуют средство 28 перемещения зажима вкладыша 28 верхней формы 1 для зажима вкладыша 11. Из вышеописанных элементов гидравлический цилиндр 22 и шток 23 поршня 24 образуют средство 29 перемещения вкладыша верхней формы 1 для перемещения вкладыша 11 в направлении перпендикулярно линии разъема PL с целью вставки вкладыша в соединительную часть вкладыша 13 или с целью удаления вкладыша из нее. Задний вкладыш 25 выполнен в виде приемного элемента вкладыша для приема вкладыша 11 таким образом, чтобы верхний край вкладыша 11 упирался в задний вкладыш 25.
Конструкция, аналогичная описанной выше, создана и для вкладыша 12 нижней формы 2. Направленный вверх гидравлический цилиндр 30 крепится к опорному элементу 15. Шток 31 поршня 32 цилиндра 30 проходит через опорный элемент 15, и крепится своим верхним концом к Т-образному зажиму 33, который входит в зацепление с Т-образной канавкой 34, образованной на нижнем конце вкладыша 12. Гидравлический цилиндр 30, шток 31 поршня 32, Т-образный зажим 33, Т-образная канавка 34 и опорный элемент 15 образуют средство 35 перемещения зажима вкладыша 35 нижней формы 2. Из вышеописанных элементов гидравлический цилиндр 30 и шток 31 поршня 32 образуют средство 36 перемещения вкладыша 36 ни жней формы 2 для перемещения вкладыша 12 в направлении перпендикулярно линии разъема PL с целью вставки вкладыша в соединительную часть вкладыша 14 или с целью удаления вкладыша из нее. Опорный элемент 15 вкладыша выполнен в виде приемного элемента вкладыша для приема вкладыша 12 таким образом, чтобы нижний край вкладыша 12 упирался в опорный элемент 15.
В вышеописанном случае на гидравлическом цилиндре 22 имеется конструкция, которая не позволяет маслу, вытекающему из цилиндра 22, достигнуть вкладыша 11. Толщина в вертикальном направлении вкладышей 11 и 12 такова, что даже в случае нагрева вкладышей 11 и 12 до заранее определенной температуры благодаря Т-образной форме канавок 27 и 34 несимметричной тепловой деформации вкладышей 11 и 12 не происходит.
Гидравлический цилиндр 22, расположенный в опорном элементе 16 формы 1, может перемещаться в вертикальном направлении, а воспринимающий давление элементы 37 для выталкивания крепится к верхнему краю гидравлического цилиндра 22. Через отверстие 38 в опорном элементе 16 формы 1 вставляется выталкивающий шток (не показан), посредством которого воспринимающий давление элемент 37 прижимается вниз, гидравлический цилиндр 22, задний вкладыш 25 и вкладыш 11 также прижимаются вниз, в результате чего линзы, сформованные в углублениях 3, могут выталкиваться, когда верхняя форма 1 и нижняя форма 2 разделяются.
Таким образом, выталкивающий шток, воспринимающий элемент 37, гидравлический цилиндр 22, задний вкладыш 25, вкладыш 11, шток 23 поршня 24 для фиксации вкладыша 11 относительно заднего вкладыша 25, Т-образный зажим 26 и Т-образная канавка 27 образуют средство 39 для выталкивания. Гидравлический цилиндр 22, задний вкладыш 25, шток 23 поршня 24 Т-образный зажим 26 и Т-образная канавка 27 представляют собой составленные части средства 28 перемещения зажима вкладыша верхней формы, и также являются составными частями данного средства 39 для выталкивания, причем шток 23 расположен в центре внутренней части обоих средств 28 и 39.
Как описано выше, средство 39 для выталкивания включает средство 28 перемещения зажима вкладыша верхней формы 1. Другими словами, средство 39 сконструировано с использованием средства 28 перемещения зажима вкладыша верхней формы. Таким образом, в обоих средствах 28 и 39 используются одни и те же указанные части, в результате чего достигается использование меньшего количества частей, и конструкция упрощается. Так как средство 28 перемещения зажима вкладыша верхней формы 1 расположено в установочном пространстве средства 39, это значит, что в этих формах осуществлены необходимые изменения в расположении элементов, в результате чего также достигается экономия места.
Вышеописанное средство 39 соответственно устанавливается для каждого из двух углублений 3, выталкивающие средства для указанных двух углублений 3 имеют одинаковую конструкцию и работают независимо друг от друга.
Как показано на фиг. 1, в центральной части формы в сборе для инжекционной формовки расположен выталкивающий штифт 40, который перемещается вертикально. Элемент, воспринимающий давление 41, прикрепленный к верхнему концу этого штифта, вставляется и прижимается вниз при помощи выталкивающего штока, вставляемого через отверстие 42 опорного элемента 16, в результате чего выталкивающий штифт 40 прижимается вниз.
Как показано на фиг. 2 и 3, элементы, воспринимающие давление, 37 и 41 находятся под воздействием смещающих сил пружин 43, расположенных вокруг внешней части возвратных штифтов 44 и 45, в результате чего при поднятии выталкивающего штока указанные элементы, воспринимающие давление 37 и 41 и им подобные поднимаются и возвращаются в начальное положение.
Как показано на фиг. 2, трубчатый кожух 46 прикреплен к опорному элементу 16 формы 1, а детекторная штанга 47, вставленная в кожух 46, скользит в горизонтальном направлении по направляющему элементу 48. Детекторная штанга 47 постоянно смещается пружиной 49 по направлению к элементу 37, воспринимающему давление, средства 39 для выталкивания 39, в результате чего передний конец 50 детекторной штанги 47 упирается в направляющую наклонную поверхность 51, образованную на боковой поверхности элемента, воспринимающего давление 37. Когда элемент воспринимающий давление 37 опускается, зацепляема часть 52 детекторной штанги 47 входит в зацепление с выступом 50 кожуха 46, в результате чего детекторная штанга 47 перестает продвигаться вверх.
На заднем конце детекторной штанги 47 к опорному элементу 16 при помощи кронштейнов (не показаны) крепятся детекторы 53. Детекторы 53 представляют собой предельные выключатели. Вместо предельных выключателей могут использоваться бесконтактные выключатели или аналогичные им. При подъеме средства 39 при помощи пружины 43 и возврате в исходное положение после выталкивания вниз сформованные в углублениях 3 детекторы 53 приводятся в действие при помощи детекторной штанги 47, оттягиваемой под воздействием направляющей наклонной поверхности 51 элемента, воспринимающего давление 37.
Кожух 46, детекторная штанга 47, направляющий элемент 48, пружина 49 и детекторы 53 образуют средство детектирования 54 для контроля возврата выталкивающего средства 39. Детекторные средства 54 имеются соответственно для каждого выталкивающего средства 39 в обоих углублениях 3.
На фиг. 7 показана блок-схема управления детекторов 53 средства 54 детектирования. Сигналы из указанных двух детекторов 53 поступают в устройство обработки сигналов 55. Это устройство представляет собой, например, логическую схему И или логическую схему, отличную от логической схемы И. Когда сигналы из указанных двух детекторов 53, которые обнаружили возвраты соответствующих выталкивающих средств 39, вводятся в устройство обработки сигналов 55, на выходе устройства обработки сигналов генерируется сигнал, который поступает в контроллер 56.
Этот контроллер 56 управляет инжекционной формовочной машиной 57 и в соответствии с программой. Управление формовочной машиной 57, осуществляемое контроллером 56, блокируется до тех пор, пока в контроллер 56 не будет введен заранее определенный сигнал. В данном случае такими заранее определенными сигналами являются сигналы, показывающие, что форма в сборе для инжекционного формования находится в таком состоянии, при котором она готова для осуществления последующей инжекционной формовочной операции. Одним из указанных сигналов является сигнал от устройства обработки сигналов 55, а другим сигналом является сигнал о величине гидравлического давления в гидравлической цепи, предназначенной для подачи гидравлического давления в гидравлические цилиндры 22 и 30.
На фиг. 7 устройство обработки сигналов 55 и контроллер 56 выполнены отдельно друг от друга. Однако нет необходимости говорить о том, что устройство обработки сигналов 55 может быть выполнено как часть контроллера 56.
Как показано на фиг. 2, вкладыши 11 и 12 имеют форму с участками различного диаметра, соответственно включая участки большего диаметра 58 и 59, и участки меньшего диаметра 60 и 61. Участки между участками большего диаметра 58 и 59 и участками меньшего диаметра 60 и 61 выполнены в виде направляющих скошенных поверхностей 62 и 63, соответственно. Направляющие скошенные поверхности 62 и 63, занимающие всю периферийную боковую поверхность вкладышей 11 и 12, соответственно, как описано выше, скошены в направлении соединения так, что вкладыши 11 и 12 могут входить в соединительные части вкладыша 13 и 14. Так как форма в сборе для инжекционного формования, согласно данному примеру осуществления изобретения, предназначена для формования линз, как было описано выше, вкладыши 11 и 12, а также соединительные части вкладышей 13 и 14 имеют круглую форму. Диаметры соединительных частей вкладышей 13 и 14 больше на очень маленькую величину (например, на несколько десятых мм), чем участки большего диаметра 58 и 59 вкладышей 11 и 12. Следовательно, соединительные части вкладышей 13 и 14 имеют форму и размеры, соответствующие вкладышам 11 и 12.
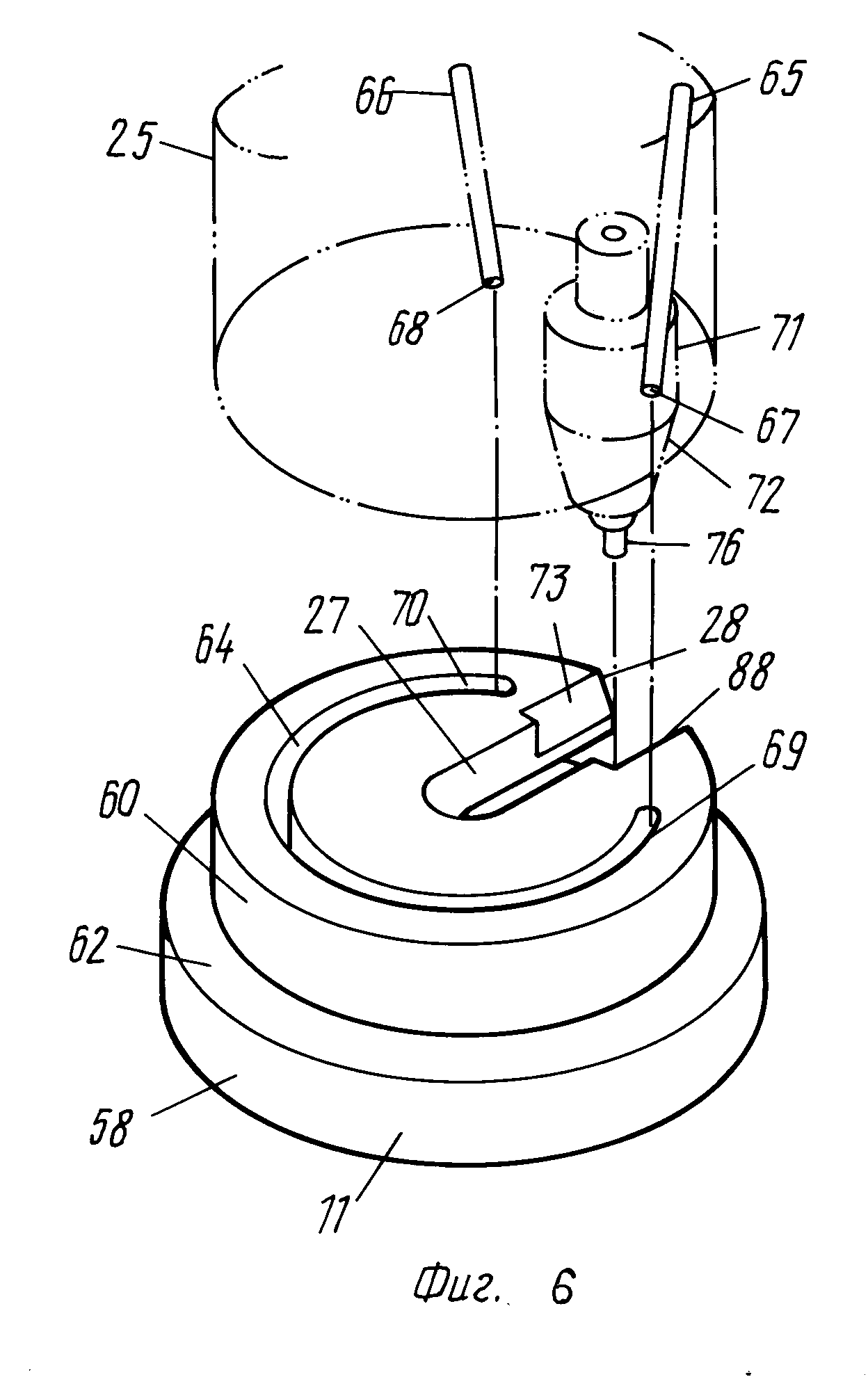
Как показано на фиг. 6, на верхнем крае вкладыша 11 имеется сквозной паз 64 в виде буквы С. Через этот сквозной паз 64 течет нагретая текучая среда, например пар, вода и воздух, которая нагревает вкладыш 11 до заранее определенной температуры перед формовкой, во время формовки и далее, например, после формовки. Сквозной паз для нагретой текучей среды включает уплотнительное устройство в виде кольца (не показано). В заднем вкладыше 25 имеются каналы 65 и 66, по которым нагретая текучая среда течет в сквозной паз 64 и вытекает из него.
Когда верхний край вкладыша 11 упирается в задний вкладыш 25, как было описано выше, отверстие для втекания 67 канала 65, которое открыто в нижней поверхности заднего вкладыша 25, и отверстие для вытекания 68 канала 66 и противоположные концевые части 69 и 70 сквозного паза 64 совмещаются друг с другом. Установочный элемент 71, который обеспечивает это совмещение, прикреплен к нижней поверхности заднего вкладыша 25. Этот установочный элемент 71 вставляется в место, которое расположено рядом с открытым концом 28 Т-образной канавки 27, т.е. в место, отделенное от места зацепления с Т-образным зажимом 26, что обеспечивает установку положения вкладыша 11. В частности, нижняя часть установочного элемента 71 имеет коническую скошенную поверхность 72, которая скошена в направлении вкладыша 11. Место Т-образной канавки 27, в которое вставляется установочный элемент 71, имеет форму наклонной поверхности 73, более широкая часть которой обращена к установочному элементу 71.
К установочному элементу 71 крепится температурный датчик 74 в виде термопары, который выступает за нижнюю поверхность установочного элемента 71. Как показано на фиг. 4, на нижней поверхности Т-образной канавки 27 образовано отверстие малого диаметра 75, в которое входит указанный температурный датчик 76. Температурный датчик 76 предназначен для регистрации температуры в месте, рядом с формовочной поверхностью вкладыша 11.
Вкладыш 12 имеет конструкцию, аналогичную вышеописанной. В частности, как показано на фиг. 2, в нижней части вкладыша 12 имеется сквозной паз для нагретой текучей среды, а опорный элемент формы 15 прикреплен к вкладышу 12 при помощи установочного элемента 77, который обеспечивает совмещение противоположных концов сквозного паза 78 с отверстиями для втекания и вытекания каналов нагретой текучей среды (не показаны), которые имеются в опорном элементе формы 15, когда нижний край вкладыша 12 упирается в опорный элемент формы 15. Этот установочный элемент 77 имеет скошенную поверхность 79, а Т-образная канавка 80 имеет наклонную поверхность 81, соответственно. К установочному элементу 77 крепится температурный датчик 82, а Т-образная канавка 80 имеет на своей нижней поверхности отверстие малого диаметра 83, в которое входит указанный температурный датчик 82.
Как показано на фиг. 1, в корпусах 4 и 8, верхней и нижней форм 1 и 2 имеются сквозные каналы 84, 85, 86, 87 для нагретой текучей среды так, что эти корпуса 4 и 8 могут быть нагреты до заранее заданного значения температуры.
На основе вышеизложенного, так как линзы с различной кривизной формуются в большом количестве, вкладыши 11 и 12, образующие пару из верхнего и нижнего вкладыша, также подготавливаются в большом количестве и имеют формующие поверхности с различной кривизной.
Литьевая машина имеет втулку 88 с каналом 89, по которому в форму поступает полимер.
Ниже приводится описание способа формования линз под давлением.
При замене вкладыша 11 или 12 верхняя форма 1, включающая опорный элемент 16 формы, поднимается, а верхняя форма 1 и нижняя форма 2 разъединяются по линии разъема PL, шток 23 гидравлического цилиндра 22 опускается, шток 31 гидравлического цилиндра 30 поднимается, а Т-образные зажимы 26 и 33, которые прикрепляются к передним краям штоков 23 и 36, выступают из соединительных частей вкладышей 13 и 14. Вкладыши 11 и 12, которые установлены в корпусах 4 и 8 верхней и нижней форм 1 и 2, захватываются руками робота (не показан) и перемещаются горизонтально слева направо на pис. 8, в результате чего Т-образные зажимы 26 и 33 входят в Т-образные канавки 27 и 34 вкладышей 11 и 12 через открытые края этих Т-образных канавок 27 и 34 таким образом, что Т-образные зажимы 26 и 33 соединяются с терминальными краями Т-образных канавок 27 и 34, которые доходят до центра вкладышей 11 и 12, и проходят по Т-образным канавками 27 и 34, используя их в качестве направляющих канавок. На рис. 8 показано это состояние.
Далее шток 23 гидравлического цилиндра 22 поднимается и поднимает вкладыш 11, а шток 31 гидравлического цилиндра 30 опускается и опускает вкладыш 12. После этой операции вкладыши 11 и 12 входят в соединительные части вкладышей 13 и 14, форма и размер которых соответствуют вкладышам 11 и 12. Однако, поскольку на боковых поверхностях вкладышей 11 и 12 имеются направляющие скошенные поверхности 62 и 63, которые скошены, как отмечалось ранее, в сторону соединения, вкладыши 11 и 12 естественно и плавно входят в соединительные части 13 и 15 посредством направляющего действия направляющих скошенных поверхностей 62 и 63.
Как было описано выше, вкладыши 11 и 12 перемещаются в направлении, перпендикулярном линии разъема PL, в результате чего вкладыши 11 и 12 входят в соединительные части вкладышей 13 и 14, форма и размер которых соответствуют вкладышам 11 и 12. После завершения вставления вкладыши 11 и 12 занимают точно установленное положение относительно соединительных частей 13 и 14, вкладыши 11 и 12 устанавливаются в корпусах 5 и 8 верхней и нижней форм 1 и 2 с заранее заданной установленной точностью, при этом установка вкладышей 11 и 12 осуществляется легко.
Верхний край вкладыша 11 упирается в задний вкладыш 25, в результате чего вкладыш 11 зажимается. Это зажатие осуществляется автоматически, когда вкладыш 11 перемещается штоком 23 гидравлического цилиндра 22, образующим средство 29 перемещения зажима вкладыша верхней формы 1, в направлении перпендикулярно линии разъема PL и достигает верхнего предела. Тем самым перемещение вкладыша 11, необходимое для установки вкладыша 11 в соединительной части вкладыша 13, используется для зажима вкладыша 11. Поскольку шток 23 располагается в центральной части вкладыша 11, сила упора вкладыша 11 в задний вкладыш 25 является размерной, в результате чего вкладыш 11 надежно зажимается.
После вставления вкладышей 11 и 12 в соединительные части 13 и 14 скошенные поверхности 72 и 79 установочных элементов 71 и 77 входят в зацепление с наклонными поверхностями 73 и 81 Т-образных канавок 27 и 34, в результате чего вкладыши 11 и 12 располагаются по окружности посредством направляющего действия скошенных поверхностей 72 и 79 и наклонных поверхностей 73 и 81 таким образом, что, когда верхний край вкладыша 11 упирается для зажима в задний вкладыш 25, противоположные края 69 и 70 сквозного паза 64, показанные на рис. 6, точно совмещаются с отверстием для втекания 67 и отверстием для вытекания 68. Когда нижний край вкладыша 12 упирается для зажима в опорный элемент 15 аналогично вышеизложенному, противоположные края сквозного паза 78 совмещаются с отверстием для втекания и с отверстием для вытекания (не показано). В этот момент температурные датчики 76 и 82 входят в отверстия малого диаметра 75 и 83.
Кроме того, осуществляется установка вкладышей 11 и 12 в диаметральном направлении, когда Т-образные зажимы 26 и 33 входят в зацепление с терминальными краями Т-образных канавок 27 и 34.
После этого верхняя форма 1 опускается при помощи сжимающего цилиндра, верхняя форма 1 и нижняя форма 2 сжимаются, причем установка верхней и нижней форм относительно друг друга осуществляется при помощи направляющего штифта 21 и установочного штифта, как показано на рис. 2, и пространство S исчезает. Затем через форсунку инжекционной формовочной машины, которая соединена с втулкой 88, происходит впрыскивание расплавленной смолы, которая течет через канал 89 и заполняет углубления 3. В этот момент опорный элемент 16 формы приподнимается на величину пространства S цилиндром, который противодействует сжимающей силе сжимающего цилиндра, в результате чего размеры углублений 3 в вертикальном направлении увеличиваются. Температура верхней и нижней форм 1 и 2 поддерживается на необходимом уровне нагретой текучей средой, которая течет через сквозные пазы 64, 74 и через сквозные каналы 84, 85, 86 и 87, причем температура вкладышей 11 и 12 рядом с формовочными поверхностями фиксируется температурными датчиками 76 и 82.
Расплавленная смола в углублениях 3 постепенно густеет. Это загустевание осуществляется при воздействии на расплавленную смолу силы давления вкладыша 11, которая возникает от сжимающей силы сжимающего цилиндра, поэтому вкладыш 11 следует за усадкой расплавленной смолы, которая происходит из-за загустевания, и вкладыш 11 опускается на величину усадки.
После загустевания расплавленной смолы в углублениях 3 верхняя форма 1, включающая опорный элемент 16 формы, поднимается сжимающим цилиндром с целью разделения верхней формы 1 и нижней формы 2, а элементы, воспринимающие давление, 37 и 41 прижимаются вниз при помощи выталкивающего штока, вставленного через отверстия 38 и 42, в результате чего гидравлический цилиндр 22, включающий шток 23, и задний вкладыш 25, вкладыш 11 и выталкивающий штифт 40 опускаются, а сформованные линзы выталкиваются из верхней формы 1 с помощью вкладыша 11 и выталкивающего штифта 40. Вкладыш смещают в направлении, перпендикулярном линии разъема PL до полного его выхода из полости-углубления 3. Удаление линзы осуществляют с помощью выталкивающего средства.
Поскольку выталкивание сформованных изделий из углублений 3 осуществляется путем перемещения вкладыша 11, как описано выше, это означает, что выталкивание осуществляется всеми формующими поверхностями вкладыша 11, причем выталкивающая сила воздействует на таким образом сформованные линзы не частично, в результате чего повреждения линз не происходит.
Как было описано выше, сформованные изделия выталкиваются выталкивающим средством 39 из углублений 3. В момент этого выталкивания выталкивающие средства 39, имеющиеся в каждом из двух углублений 3 соответственно, работают независимо друг от друга, поэтому, даже, если в условиях формовки линз имеются различия, например в углублениях 3, это ни на что не влияет, причем выталкивающие силы не воздействуют на соответствующие линзы, если это воздействие направлено не на центр линз, т.е. выталкивающие силы воздействуют точно на центры линз, и линзы выталкиваются, а поток смолы, которая была введена в небольшое пространство между вкладышами 11 и 12, надежно прерывается.
Линзы выталкиваются путем перемещения вкладыша 11 для формовки линз, поэтому нет необходимости иметь упор на периферийном конце, к которому крепится выталкивающий элемент, например, выталкивающий штифт, линзы выталкивается и так, и никакого их повреждения не происходит.
Когда прижатие воспринимающих давление элементов 37 41 при помощи выталкивающего штока превращается, выталкивающее средство 39 и выталкивающий штифт 40 возвращаются в начальные положения при помощи пружин 42 и 43. Эти возвраты осуществляются индивидуально соответствующим выталкивающим средством 39, и наряду с этими возвратами средства 39 посредством направляющей наклонной поверхности 51 элемента 37, воспринимающего давление, как по казано на рис. 2, производится отвод назад детекторной штанги 47 детекторного средства 54, посредством чего осуществляется работа детекторов 53. Когда детекторы 53, имеющиеся на соответствующем выталкивающем средстве 39, работают, как описано выше, и сигналы из детекторов 53 вводятся в устройство обработки сигналов 55, путем ввода сигнала от устройства обработки сигналов 55 и других заранее определенных сигналов в контроллер 56, снимается блокировка контроллера 56, которая была осуществлена после заполнения углублений 3 расплавленной смолой. После снятия этой блокировки верхняя и нижняя формы 1 и 2 сжимаются при помощи сжимающего цилиндра для осуществления последующей инжекционной формовочной операции, и после подсоединения форсунки инжекционной формовочной машины 57 к втулке 88 начинается последующая инжекционная формовочная операция.
Хотя соответствующие выталкивающие средства 39 расположены независимо друг от друга, возвраты всех выталкивающих средств 39 подтверждаются соответствующими детекторными средствами 54 и затем начинается последующая инжекционная формовочная операция, так, что даже если в начале инжекционной формовочной операции происходит зажим, то это не приводит к повреждению выталкивающего устройства 39 из-за того, что оно не может вернуться, тем самым предотвращается появление дефектных формованных изделий.
При замене вкладышей 11 и 12 для формовки очередных линз вышеописанная инжекционная формовка повторяется и формуется необходимое количество линз, при этом верхняя и нижняя формы 1 и 2 разделяются, шток 23 гидравлического цилиндра 22 опускается, а шток 31 гидравлического цилиндра 30 поднимается, в результате чего вкладыши 11 и 12 после использования выходят из соединительных частей 13 и 14. После этого вкладыши 11 и 12 захватываются руками робота и перемещаются горизонтально справа налево на рис. 8 с целью вывода Т-образных зажимов 26 и 33 из Т-образных канавок 27 и 34, тем самым удаляя вкладыши 11 и 12. После этого вкладыши 11 и 12, которые удерживаются руками робота, перемещаются горизонтально слева направо на рис. 8, в результате чего аналогично вышеописанному Т-образные зажимы 26 и 33 входят в Т-образные канавки 27 и 34 вкладышей 11 и 12.
Как было описано выше, согласно настоящему примеру осуществления изобретения, вкладыши 11 и 12 перемещаются в направлении перпендикулярно линии разъема PL, и вкладыши 11 и 12 вставляются в соединительные части 13 и 14, формы и размер которых соответствуют вкладышам 11 и 12, так что вкладыши 11 и 12 могут быть точно установлены в корпусах 4 и 8 верхней и нижней форм 1 и 2, и точность формовки линз может быть значительно улучшена. Хотя форма и размеры соединительный частей 13 и 14 соответствуют вкладышам 11 и 12, чем не менее вкладыши 11 и 12 имеют направляющие скошенные поверхности 62 и 63, тем самым путем простого перемещения вкладышей 11 и 12 в направлении перпендикулярно линии разъема PL можно осуществить автоматическое вставление вкладышей 11 и 12 в соединительные части 13 и 14, а операция замены вкладыша может быть также осуществлена автоматически.
Установка вкладышей 11 и 12 на штоки 23 и 31 гидравлических цилиндров 22 и 30 и удаление указанных вкладышей с этих штоков осуществляется путем ввода Т-образных зажимов 26 и 33 в Т-образные канавки 27 и 34, при этом удаление может осуществляться путем простого перемещения вкладышей 11 и 12 горизонтально при помощи рук робота. Даже в этом случае операция по замене вкладышей может быть осуществлена автоматически.
Далее, когда вкладыши 11 и 12 находятся в соединительных частях 13 и 14, противоположные концы сквозных пазов 64 и 74 для нагретой текучей среды совмещены с отверстием для втекания и отверстием для вытекания нагретой текучей среды благодаря действию установочных элементов 71 и 77, в результате чего, когда вкладыши 11 и 12 полностью вставлены в соединительные части 13 и 14, подготовка к тому, чтобы нагретая текучая среда текла через сквозные пазы 64 и 74, осуществляется автоматически.
Как было описано выше, согласно данному примеру осуществления изобретения, вкладыш 11 перемещается в направлении перпендикулярно линии разъема PL для занятия своего положения в соединительной части 13 корпуса 4, и направление движения для зажима вкладыша 11, осуществляемого средством 25 перемещения зажима вкладыша верхней формы 1, и направление движения для выталкивания вкладыша 11, осуществляемого выталкивающим средством 39, совпадают с направлением перемещения вкладыша 11, поэтому как средство перемещения зажима вкладыша верхней формы, так и выталкивающее средство 39 могут иметь соответствующие конструкции в зависимости от направления перемещения вкладыша 11. Выталкивающее средство 39 имеет конструкцию на основе средства 25 перемещения зажима вкладыша верхней в формы 1, в результате чего достигается более простая конструкция. Выталкивающее средство 39 сконструировано таким образом, что может перемещать вкладыш 11 и выталкивать сформованные линзы из углублений 3 таким образом, что это выталкивание осуществляется полностью формующей поверхностью вкладыша, при этом проблемы повреждения сформованных линз не возникает, что отличается от случая, когда в линзу упирается выталкивающий стержень.
В вышеописанном примере осуществления изобретения детекторное средство 54 состоит из детекторной штанги 47, детекторов 53 и им подобных, однако конструкция детекторного средства 54 не ограничена этими элементами и является произвольной. Короче говоря, можно использовать любое детекторное средство лишь бы оно зарегистрировало возврат выталкивающего средства 39, и кроме того, размещение выталкивающего средства также является произвольным.
Форма в сборе, согласно вышеописанному примеру осуществления изобретения, предназначена для компрессионной формовки, однако изобретение применимо и к обычной форме в сборе для инжекционной формовки, при которой нет компрессионного припуска. Оно может применяться для форм и в сборе, отличающихся от форм для формовки линз, а также для форм, в которых вкладыш имеется либо в верхней форме, либо в нижней форме и, кроме того, изобретение применяется для форм в сборе, в которых линия разъема проходит по вертикали.
Средство перемещения зажима вкладыша для перемещения вкладышей в направлении перпендикулярно линии разъема с целью зажима вкладышей в соединительных частях или вывода вкладышей из соединительных частей не ограничено по конструкции гидравлическими цилиндрами и штоками в вышеуказанном примере осуществления изобретения и может также содержать, например, двигатель, шаровой винт, червячную передачу, кулачок и т.д.
Изобретение не ограничено формой в сборе для инжекционной формовки, и может применяться к форме в сборе для компрессионного формования.
Как было описано выше, вкладыши могут быть установлены в корпусах формы или удалены из них так, что формованные изделия могут формоваться с высокой точностью, кроме того, соответствующие вкладыши для формовки изделий различной кривизны, например, линз, могут легко устанавливаться или удаляться, а форма в сборе становится пригодной для автоматизации операции замены вкладышей.
В конструкции, в которой вкладыши перемещаются в направлении перпендикулярно линии разъема, средство перемещения зажима вкладыша и выталкивающее средство могут иметь соответствующие конструкции, связанные с направлением перемещения вкладышей, и соответствующим образом может осуществляться расположение средства перемещения зажима вкладыша и выталкивающего средства в форме в сборе.
Кроме того, в соответствующих углублениях имеются выталкивающие средства с конструкциями, независимыми друг от друга, тем самым выталкивание сформованных изделий выталкивающими средствами и возврат выталкивающих средств после выталкивания могут осуществляться заранее заданным образом. На соответствующих выталкивающих средствах имеются детекторные средства для фиксирования возврата, в результате чего после подтверждения возврата всех выталкивающих средств может осуществляться последующая инжекционная формовочная операция, тем самым это позволяет избежать повреждения выталкивающих средств и появления дефектных формованных изделий из-за невозврата выталкивающего средства. Кроме того, вкладыши для формовки изделий перемещаются и выталкивают формованные изделия, в результате чего нет необходимости иметь упор, когда выталкивающий элемент, например выталкивающий штифт, упирается в формованное изделие, тем самым отпадает необходимость иметь приспособление для удаления этого упора, что упрощает размещение вкладышей.
Реферат
Использование: для формовки оптических элементов, включая линзы. Сущность изобретения: в устройстве для формования линз под давлением, содержащем неподвижные и подвижные плиты, каждая из которых имеет углубление или углубления, формующий вкладыш или вкладыши, средства для крепления вкладышей и перемещения, более чем одно средство для выталкивания и удаления отформованных изделий из углублений и части корпуса формы, в которых расположены вкладыши с формой и размерами, соответствующими вкладышам, средство для крепления вкладышей выполнено в виде направляющей канавки на формующих вкладышах, в которой размещен сцепляющий элемент, связанный с устройством перемещения. Направляющая канавка и сцепляющий элемент выполнены Т-образными. 2 c.п. и 6 з.п. ф-лы, 8 ил.
Формула
20.04.88 по пп. 1 6;
20.05.88 по пп. 7 и 8.
Комментарии