Блок сменной формовочной вставки - RU2344929C2
Код документа: RU2344929C2
Чертежи





Описание
Обзор известных технических решений
Данное изобретение относится к области форм для литья под давлением и, в частности, касается устройства для извлечения и установки формовочных вставок литейных форм.
Обычная форма для литья под давлением содержит плиту с литейным стержнем и сопряженную плиту с полостью, в которую вставляется узел литейного стержня. Полость и стержень могут перемещаться относительно друг друга между открытым и закрытым положениями и в закрытом положении ограничивают формовочную камеру между ними. Как правило, одна половина формы прикреплена к неподвижному столу (часто называемому А-стороной формы), в то время как другая половина (часто называемая В-стороной) прикреплена к подвижному столу. Крышки контейнеров обычно производят с помощью литья под давлением. В формах для литья крышек контейнеров часто используют сменные формовочные вставки (вкладыши). Примером такой вставки является вставка для укупоривания или вставка для выдавливания маркировки на крышке контейнера. Назначением вставок для укупоривания является формирование отверстий в крышке, таких как обжимные, резьбовые и вставные конструкции, что позволяет использовать в крышках различные виды укупоривания. Вставки для выдавливания позволяют сформировать на крышке маркировку по заданию заказчика.
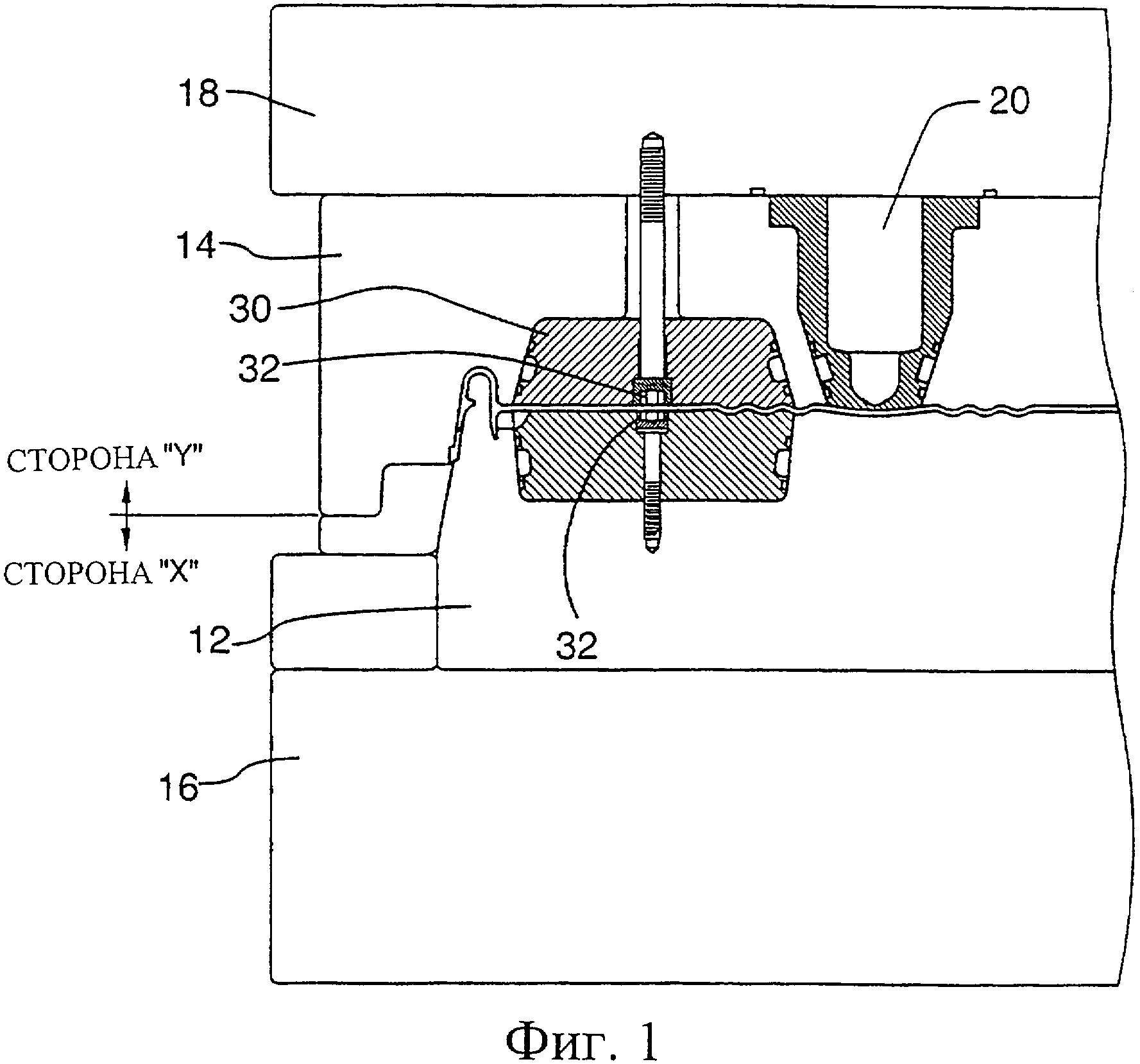
Как правило, такие вставки закрепляются на узле полости литьевой формы с лицевой стороны полости посредством крепежного винта (как показано на фиг.1 и фиг.2). Хотя можно монтировать вставку с задней стороны полости или литейного стержня, но время и трудозатраты, необходимые для установки вставки с задней стороны посредством крепежного винта, делают это практически неприемлемым. Чтобы устанавливать вставки посредством винта с задней стороны, плита стержня или полости должна каждый раз демонтироваться с крепежного стола. Поскольку вставки, такие как вставки для укупоривания, во время формования крышек могут заменяться несколько раз в день, более обычным является монтаж вставки с лицевой стороны формы, что обеспечивает свободный доступ и высокую скорость замены. В случае плоской вставки, как в случае вставки для укупоривания, которая формирует отверстие с мембраной, на центральной панели крышки будет появляться выступ от углубления, используемого для закрепления вставки на месте (как видно на фиг.3). Известные средства закрепления вставок в установке для литья под давлением с задней стороны не позволяют осуществить их быструю и относительно легкую установку без удаления плит литейной формы.
Сущность изобретения
Целью данного изобретения является устранение, среди прочего, недостатков известного уровня техники, описанных выше, путем создания улучшенного блока сменной вставки для литейных форм. На достижение этой и других целей и направлено данное изобретение.
Согласно изобретению предлагается блок формовочной вставки для установки для литья под давлением, содержащей плиту литейной полости и плиту литейного стержня, которые соответственно прикреплены к крепежным плитам, перемещаемым друг относительно друга между открытым и закрытым положениями, и имеют расположенные напротив друг друга лицевые поверхности, которые встречаются, образуя между собой оформляющую полость, задающую форму формуемого изделия; при этом по меньшей мере в одной из упомянутых лицевых поверхностей имеется лицевое гнездо для введения в него формовочной вставки, от которого через указанную плиту и крепежную плиту проходит канал вставки; указанная вставка прикреплена к штоку вставки, который имеет по меньшей мере один поперечный паз, проходящий поперек него, и выполнен с возможностью вставки в канал вставки до положения готовности к фиксации, в котором вставка частично вставлена в лицевое гнездо; а фиксирующие средства, приводимые в действие с наружной стороны от крепежной плиты, соединены со штоком вставки, чтобы перемещать вставку и шток из положения готовности к фиксации до полностью вставленного положения, в котором вставка полностью вставлена в гнездо.
Другие преимущества, особенности и характеристики данного изобретения, а также способы работы и функции относящихся к нему элементов конструкции, комбинации частей и экономия при изготовлении станут более очевидными после рассмотрения следующего подробного описания и прилагаемой формулы изобретения со ссылкой на прилагаемые чертежи, последние из которых кратко описаны ниже.
Перечень чертежей
На фиг.1 показан вид, с частичным разрезом, установки для литья под давлением, показывающий вставки, установленные в плиты литейной формы согласно известному уровню техники.
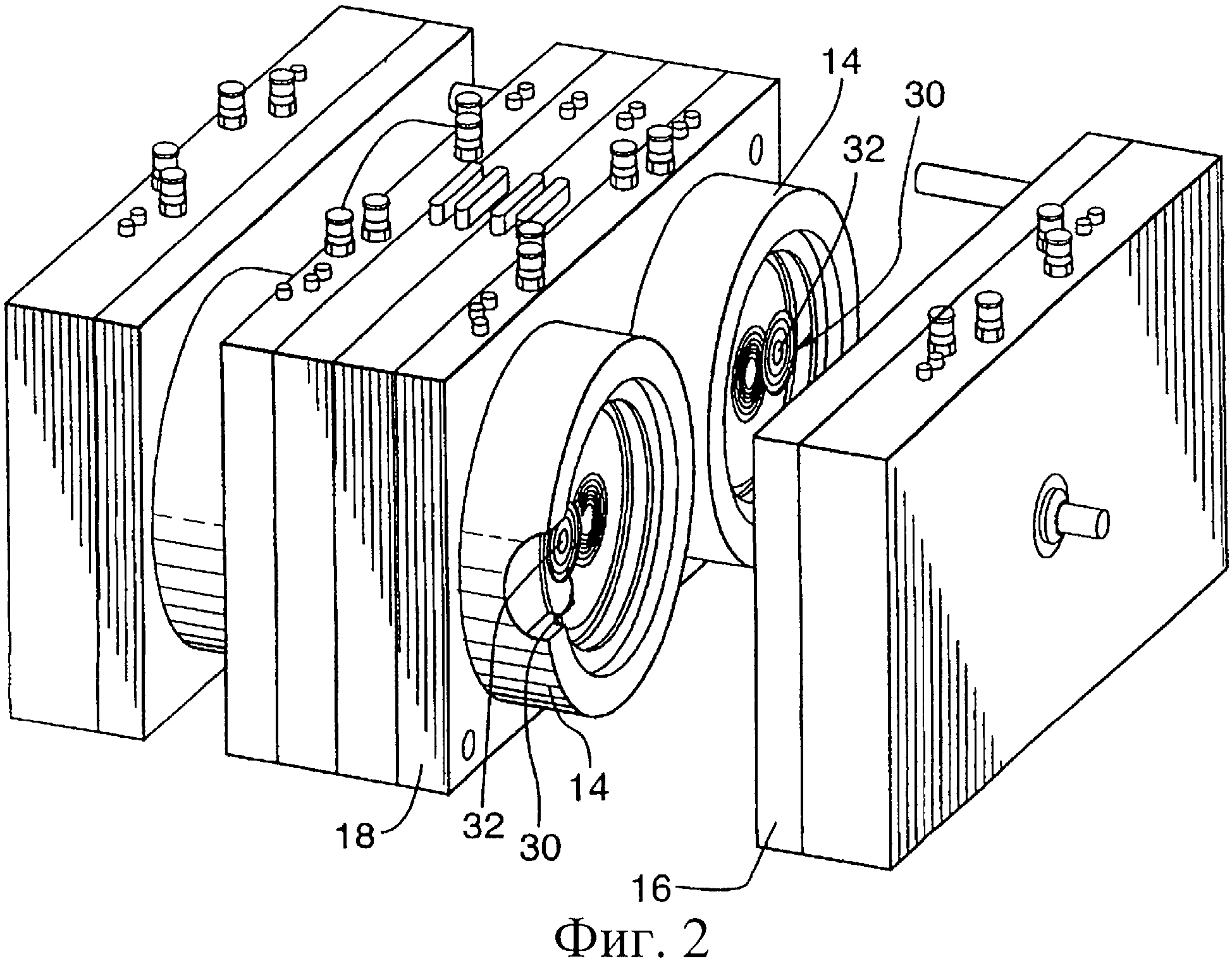
Фиг.2 представляет в перспективе изображение установки для литья под давлением, показывающее вставки литейной формы, прикрепленные к плитам литейной формы согласно известному уровню техники.
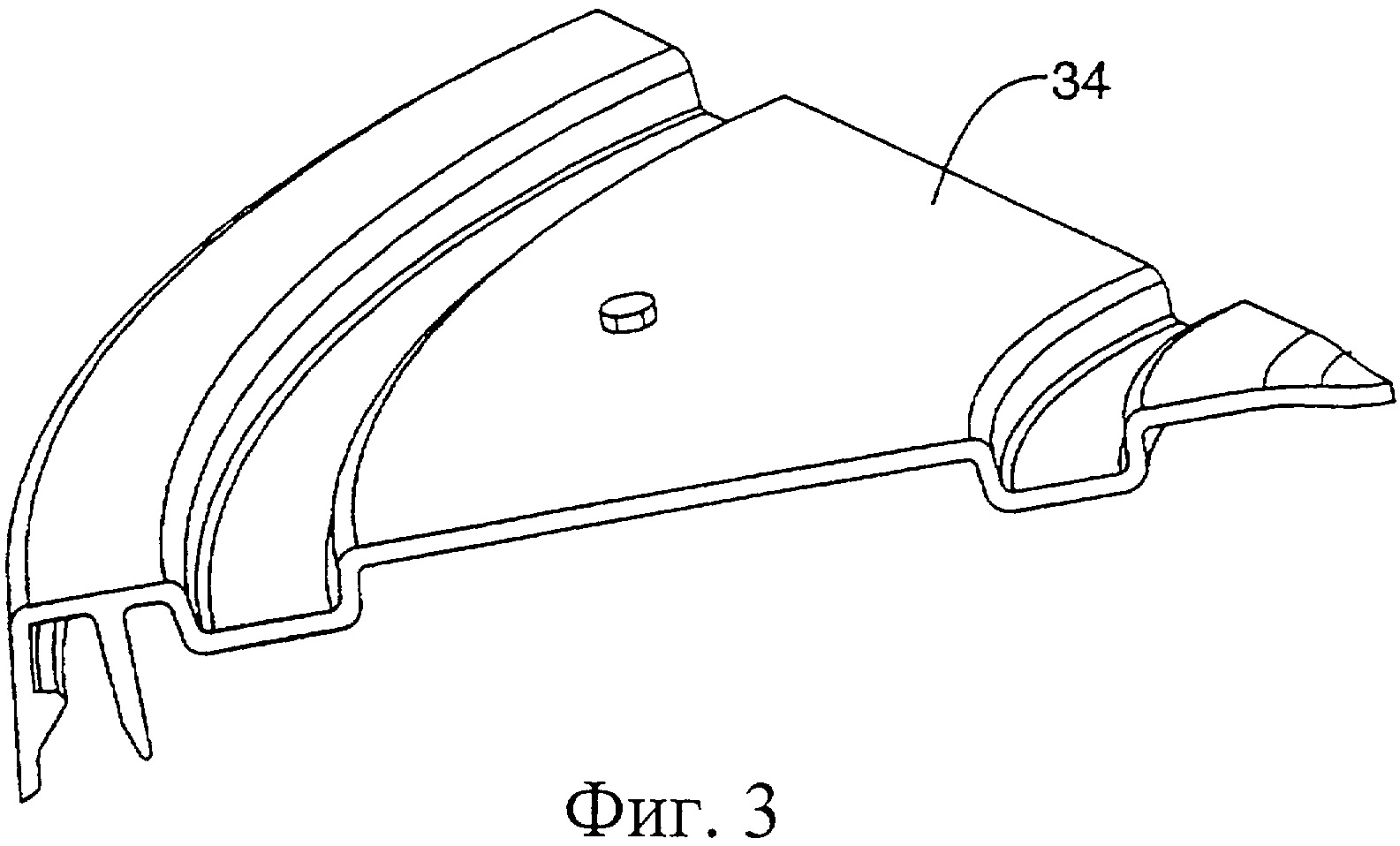
Фиг.3 представляет в перспективе изображение части крышки, сформированной на установке для литья под давлением согласно известному уровню техники, показывающее выступ от винта, используемого для крепления вставки к плите литейной формы.
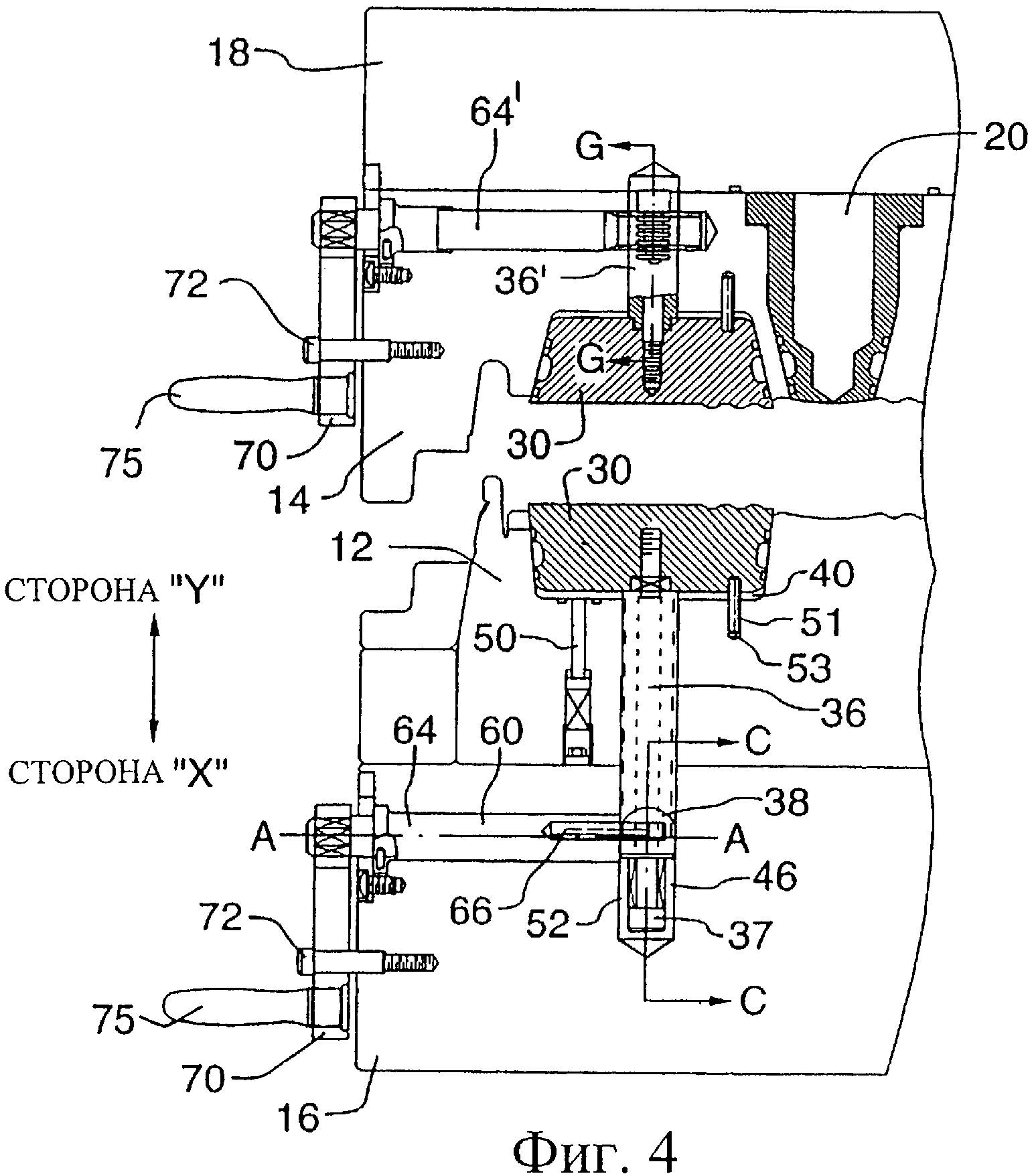
На фиг.4 показан частичный разрез предпочтительной формы выполнения блока вставки согласно изобретению. На стороне стержня (стороне X) показана вставка литейной формы, вставленная в лицевое гнездо плиты литейной формы в соответствии с изобретением, в положении готовности к фиксации вставки, а на стороне полости (стороне Y) установки для литья под давлением показана другая форма выполнения блока вставки.
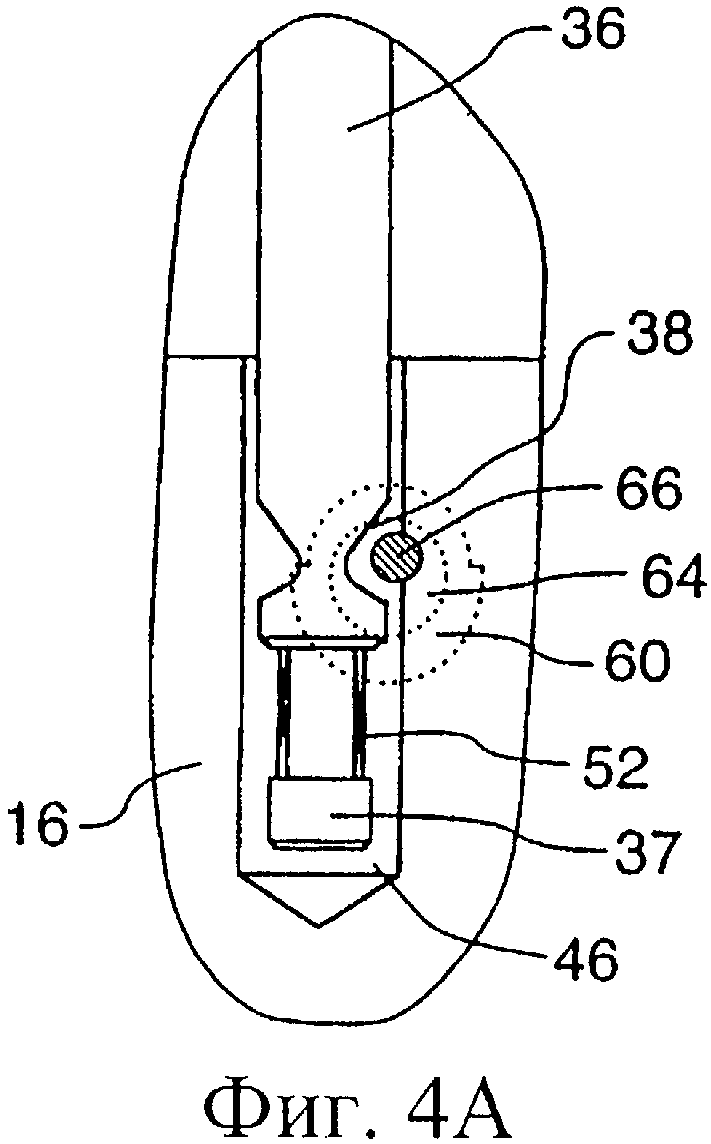
На фиг.4А показан частичный разрез для формы осуществления изобретения, показанной на фиг.4, выполненный по линии С-С.
На фиг.5 показан частичный разрез для формы выполнения блока вставки, соответствующей фиг.4, показывающий вставки в полностью вставленном положении в лицевых гнездах плит.
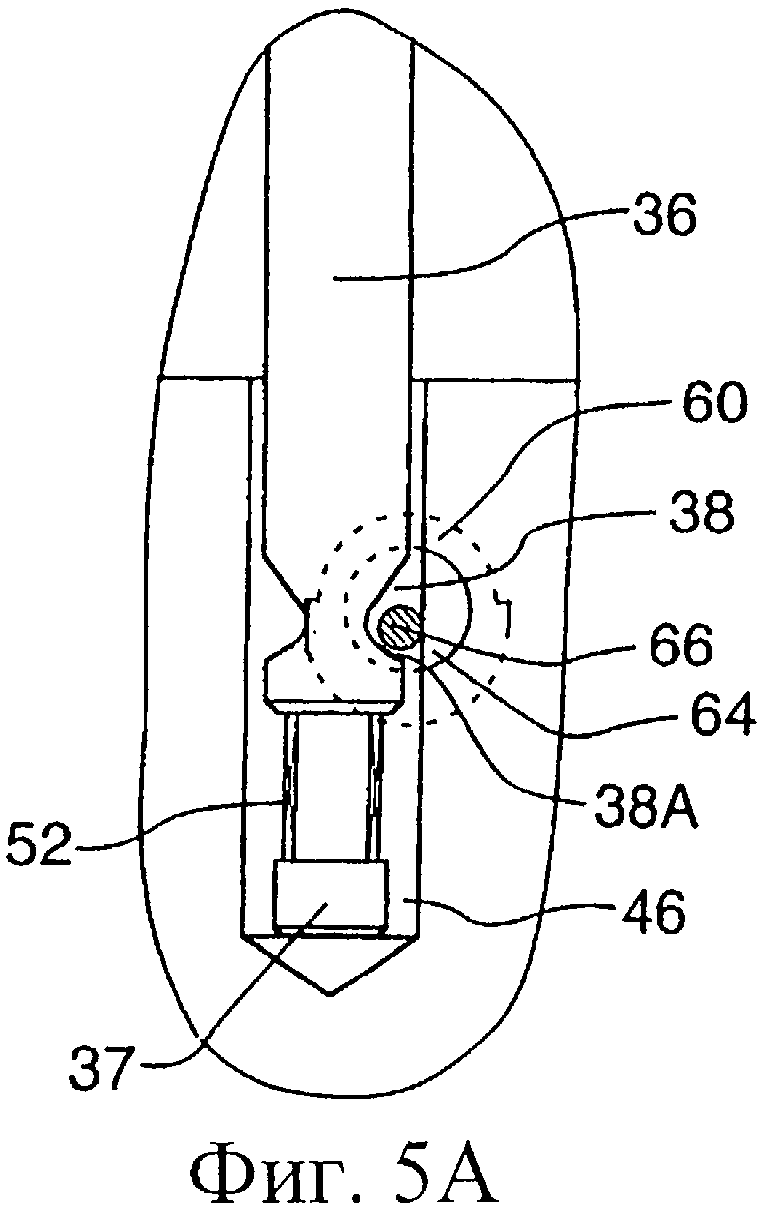
На фиг.5А показан частичный разрез для формы осуществления изобретения, показанной на фиг.5, выполненный по линии D-D.
На фиг.6 показан частичный разрез для предпочтительной формы осуществления изобретения, иллюстрирующий вставку в полностью вставленном положении.
На фиг.7А показано в перспективе изображение штока вставки и вставки, помещенной в лицевое гнездо плиты.
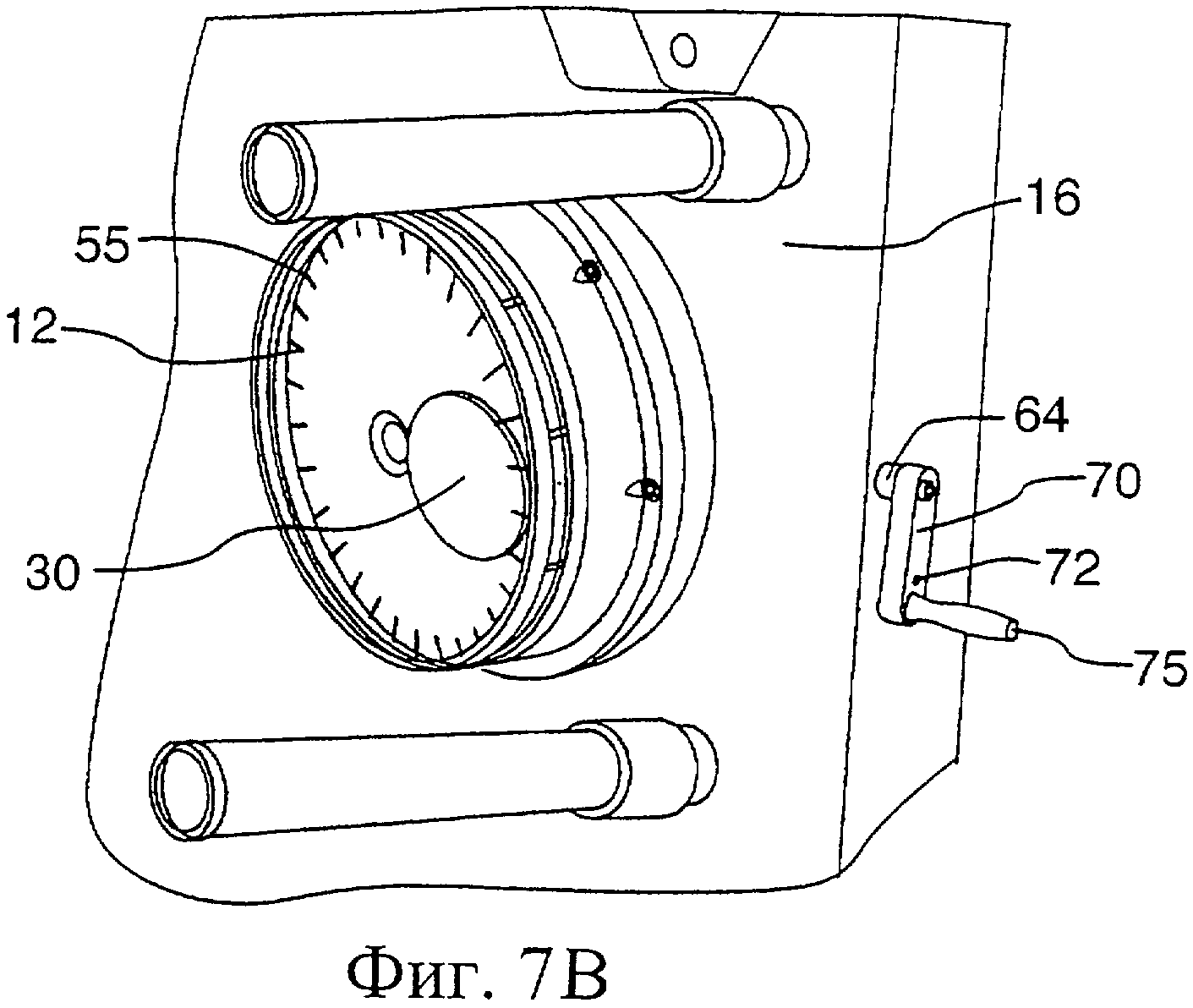
На фиг.7 В показано в перспективе изображение вставки, вставленной в лицевое гнездо, в положении готовности к фиксации.
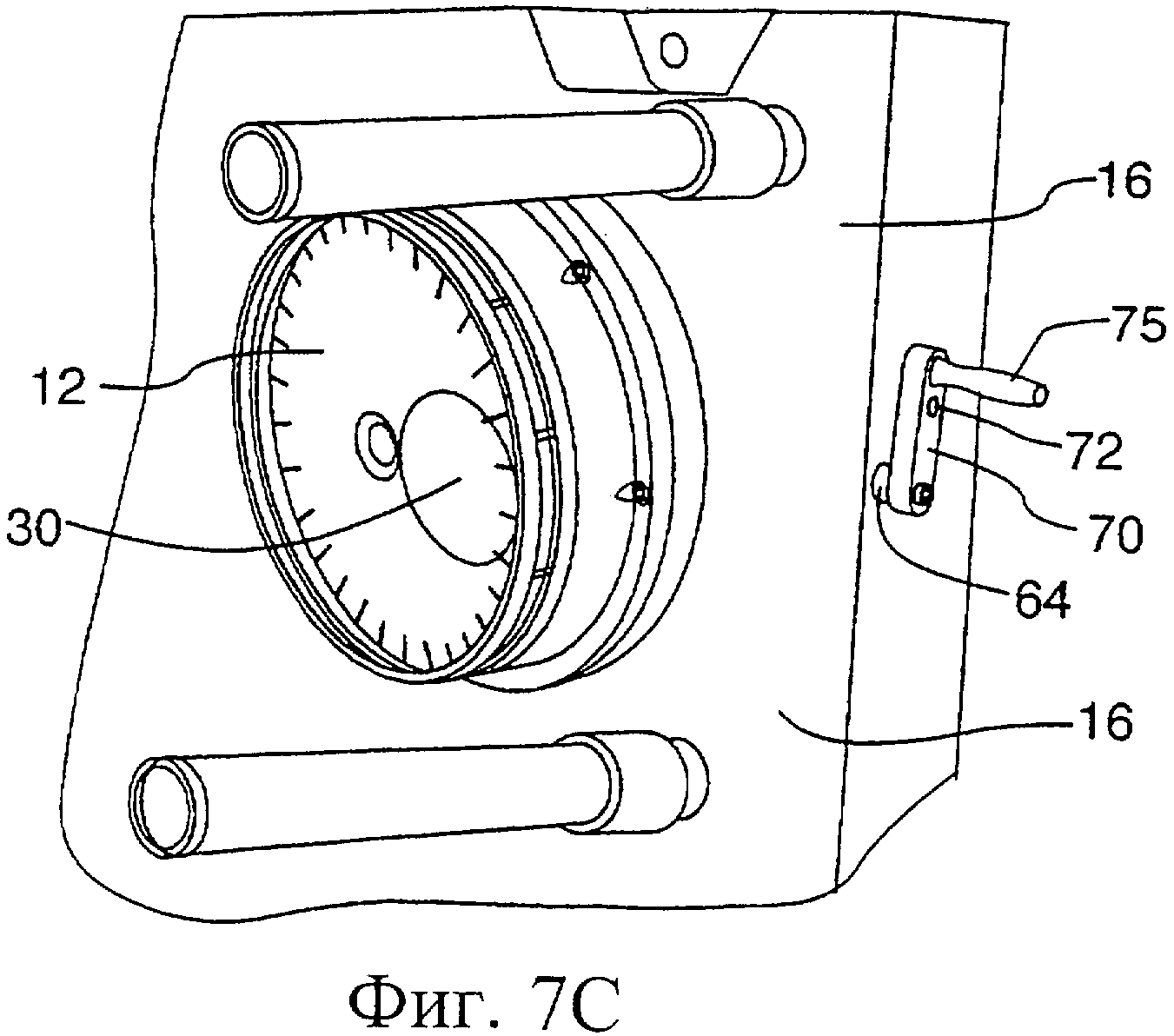
На фиг.7С показано в перспективе изображение вставки, установленной в лицевое гнездо, в полностью вставленном положении.
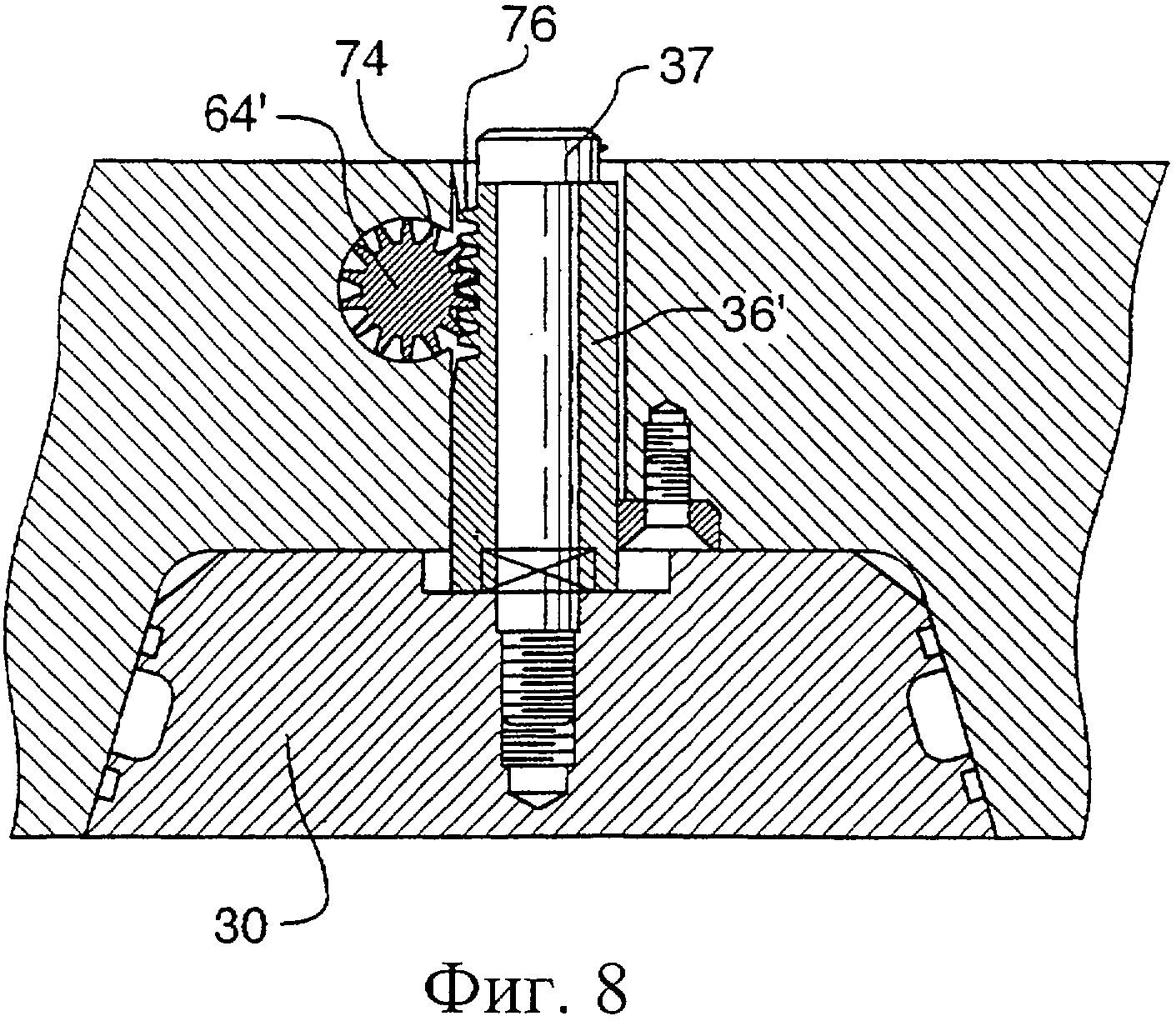
На фиг.8 показан частичный разрез для альтернативной формы осуществления изобретения, выполненный по линии G-G на фиг.4.
На фиг.9 показан частичный разрез для других альтернативных форм осуществления изобретения.
На фиг.9А показан частичный разрез, выполненный по линии J-J фиг.9.
Описание вариантов осуществления изобретения
В приведенном ниже описании одинаковые позиции используются для указания компонентов, которые являются аналогичными в различных формах осуществления данного изобретения. Как показано на фиг.1-7С, установка для литья под давлением содержит плиты 12, 14 литейной формы, прикрепленные к крепежным плитам 16, 18 соответственно. Плита 12 стержня прикреплена к крепежной плите 16. Плита 14 полости прикреплена к крепежной плите 18 и предназначена для сопряжения с плитой 12 стержня так, чтобы когда плиты сведены вместе, расплавленная пластмасса могла быть введена между плитами для изготовления изделия из литьевого пластика. Такая расплавленная пластмасса вводится между поверхностями плит известным способом, как правило, сквозь вертикальный канал 20, проходящий сквозь плиту полости к соплу (непоказанному), проходящему сквозь поверхность этой плиты. На фиг.1 и 2 показан блок формовочной вставки известного уровня техники. Как показано на этих чертежах, формовочные вставки 30 прикреплены к плитам 12, 14 литейной формы, которые в свою очередь прикреплены к крепежным плитам 16, 18. На фиг.1 и 2 сторона полости (сторона Y) литейной формы показана с формовочной вставкой 30, которая прикреплена к плите литейной формы посредством винта 32, вставленного с лицевой стороны плиты 14 литейной формы. Как можно видеть на фиг.2 и как показано на фиг.3, монтаж винта 32 с лицевой стороны будет оставлять видимый след в виде выступа от винта на литом изделии 34, когда вставка является плоской или когда над вставкой имеется мембрана.
На фиг.4-7С показана форма осуществления изобретения, в которой для фиксации вставки 30 на месте в лицевом гнезде 40 на плите литейной формы используется устройство с эксцентриком. Как показано на фиг.4 (на стороне X), формовочная вставка 30 прикреплена к удлиненному штоку 36 вставки, имеющему поперечный паз 38, проходящий поперек него. В предпочтительном случае вставка 30 крепится к штоку 36 вставки с помощью болта 37 с буртиком и головкой под торцевой ключ или с помощью любых других подходящих средств. Как показано на фиг.4, 5, 7В и 7С, вставка 30 располагается на плите 12 литейной формы в лицевом гнезде 40, которому придана соответствующая форма для помещения в него вставки 30.
Вставка 30 на своей задней поверхности имеет направляющий штифт 51, который вставляется в сопряженное отверстие 53 в гнезде 40 и обеспечивает надлежащее радиальное позиционирование вставки 30 в гнезде 40. Кроме того, радиально расположенные пазы 55 могут присутствовать на вставке и на поверхности литейной формы, граничащей с гнездом 40. Радиальные пазы 55 на поверхности литейной формы и вставки находятся на одной прямой, когда направляющие штифты должным образом вставлены в сопряженные отверстия. Шток 36 вставки может вставляться в удлиненный канал 46 вставки, проходящий сквозь плиту 12 литейной формы в крепежную плиту 16, которой придана соответствующая форма для помещения штока 36 вставки. На фиг.7А показано лицевое гнездо 40 для приема вставки 30, на этом чертеже показан также удлиненный канал 46 вставки. В лицевом гнезде 40 находится подпружиненный амортизатор 50, который действует на вставку 30 так, чтобы сместить ее в гнезде 40 в положение, немного смещенное от того положения, в котором она полностью вставлена в гнездо, то есть сместить ее в положение готовности к фиксации (или смещенное положение), как показано на фиг.4 (стороне X) и на фиг.7С.Предусмотрена также пружина 52 с большим усилием сжатия, установленная рядом с передним концом 54 штока вставки. Пружина 52 закреплена между телом штока 36 вставки и головкой болта 37 с буртиком. Тело штока 36 вставки может перемещаться по оси относительно винта 37. Пружина 52 смещает головку винта относительно штока 36, однако пружина 52 будет допускать некоторое сжатие между телом штока 36 и головкой винта 37. Когда шток 36 полностью вставлен в канал 46, вставка находится в положении готовности к фиксации (или в положении смещения), показанном на фиг.4 (сторона X) и 7С, а именно вставка немного смещена от положения ее полного введения в полость, таким образом допуская ручное извлечение вставки из лицевого гнезда. Пружина 52 и амортизатор 50 смещают вставку 30 в положение готовности к фиксации.
Как показано на фиг.4-6, в крепежной плите 16 выполнен поперечный канал 60 фиксации, проходящий от боковой стенки 62 крепежной плиты перпендикулярно каналу 46 вставки. Этот канал фиксации сообщается с каналом 46 и таким образом обеспечивает доступ к штоку 30 вставки, когда он вставлен в канал 46. В поперечный канал 60 вставлен фиксирующий элемент или стержень 64, вращаемый вокруг своей оси (А-А), который проходит через канал 60 в канал 46 вставки. Фиксирующий элемент или стержень 64 имеет смещенный эксцентриковый шток 66, проходящий вдоль оси от его конца. Эксцентриковый шток 66 может быть съемным. Когда шток 36 вставки и вставка 30 находятся в положении готовности к фиксации, и стержень 64 вставлен в поперечный канал 60, эксцентриковый шток 66 взаимодействует со штоком вставки, располагаясь в поперечном пазе 38 в штоке 36 вставки. Фиксирующий элемент или стержень 64 может вращаться вокруг его оси А-А посредством фиксирующей рукоятки 70, прикрепленной к наружному концу фиксирующего стержня 64, рядом с боковой стенкой крепежной плиты 62. Фиксирующая рукоятка прикреплена к фиксирующему стержню любым подходящим способом и может включать ручку 75, помогающую управлять рукояткой. Фиксирующая рукоятка 70 проходит поперек стержня 64 вдоль стенки крепежной плиты 62. Вращение фиксирующей рукоятки 70 вокруг оси А-А заставляет стержень 64 поворачиваться так, что смещенный эксцентрический шток 66, расположенный в пазе 38, действуя на шток 36 вставки, перемещает шток 36 вставки вдоль его оси (тем самым сжимая пружину 52 и амортизатор 50) из положения готовности к фиксации, фиг.4-7С, в полностью вставленное положение, показанное на фиг.5 (сторона X), фиг.6 и 7 В. В частности, в предпочтительном случае вращение фиксирующей рукоятки 70 из первого положения рукоятки (показанного на фиг.7С), в котором вставка помещена в положение готовности к фиксации или смещенное положение, во второе положение рукоятки (показанное на фиг.7В), предпочтительно отстоящее от первого положения приблизительно на 180°, поворачивает стержень 64 и эксцентрический шток 66 достаточно для того, чтобы эксцентрический шток 66 вошел в контакт со стенкой 38А паза 38 и переместил шток 36 вставки вдоль его оси, заставляя вставку переместиться из положения готовности к фиксации (фиг.4 и 7С) в полностью вставленное положение, фиг.5, 6 и 7 В, где вставка полностью помещена в гнездо вставки и ее поверхность находится заподлицо с поверхностью плиты литейной формы. Поворот стержня 64 из второго положения в первое положение выталкивает вставку из полностью вставленного положения, фиг.5, 6 и 7 В, в положение готовности к фиксации фиг.4 и 7С, и таким образом позволяет вручную извлечь вставку 30 из гнезда 40. Если необходимо, то смещенный эксцентрический шток 66 может быть повернут и полностью извлечен из канала 46 вставки, например, при замене вставки 30 и штока 36 вставки. Должно быть понятно, что фиксирующий стержень может вращаться любыми другими подходящими средствами, например маховичком, закрепленным на его конце, или ручкой любого другого вида, управляемой с наружной стороны крепежной плиты литейной формы. Кроме того, должно быть понятно, что предпочтительное позиционирование фиксирующей рукоятки 70 показано только на фиг.7 В и 7С.Чтобы показать детали фиксирующей рукоятки, ее надлежащие позиционирование на фиг.4, 5 и 6 не показано.
Фиксирующая рукоятка 70 может быть закреплена на месте разъемным соединением в каждом из первого и второго положений путем вставки через нее стопорной шпильки 72 (или штифта либо аналогичного элемента), который соединяется с боковой стенкой 62 крепежной плиты, входя в соответствующее отверстие 73 в ней. Альтернативно (не показано) фиксирующая рукоятка может устанавливаться на место посредством фиксатора пружинно-шарового типа, прикрепленного к фиксирующей рукоятке 70, который может располагаться в первом и втором положениях в выемках в боковой стенке 62 крепежной плиты. Кроме того, в другом варианте к фиксирующей рукоятке может быть прикреплена ручка, поджимаемая пружиной (не показано), которая будет смещаться пружиной так, чтобы в соответствующих первом и втором положениях находиться в выемках в боковой стенке 62. Чтобы перемещать фиксирующую рукоятку в таком варианте осуществления изобретения, ручку фиксирующей рукоятки необходимо будет вынимать из соответствующих выемок.
Пружина 52 с большим усилием сжатия на штоке вставки позволяет затягивать резьбовое соединение штока вставки с задней частью пустой вставки и позволяет штоку двигаться в направление вдоль его оси с заранее заданным усилием. Шток перемещается под действием усилия так, что когда эксцентрический шток повернется в полностью вставленное фиксированное положение, пустая вставка будет втянута в фиксированное положение с некоторым подпружиниванием. Наличие пружинного сжатия, обеспечиваемого пружиной 52, позволяет смягчить требования к допускам. Если не использовать пружину и/или амортизатор, то даже при минимальном смещении компонентов от своих положений эксцентрик, показанный на разрезе С-С, или будет освобожден, что сделает пустую вставку незакрепленной, или может подвергнуться сильной деформации, когда он поворачивается в полностью вставленное положение фиксации.
Хотя выше описано применение изобретения со вставками, используемыми для крышек контейнеров, следует понимать, что изобретение может использоваться для крепления вставки к любой поверхности формы для литья под давлением. Вставка литейной формы может быть прикреплена со стороны полости (такой как сторона Y на фиг.4 и 5) литейной формы, аналогично тому, как показано в отношении стороны стержня на приведенных чертежах. Как правило, шток 36 вставки, используемый на стороне полости, будет короче, чем шток вставки, используемый на стороне стержня, и фиксирующий стержень 64' будет входить в плиту 14 стороны полости ближе к ее поверхности, как можно видеть на фиг.4 и 5 (на стороне Y), иллюстрирующих другую форму осуществления изобретения (с реечной передачей, которая будет рассмотрена ниже).
Хотя вышеприведенное описание и чертежи показывают вставки, используемые для формирования отверстий, блок вставки, выполненный согласно изобретению, может использоваться и с маркирующими вставками.
Могут использоваться и другие устройства, которые действуют на шток 36 вставки для установки вставки 30 в лицевое гнездо 40. Например, на фиг.4 и 5 на стороне полости (на стороне Y) и на фиг.8 показана система установки с реечной передачей, посредством которой фиксирующая рукоятка 70 заставляет фиксирующий стержень 64' вращаться вокруг его оси и заставляет элементы 74 зубчатого механизма входить в зацепление с сопряженными частями 76 штока 36' вставки для перемещения его вдоль оси между положением готовности к фиксации, или смещенным положением, и положением полностью вставленной вставки. Элемент зубчатого механизма должен отсоединяться от штока вставки, чтобы позволять извлекать вставку из лицевого гнезда. Должно быть понятно, что могут использоваться и другие средства вращения, такие как маховичок, располагаемый на наружном конце фиксирующего стержня, чтобы вращать фиксирующий стержень вокруг его оси.
Другие формы осуществления изобретения показаны на фиг.9 и 9А. На стороне Y на фиг.9 вращается фиксирующая рукоятка 70, вызывая поперечное перемещение фиксирующего стержня 64' или 64". Поперечное перемещение фиксирующего стержня 64' и 64" является таким же, как будет описано ниже. Должно быть понятно, что такое поперечное перемещение может быть достигнуто любым известным способом. Наклонный профиль 101 на стержне 64 входит в контакт с сопряженными пазами 82 в штоке 36 вставки, перемещая его между положением готовности к фиксации и полностью вставленным положением, когда он выдвигается и втягивается вдоль оси. Как можно видеть на стороне Х на фиг.9, фиксирующий стержень 64" состоит из двух частей 63А и 63 В, соединенных вместе как винтовая пара, где часть 63А вращается ручкой 70 для ввинчивания в сопряженное отверстие в торце части 63 В. Часть 63 В удерживается от вращения посредством шпонки 164 в пазе 165. Шпонка может быть наглухо закреплена в плите 14 литейной формы (или альтернативно в плите 12 либо в крепежной плите 16 или 18, в зависимости от того, какая сторона литейной формы используется в этой форме осуществления изобретения). Во время вращения в резьбовом зацеплении с частью 63 В перемещение части 63А вдоль оси предотвращается, и таким образом часть 63В заставляют продвигаться вперед или назад в направлении стрелок Т-Т, поскольку часть 63А подается вперед, ввинчиваясь в 63 В. Когда часть 63 В подается по направлению стрелки Т-Т, наклонный палец 84 взаимодействует со штоком 36 вставки, и когда часть 63 В подается по направлению Т-Т, наклонный палец 84 продвигается вперед или назад в этом направлении Т-Т, заставляя шток вставки и вставку перемещаться между положением готовности к фиксации и полностью вставленным положением. Снова должно быть понятно, что для того, чтобы вызвать такое поперечное перемещение, стержень 64" может вращаться любыми подходящими средствами вращения, например маховичком или другими подходящими средствами.
Наконец, хотя здесь были показаны и описаны лишь некоторые формы осуществления данного изобретения, должно быть понятно, что могут быть выполнены различные изменения в размере и форме частей. Должно быть ясно, что эти и другие изменения, которые могут быть очевидны для специалистов обычной квалификации в данной области техники, могут быть сделаны без отступления от сущности и объема изобретения, которые соответственно ограничиваются только прилагаемой формулой изобретения.
Реферат
Изобретение относится к формам для литья под давлением и касается устройств для извлечения и установки формовочных вставок литейных форм. Литейная форма имеет плиту полости и плиту стержня, которые соответственно прикреплены к крепежным плитам, перемещаемым друг относительно друга между открытым и закрытым положениями, и имеют противолежащие лицевые поверхности, которые встречаются, образуя между собой оформляющую полость. По меньшей мере одна из поверхностей плит литейной формы имеет лицевое гнездо для установки формовочной вставки. Вставка прикреплена к штоку вставки. Плита литейной формы, имеющая указанное лицевое гнездо, имеет канал, проходящий от лицевого гнезда сквозь эту плиту и сквозь крепежную плиту. Шток вставки может вставляться в этот канал до положения, при котором вставка находится в лицевом гнезде в положении готовности к фиксации, в котором вставка только частично вставлена в лицевое гнездо. В предпочтительном случае вставка смещается в это положение пружиной. Во время работы со штоком вставки соединяются фиксирующие средства, приводимые в действие с наружной стороны крепежной плиты для фиксации штока вставки в канале с помощью разъемного соединения и для перемещения вставки из положения готовности к фиксации в полностью вставленное положение, в котором вставка располагается заподлицо с поверхностью плиты литейной формы. Технический результат направлен на создание улучшенного блока сменной вставки для литейных форм для осуществления быстрого и относительно легкой установки без удаления плит литейной формы. 12 з.п. ф-лы, 9 ил.
Комментарии