Способ изготовления емкости - RU2628386C2
Код документа: RU2628386C2
Чертежи


Описание
Настоящее изобретение относится к способу изготовления емкости и к самой емкости.
Изобретение относится в частности к емкостям, изготовляемым из водорастворимого полимера. Упомянутые емкости могут быть заполнены моющими составами, запечатаны, чтобы образовать корпус, и использованы в качестве изделия для стандартной дозировки в способе мытья предметов, например, в стиральной или посудомоечной машине.
Существует множество изделий для стандартной дозировки, используемых для выпуска чистящего состава в машину для мытья предметов, в которых чистящий состав – в виде таблетки, твердых частиц, геля или жидкости – заключен в водорастворимый полимер. Такие изделия не только обеспечивают соответствующее дозирование, но и удобны в обращении и часто имеют привлекательный внешний вид,
Один вид изделия для стандартной дозировки содержит отлитую в форме емкость, которую при заполнении чистящим составом закрывают покрывной пленкой. Данное изделие может иметь общую форму прямоугольного параллелепипеда с нижней стенкой и периметрической стенкой, продолжающейся вверх из упомянутой нижней стенки. Может быть предусмотрена вертикальная внутренняя стенка, продолжающаяся между соответствующими частями периметрической стенки, разделяя емкость на отделения. Внутренняя стенка может также может содержать три отделения для приема разных чистящих составов, и посредством выбора форм внутренней стенки и цветов составов может быть обеспечен общий привлекательный внешний вид.
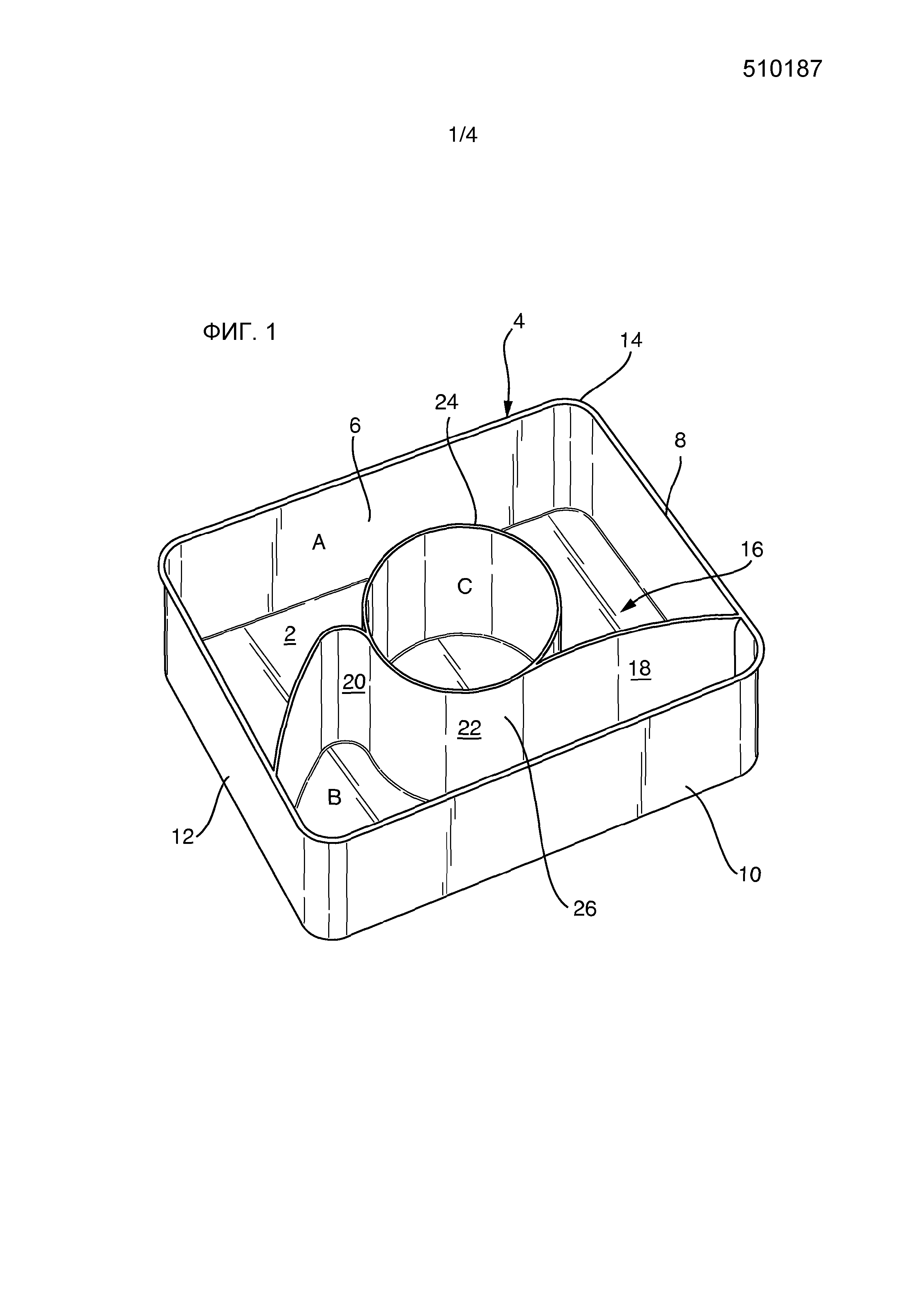
Такая известная емкость для стандартной дозировки, когда она не заполнена и не закрыта крышкой, выглядит так, как показано на фиг.1.
Такую емкость для стандартной дозировки изготавливают посредством литьевого формования. Периметрическая стенка и внутренняя стенка перпендикулярны нижней стенке и таким образом облегчают процесс формования.
Процесс формования такой емкости для стандартной дозировки предусматривает одну охватываемую часть и одну охватывающую часть. Данный процесс успешно применяется, однако при таком способе существует предельная толщина стенок (особенно внутренних стенок), которая может быть получена. К тому же трудно обеспечить доводку шлифованием поверхностей формы, которые образуют внутреннюю стенку, что могло бы обеспечить получение емкостей улучшенного качества и/или более надежный способ изготовления емкостей. Желательно было бы также уменьшить продолжительность цикла формования.
Такие изделия и способы дополнительно описаны в WO 01/36290 А1.
В нашей предыдущей заявке на патент WO 2007/057653 А1 описана одна попытка усовершенствовать изготовление водорастворимых емкостей посредством использования технологии литьевого прессования, в которой предусмотрено относительное перемещение между охватываемой частью и охватывающей частью для уменьшения объема полости формы, когда расплавленный водорастворимый полимер впрыскивают в форму, для того чтобы заставить полимер быстро и полностью заполнять доступные пространства. Однако, несмотря на то, что данная технология могла бы обеспечить преимущество с точки зрения времени цикла формования и уменьшения толщины стенок, ее реализация связана со значительными техническими проблемами и капиталовложениями.
Поэтому требуется альтернативный способ, который способен обеспечить преимущество, но который может быть реализован проще.
В соответствии с первым аспектом настоящего изобретения описан способ изготовления открытой сверху емкости, содержащей нижнюю стенку, вертикальную периметрическую стенку и вертикальную внутреннюю стенку между одной частью периметрической стенки и другой частью периметрической стенки, причем упомянутая внутренняя стенка и упомянутая периметрическая стенка образуют первое и второе отделения внутри упомянутой емкости, причем упомянутый способ включает впрыскивание расплавленного водорастворимого полимера в полость формы между взаимодействующими охватываемой и охватывающей частями формы; причем предусмотрены первая и вторая охватываемые части формы, выполненные с возможностью независимого перемещения, разделенные зазором, в котором образуется упомянутая внутренняя стенка, и при этом упомянутые первая и вторая охватываемые части соответствуют первому и второму отделениям формуемой емкости.
Посредством использования множества охватываемых частей формы могут быть достигнуты существенные преимущества. Внутренняя стенка более прочно закреплена в процессе открытия формы и извлечения емкости. Кроме того, соответствующие поверхности частей формы, которые определяют пространство, в котором образуется внутренняя стенка, являются совершенно доступными, так что они могут быть подвергнуты оптимальной доводке шлифованием, что облегчает высвобождение отлитой в форме емкости и минимизирует риск остатков на этих поверхностях. Поэтому внутренняя стенка может быть сделана более тонкой, чем это было возможно раньше. Наружные стенки также могут быть сделаны более тонкими, чем до настоящего времени. При желании они могут иметь такую же толщину, как и внутренняя стенка; хотя в некоторых вариантах осуществления могут быть выбраны разные толщины для периметрических стенок и внутренней стенки. Мы также установили, что может быть уменьшено время цикла формования. Использование более тонких стенок означает использование меньшего количества водорастворимого полимера. Это имеет прямой экономический эффект в плане стоимости товаров. Практический эффект этого также состоит в том, что изделие может растворяться быстрее, чем изделие известного уровня техники с более толстыми стенками.
Ниже описаны некоторые особенности емкости, которая может быть изготовлена способом в соответствии с упомянутым первым аспектом.
Внутренняя стенка, предпочтительно, имеет такую же высоту, как периметрическая стенка. Предпочтительно, верхняя часть периметрической стенки и верхняя часть внутренней стенки расположены в одной плоскости. Предпочтительно, они заканчиваются соответствующими фланцами, к которым может быть надежно приварена покрывная пленка.
Предпочтительно, внутренняя стенка соединяется с периметрической стенкой в двух, преимущественно противоположных участках так, что она перекрывает емкость.
Внутренняя стенка может представлять собой простую стенку, например, прямую стенку, или профилированную (например, волнообразную) стенку между одной частью периметрической стенки и другой частью периметрической стенки.
В качестве альтернативы, внутренняя стенка может представлять собой сложную внутреннюю стенку.
Сложная внутренняя стенка может представлять собой стенку с одной ответвляющейся стенкой, соединенной с другой частью периметрической стенки, тем самым образуя три отделения, каждое из которых частично ограничено участком периметрической стенки; или двумя или более ответвляющимися стенками, каждая из которых соединена с другими частями периметрической стенки, образуя четыре или более отделений, каждое из которых частично ограничено участком периметрической стенки.
Сложная внутренняя стенка может представлять собой стенку, которая сама содержит внутреннее отделение, которое не ограничено периметрической стенкой. То есть упомянутое внутреннее отделение представляет собой прерывание или расширение в стенке.
Не исключена сложная внутренняя стенка, содержащая одну или несколько ответвляющихся стенок и одно или несколько внутренних отделений.
Однако все такие варианты осуществления отличаются тем, что упомянутая емкость содержит вертикальную внутреннюю стенку (простой или сложной формы) между одной частью периметрической стенки и другой частью периметрической стенки, при этом внутренняя стенка и периметрическая стенка образуют N отделений внутри емкости, и в упомянутом способе формования используется N охватываемых частей, выполненных с возможностью независимого перемещения, которые соответствуют N отделениям; причем N равно по меньшей мере 2.
N, предпочтительно, равно 2, но в некоторых вариантах осуществления может быть равно 3, 4, 5, 6 или более.
N, предпочтительно, не больше 8, предпочтительно, не больше 6 или 5.
В одном предпочтительном варианте осуществления упомянутая емкость содержит только два отделения, причем каждое образовано участком периметрической стенки и простой внутренней стенкой.
В одном предпочтительном варианте осуществления упомянутая емкость содержит первое и второе отделения, которые совместно образуют периметрическую стенку, одно внутреннее отделение, которое полностью расположено на расстоянии от упомянутой периметрической стенки; и никаких других отделений, кроме упомянутых трех. Упомянутые первое и второе отделения каждое образовано посредством участка периметрической стенки и посредством сложной внутренней стенки, которая содержит прерывание, которое образует внутреннее отделение. Таким образом, в данном предпочтительном варианте осуществления N равно 2, но кроме того имеется одно внутреннее отделение (то есть отделение, которое расположено на расстоянии от периметрической стенки).
В таком варианте осуществления, в котором упомянутая емкость, изготовленная упомянутым способом, содержит упомянутые первое и второе отделения с одним внутренним отделением между ними, упомянутые первая и вторая охватываемые части образуют упомянутые первое и второе отделения. Стенка внутреннего отделения образуется между упомянутыми первой и второй частями формы и дополнительной частью формы, расположенной между ними.
Предпочтительно, любая внутренняя стенка преимущественно совмещена с вертикальной стенкой охватываемой части. В альтернативном варианте, имеющем такой же практический эффект, каждая внутренняя стенка образуется между противоположными вертикальными поверхностями соответствующих охватываемых частей.
Предпочтительно, периметрическая стенка преимущественно совмещена с вертикальной стенкой охватываемой части. В альтернативном варианте, имеющем такой же практический эффект, каждая внутренняя стенка образуется между вертикальной стенкой охватываемой формы и противоположной вертикальной стенкой охватывающей формы.
Нижняя стенка, периметрическая стенка и внутренняя стенка могут отличаться по толщине, в пределах одной емкости, в зависимости от особенностей конкретного процесса формования. Это обычно. Однако при использовании способа настоящего изобретения средняя толщина нижней стенки, периметрической стенки и внутренней стенки не больше 0,6 мм, предпочтительно, не больше 0,5 мм, и наиболее предпочтительно, не больше 0,4 мм. Средняя толщина может быть определена описанным ниже способом.
Предпочтительно, вес емкости (без закрывающего элемента (крышки) или составов, которые должны в ней содержаться) не превышает 2,5 г, предпочтительно, не превышает 2,4 г, предпочтительно, не превышает 2,3 г, предпочтительно, не превышает 2,2 г, предпочтительно, не превышает 2,1 г, и более предпочтительно, не превышает 2,0 г.
Предпочтительно, объем заполнения емкости (то есть сумма объемов отделений) находится в пределах 12-24 см3, предпочтительно, в пределах 14-20 см3, предпочтительно, в пределах 16-18 см3.
Предпочтительно, первое отделение имеет объем заполнения не менее 4 см3, предпочтительно, не менее 8 см3.
Предпочтительно, второе отделение имеет объем заполнения не менее 2 см3, предпочтительно, не менее 4 см3.
Предпочтительно, внутреннее отделение (если оно имеется в наличии), которое полностью расположено на расстоянии от периметра емкости, имеет объем заполнения не менее 1 см3, предпочтительно, не менее 2 см3.
Предпочтительно, упомянутый процесс формования обеспечивает множество соединенных емкостей, которые разделяют во время изготовления или которые выполнены с возможностью разделения пользователем.
Предпочтительно, цикл формования (исходное положение – замыкание формы – впрыскивание полимера – затвердение полимера – размыкание формы – извлечение емкости (емкостей) – положение останова) длится менее 10 секунд, предпочтительно, менее 8 секунд, предпочтительно, менее 7 секунд.
Периметрическая стенка может быть бесконечной, то есть без углов, например, круглой или овальной в виде сверху. Однако предпочтительно, если она состоит из участков стенки с расположенными между ними углами. Наиболее предпочтительно, она состоит из четырех участков стенки, так что упомянутая емкость представляет собой открытый сверху прямоугольный параллелепипед.
В соответствии с вторым аспектом настоящего изобретения описан способ изготовления частей формы для осуществления упомянутого способа в соответствии с первым аспектом, включающий образование первой и второй частей формы и охватывающей части формы (например, обычными способами) и шлифование всех поверхностей, контактирующих с полимером, первой и второй частей формы.
Предпочтительно, одна или несколько поверхностей, контактирующих с полимером, в частности внутренняя стенка емкости, но предпочтительно также и другие поверхности, контактирующие с полимером, первой и второй частей формы, подвергаются шлифованию до высокого качества; предпочтительно, включая поверхности, контактирующие с полимером, которые должны образовать внутреннюю стенку емкости. До настоящего времени невозможно было обеспечить требуемое высококачественное шлифование последних поверхностей, которые были недоступны, и невозможно было использовать для таких поверхностей такой же способ, как для других поверхностей. В соответствии со вторым аспектом, поверхности которые должны образовать внутреннюю стенку емкости, соответственно подвергаются такому же способу шлифования, как и другие поверхности, контактирующие с полимером, первой и второй частей формы. Предпочтительно, достигается такое же качество чистовой обработки поверхности, как и для других поверхностей, контактирующих с полимером. Предпочтительно, шлифование, например, полировка, осуществляется посредством механического возвратно-поступательного движения, преимущественно параллельно направлению извлечения из формы так, что образующиеся в результате микроскопические полоски соответствуют направлению извлечения из формы.
Предпочтительно, поверхности, которые должны образовать внутреннюю стенку емкости, и, предпочтительно, другие поверхности, контактирующие с полимером, первой и второй частей формы, достигают чистоты полированной поверхности.
В соответствии с третьим аспектом настоящего изобретения описан способ изготовления изделия для стандартной дозировки для мытья предметов, включающий изготовление открытой сверху емкости способом в соответствии с упомянутым первым аспектом, введение в соответствующие отделения различных составов, эффективных для чистки, и закрытие емкости.
Предпочтительно, закрывающий элемент, например, покрывная пленка, также из водорастворимого полимера, используется для закрытия емкости, посредством уплотнения по всей верхней части периметрической стенки.
Определения и формулировки предпочтительных и альтернативных вариантов осуществления, приведенные выше в связи к любым из пяти сформулированных аспектов, относятся ко всем другим аспектам (если прямое указание или контекст не требует иного).
Ниже перечислены пригодные компоненты чистящих составов, используемые в настоящем изобретении.
Моющие компоненты
Чистящие средства могут содержать обычные количества моющих компонентов детергента, которые могут быть или на фосфорной основе (например, триполифосфат натрия) или не на фосфорной основе, или даже сочетание обоих типов. Пригодные моющие компоненты хорошо известны в данной области техники. Предпочтительны нефосфорные моющие компоненты.
Моющий компонент не на фосфорной основе может представлять собой органические молекулы с карбоксильной группой (группами), соединение на основе аминокислоты или соединение на основе янтарной кислоты или соединение на основе соли янтарной кислоты.
Моющие соединения, которые представляют собой органические молекулы, содержащие карбоксильные группы, включают лимонную кислоту, фумаровую кислоту, винную кислоту, малеиновую кислоту, молочную кислоту и их соли. В частности могут быть использованы соли щелочных или щелочноземельных металлов данных органических соединений и в частности соли натрия. Особенно предпочтительным моющим компонентом является цитрат натрия.
Предпочтительными примерами соединений на основе аминокислоты в соответствии с изобретением являются метилглицин-ацетоуксусная кислота (methyl-glycine-diacetic acid – MGDA) и ее соли и ее производные) и глутаминовая N,N-ацетоуксусная кислота (glutamic-N,N-diacetic acid – GLDA) и ее соли и производные. Особенно предпочтительной в соответствии с изобретением является GLDA (ее соли и производные), и особенно предпочтительна ее тетранатриевая соль.
Предпочтительно, общее количество моющего компонента в чистящих средствах настоящего изобретения составляет по меньшей мере 5% по весу, предпочтительно, по меньшей мере 20% по весу, более предпочтительно, по меньшей мере 30% по весу, и наиболее предпочтительно, по меньшей мере 40% по весу.
Предпочтительно, общее количество моющего компонента в чистящих средствах настоящего изобретения составляет до 80% по весу, предпочтительно, до 70% по весу, более предпочтительно, до 60% по весу, и наиболее предпочтительно, до 50% по весу.
Поверхностно-активные вещества
Чистящие средства настоящего изобретения могут содержать поверхностно-активные вещества (ПАВ). Предпочтительными ПАВ являются анионогенные ПАВ и неионогенные ПАВ. Многие такие ПАВ описаны в «Энциклопедии химической технологии» Кирка Отмера, 3-е издание, том 22, стр.360-379, «Поверхностно-активные вещества и моющие системы».
Предпочтительным классом неионогенных ПАВ являются алкоксилированные неионогенные ПАВ, получаемые в результате реакции одноатомного алканола или алкилфенола, содержащего от 6 до 20 атомов углерода, предпочтительно, от 10 до 18 атомов углерода, наиболее предпочтительно, от 12 до 15 атомов углерода. Предпочтительно, ПАВ содержат по меньшей мере 10 молей этиленоксида и/или пропиленоксида, предпочтительно, по меньшей мере 12 молей, на моль этанола или алкилфенола; наиболее предпочтительно, 5-10 молей этиленоксида и 3-6 молей пропиленоксида на моль этанола или алкилфенола.
Предпочтительно, ПАВ(ы) содержится/содержатся в чистящих средствах, используемых в настоящем изобретении, в количестве от 0,1% по весу, более предпочтительно, от 0,2% по весу, наиболее предпочтительно, от 0,5% по весу.
Предпочтительно, ПАВ(ы) содержится/содержатся в чистящих средствах, используемых в настоящем изобретении, в количестве до 10% по весу, более предпочтительно, до 5% по весу, наиболее предпочтительно, до 3% по весу.
Антикоррозионные средства
Как известно, по техническим и/или эксплуатационным соображениям, в чистящие средства, и в частности в составы для автоматических посудомоечных машин, включают источник поливалентных ионов. Например, включают поливалентные ионы и в частности ионы цинка и/или марганца по причине из способности предотвращать коррозию металла и/или стекла. Предпочтительным соединением для этой цели является сульфат цинка.
В чистящие средства, используемые в настоящем изобретении, может быть включено любое обычное количество поливалентных ионов/источника поливалентных ионов. Однако предпочтительно, если поливалентные ионы содержатся в количестве от 0,01% по весу, предпочтительно, от 0,05% по весу, предпочтительно, от 0,1% по весу. Предпочтительно, если поливалентные ионы содержатся в количестве до 5% по весу, предпочтительно, до 3% по весу, предпочтительно, до 2,5% по весу.
Полимеры для улучшения качества обработки
В чистящие составы могут быть также включены полимеры, предназначенные для улучшения очищающих свойств чистящих средств. Например, могут быть использованы сульфурированные полимеры. Предпочтительные примеры включают сополимеры СН2=CR1-CR2R3-O-C4H3R4-SO3X, где R1, R2, R3, R4 независимо 1-6 углерод алкил или водород, а Х – водород или щелочной металл с любыми пригодными другими мономерными блоками, включающими видоизмененные акриловую, фумаровую, малеиновую, итаконовую, аконитовую, мезаконовую, цитраконовую или метиленмалоновую кислоту или их соли, малеиновый ангидрид, акриламид, алкилен, винилметиловый эфир, стирол и любые их смеси. Другими пригодными сульфурированными мономерами для включения в сульфурированные (со)полимеры являются 2-акриламидо-2-метил-1-пропансульфоновая кислота, 2-метакриламид-2-метил-1-пропансульфоновая кислота, 3-метакриламид-2-гидроксипропан-сульфоновая кислота, аллилсульфоновая кислота, металлилфульфоновая кислота, 2-гидрокси-3-(2-пропилен-окси)пропансульфоновая кислота, 2-метил-2-пропилен-1-сульфоновая кислота, стиролсульфоновая кислота, винилсульфоновая кислота, 3-сульфопропилакрила, 3-сульфопропилметакрилат, сульфометилакриламид, сульфометилметакриламид и их водорастворимые соли.
При наличии сульфурированного полимера, он, предпочтительно, содержится в чистящих средствах в количестве по меньшей мере 0,1% по весу, более предпочтительно, по меньшей мере 1% по весу, предпочтительно, по меньшей мере 2% по весу, и наиболее предпочтительно, по меньшей мере 5% по весу. Сульфурированный полимер, если он имеется в наличии, предпочтительно, содержится в чистящих средствах в количестве до 30% по весу, предпочтительно, до 20% по весу, наиболее предпочтительно, до 15% по весу.
Энзимы
Чистящие средства настоящего изобретения могут содержать один или несколько энзимов. Предпочтительно, энзим выбирают из протеазы, липазы, амилазы, целлюлазы и пероксидазы.
Желательно, энзим (энзимы) содержится (содержатся) в чистящих средствах в количестве от 0,01% по весу, в частности от 0,1% по весу, наиболее предпочтительно, от 0,2% по весу. Желательно, энзим (энзимы) содержится (содержатся) в чистящем средстве в количестве до 10% по весу, предпочтительно, до 7% по весу, наиболее предпочтительно, до 5% по весу.
Отбеливающие соединения
В соответствии с настоящим изобретением может быть использован любой тип отбеливающего соединения, обычно используемого в составах для мытья посуды. Предпочтительно, отбеливающее соединение выбирают из неорганических пероксидов или органических перкислот, их производных (включая их соли) и их смесей. Особенно предпочтительными неорганическими пероксидами являются перкарбонаты, пербораты и перфульфаты, при этом наиболее предпочтительны их соли натрия и калия. Наиболее предпочтительными являются перкарбонат натрия и перборат натрия, особенно перкарбонат натрия.
Органические перкислоты включают все органические перкислоты, обычно используемые в качестве отбеливающих средств, включающие, например, пербензойную кислоту и пероксикарбоновые кислоты, такие как моно- или дипероксифталевую кислоту, 2-октилдипероксиянтарную кислоту, дипероксидодекандикарбоновую кислоту, диперокси-азелаиновую кислоту и имидопероксикарбоновую кислоту и, дополнительно, их соли. Особенно предпочтительна фталимидоперкапроновая кислота (phthalimidoperhexanoic acid – PAP).
Отбеливающие соединения могут включать в себя активаторы отбеливания и катализаторы отбеливания.
Если в чистящих средствах настоящего изобретения содержится отбеливающее соединение, то оно соответственно содержится в количестве от 1% по весу, предпочтительно, от 2% по весу, наиболее предпочтительно, от 5% по весу, и предпочтительно, в количестве до 40% по весу, предпочтительно, до 30% по весу, наиболее предпочтительно, до 20% по весу.
Отбеливающее соединение может быть предохранено от другого компонента, который оно может разлагать и/или который может вызывать его разложение. Например, отбеливающее соединение и энзим могут быть предохранены друг от друга посредством физического разделения.
Другие компоненты
Чистящие средства настоящего изобретения могут также содержать менее значительные, обычные количества загустителей, увлажняющих средств, ароматизаторов, консервантов и/или красителей. Такие ингредиенты обычно содержатся в количествах до 2% по весу.
Чистящее средство может соответственно содержать воду. Соответственно, содержание воды в чистящих средствах составляет не более 30% по весу, предпочтительно, не более 20% по весу, предпочтительно, не более 10% по весу, предпочтительно, не более 5% по весу.
Все числовые значения, указанные выше для количеств компонента чистящих средств, характеризуют общее количество таких компонентов, если их содержится больше одного, например, общее содержание энзимов, когда имеется в наличии больше двух видов энзимов, или два или более видов отбеливающих соединений.
Водорастворимый полимерный материал для использования в таких вариантах осуществления может соответственно выбираться из группы, включающей поливиниловые спирты, сополимеры винилового спирта, частично гидролизованные поливинилацетаты, производные целлюлозы (такие как алкилцеллюлозы, гидроксиалкилцеллюлозы, соли, простые и сложные эфиры алкилцеллюлоз и гидроксиалкилцеллюлоз, например, гидроксипропилцеллюлоза, гидроксипропилметил-целлюлоза и натрий карбоксиметилцеллюлоза); полигликолиды, полигликолиевые кислоты, полилактиды, полимолочные кислоты; поливинилпирролидины, полиакриловые кислоты или их соли или сложные эфиры, полималеиновые кислоты или их соли или сложные эфиры, декстрины, мальтодекстрины, полиакриламиды, сополимеры акриловой кислоты/малеинового ангидрида, включая сополимеры (которые включают терполимеры) и смеси. Дополнительно, в состав водорастворимого полимерного материала для использования в настоящем изобретении могут также входить наполнители, пластификаторы и вспомогательные средства.
Предпочтительные полимерные материалы выбирают из группы, включающей поливиниловые спирты, сополимеры винилового спирта и частично гидролизованные поливинилацетаты. Особенно предпочтительный водорастворимый полимерный материал содержит поли(виниловый спирт).
Изобретение будет описано ниже, в качестве примера, со ссылкой на прилагаемые чертежи, которые показывают все в перспективных видах:
Фиг.1 показывает первый вариант осуществления емкости для содержания трех составов для мытья посуды;
Фиг.2 показывает охватываемые части формы, используемые при изготовлении емкости, показанной на фиг.1, в совмещенных положениях;
Фиг.3 представляет собой вид, соответствующий виду, показанному на фиг.2, но показывает две части формы в относительных смещенных положениях;
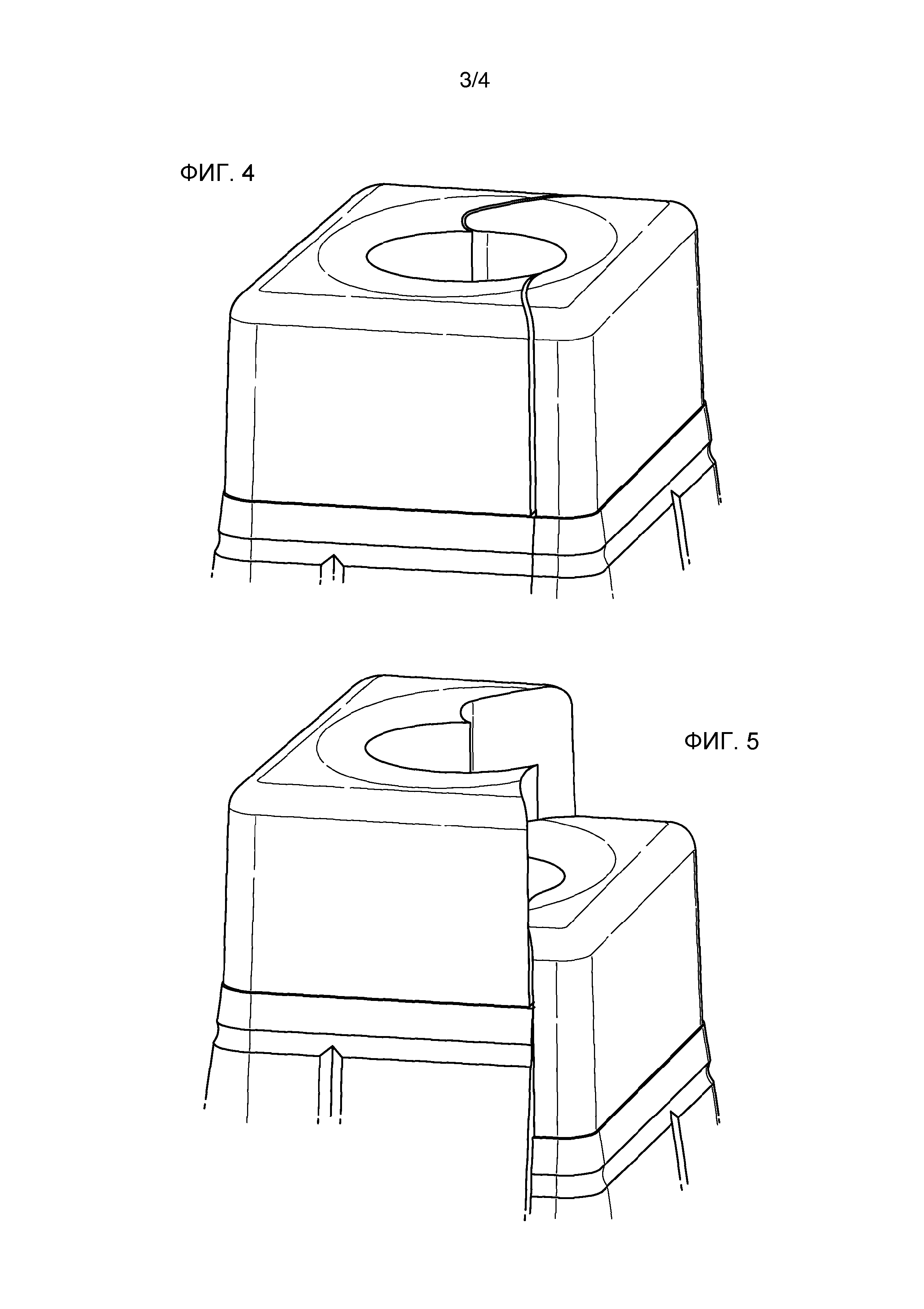
Фиг.4 и 5 соответствуют фиг.2 и 3, но с другой точки зрения;
Фиг.6 показывает второй вариант осуществления емкости для содержания двух составов для мытья посуды; и
Фиг.7 показывает третий вариант осуществления емкости для содержания трех составов для мытья посуды.
Емкость, показанная на фиг.1, содержит нижнюю стенку 2, вертикальную периметрическую стенку 4, содержащую четыре периметрические стенки 6, 8, 10 и 12. В виде сверху упомянутые периметрические стенки образуют прямоугольник со слегка закругленными углами 14. Стенки 6, 10 немного длиннее, чем стенки 8, 12.
Упомянутая емкость выполнена из водорастворимого поливинилового спирта и содержит вертикальную внутреннюю стенку, обозначенную в целом ссылочной позицией 16. Упомянутая внутренняя стенка имеет такую же высоту, как и периметрическая стенка. Она содержит волнистую стенку 18, 20, 22, которая перекрывает емкость, между противоположными периметрическими стенками 8 и 12. Данная волнистая стенка прерывается, в своем центральном участке, криволинейной стенкой 24, которая вместе с центральным участком 26 волнистой стенки 18 образует цилиндрическую башнеобразную часть. Посредством данной составной структуры внутренней стенки (для упрощения и согласования называемой в данном документе внутренней стенкой), в емкости образуется три отделения А, В и С; причем первое и второе отделения А и В частично ограничены периметрической стенкой, а третье или внутреннее отделение С целиком ограничено внутренней стенкой; и расположено на расстоянии от периметрической стенки.
Емкости формуют в пределах любой совокупности дополнительных емкостей, перед разделением на отдельные емкости. Отделения емкости заполняют разными составами для мытья посуды, которые могут включать составы, которые являются взаимно несовместимыми или, по меньшей мере, которые желательно хранить отдельно, чтобы исключить химическое восстановление при хранении (например, энзимы и отбеливающие компоненты желательно изолировать).
В процессе формования используется охватывающая форма, имеющая преимущественно форму прямоугольного параллелепипеда, соответствующая общей форме прямоугольного параллелепипеда емкости, и первая и вторая охватываемые части 30, 32 формы, показанные на фиг. 2-5. Охватываемая часть 30 формы соответствует и определяет форму отделения А, показанного на фиг. 1. Охватываемая часть 32 формы соответствует или определяет форму отделения В, показанного на фиг. 1. Охватываемые части 30, 32 формы размещают вместе с небольшим зазором между ними, в котором формуется внутренняя стенка. Кроме того, в охватываемых частях 30, 32 формы остается центральное отверстие, которое определяет форму третьего или внутреннего отделения С. Стенка отделения С образуется в смежных зазорах между первой охватываемой частью 30 формы и третьей охватываемой частью формы в форме цилиндрического стержня (не показанного); и между второй охватываемой частью 32 формы и упомянутым цилиндрическим стержнем. Во время формования цилиндрический стержень по существу заполняет отверстие 34, оставляя вокруг него небольшой зазор, в который затекает расплавленный полимер так, чтобы образовать внутреннюю стенку 22, 24, которая образует отделение С.
Таким образом, зазоры между каждой из охватываемых частей 30, 32 формы и стержнем (не показанным) определяют форму и толщину центральной башнеобразной части внутренней стенки. Зазоры 36, 38 между самими охватываемыми частями 30, 32 формы определяют форму и толщину концевых участков внутренней стенки на противоположных сторонах упомянутого центрального участка. Зазоры между каждой охватываемой частью формы и охватывающей частью образуют периметрическую стенку и нижнюю стенку.
В данном варианте осуществления средняя толщина всех стенок (нижней, периметрической и внутренней стенок) равна 0,4 мм. Среднюю толщину измеряют посредством пяти замеров толщины в произвольных местах в периметрической стенке 6; пяти замеров толщины в произвольных местах в стенке 8; пяти замеров толщины в произвольных местах в стенке 10; пяти замеров толщины в произвольных местах в стенке 12; пяти замеров толщины в произвольных местах в нижней стенке 2; пяти замеров толщины в произвольных местах на внутренней стенке 18; пяти замеров толщины в произвольных местах в участке 22 внутренней стенки; и пяти замеров толщины в произвольных местах в участке 20 внутренней стенки; и усреднение всех данных замеров.
Вес сформованной емкости (без покрывной пленки; без содержимого) меньше 2,2 г.
Для сравнения, при использовании известного способа с одной охватываемой частью формы средняя толщина емкости получается равной 0,7 мм, а вес достигает 3 г.
На фиг.6 показана более простая емкость, также выполненная из водорастворимого поливинилового спирта, и содержащая простую плоскую разделительную стенку 40, разделяющую емкость на два одинаковых отделения 42, 44. В данной емкости отсутствует внутреннее отделение. Однако принципы изготовления емкости, показанной на фиг.6, такие же, как принципы, используемые для более сложной емкости, показанной на фиг.1-5. Очевидно, что соответствующие противоположные поверхности двух охватываемых частей формы, которые образуют разделительную стенку 40, являются доступными и могут быть хорошо отполированы. Третья, центральная часть формы, используемая в вышеописанном первом варианте осуществления, в варианте осуществления, показанном на фиг.6, отсутствует.
На фиг.7 показана емкость из водорастворимого поливинилового спирта, подобная емкости, показанной на фиг.6, но содержащая внутреннее отделение 50 наподобие того, что показано на фиг.1. Таким образом, в данном варианте осуществления предусмотрена третья, центральная часть формы наподобие той, что используется в первом варианте осуществления.
В обычном способе предусмотрена, как правило, одна охватываемая часть формы. Она входит в охватывающую часть, осуществляется впрыскивание расплавленного полимера, и охватываемая и охватывающая части формы разделяются. В настоящем изобретении первую и вторую части формы, соответствующие по конфигурации форме первого и второго отделений, вставляют вместе в охватывающую часть формы, и осуществляется впрыскивание расплавленного водорастворимого полимера (такого как поливиниловый спирт), как это происходило и раньше. Для разделения, удаляют первую охватываемую часть формы, показанную ссылочной позицией 32 на фиг.3. И только потом удаляют вторую часть 30 формы. Как можно понять из рассмотрения первого, второго и третьего вариантов осуществления, описанных со ссылкой на фиг.1-7, может быть использована третья, центральная часть формы, образующая внутреннее отделение.
Можно изготавливать охватываемые части формы так, что все их поверхности, контактирующие с полимером, имеют очень высокую чистоту обработки, в том числе все участки внутренней стенки. Могут быть использованы любые способы шлифования. Все поверхности, контактирующие с полимером, предпочтительно, подвергают чистовой обработке до зеркальной полировки. Все поверхности, контактирующие с полимером, предпочтительно, подвергают чистовой обработке до конкретных уровней, требующихся для каждой. Это может быть одинаковый стандарт для каждой. Для сравнения, при известном способе с использованием одной формы, невозможно обрабатывать поверхности, соответствующие поверхностям, показанным ссылочными позициями 36 и 38 на фиг.2, надлежащим способом, в частности в направлении извлечения из формы, для того чтобы обеспечить чистовую обработку такого высокого качества, как у других поверхностей, контактирующих с полимером.
В результате способов настоящего изобретения улучшается извлечение из формы, и может быть уменьшена продолжительность цикла формования по сравнению с вышеописанным известным способом. Необходимо отметить, что при использовании описанных первой и второй охватываемых частей форм опора для емкости может быть обеспечена вдоль каждой имеющейся в наличии стенки. Стенки емкости могут быть выполнены очень тонкими без риска повреждения, и может быть обеспечено уменьшение количества используемого полимера.
Реферат
Группа изобретений относится к способу изготовления открытой сверху емкости, способу изготовления частей формы и способу изготовления изделия для стандартной дозировки. Способ изготовления открытой сверху емкости содержит нижнюю стенку, вертикальную периметрическую стенку и вертикальную внутреннюю стенку между одной частью периметрической стенки и другой частью периметрической стенки. При этом периметрическая стенка и внутренняя стенка образуют первое и второе отделения внутри емкости. Согласно способу впрыскивают расплавленный водорастворимый полимер в полость формы между взаимодействующими охватываемой и охватывающей частями формы. Также имеются первая и вторая охватываемые части, выполненные с возможностью независимого перемещения и разделенные зазором, в котором образуется внутренняя стенка. При этом первая и вторая охватываемые части соответствуют первому и второму отделениям формуемой емкости. В способе изготовления частей формы формируют первую и вторую части формы и охватывающую часть формы и шлифуют все контактирующие с полимером поверхности. Технический результат, достигаемый при использовании группы изобретений, заключается в обеспечении упрощения изготовления изделий с уменьшенной толщиной стенки. 3 н. и 9 з.п. ф-лы, 7 ил.
Комментарии