Полиэтиленовая формовочная масса, пригодная в качестве материала для труб с улучшенными технологическими свойствами - RU2272819C2
Код документа: RU2272819C2
Описание
Данное изобретение касается полимерной формовочной массы, состоящей из первого полимера этилена (А) и второго полимера этилена (В), которая благодаря своим технологическим свойствам особенно пригодна для изготовления толстостенных крупнокалиберных труб.
Полиэтилен в большом объеме используется для изготовления труб, например для газовой и водной транспортных систем, так как для таких труб требуется материал с высокой механической прочностью, высокой коррозионной стойкостью и хорошей долговечностью. Многочисленные публикации описывают материалы с различными свойствами и способы их получения.
В заявке ЕР-А-603935 уже описана формовочная масса на основе полиэтилена, которая характеризуется бимодальным молекулярно-массовым распределением и, среди прочего, должна быть пригодна также для изготовления труб. Трубы, изготовленные из формовочных масс согласно этой литературной ссылке, тем не менее должны обладать еще лучшими свойствами в отношении устойчивости к длительному воздействию внутреннего давления, стойкости к растрескиванию, низкотемпературной ударной вязкости образца с надрезом и сопротивления в отношении быстрого разрастания трещин.
Чтобы обеспечить трубам требуемые механические свойства и тем самым оптимальную комбинацию свойств, необходимо использовать сырье, характеризующееся широким молекулярно-массовым распределением. Такое сырье описано в US-PS 5 338 589 и получается с помощью высокоактивного катализатора Циглера, который известен из заявки WO 91/18934, и применяемый в нем алкоголят магния используется в виде гелеобразной суспензии.
Недостатком при переработке известных формовочных масс является их низкая прочность расплава. Это особенно существенно при переработке в трубы. А именно, существует опасность растрескивания трубы в расплавленном состоянии еще во время отверждения трубы, которое, например, происходит в отдельной калиброванной вакуумной части. Кроме того, малая прочность расплава все вновь и вновь приводит к постоянной нестабильности процесса экструзии. Далее, при переработке известных формовочных масс при экструзии толстостенных труб возникает проблема их провисания. Она состоит в том, что заданные допуски толщины при промышленном производстве не могут быть соблюдены, так как собственный вес расплава из-за продолжающегося вплоть до нескольких часов полного отверждения трубы из термопластичного полимера приводит к неравномерности толщины стенки, измеренной по всей окружности трубы.
Задачей изобретения является изготовление полиэтиленовой формовочной массы, обладающей достаточно высокой прочностью расплава, чтобы можно было изготовить крупнокалиберную толстостенную трубу, без опасности растрескивания трубы во время изготовления или возникновения проблемы провисания, но одновременно обладающей также достаточными механическими свойствами и гомогенностью продукта, чтобы сохранить такие показатели качества трубы, как устойчивость к длительному воздействию внутреннего давления, высокая стойкость к растрескиванию, низкотемпературная ударная вязкость образца с надрезом и высокое сопротивление против быстрого разрастания трещин.
Поставленная задача решается посредством формовочной массы названного рода, отличительные признаки которой заключаются в том, что формовочная масса содержит первый полимер этилена (А) в количестве в диапазоне от 55 до 75 вес.% и второй полимер этилена (В) в количестве в диапазоне от 25 до 45 вес.%, каждый в расчете на общий вес формовочной массы, причем первый полимер этилена (А) представляет собой сополимер этилена с 1-олефином с общим числом С-атомов от 4 до 10 в качестве сомономера и с количеством сомономера в диапазоне от 0,2 до 5 вес.% в расчете на вес первого полимера этилена (А) и широким бимодальным молекулярно-массовым распределением, при этом второй полимер этилена (В) представляет собой сополимер этилена с 1-олефином с числом С-атомов от 4 до 10 в качестве сомономера, обладающий бимодальным молекулярно-массовым распределением, которое является другим, чем молекулярно-массовое распределение у первого полимера этилена (А).
Формовочную массу согласно изобретению получают посредством смешения компонентов смеси, полученных отдельно друг от друга, первого полимера этилена (А) и второго полимера этилена (В), в экструдере в виде экструзионной смеси.
Формовочная масса согласно изобретению, из которой может быть изготовлена труба согласно поставленным в задаче критериям высокого качества, содержит предпочтительно первый полимер этилена (А) с плотностью (измеренной при температуре 23°С) в области от 0,94 до 0,96 г/см3 и широким бимодальным молекулярно-массовым распределением, у которого отношение веса низкомолекулярной фракции к весу высокомолекулярной фракции находится в области от 0,5 до 2,0, предпочтительно от 0,8 до 1,8. Первый полимер этилена (А) содержит согласно изобретению малую долю других звеньев сомономера, как 1-бутен, 1-пентен, 1-гексен или 4-метилпентен-1.
Бимодальность первого полимера этилена (А) может быть описана как мера положения центра тяжести двух отдельных молекулярно-массовых распределений с помощью характеристической вязкости VZ по ISO/R 1191 полимеров, полученных на двух отдельных стадиях полимеризации. При этом VZ1 низкомолекулярного полиэтилена, полученного на первой стадии полимеризации, составляет 40-80 см3/г, в то время как VZобщ конечного продукта находится в области от 350 до 450 см3/г. VZ2 высокомолекулярного полиэтилена, полученного на второй стадии полимеризации, может быть рассчитана по следующей математической формуле:



где w1 обозначает весовую долю низкомолекулярного полиэтилена, полученного на первой стадии, измеренную в вес.%, в расчете на общий вес полиэтилена с бимодальным молекулярно-массовым распределением, полученного на обеих стадиях. Значение, рассчитанное для VZ2, обычно находится в области от 500 до 880 см3/г.
Первый полимер этилена (А) получают посредством полимеризации мономеров в суспензии, в растворе или в газовой фазе при температурах в области от 20 до 120°С, давлении в области от 2 до 60 бар и в присутствии катализатора Циглера, состоящего из соединения переходного металла и алюминийорганического соединения. Полимеризацию проводят в две стадии, причем молекулярную массу фракции полимера, полученной на каждой стадии, регулируют, смотря по обстоятельствам, с помощью водорода.
Итак, согласно изобретению получают первый полимер этилена (А), содержащий низкомолекулярный гомополимер в качестве компонента (А1) в количестве в области от 35 до 65 вес.% и высокомолекулярный сополимер в качестве компонента (А2) в количестве в области от 65 до 35 вес.%, в расчете на общий вес первого полимера этилена (А).
Низкомолекулярный гомополимер компонента (А1) при этом обладает характеристической вязкостью VZA1 в области от 40 до 90 см3/г и MFRA1190/2,16 в области от 40 до 2000 дг/мин. ПлотностьdA1 низкомолекулярного гомополимера компонента (А1) согласно изобретению находится в области вплоть до максимально 0,965 г/см3.
Напротив, высокомолекулярный сополимер компонента (А2) обладает характеристической вязкостью VZA2 в области от 500 до 1000 см3/г и плотностью dA2 в области от 0,922 до 0,944 г/см3.
Очень удобным способом определения распределения сомономеров в частично кристаллическом полиэтилене является препаративный метод TREF (фракционное элюирование при повышении температуры). Он описан в Polym. Prep. A, Chem. Soc. - Polym. Chem. Div., 18, 182 (1977) L. Wild und T. Ryle, под названием: "Crystallization distribution in Polymers: A new analytical technique". Этот метод фракционирования основан на различной способности отдельных компонентов полимера кристаллизоваться в полиэтилене и позволяет тем самым разделять частично кристаллический полимер на различные фракции, которые зависят только от плотности ламелей кристаллитов.
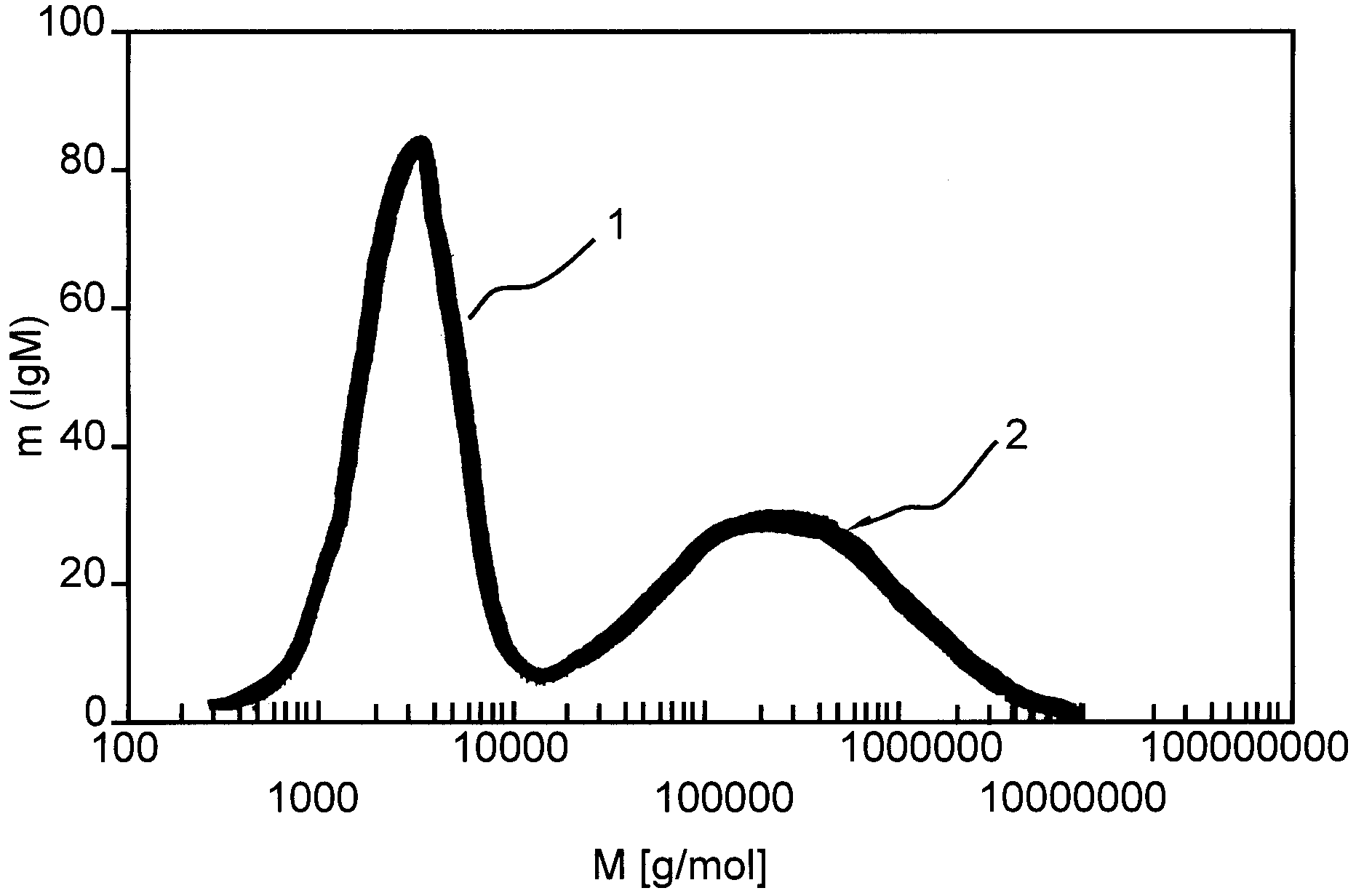
На чертеже показан результат исследования посредством гельпроникающей хроматографии фракции TREF при 78°С одного сополимера, обычно используемого в качестве первого полимера этилена (А) для формовочной массы согласно изобретению.
Пик, обозначенный цифрой 1, характеризует низкомолекулярную, но высококристаллическую фракцию ПЭ, растворимую при 78°С, в то время как пик 2 представляет высокомолекулярную и содержащую значительную долю сомономера фракцию, которая является ответственной за большое число так называемых молекул связи между ламелями кристаллитов и за качество формовочной массы согласно изобретению, выраженное посредством ее чрезвычайно высокой стойкости к растрескиванию. Таким образом, высокомолекулярный сополимер компонента (А2) во фракции при температуре 78°С после препаративного метода TREF обладает средней молекулярной массой, выраженной посредством средневесовой массой Mw

Второй полимер этилена (В), содержащийся в формовочной массе согласно изобретению, представляет собой сополимер этилена, который также характеризуется бимодальным молекулярно-массовым распределением MFRВ190/5 в области от 0,09 до 0,19 дг/мин, плотностью dBв области от 0,94 до 0,95 г/см3 и характеристической вязкостью VZBв области от 460 до 520 см3 /г.
Итак, согласно изобретению второй полимер этилена (В) получают в виде смеси в реакторе в присутствии катализатора Циглера, которая содержит ультравысокомолекулярный гомополимер этилена в качестве компонента (В1) в количестве в области от 15 до 40 вес.% и низкомолекулярный сополимер в количестве от 60 до 85 вес.% с 1-бутеном, 1-гексеном или 1-октеном в качестве сомономеров в количестве от 1 до 15 вес.% в качестве компонента (В2), в расчете на общий вес второго полимера этилена (В). При этом ультравысокомолекулярный гомополимер этилена компонента (В1) обладает характеристической вязкостью, обозначенной VZB1, в области от 1000 до 2000 см3/г, и низкомолекулярный сополимер компонента (В2) обладает характеристической вязкостью, обозначенной VZB2, в области от 80 до 150 см3/г.
Формовочная масса согласно изобретению для изготовления трубы может помимо первого полимера этилена (А) и второго полимера этилена (В) содержать еще и другие добавки. Такими добавками являются, например, термостабилизаторы, антиоксиданты, УФ-абсорберы, светостабилизаторы, дезактиваторы металлов, соединения, разрушающие пероксиды, щелочные состабилизаторы в количествах от 0 до 10 вес.%, предпочтительно от 0 до 5%, а также наполнители, усилители, пластификаторы, мягчители, эмульгаторы, пигменты, оптические осветлители, антипирены, антистатики, порообразователи или их комбинации в общих количествах от 0 до 50 вес.% в расчете на общий вес формовочной массы.
Трубу из формовочной массы согласно изобретению получают таким образом, что сначала формовочную массу пластифицируют в экструдере при температурах в области от 200 до 250°С и затем посредством кольцевого сопла формуют и охлаждают. Трубы из формовочной массы согласно изобретению универсально пригодны для всех классов давления согласно DIN 8074.
Для переработки до получения труб могут быть использованы как общепринятые одношнековые экструдеры с гладкой зоной загрузки, так и высокопроизводительные экструдеры с тонко фальцованным цилиндром и эффективной зоной загрузки. Шнеки обычно представляют собой декомпрессионные шнеки с длиной от 25 до 30 D (D=диаметр). Декомпрессионные шнеки обладают зоной выгрузки, в которой выравниваются температурные различия в расплаве, и в которой релаксационные напряжения, возникающие в результате сдвига, должны сокращаться.
Расплав, поступающий в экструдер, распределяется через конически расположенные просверленные отверстия сначала на круглое поперечное сечение и затем направляется через спиральный распределитель или ситчатый короб комбинации насадка/мундштук. Дополнительно при необходимости могут быть еще встроены подпорные кольца или другие элементы конструкции для выравнивания потока расплава перед выходным отверстием мундштука.
Калибровку и охлаждение целесообразно осуществлять вплоть до больших диаметров труб посредством вакуумной калибровки. Первоначальное придание формы осуществляют с помощью щелевых калибровочных гильз, которые для лучшего отвода тепла изготовлены из цветных металлов. При этом водяная пленка, добавленная во входное отверстие, способствует быстрому охлаждению поверхности трубы ниже температуры плавления кристаллита и служит дополнительно в качестве смазывающей пленки для уменьшения сил трения. Общая длина L зоны охлаждения рассчитывается с условием, что расплав с температурой 220°С с помощью воды должен охлаждаться в целом до температуры 15-20°С, так что температура внутренней поверхности трубы составляет максимально 85°С.
Стойкость к растрескиванию является признаком, который уже известен из заявки EP-A 436520. Процесс медленного разрастания трещин может существенно определяться молекулярными параметрами структуры как молекулярно-массовое распределение и распределение сомономеров. Число так называемых связывающих или соединяющих молекул прежде всего определяется длиной цепи полимера. Морфология частично-кристаллических полимеров дополнительно регулируется встраиванием сомономеров, так как на плотность ламелей кристаллита может оказывать влияние введение короткоцепочечных разветвлений. Это означает, что число так называемых связывающих или соединяющих молекул в сополимерах выше, чем в гомополимерах с одинаковой длиной цепи.
Стойкость к растрескиванию FNCT формовочной массы согласно изобретению определяют по лабораторной методике измерения, описанной в публикации 'M. FleiBner, Kunststoffe 77 (1987), S. 45ff'. В этой публикации показано, что между определением медленного развития трещин в испытании на длительную прочность в надрезанных по кругу испытуемых стержнях и ломаными трещинами в испытании на длительную прочность при сжатии по ISO 1167 существует связь. Сокращение времени достигается посредством сокращения времени инициирования трещин с помощью надрезов (1,6 мм/лезвие безопасной бритвы) в 2%-ном водном растворе детергента Arkopal N 100 в качестве среды, требующейся для растрескивания, при температуре 95°С и напряжении при разрыве 4,0 МПа. Изготовление образцов осуществляют таким образом, что из прессованного листа толщиной 10 мм отпиливают три образца для испытаний с размерами 10×10×90 мм. Образцы для испытаний в середине надрезаются по кругу лезвием безопасной бритвы в изготовленном специально для этого устройстве для надрезов (представлено на рисунке 5 в публикации FleiBner). Глубина надреза составляет 1,6 мм.
Вязкость при разрыве aFM формовочной массы согласно изобретению тоже определяется по внутренней лабораторной методике измерения с испытуемыми стержнями с размерами 10×10×80 мм, выпиленными из прессованного листа толщиной 10 мм. В уже упомянутом устройстве для надрезов шесть таких испытуемых стержней надрезают лезвием безопасной бритвы в середине. Глубина надреза составляет 1,6 мм. Проведение измерения соответствовало широко известному способу измерения по Шарпи по ISO 179 для измененных образцов и измененной геометрии удара (интервал опоры). Все образцы выдерживались при температуре измерения 0°С от 2 до 3 часов. Затем образец помещали на опору маятникового копра согласно ISO 179. Интервал опоры составлял 60 мм. Вызывают падение молотка силой 2 Дж, при этом устанавливают угол падения 160°, длину маятника 225 мм и скорость удара 2,93 м/с. Для количественной оценки измерения рассчитывают частное от деления израсходованной энергии удара и площади начального поперечного сечения надреза aFM в мДж/мм2. При этом только значения, полученные при полном и шарнирном разрушении, могут служить основой общих средних значений (смотри ISO 179).
Сдвиговая вязкость является особенно важным признаком расплава полимера и согласно изобретению обозначает очень важные реологические свойства полимера, экструдируемого в расплавленном состоянии до образования трубы. Она определяется согласно ISO 6721-10, часть 10, в осцилляторном течении при сдвиге в реометре Cone-Plate (RDS-измерение) сначала при частоте вращения 0,001 рад/с и при температуре расплава 190°С, и затем при частоте вращения 100 рад/с и той же температуре. Затем сопоставляют обе измеренные величины, получают соотношение вязкостей η(001)/η(100), которое согласно изобретению должно быть больше/равно 100.
Последующие примеры выполнения должны более подробно представить для специалистов изобретение и его преимущества по сравнению с уровнем техники.
ПРИМЕРЫ 1-9.
Первый бимодальный полимер этилена (А) получали по описанию WO 91/18934 с катализатором Циглера из примера 2, который включал компонент α катализатора с операционным номером 2.2, при соблюдении приведенных в таблице 1 технологических условий.
Полученный таким образом полимер этилена (А) имел индекс расплава

Затем был получен второй бимодальный полимер этилена (В) согласно описанию патента ЕР-В-0 003 129. Для этого в присутствии катализатора Циглера, описанного в примере 1 патента ЕР-В, в аппарат с мешалкой с дизельным маслом с температурой кипения в области от 130 до 170°С при постоянной температуре 85°С в течение 6 часов вводили 6,7 кг этилена/ч и 0,24 кг 1-бутена/ч. После продолжения реакции в течение 3 ч и 20 мин дополнительно нагнетали водород и добавляли далее, так что внутри газовой фазы в аппарате с мешалкой через оставшееся время реакции 2 ч и 40 мин точно получали постоянную концентрацию водорода в области от 60 до 65 об.%.
Полимер этилена (В), полученный таким образом, имел индекс расплава

После этого первый бимодальный полимер этилена (А) и второй бимодальный полимер этилена (В) смешивали в экструдере.
В нижеприведенной таблице даны соотношения смесей для примеров 1-9, а также относящиеся к ним физические свойства формовочных масс, полученных из смеси.
Для смесей по примерам 1-9 определяли сдвиговые вязкости η по вышеописанной методике (ISO 6721, часть 10) при частоте вращения 0,001 рад/с и при частоте вращения 100 рад/с и затем рассчитывали отношение η0,001р/с/η100р/с. Результаты представлены в таблице 3.
Из таблицы 3 видно, что смеси по примерам 1-3 являются сравнительными примерами, для которых отношение сдвиговых вязкостей η0,001р/с/η100р/с, измеренных при различных частотах вращения, является величиной меньше 100. Напротив, примеры 4-8 характеризуют результаты согласно изобретению и для этих примеров весовое соотношение полимера (А) к полимеру (В) также согласно изобретению находится в области от 55 до 75 вес.% полимера (А) и от 25 до 45 вес.% полимера (В).
ПРИМЕРЫ 10-12
Для определения гомогенности смеси (отсутствие сгустков) были приготовлены следующие три формовочные массы.
Пример 10 соответствовал формовочной массе из примера 1, то есть чистому полимеру (А).
Пример 11 соответствовал реакторной смеси in situ, то есть модифицированному полимеру (А), у которого при получении были заменены количества этилена в реакторе 1 и реакторе 2. В реактор 1 было добавлено 10 кг этилена/ч, а в реактор 2 - только 9 кг этилена/ч плюс 260 мл/ч 1-бутена в качестве сомономера. Модифицированный таким образом полимер (А) имел MFIА5/190оС 0,33 дг/мин, плотность 0,956 г/см3и содержал сомономер в количестве 1,7 вес.% в расчете на общий вес высокомолекулярного компонента.
Пример 12 соответствовал смеси из 34 вес.% полимера (В) и 66 вес.% полимера (А).
Для этих формовочных масс затем были измерены сдвиговые вязкости η при различных частотах вращения и определено их соотношение, исследована гомогенность (отсутствие сгустков), после чего порошки полимеров по примерам 10 и 11 были гранулированы в экструдере и затем переработаны до пленки (способом экструзии с раздувом) с толщиной слоя 5 мкм, затем была получена смесь по примеру 12 из порошков полимеров (А) и (В) в таком же экструдере при той же температуре и такой же производительности, и аналогичным образом переработана далее. Результаты примеров 10-12 приведены в таблице 4.
Прочие свойства полимеров, полученных по примерам 10-12, приведены в таблице 5.
Примеры 10-12 показывают, что только смесь согласно изобретению при одинаковой температуре и одинаковой производительности совершенно неожиданно для специалистов приводит к скачкообразному улучшению гомогенности и отсутствию сгустков.
Затем по методикам, приведенным перед примерами выполнения в описании, определяли еще стойкость к растрескиванию FNCT [час] при температуре 95°С и вязкость при разрыве aFM [кДж/м2] при температуре 0°С. Результаты приведены в таблице 6.
Из приведенных данных отчетливо видно, что только смесь согласно изобретению из полимера этилена А и полимера этилена В, взятых в соотношении согласно изобретению, характеризуется скачкообразно улучшенной стойкостью к растрескиванию FNCT и вместе с этим также скачкообразно улучшенной вязкостью при разрыве aFM.
Реферат
Изобретение полимерной формовочной массы, состоящей из первого полимера этилена (А) и второго полимера этилена (В), которая особенно пригодна для изготовления толстостенных крупнокалиберных труб, предназначеных для транспорта газа или воды. Формовочная масса содержит первый полимер этилена (А) в количестве от 55 до 75 вес.% и второй полимер этилена (В) в количестве в диапазоне от 25 до 45 вес.%. Причем первый полимер этилена (А) представляет собой сополимер этилена с 1-олефином с общим числом С-атомов от 4 до 10 в качестве сомономера и с содержанием сомономера от 0,2 до 5 вес.%, в расчете на вес первого полимера этилена (А), и с широким бимодальным молекулярно-массовым распределением. Второй полимер этилена (В) представляет собой сополимер из звеньев этилена и 1-олефина с 4-10 С-атомами, обладающий другим бимодальным молекулярно-массовым распределением, чем молекулярно-массовое распределение первого полимера этилена (А). Формовочная масса характеризуется скачкообразно улучшенной стойкостью и характеризуется стойкостью к растрескиванию FNST не менее 150 час и вместе с этим также скачкообразно улучшенной вязкостью при разрыве aFM, что позволяет получать толстостенные крупнокалиберные трубы, без растрескивания во время изготовления или возникновения проблемы провисания и обладающие хорошими механическими свойствами и гомогенностью продукта. 3 н. и 10 з.п. ф-лы, 1 ил., 6 табл.
Комментарии