Узел клапанного затвора - RU2356733C2
Код документа: RU2356733C2
Чертежи

Описание
ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
По данной заявке испрашивается приоритет в соответствии с датой приоритета совместно рассматриваемой предварительной заявки на патент США №60/519312, поданной 11 ноября 2003.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
1. Область техники, к которой относится изобретение
Изобретение относится к клапанным затворам, в особенности к узлу клапанного затвора для регулирования расхода расплавленного материала, подаваемого в полость литейной формы.
2. Описание уровня техники
Литье под давлением является широко известным процессом изготовления разнообразных деталей. Этот процесс включает введение расплавленного материала, например расплавленной пластмассы или смолы, в полость литейной формы с заполнением ее расплавленным материалом. Расплавленный материал затвердевает или отверждается в литейной форме, принимая форму в соответствии с внутренними поверхностями ее полости. После затвердевания или отверждения материал извлекают из полости формы.
В операции литья под давлением обычно используется распределитель для подачи расплавленного материала от центрального впрыскивающего элемента или вертикального стояка к нескольким полостям или к нескольким местам в пределах одной большой полости. Такой распределитель описан в патенте США №4964795. Распределитель имеет канал для прохода расплавленного материала. Выходной конец этого канала образует выходное отверстие, сообщающееся с полостью литейной формы.
Для регулирования расхода расплавленного материала, поступающего в полость литейной формы, с распределителем обычно используется клапанный затвор. Такой клапанный затвор описан в патенте США №4173448. Клапанный затвор расположен возле выходного отверстия распределителя и содержит шток или стержень клапана, частично расположенный в канале и имеющий выходной конец, расположенный так, что он закрывает выходное отверстие и не пропускает через него расплавленный материал. Стержень может двигаться в осевом направлении от выходного отверстия, и по мере его удаления от этого отверстия поток расплавленного материала через него увеличивается.
Для перемещения стержня клапанного затвора служит привод, как правило, пневматический или гидравлический. Привод перемещает стержень из положения полного закрытия в положение полного открытия. В положении полного открытия стержень расположен вне выходного отверстия и расплавленный материал из канала распределителя течет через отверстие в полость литейной формы. Когда полость заполнена, стержень клапанного затвора перемещается в положение полного закрытия и закрывает отверстие, прекращая прохождение расплавленного материала из канала в литейную форму.
Недостаток описанных клапанных затворов состоит в том, что для пневматического привода требуются воздушные клапаны, поскольку давление воздуха изменяется, а в случае гидравлического привода возможна нежелательная утечка масла. Еще одним недостатком таких затворов является то, что стержень может быть установлен только в положении полного открытия или в положении полного закрытия и не может быть установлен между этими двумя положениями. Следующий недостаток заключается в том, что такие затворы работают относительно медленно и не обеспечивают точной установки стержня.
Поэтому желательно иметь новый клапанный затвор, который можно устанавливать в любое положение между положением полного открытия и положением полного закрытия, обеспечивая лучшее регулирование расхода расплавленного материала, подаваемого в литейную форму. Желательно также, чтобы привод клапанного затвора не был пневматическим или гидравлическим. Кроме того, желательно создать клапанный затвор, который сравнительно быстро приводится в действие и может точно устанавливаться в заданное положение. Таким образом, существует потребность в клапанном затворе, удовлетворяющем указанным требованиям.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Согласно изобретению предложен узел клапанного затвора для регулирования расхода расплавленного материала, подаваемого в литейную форму. Узел клапанного затвора содержит подвижный клапан, который может перемещаться между положением полного закрытия и положением полного открытия, и приводную систему, функционально взаимодействующую с клапаном, для его перемещения и установки в любое положение между положением полного закрытия и положением полного открытия.
Преимущество изобретения состоит в том, что узел клапанного затвора позволяет лучше регулировать расход расплавленного материала, подаваемого в литейную форму, в течение всего процесса литья. Другое преимущество состоит в том, что узел клапанного затвора позволяет регулировать положение клапана в процессе литья и тем самым регулировать расход расплавленного материала, подаваемого в форму. Еще одно преимущество изобретения состоит в том, что узел клапанного затвора обеспечивает быструю регулировку положения клапана с точностью до 0,001 дюйма (0,0254 мм). Следующее преимущество состоит в том, что для узла клапанного затвора не требуется гидравлический или пневматический привод, что позволяет избежать утечек масла в литейную форму и исключить воздушные клапаны. Преимущество изобретения состоит также в том, что узел клапанного затвора работает при постоянном давлении.
Другие особенности и преимущества изобретения будут более понятны из последующего описания и прилагаемых чертежей.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 изображает в аксонометрии узел клапанного затвора согласно изобретению в сочетании с распределительным узлом и литейной формой.
Фиг.2 изображает в вертикальной проекции вариант выполнения приводной системы узла клапанного затвора, показанного на фиг.1.
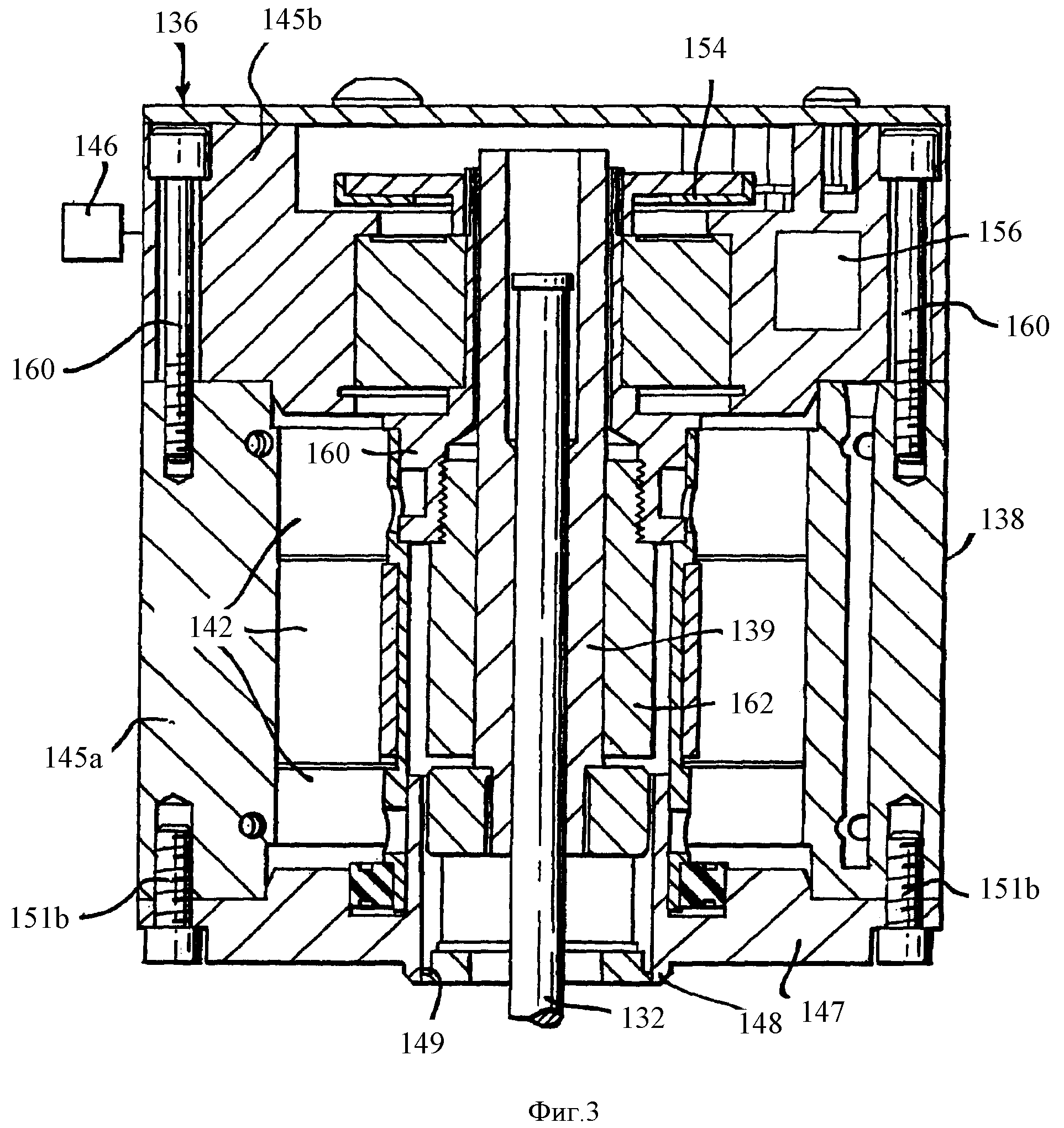
Фиг.3 изображает в вертикальной проекции другой вариант выполнения приводной системы узла клапанного затвора, показанного на фиг.1.
ОПИСАНИЕ ПРЕДПОЧТИТЕЛЬНОГО ВАРИАНТА (ВАРИАНТОВ) ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
На фиг.1 показан вариант выполнения узла 10 клапанного затвора согласно изобретению для распределительного узла 12 и литейной формы 14. Литейная форма 14 имеет первую половину 15 и вторую половину (не показана), которые образуют полость 16 формы. В первой половине 15 литейной формы 14 выполнено по меньшей мере одно, предпочтительно несколько сквозных отверстий 18, сообщающихся с полостью 16. Когда расплавленный материал (не показан) через отверстие 18 вводится в полость 16, он заполняет литейную форму 14 и по мере затвердевания или отверждения принимает форму полости 16. Литейная форма 14 представляет собой обычную литейную форму, известную из уровня техники.
Распределительный узел 12 содержит распределитель 20, имеющий проточный канал 22, и по меньшей мере одно, предпочтительно несколько сопел 24, отходящих от распределителя 20 вниз и имеющих проточный канал 26, сообщающийся с проточным каналом 22 распределителя 20. Распределительный узел 12 содержит также вертикальный стояк 28, отходящий радиально наружу от распределителя 20 и предназначенный для введения в него расплавленного материала. Проточные каналы 22 и 26 могут иметь любую приемлемую форму. Проточный канал 26 сопла 24 сужается и оканчивается у выходного отверстия 30. Как видно на фиг.1, литейная форма 14 расположена так, что выходное отверстие 30 расположено вблизи соответствующего отверстия 18 литейной формы, и поэтому проточный канал 26 сопла сообщается с полостью 16. Узел 10 клапанного затвора взаимодействует с выходным отверстием 30 распределительного узла 12, регулируя расход расплавленного материала, поступающего из распределительного узла 12 в литейную форму 14. Следует отметить, что, хотя с распределительным узлом 12 могут использоваться несколько узлов 10 клапанного затвора, для одного выходного отверстия 30 распределительного узла 12 используется только один узел 10 клапанного затвора. Расплавленный материал может представлять собой пластмассу, металл, древесное волокно и пластмассу и т.п. Расплавленный материал вводится путем впрыска в вертикальный стояк 28 распределителя 20 из литейной машины (не показана). Распределитель 12 является обычным и известен из уровня техники.
Узел 10 клапанного затвора согласно изобретению содержит подвижный клапан, в целом обозначенный позицией 31, для регулирования расхода расплавленного материала, поступающего в полость 16 литейной формы 14. В одном варианте выполнения клапан 31 представляет собой стержень или шток 32, взаимодействующий с отверстием 30 для регулирования расхода расплавленного материала, поступающего в полость 16 литейной формы 14. В этом варианте стержень 32 расположен соосно с отверстием 30 и по меньшей мере частично находится внутри проточного канала 26 сопла 24. Поперечное сечение стержня 32 предпочтительно меньше поперечного сечения канала 26, и поэтому расплавленный материал может протекать, окружая стержень 32. Стержень 32 своим концом 34 открывает и закрывает отверстие 30, как описано ниже. Стержень 32 тоже известен из уровня техники.
Стержень 32 может перемещаться в осевом направлении в проточном канале 26 к отверстию 30 и от него, как описано ниже. Стержень 32 может находиться в положении полного открытия (т.е. в верхней точке рабочего хода), когда его конец 34 находится вне отверстия 30, или в положении полного закрытия (т.е. в нижней точке рабочего хода), когда его конец 34 находится в отверстии 30. Размер конца 34 предпочтительно является взаимно дополняющим по отношению к размеру отверстия 30, поэтому, когда стержень 32 находится в положении полного закрытия, конец 34 перегораживает и по существу плотно закрывает отверстие 30. В результате при нахождении стержня 32 в положении полного закрытия расплавленный материал через отверстие 30 не проходит. Когда стержень 32 находится в положении полного открытия, расплавленный материал проходит через отверстие 30 в литейную форму 14. Стержень 32 может перемещаться между положением полного закрытия и положением полного открытия и останавливаться в любом промежуточном положении, как будет описано ниже. Когда стержень 32 перемещается из положения полного закрытия в положение полного открытия, расход расплавленного материала через отверстие 30 увеличивается.
Узел клапанного затвора 10 также содержит приводную систему 36 согласно изобретению, функционально взаимодействующую со стержнем 32 с целью его перемещения между положением полного закрытия и положением полного открытия. В варианте, показанном на фиг.2, приводная система 36 содержит привод 38, функционально соединенный со стержнем 32. Привод 38 перемещает стержень 32 прямолинейно или вдоль оси в направлении к отверстию 30 и от него. Привод 38 может устанавливать стержень 32 в любое положение между положением полного закрытия и положением полного открытия, т.е. стержень можно установить в положение полного закрытия, в положение полного открытия или в любое положение между ними. В одном варианте полный диапазон перемещения (т.е. ход) стержня 32 между положением полного закрытия и положением полного открытия составляет приблизительно один дюйм (25,4 мм). Перемещение может быть пошаговым. Например, в одном из вариантов привод 38 перемещает стержень 32 на заданное расстояние с шагом приблизительно 0,001 дюйма (0,0254 мм). Путем осевого перемещения стержня 32 приводная система 36 может закрывать и открывать отверстие 30, что более подробно описано ниже. В качестве привода 38 может использоваться линейный электродвигатель, бесщеточный электродвигатель постоянного тока, линейный синхронный электродвигатель, линейный привод, линейный сервопривод или линейный трубчатый электродвигатель. Привод 38 может быть электромагнитного, магнитного или электрического типа. При уменьшении шага стержень 32 может быть установлен практически в любое положение.
В варианте, показанном на фиг.2, используется привод 38 типа линейного асинхронного двигателя. Привод 38 содержит сердечник 39, окружающий стержень 32 и соединенный с его верхним концом. Привод 38 также содержит по меньшей мере один, предпочтительно несколько постоянных магнитов 40, установленных в осевом направлении и окружающих сердечник 39. В осевом направлении постоянные магниты 40 отделены друг от друга немагнитными изолирующими элементами 41, которые тоже установлены в осевом направлении и окружают сердечник 39. Привод 38 имеет цилиндрический корпус 43, окружающий постоянные магниты 40 и изолирующие элементы 41. Стержень 32, сердечник 39, постоянные магниты 40, изолирующие элементы 41 и корпус 43 перемещаются как единый блок.
Привод 38 содержит по меньшей мере один, предпочтительно несколько электромагнитов 42, расположенных на расстоянии друг от друга в осевом направлении и окружающих постоянные магниты 40, и электрический соединитель 44, соединенный электрически с электромагнитами 42 и источником электроэнергии, например устройством 46 управления, которое будет описано ниже. Силовой привод 38 имеет цилиндрический корпус 45а, окружающий электромагниты 42, верхнюю торцевую плиту 45b, закрывающую один конец корпуса 45а, и нижнюю торцевую плиту 45с, закрывающую другой конец корпуса 45а. Электрический соединитель 44 прикреплен к верхней торцевой плите 45b крепежным элементом 44а. Когда электромагниты 42 находятся в правильном положении относительно постоянных магнитов 40, они возбуждаются устройством 46 управления и отталкивают постоянные магниты 40, что приводит к линейному перемещению сердечника 39 и стержня 32.
Привод 38 на нижнем конце имеет плиту 47 для крепления к распределителю 20. Плита 47 имеет установочный элемент 48, выступающий из нее по оси, для ее установки относительно распределителя 20. Установочный элемент 48 имеет сквозное осевое отверстие 49, через которое проходит стержень 32. Установочный элемент 48 вставлен в углубление 50 распределителя 20, а плита 47 прикреплена к распределителю 20 крепежными элементами 51а. Плита 47 прикреплена к нижней торцевой плите 45с крепежными элементами 51b. Привод 38 имеет на верхнем конце подвижную плиту 52, прикрепленную к верхнему концу стержня 32. Электромагниты 42 и плита 47 закреплены неподвижно относительно распределителя 20.
Приводная система 36 также содержит датчик 54 положения, который может быть любого типа, в том числе линейным или поворотным датчиком положения. Датчик 54 положения может использоваться с любым подходящим измерительным устройством, определяющим положение этого датчика. В одном варианте выполнения датчик 54 положения включает измерительный преобразователь 56 в виде фотодетектора. Датчик 54 положения прикреплен к подвижной плите 52, так что он может перемещаться вместе со стержнем 32. Измерительный преобразователь 56 жестко прикреплен к приводу 38 и расположен параллельно направлению перемещения стержня 32. Поэтому при перемещении стержня 32 датчик 54 положения перемещается относительно измерительного преобразователя 56, который обнаруживает изменение положения этого датчика при его линейном перемещении. Измерительный преобразователь 56 преобразует изменение положения датчика 54 (т.е. положение стержня 32) в электрический сигнал датчика. Измерительный преобразователь 56 электрически соединен с устройством 46 управления, описанным ниже.
Приводная система 40 также содержит устройство 46 управления, электрически соединенное с измерительным преобразователем 56 и приводом 38. Устройство 46 управления принимает сигналы датчика положения, преобразует их в управляющие сигналы и подает управляющие сигналы на привод 38 для возбуждения его электромагнитов 42 и снятия возбуждения с них, заставляя привод 38 перемещать стержень 32 к отверстию 30 или от него. Устройство 46 управления может представлять собой любой подходящий компьютер, например персональный компьютер (ПК) или программируемый логический контроллер (ПЛК).
Узел 10 клапанного затвора содержит устройство 58 ввода, например клавиатуру, электрически соединенное с устройством 46 управления. С помощью устройства 58 ввода пользователь может вручную вводить в устройство 46 управления информацию, например требуемое положение стержня 32.
Процесс литья может начинаться, когда стержень 32 находится в положении полного закрытия, препятствуя поступлению расплавленного материала из распределительного узла 12 в полость 16 литейной формы 14. Когда нужно пропустить расплавленный материал в полость 16 литейной формы 14, устройство 46 управления посылает на привод 38 управляющие сигналы для возбуждения электромагнитов 42 и снятия с них возбуждения. Электромагниты 42 отталкивают постоянные магниты 40, что приводит к их линейному перемещению. В результате происходит линейное перемещение стержня 32, и его конец 34 отходит от отверстия 30. Измерительный преобразователь 56 обнаруживает изменение положения стержня 32 с помощью датчика 54 положения и подает сигналы датчика положения в устройство 46 управления. Когда стержень 32 достигает заданного положения, устройство 46 управления принимает соответствующие сигналы датчика положения и прекращает подачу управляющих сигналов на привод 38, останавливая его. Когда стержень 32 находится в заданном положении открытия, расплавленный материал через канал 26 и отверстие 30 поступает в полость 16 литейной формы 14. Привод 38 может устанавливать стержень 32 в любое промежуточное положение между положением полного закрытия и положением полного открытия и позволяет быстро и точно регулировать расход расплавленного материала, подаваемого в полость 16 литейной формы 14.
На фиг.3 показан другой вариант выполнения приводной системы 36 согласно изобретению. Позиции элементов этой приводной системы, одинаковых с элементами в рассмотренном выше варианте, увеличены на 100. Приводная система на фиг.3 содержит привод 138, функционально соединенный со стержнем 132 и представляющий собой линейный электродвигатель. Привод 138 содержит сердечник 139, окружающий стержень 132 и соединенный с его верхним концом, поворотную гайку 160, полый шариковый винт 162, соединенный с сердечником 139 и ввинченный в гайку 160, и по меньшей мере один, предпочтительно несколько электромагнитов 142, расположенных на расстоянии друг от друга в осевом направлении и окружающих сердечник 139. Привод 138 также содержит электрический соединитель (не показан), электрически соединенный с электромагнитами 142 и источником электроэнергии, например устройством 146 управления. Привод имеет цилиндрический корпус 145а, окружающий электромагниты 142, и верхнюю торцевую плиту 145b, закрывающую верхний конец корпуса 145а и прикрепленную к нему крепежными элементами 160.
На нижнем конце привод 138 имеет плиту 147 для крепления к распределителю 20. Плита 147 имеет установочный элемент 148, выступающий из нее по оси, для установки плиты 147 относительно распределителя 20. Установочный элемент 148 имеет сквозное осевое отверстие 149, через которое проходит стержень 132. Плита 147 прикреплена к корпусу 145а крепежными элементами 151b.
Приводная система 136 также содержит поворотный датчик 154 положения, включающий измерительный преобразователь 156, например фотодетектор. Датчик 154 положения прикреплен к поворотной гайке 160, а измерительный преобразователь 156 жестко прикреплен к приводу 138. Таким образом, при вращении гайки 160 и перемещении стержня 132 датчик 154 положения перемещается относительно измерительного преобразователя 156, который обнаруживает изменение положения этого датчика при его вращении. Измерительный преобразователь 156 преобразует изменение положения датчика 154 (т.е. положение стержня 132) в электрический сигнал датчика положения. Измерительный преобразователь 156 электрически соединен с устройством 146 управления.
Процесс литья может начинаться, когда стержень 132 находится в положении полного закрытия клапана, препятствуя поступлению расплавленного материала из распределительного узла 12 в полость 16 литейной формы 14. Когда нужно пропустить расплавленный материал в полость 16 литейной формы 14, устройство 146 управления посылает на привод 138 управляющие сигналы для возбуждения электромагнитов 42 и снятия с них возбуждения с целью поворота гайки 160. В результате поворота гайки 160 происходит линейное перемещение шарикового винта 162 и стержня 132, конец 134 которого отходит от отверстия 30. Измерительный преобразователь 156 определяет изменение положения стержня с помощью датчика 154 положения и посылает сигналы датчика положения на устройство 146 управления. Когда стержень 132 достигает заданного положения, устройство 146 управления принимает соответствующие сигналы датчика положения и прекращает посылать управляющие сигналы на привод 138, останавливая его. Когда стержень 132 находится в заданном положении открытия, расплавленный материал через канал 26 и отверстие 30 проходит в полость 16 литейной формы 14.
Таким образом, узел 10 клапанного затвора позволяет пользователю лучше управлять процессом литья за счет возможности установки стержня 32, 132 в любое положение. Например, процесс литья может ухудшиться из-за изменений в окружающей среде или износа литейной формы. В этих случаях узел 10 клапанного затвора согласно изобретению позволит пользователю изменить процесс (т.е. изменить положение стержня или время, когда он приводится в движение) и тем самым сохранить качество изготавливаемых изделий.
Изобретение описано выше в целях его иллюстрации, и использованная в описании терминология не носит ограничительного характера.
Изобретение допускает различные изменения и другие, отличные от описанных, варианты осуществления в пределах объема, определяемого его формулой.
Реферат
Заявленное изобретение относится к клапанным затворам, в особенности к узлу клапанного затвора для регулирования расхода расплавленного материала, подаваемого в полость литейной формы. Техническим результатом заявленного изобретения является создание не пневматического или гидравлического клапанного затвора, который сравнительно быстро приводится в действие и может быть точно установлен в заданное положение между положением полного открытия и положением полного закрытия, обеспечивая лучшее регулирование расхода расплавленного материала, подаваемого в литейную форму. Технический результат достигается в заявленном узле клапанного затвора для регулирования расхода расплавленного материала, подаваемого в литейную форму. При этом он содержит подвижный клапан, который может перемещаться между положением полного закрытия и положением полного открытия. Приводная система содержит привод, соединенный с клапаном, и датчик положения, соединенный с клапаном. Причем приводная система взаимодействует с клапаном для его перемещения и установки в любое положение между положением полного закрытия и положением полного открытия. 6 н. и 23 з.п. ф-лы, 3 ил.
Формула
подвижный клапан, который может перемещаться между положением полного закрытия и положением полного открытия, и
приводную систему, содержащую привод, соединенный с клапаном, и датчик положения, соединенный с клапаном, причем приводная система взаимодействует с клапаном для его перемещения и установки в любое положение между положением полного закрытия и положением полного открытия.
подвижный стержень, который может перемещаться между положением полного закрытия и положением полного открытия;
привод, соединенный со стержнем, для его перемещения и установки в любое положение между положением полного закрытия и положением полного открытия;
датчик положения, соединенный с указанным стержнем;
измерительный преобразователь, расположенный на расстоянии от датчика положения, для определения положения датчика положения и преобразования этого положения в сигнал датчика положения и устройство управления, электрически соединенное с приводом и измерительным преобразователем, для приема сигнала датчика положения, преобразования этого сигнала в управляющий сигнал и подачи управляющего сигнала на привод, в результате чего привод перемещает стержень и устанавливает его между положением полного закрытия и положением полного открытия.
подвижный стержень, который может перемещаться между положением полного закрытия и положением полного открытия;
привод, функционально соединенный со стержнем, для его перемещения и установки в любое положение между положением полного закрытия и положением полного открытия,
причем привод содержит сердечник, соединенный со стержнем, по меньшей мере один постоянный магнит, окружающий сердечник, и по меньшей мере один электромагнит, окружающий постоянный магнит, для перемещения стержня;
датчик положения, функционально соединенный со стержнем;
измерительный преобразователь, расположенный на расстоянии от датчика положения, для определения положения датчика положения и преобразования этого положения в сигнал датчика положения и устройство управления, электрически соединенное с приводом и измерительным преобразователем, для приема сигнала датчика положения, преобразования этого сигнала в управляющий сигнал и подачи управляющего сигнала на привод, в результате чего привод перемещает стержень и устанавливает его в любое положение между положением полного закрытия и положением полного открытия.
подвижный стержень, который может перемещаться между положением полного закрытия и положением полного открытия;
привод, функционально соединенный со стержнем, для его перемещения и установки в любое положение между положением полного закрытия и положением полного открытия;
причем привод содержит сердечник, прикрепленный к стержню, шариковый винт, окружающий сердечник, поворотную гайку, навинченную на этот винт, и по меньшей мере один электромагнит, окружающий эту гайку, для ее поворота с целью перемещения стержня;
датчик положения, функционально соединенный со стержнем;
измерительный преобразователь, расположенный на расстоянии от датчика положения, для определения положения датчика положения и преобразования этого положения в сигнал датчика положения и устройство управления, электрически соединенное с приводом и измерительным преобразователем, для приема сигнала датчика положения, преобразования его в управляющий сигнал и передачи управляющего сигнала на привод, в результате чего привод перемещает стержень и устанавливает его в любое положение между положением полного закрытия и положением полного открытия.
подвижный клапан, который может перемещаться между положением полного закрытия и положением полного открытия, и приводную систему, содержащую электрический привод, фунционально соединенный с клапаном и содержащий сердечник, соединенный с клапаном, и по меньшей мере один электромагнит для перемещения указанного клапана, причем приводная система функционально взаимодействует с клапаном для его пошагового перемещения на заданное расстояние для установки клапана между положением полного закрытия и положением полного открытия.
подвижный стержень, который может перемещаться между положением полного закрытия и положением полного открытия, и электрический привод, функционально соединенный со стержнем, и по меньшей мере один электромагнит для перемещения указанного стержня в любое положение между положением полного закрытия и положением полного открытия,
датчик положения для определения положения стержня с преобразования положения стержня в сигнал положения и
устройство управления, соединенное с приводом и датчиком положения, для приема сигнала положения, преобразования его в управляющий сигнал и передачи управляющего сигнала на привод, в результате чего привод осуществляет пошаговое перемещение стержня на заданное расстояние и устанавливает его между положением полного закрытия и положением полного открытия.
Комментарии