Способ для ввода уплотнения вставного соединительного элемента - RU2482964C2
Код документа: RU2482964C2
Чертежи


Описание
Изобретение относится к способу для ввода уплотнения вставного соединительного элемента.
Уплотнения для вставных соединительных элементов в соответствии с современным уровнем техники после изготовления вставного соединительного элемента способом литья размещаются в предусмотренном месте вставного соединительного элемента либо вручную, либо с помощью комплектующего автомата.
Далее, известно, что после изготовления вставного соединительного элемента его переводят во вторую форму или во второе гнездо формы и в это второе гнездо формы впрыскивается уплотнение в процессе литья под давлением.
Задачей изобретения является разработка способа для ввода уплотнения вставного соединительного элемента, при котором уплотнение можно ввести без перекладывания вставного соединительного элемента.
Предметом изобретения является, поэтому, способ для ввода уплотнения вставного соединительного элемента, отличающийся тем, что уплотнение (мягкий компонент) вводится в форму, в которой изготовляется вставной соединительный элемент, причем необходимым является только одно движение открытия инструмента.
Благодаря этому можно упростить и рационализировать изготовление вставного соединительного элемента с уплотнением.
В одном варианте выполнения способа готовое уплотнительное кольцо вкладывается в инструмент. Это можно осуществить вручную или с помощью автомата. Затем форму закрывают и наружная оболочка (вставной соединительный элемент) изготавливается методом литья под давлением.
После открытия формы вставной соединительный элемент с введенным уплотнением может извлекаться или выталкиваться.
Такой способ представлен на фиг.1.
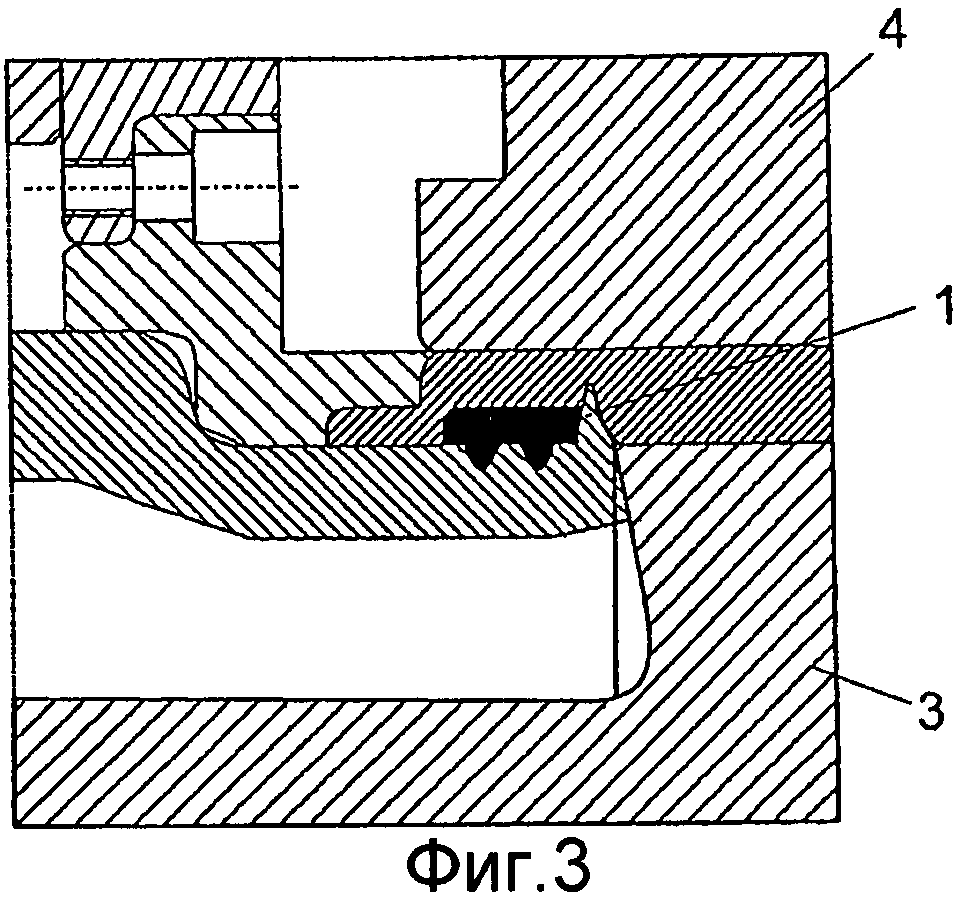
В одном другом варианте выполнения в форме сначала образуется уплотнение методом литья под давлением мягкого компонента. При этом в форме остается свободной только область, в которую впрыскивается уплотнение, а именно камера для уплотнения.
После этого высвобождается та область, в которой с помощью литья под давлением отливается вставной соединительный элемент. После процесса литья под давлением после охлаждения формовочной массы готовый вставной соединительный элемент с уплотнением может извлекаться или выталкиваться.
Такой способ представлен на фиг.2 и 3.
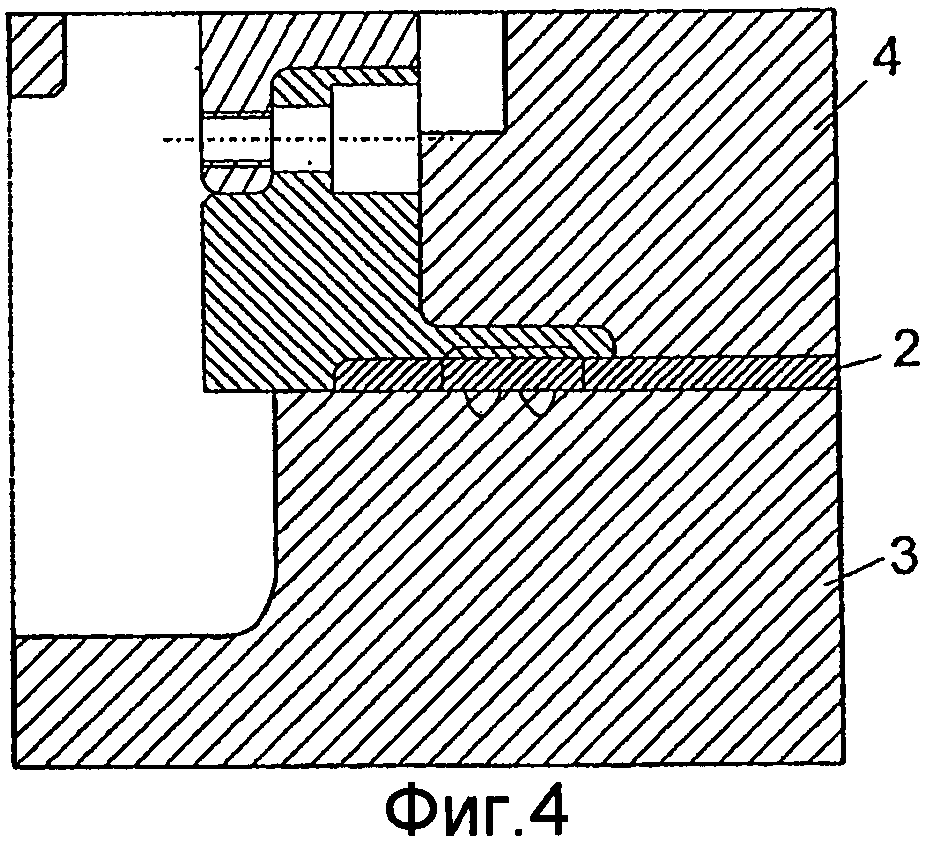
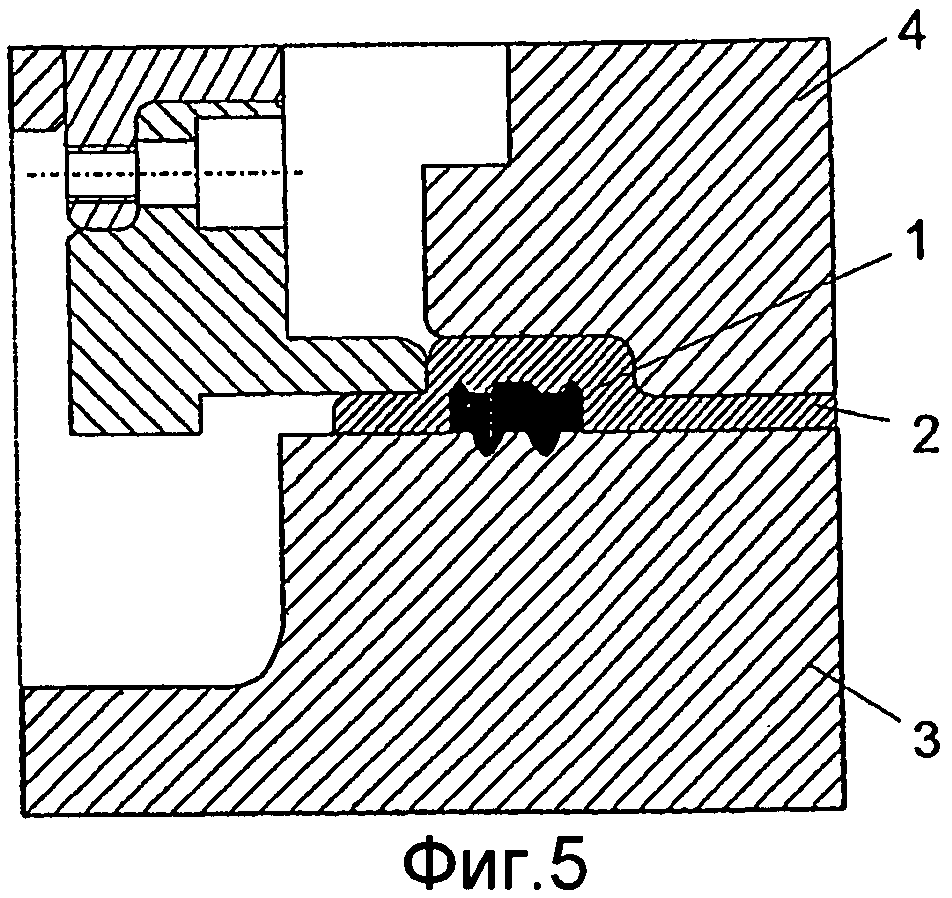
В одном другом варианте выполнения в форме на первом этапе обрабатываются твердые компоненты вставного соединительного элемента. Затем, пока вставной соединительный элемент находится еще в пластическом состоянии, камера для уплотнения высвобождается, и впрыскивается мягкий компонент.
При этом твердый компонент благодаря впрыскиванию мягкого компонента в области камеры для уплотнения выдавливается наружу и таким образом формируется камера для уплотнения.
После охлаждения и открытия формы готовый вставной соединительный элемент можно извлечь из формы.
Такой способ показан на фиг.4 и 5.
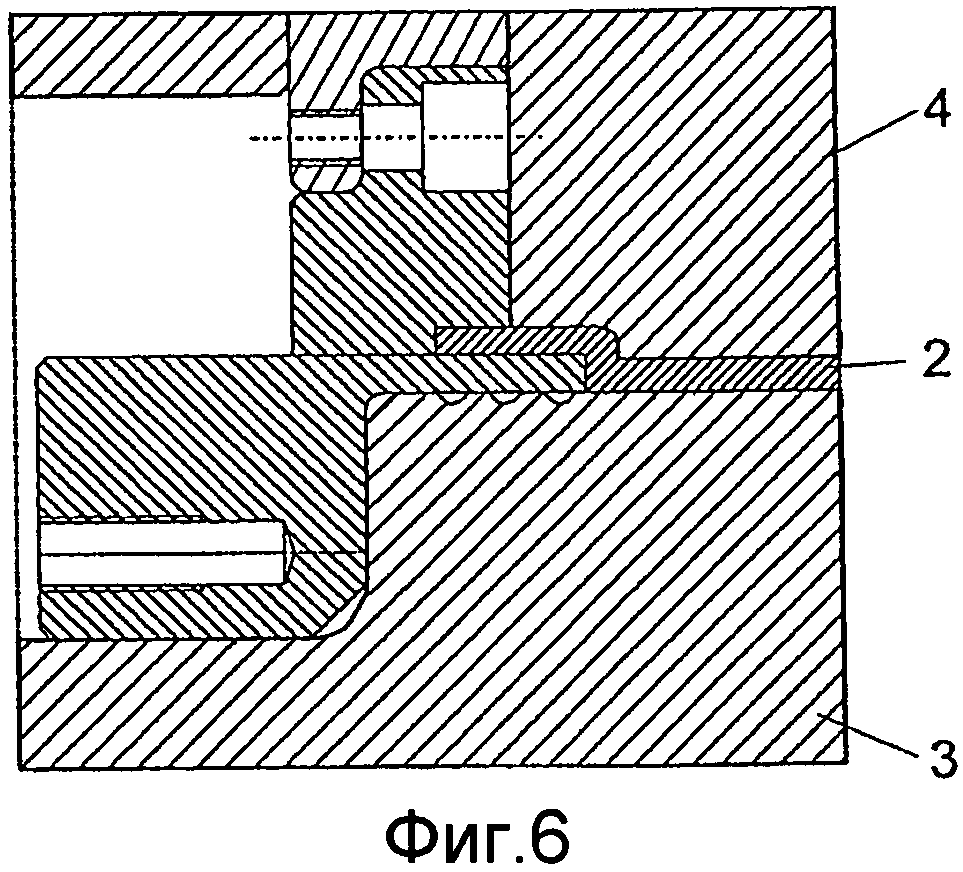
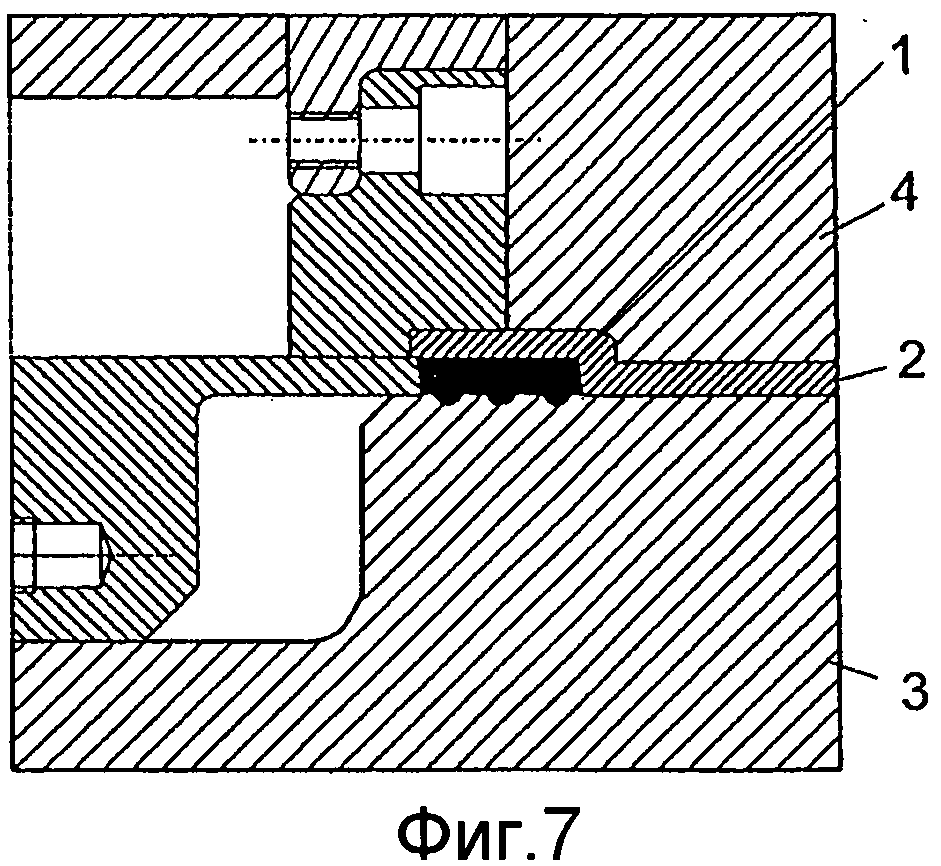
В одном другом варианте выполнения вначале отливается под давлением наружная оболочка (вставной соединительный элемент). После достаточного отвердевания вставного соединительного элемента камера для уплотнения освобождается, и впрыскивается мягкий компонент (уплотнение).
Такой способ представлен на фиг.6 и 7.
Движения в инструменте могут осуществляться с помощью гидравлики, пневматики или электрических средств.
На фиг.1-7 представлены варианты выполнения способа согласно изобретению. В них позицией 1 обозначен мягкий компонент (уплотнение), 2 - наружная оболочка и 3 - формовочный сердечник, 3а - сегмент сердечника, 4 - наружная часть формы.
Предпочтительно такие способы осуществляются в форме для литья под давлением, которая имеет раздвижной формовочный сердечник или складной формовочный сердечник.
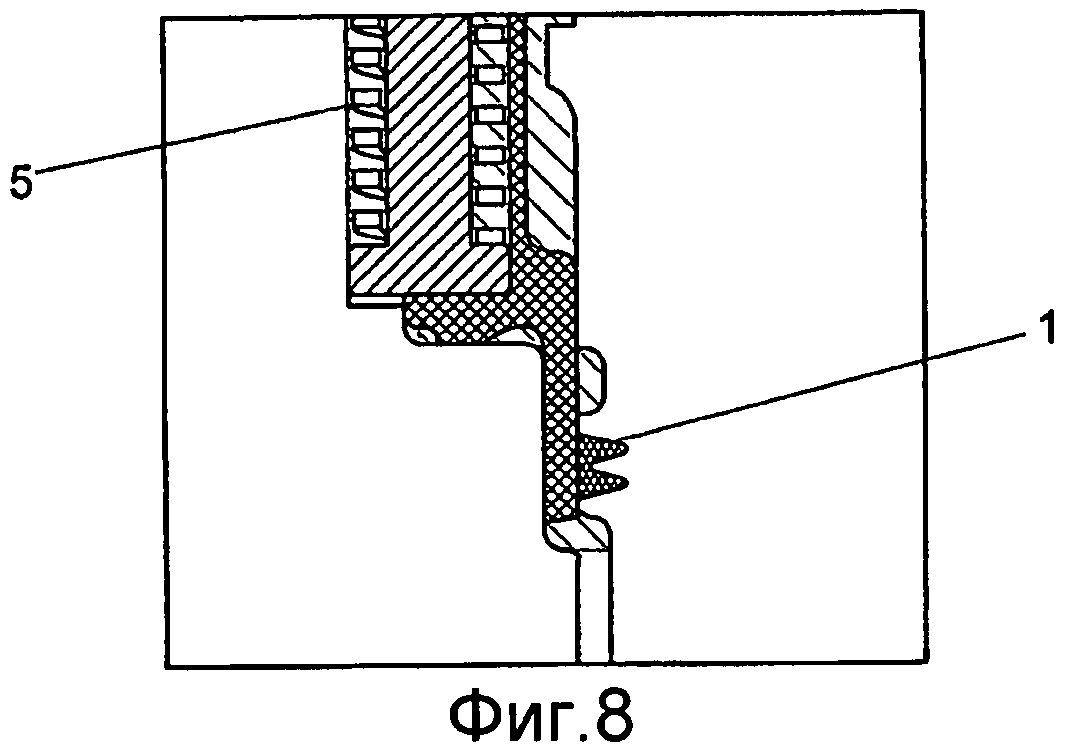
В одном особом варианте выполнения изобретения, который представлен на фиг.8 и 9, с помощью специального устройства, а именно подпружиненной установки кольца, осуществляется особенно предпочтительный способ изготовления.
Для того чтобы при изготовлении фитинга высвободить полость для 2-го компонента, следует отвести кольцо назад. Чтобы привести в действие это кольцо, до настоящего времени был необходим дополнительный механизм на формовочном сердечнике или отдельный привод с дополнительным управлением.
Для упрощения этого способа теперь кольцо подпружиненно вводится в инструмент.
Так как при впрыскивании первого компонента вследствие давления впрыскивания возникают лишь радиальные усилия, то кольцо остается в своем первоначальном положении. Когда впрыскивается 2-й компонент, то на кольцо вследствие давления впрыскивания воздействует осевое усилие, которое перемещает кольцо вплоть до его упорного положения.
Чтобы в случае способа двухкомпонентного литья под давлением с использованием отводимого формовочного сердечника при изготовлении фитинга высвободить полость для 2-го компонента, в формовочном сердечнике устанавливается дополнительный механизм (принудительная блокировка). Приведение в действие осуществляется с помощью гидроцилиндра, который нужен также для вытягивания стержня. Дополнительная промежуточная позиция посредством конечного выключателя на сердечнике выдает сигнал машине, чтобы в этом месте остановить движение формовочного сердечника и продолжить (его) лишь после впрыскивания 2-го компонента.
Дополнительный механизм, конечный выключатель и управляющее устройство машины для дополнительной промежуточной позиции отпадают, так как кольцо отводится под давлением впрыскивания расплава 2-го компонента.
Далее, этот способ можно применить также в том случае, если формовочные сердечники приводятся в действие посредством движения открытия (например, с помощью кулис) и таким образом в распоряжении не имеется никакого гидроцилиндра, который вводит необходимое движение кольца.
На фиг.1-9 представлены варианты выполнения способа согласно изобретению. В них позицией 1 обозначают мягкий компонент (уплотнение), позицией 2 - наружную оболочку и позицией 3 - формовочный сердечник, позицией 3а - сегмент сердечника, позицией 4 - наружную форму, позицией 5 - пружину.
Изготовленные способом согласно изобретению вставные соединительные элементы могут использоваться для трубопроводов для питьевой воды или для сточных вод, для защитных труб для электрических проводов, для трубопроводов для текучих сред, как, например, газов, отходящих газов, воздуха или для трубопроводов для сжатого воздуха.
Реферат
Способ для ввода уплотнения вставного соединительного элемента, в котором уплотнение (мягкий компонент) вводится в форме, в которой изготавливают вставной соединительный элемент (твердый компонент). При этом требуется только одно движение открытия инструмента. В предпочтительном варианте выполнения вначале твердый компонент отливают под давлением во вставной соединительный элемент, и пока твердый компонент находится еще в пластическом состоянии, освобождают камеру для уплотнения и впрыскивают мягкий компонент. Вследствие чего твердый компонент выдавливается наружу. Освобождение камеры для уплотнения может осуществляться автоматически с помощью подпружиненного кольца. Технический результат, достигаемый при использовании способа по изобретению, заключается в том, чтобы обеспечить упрощение изготовления вставного соединительного элемента за счет введения уплотнения без перекладывания вставного соединительного элемента. 3 з.п. ф-лы, 9 ил.
Формула
Документы, цитированные в отчёте о поиске
Блок сменной формовочной вставки
Комментарии