Способ для улучшенного производства диспенсеров - RU2561896C2
Код документа: RU2561896C2
Чертежи
Описание
ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу улучшенного производства первой группы первых одинаковых диспенсеров и второй группы вторых одинаковых диспенсеров.
УРОВЕНЬ ТЕХНИКИ
Туалетные комнаты обычно оборудованы диспенсерами, часто изготовленными из пластмассы, для продуктов одноразового использования, которые связаны с личной гигиеной. Такие продукты включают жидкое или пенообразное мыло, туалетную бумагу, косметические салфетки и полотенца для рук. Каждый вид продукта требует специального диспенсера. Поэтому разные типы диспенсеров имеют разные формы и размеры.
В частности, к диспенсерам, которые должны использоваться в общественных туалетах, предъявляют высокие требования не только по надежности, но и по их внешнему виду. Поэтому изготовители диспенсеров стремятся выпускать эстетически привлекательные, эргономично спроектированные диспенсеры. Кроме того, поскольку можно предполагать, что разные типы диспенсеров будут находиться в одном и том же помещении, изготовители стремятся наделять диспенсеры общим признаком для того, чтобы данные диспенсеры могли восприниматься как принадлежащие к одному семейству диспенсеров. Таким образом, приспособления в туалетной комнате могут выглядеть более гармонизированными.
По соображениям экономии диспенсеры, используемые в туалетных комнатах, выполнены с возможностью пополнения. Для того чтобы помочь уборочному персоналу определять, когда диспенсер должен быть пополнен, прежде чем он будет полностью опорожнен, диспенсеры обычно снабжают средством для определения оставшегося количества или объема продукта без необходимости открытия диспенсера. Такое средство часто выполнено в виде смотрового окна, через которое можно видеть продукт. Для того чтобы уменьшить неблагоприятный эффект, который может оказывать смотровое отверстие на внешний вид диспенсера, смотровое отверстие может быть выполнено в виде прозрачной панели, продолжающейся по существу по всей ширине диспенсера, причем упомянутую прозрачную панель окрашивают так, чтобы дополнять цвет (цвета) остальной части диспенсера. Посредством использования одинаковых цветов для разных типов диспенсеров можно наделить семейство диспенсеров желаемым общим признаком.
Дополнительным способом наделения семейства диспенсеров общим признаком является образование множества вкладок разных цветов или типов, которые могут быть зафиксированы в отверстиях соответствующего размера в диспенсерах.
Помимо использования защелкивающихся вкладок и окрашенных материалов для составляющих компонентов диспенсеров, до настоящего времени было желательно обеспечить художественное оформление пластмассового диспенсера, которое осуществлялось посредством окраски распылением, например, в серебристый цвет, или нанесением фирменного знака на небольшую область диспенсера. Недавно было предложено использовать технологию переноса посредством воды для получения непрерывных узоров, напоминающих текстуру дерева, мрамор, капли воды и др. Технология переноса посредством воды отличается низкой точностью и высокой трудоемкостью, при этом узоры наносятся на одну единственную пластмассовую деталь за один прием. Поэтому данная технология не пригодна для массового производства многоэлементных изделий, для которых требуется общий признак семейства.
Поэтому существует потребность в способе наделения семейства диспенсеров общим признаком с использованием узора, который может перекрывать два смежных компонента диспенсеров и в то же время легко наносится на диспенсеры разных форм и размеров. Упомянутый способ должен обеспечить улучшение производства групп одинаковых диспенсеров семейства диспенсеров, позволяя при необходимости наносить одинаковый узор на все диспенсеры.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Вышеупомянутая потребность обеспечивается посредством способа улучшения производства первой группы первых одинаковых диспенсеров и второй группы вторых одинаковых диспенсеров. Первые одинаковые диспенсеры отличаются от вторых одинаковых диспенсеров, например, по размеру и/или форме, однако диспенсеры содержат по меньшей мере перечисленные ниже общие признаки: каждый из первых одинаковых диспенсеров и вторых одинаковых диспенсеров образован посредством корпуса, образованного по меньшей мере посредством первого и второго различимых компонентов, которые примыкают друг к другу; причем упомянутый первый и упомянутый второй различимые компоненты совместно образуют поверхность, принимающую узор, причем упомянутая поверхность, принимающая узор, содержит первую область, имеющую первый коэффициент изменения в глубину на единицу ширины, равный 0,25. Упомянутый способ включает этапы:
- инжекционного формования первого и второго различимых компонентов;
- обеспечения узора на передающей среде и
- нанесения узора на по меньшей мере первую область поверхности, принимающей узор, тем самым перенося узор с передающей среды на поверхность, принимающую узор, при этом узор занимает на поверхности, принимающей узор, прямоугольную область площадью по меньшей мере 30 см2.
При упомянутом способе общий признак семейства в виде узора, продолжающегося на изогнутых поверхностях диспенсеров, может быть перенесен на первую и вторую группы диспенсеров надежно и с возможностью воспроизведения.
Выражение «различимый компонент» означает, что человек способен визуально определить линию разделения или перехода между двумя смежными компонентами диспенсера. Линия разделения или перехода может быть усилена посредством использования разных цветов для смежных компонентов.
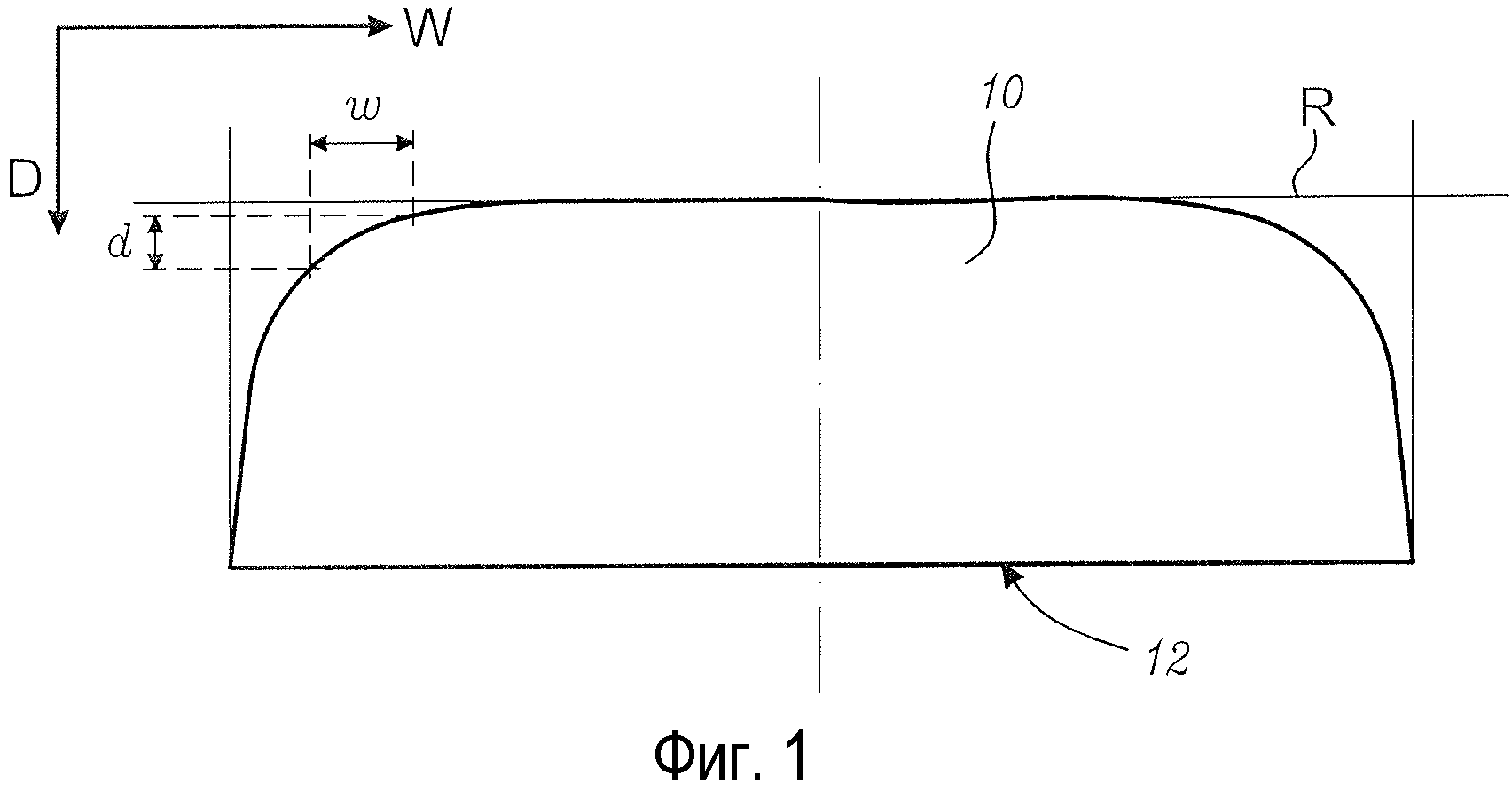
Выражение «изменение в глубину на единицу ширины» является мерой кривизны области поверхности и определяется следующим образом.
Со ссылкой на фиг.1, диспенсер 10 расположен на своей поверхности 12 прикрепления к стене, и вокруг диспенсера описан прямоугольник R так, что одна сторона прямоугольника совпадает с поверхностью 12 прикрепления к стене. Упомянутый прямоугольник определяет направление D глубины, перпендикулярное поверхности прикрепления к стене, и направление W ширины, параллельное поверхности прикрепления к стене. Направление W ширины соответствует поперечному удлинению диспенсера, т.е. удлинению диспенсера в горизонтальном направлении, параллельном стене, когда диспенсер закреплен на стене. Для любой области на огибающей поверхности диспенсера посредством измерения можно определить изменение в глубину d для заданного размера ширины w, например, 1,0 см. Коэффициент изменения в глубину на единицу ширины определяется как d:w.
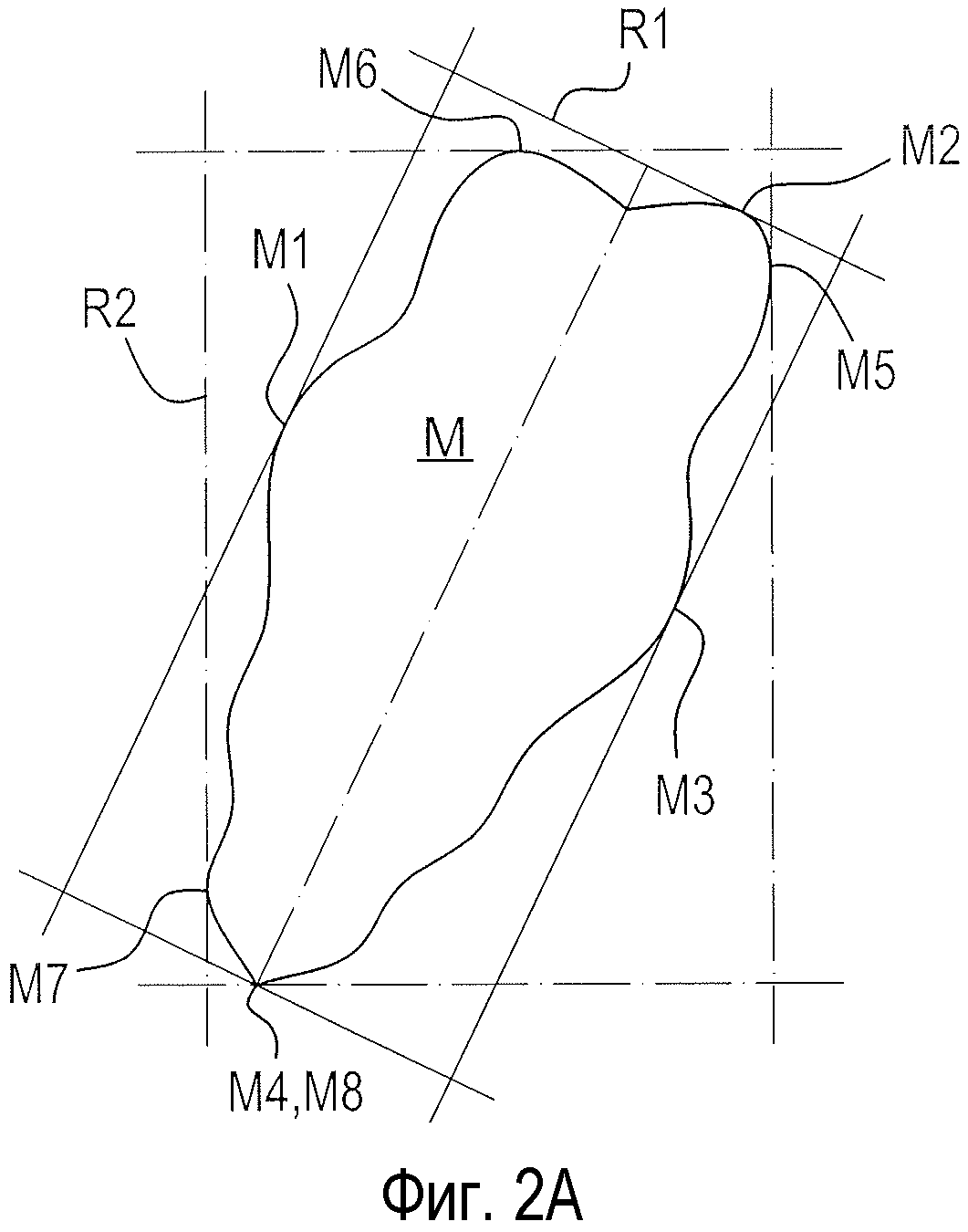
Прямоугольная область, которая занимает узор на поверхности, принимающей узор, определяется следующим образом.
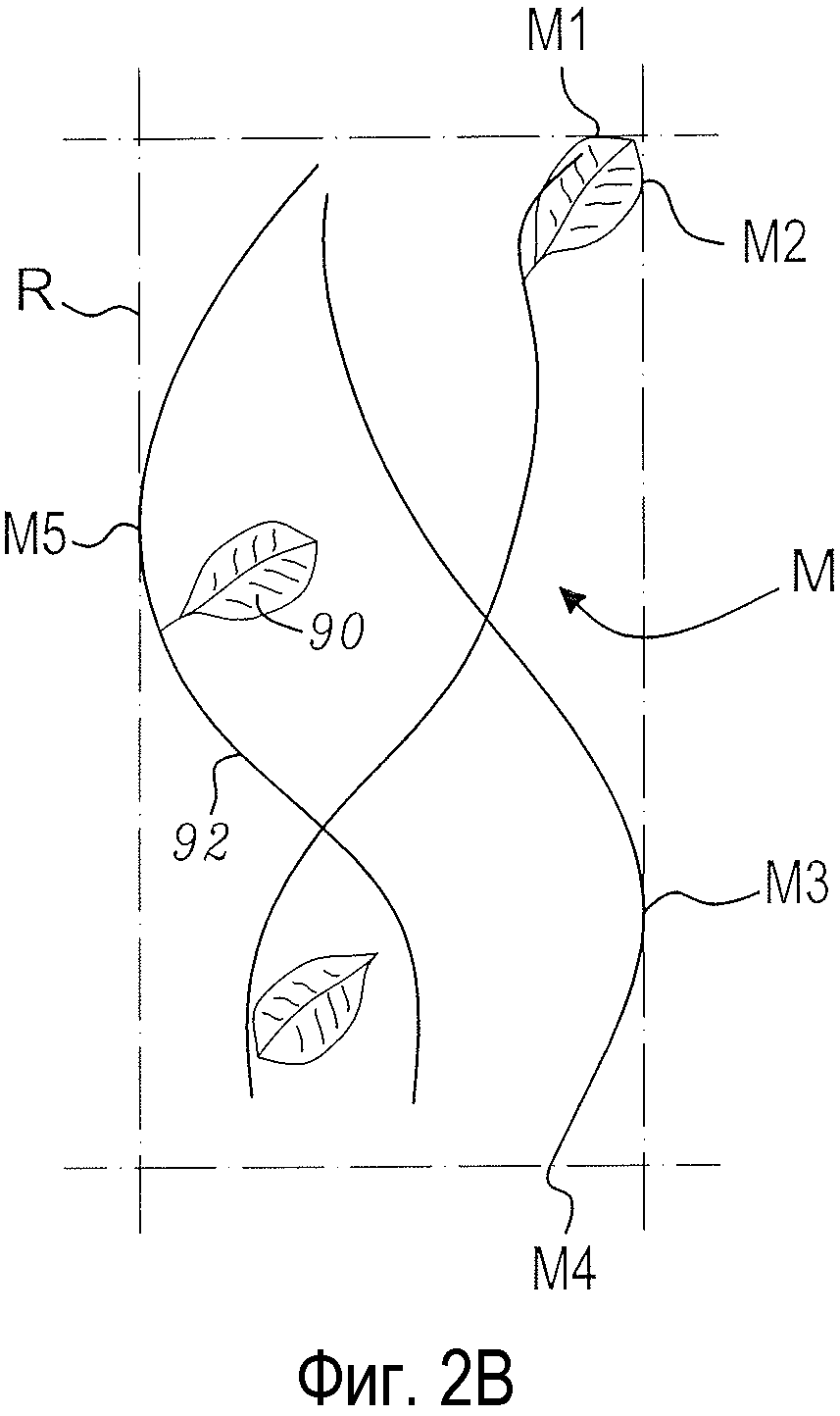
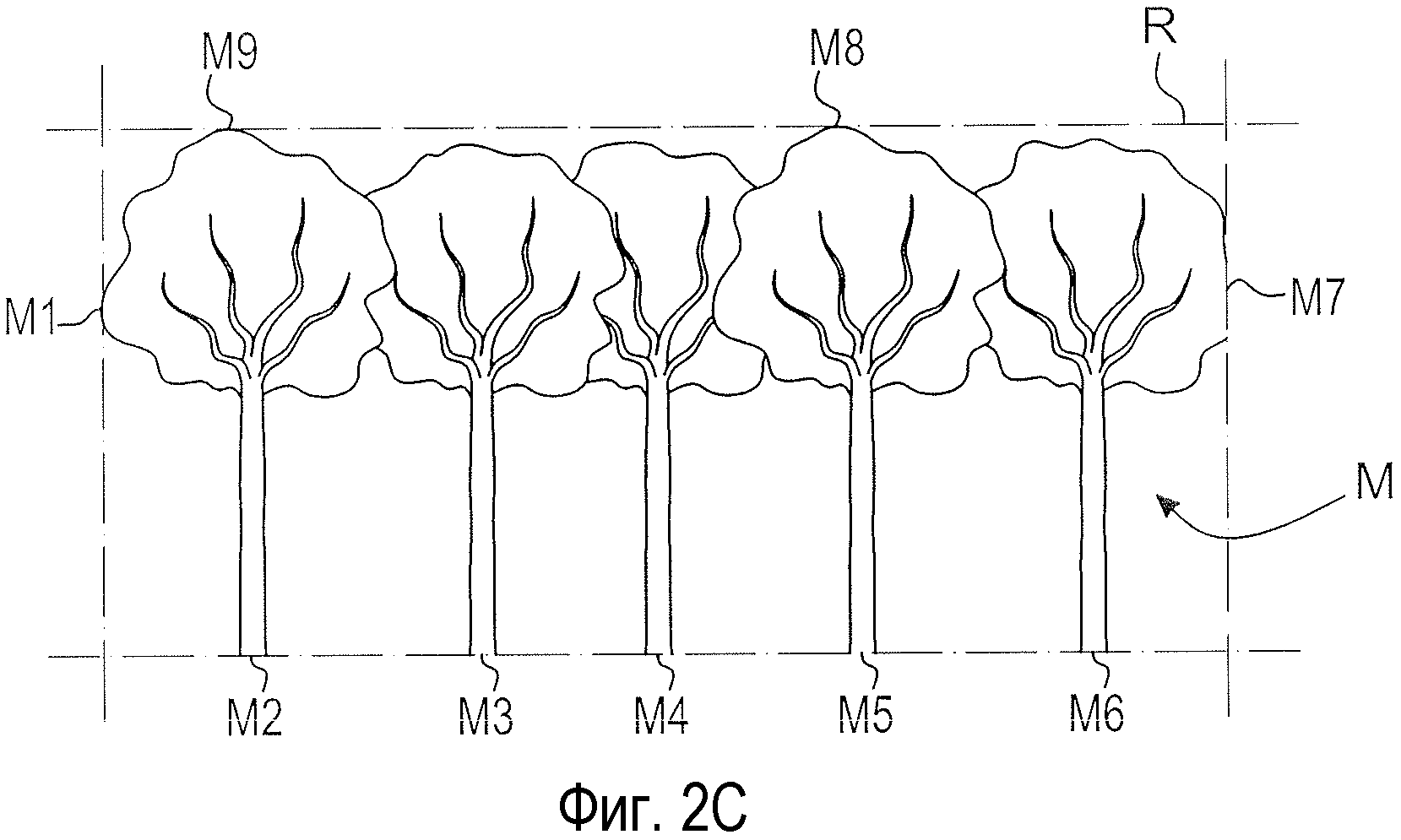
Со ссылкой на фиг.2А-2С, напечатанный узор переводят в расплющенное состоянии так, чтобы соответствовать узору на передающей среде. Затем вокруг узора описывают прямоугольник так, что для каждой стороны прямоугольника по меньшей мере одна точка на узоре касается соответствующей стороны, и ни одна часть узора не пересекается ни с одной стороной прямоугольника. Очевидно, что для некоторых узоров можно описывать множество прямоугольников вокруг узора. Так, на фиг.2А вокруг узора М описаны два возможных прямоугольника R1 и R2. Для прямоугольника R1 узор М содержит точки М1, М2, М3 и М4, каждая из которых касается соответствующей стороны прямоугольника. Для прямоугольника R2 соответствующие точки обозначены М5, М6, М7 и М8. Необходимо отметить, что в данном конкретном случае точки М4 и М8 совпадают. Независимо от количества прямоугольников, которые могут быть описаны вокруг узора, требование формулы изобретения, которое заключается в том, чтобы узор занимал на поверхности, принимающей узор, прямоугольную область площадью по меньшей мере 30 см2, удовлетворяется, если прямоугольник самой малой площади имеет площадь по меньшей мере 30 см2. На фиг.2В узор М содержит пять точек (М1-М5), которые касаются сторон прямоугольника R, причем точки М2 и М3 обе касаются одной и той же стороны прямоугольника. На фиг.2С узор М содержит 9 точек (М1-М9), которые касаются сторон прямоугольника R, причем точки М8 и М9 обе касаются одной и той же стороны прямоугольника. На противоположной стороне прямоугольника точки М2-М6 образованы посредством областей узора М, которые заканчиваются на стороне прямоугольника.
Если, помимо узора, диспенсер содержит фирменный знак, например, указывающий торговое наименование, то данный фирменный знак не рассматривается как часть узора.
В первом аспекте упомянутая первая область имеет первый коэффициент изменения в глубину на единицу ширины не больше чем 1,5, предпочтительно не больше чем 1,0.
В соответствии с вариантами осуществления передающая среда представляет собой теплопередающую фольгу или отделочную пленку или передающая среда представляет собой тампон системы тампонной печати.
В соответствии с вариантами осуществления упомянутый способ включает этапы соединения упомянутых первого и второго различимых компонентов перед упомянутым этапом нанесения упомянутого узора.
В соответствии с вариантами осуществления упомянутая первая область расположена на первом различимом компоненте и узор продолжается по второй области поверхности, принимающей узор, при этом вторая область расположена на втором различимом компоненте.
В соответствии с вариантами осуществления, по меньшей мере для первой группы первых одинаковых диспенсеров, поверхность, принимающая печать, содержит третью область, имеющую второй коэффициент изменения в глубину на единицу ширины не больше 0,1. Соответственно, данная третья область менее изогнута, чем упомянутая первая область.
В соответствии с вариантами осуществления передающая среда представляет собой множество тампонов системы тампонной печати. Множество тампонов может последовательно прикладываться к поверхности, принимающей узор, или для придания разных цветов узору и/или для покрытия большей площади поверхности, принимающей узор. Для диспенсеров, на которые желательно наносить узор, который продолжается на значительном расстоянии в направлении D глубины диспенсера, может быть предпочтительно поворачивать диспенсер, на который наносят узор, вокруг по меньшей мере одной оси вращения между прикладыванием тампонов.
В соответствии с вариантами осуществления этап инжекционного формования первого и второго различимых компонентов осуществляется последовательно в общей форме.
В соответствии с вариантом осуществления узор, наносимый на каждый из первых одинаковых диспенсеров первой группы, непосредственно связан с узором, нанесенным на каждый из вторых одинаковых диспенсеров упомянутой второй группы.
При этом выражение «непосредственно связан» означает, что узоры на каждом из диспенсеров первой и второй групп диспенсеров являются:
- одинаковыми по цвету, форме и размеру; и
- одинаковыми по цвету и форме, но узор на второй группе диспенсеров представляет собой масштабированный вариант узора на первой группе диспенсеров.
Выражение «непосредственно связан» также распространяется на случаи, в которых узор, наносимый на каждый из вторых одинаковых диспенсеров второй группы, образован посредством одного или более компонентов узора, наносимого на каждый из первых одинаковых диспенсеров первой группы. При этом выражение «один или более компонентов» означает, что узор включает в себя один или более легко различимых компонентов, которые являются общими для узоров как первой группы, так и второй группы. Такие компоненты могут включать, например, листок, волнистую линию, изображение цветка или дерева и др.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Изобретение будет описано ниже только в качестве примера и со ссылкой на прилагаемые чертежи, из которых:
фиг.1 представляет собой схему, показывающую, как определяется коэффициент изменения в глубину на единицу ширины;
фиг.2А-2С показывают, как узор, используемый на диспенсерах в способе настоящего изобретения, может занимать прямоугольник;
фиг.3 представляет собой схематичный вид в перспективе диспенсера, принадлежащего к первой группе первых одинаковых диспенсеров;
фиг.4 представляет собой схематичный вид в перспективе диспенсера, принадлежащего ко второй группе вторых одинаковых диспенсеров;
фиг.5A-5D представляют собой схематичные чертежи первого типа оборудования, пригодного для осуществления способа настоящего изобретения;
фиг.6А и 6С схематично показывают второй тип оборудования, пригодного для осуществления способа настоящего изобретения; и
фиг.7А и 7В схематично показывают третий тип оборудования, пригодного для осуществления этапа нанесения узора способа настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ
Со ссылкой на фиг.3, ссылочная позиция 10 обозначает в общем диспенсер, принадлежащий к первой группе первых одинаковых диспенсеров. Диспенсер 10 содержит корпус 11, содержащий поверхность 12 прикрепления к стене, позволяющую прикреплять диспенсер к стене или другой опоре. Только в качестве примера, диспенсер 10 может быть использован для выдачи бумажных полотенец (непоказанных) из стопы полотенец, размещенной внутри диспенсера. На стороне корпуса 11, противоположной поверхности прикрепления к стене, т.е. на передней стороне 14, диспенсер может содержать отверстие 16 для доступа пользователя, чтобы позволить пользователю захватить полотенце и извлечь его из корпуса через непоказанное выдачное отверстие в нижней части диспенсера. Для данной цели пригоден диспенсер типа, который продается под торговой маркой Tork Elevation H2.
Корпус 11 образован из по меньшей мере первого и второго различимых компонентов 18, 20. Первый и второй различимые компоненты примыкают друг к другу вдоль линии 22 примыкания. Для диспенсера Tork Elevation H2 первый и второй различимые компоненты 18, 20 изготавливают посредством последовательного инжекционного формования в одной и той же форме. Однако необходимо понимать, что изобретение также относится к диспенсерам, первый и второй различимые компоненты которых формуют отдельно и затем соединяют так, чтобы образовать корпус диспенсера. Помимо первого и второго различимых компонентов диспенсер может также содержать непоказанную пластину для прикрепления к стене, образующую заднюю стенку диспенсера. Пластина для прикрепления к стене может быть прикреплена винтами прямо к стене, или стена может быть сначала снабжена настенным кронштейном, к которому затем может быть прикреплена пластина для прикрепления к стене. В показанном варианте осуществления первый различимый компонент 18 образует большую часть корпуса, которая видна при использовании, при этом второй различимый компонент 20 образует меньшую часть, по меньшей мере частично определяющую границы дозирующего отверстия. Соответственно, отверстие 16 для доступа пользователя образовано во втором различимом компоненте 20. Для того чтобы облегчить определение, когда диспенсер 10 нужно снова наполнить пачкой бумажных полотенец, второй различимый компонент может быть выполнен из прозрачного или полупрозрачного материала для того, чтобы можно было видеть самые нижние бумажные полотенца пачки внутри корпуса с внешней стороны диспенсера.
Первый и второй различимые компоненты 18, 20 совместно образуют поверхность 24, принимающую узор, показанную пунктирной линией на фиг.3. В порядке, который будет описан ниже, поверхность, принимающая узор, принимает узор с передающей среды, такой как теплопередающая фольга или отделочная пленка, или тампон системы тампонной печати. Для улучшения внешнего вида диспенсера 10 поверхность, принимающая узор, продолжается по первой области, обозначенной, в общем, ссылочной позицией 26, которая изогнута так, что имеет первый коэффициент изменения в глубину на единицу ширины, который описан выше в данном документе, равный по меньшей мере 0,25. В некоторых примерных вариантах осуществления первая область 26 имеет коэффициент изменения в глубину на единицу ширины не больше чем 1,5, предпочтительно не больше, чем 1,0. Авторы изобретения обнаружили, что диспенсеры, содержащие изогнутую первую область, находящуюся в пределах заданных интервалов, позволяют использовать технологии переноса узора, которые поддаются точному воспроизведению при высоких скоростях производства. Для того чтобы дополнительно улучшить внешний вид диспенсера, узор, который наносят на по меньшей мере первую область 26 поверхности 24, принимающей узор, занимает прямоугольную область площадью по меньшей мере 30 см2. В примерных вариантах осуществления первая область 26 расположена на первом различимом компоненте 18 и узор продолжается на второй области, обозначенной, в общем, ссылочной позицией 28, которая расположена на втором различимом компоненте 20 так, что узор создает по меньшей мере впечатление продолжающегося через линию 22 примыкания между первым и вторым различимыми компонентами 18, 20.
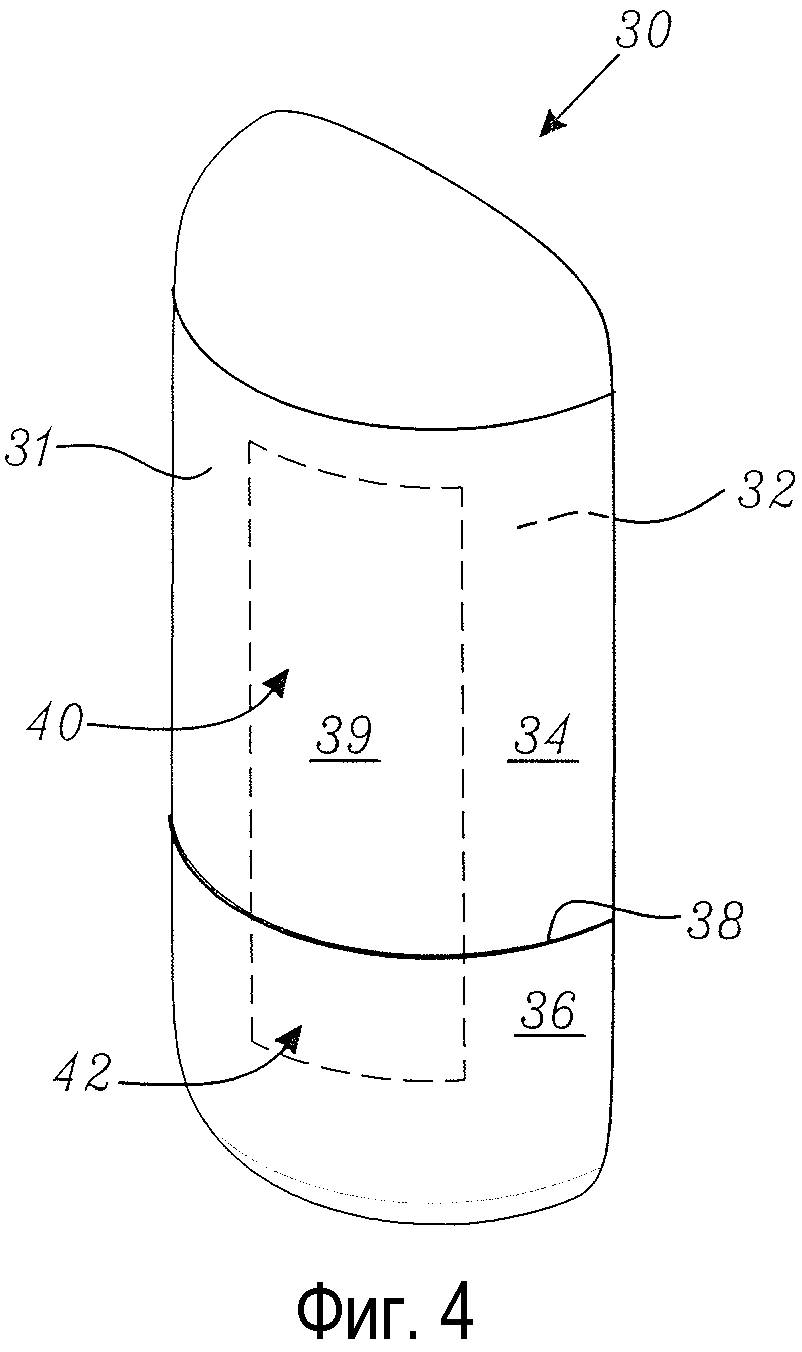
Аналогично, на фиг.4 ссылочной позицией 30 обозначен в целом диспенсер, принадлежащий ко второй группе вторых одинаковых диспенсеров. Диспенсер 30 содержит корпус 31, содержащий поверхность 32 прикрепления к стене, позволяющую прикрепить диспенсер к стене или другой опоре. Только в качестве примера, диспенсер 10 может быть использован для выдачи жидкого или пенообразного мыла. Для данной цели пригоден диспенсер типа, который продается под торговой маркой Tork Elevation S1.
Как и в случае диспенсера первой группы первых одинаковых диспенсеров, корпус 31 диспенсера второй группы вторых одинаковых диспенсеров образован из по меньшей мере первого и второго различимых компонентов 34, 36. Упомянутые первый и второй различимые компоненты примыкают друг к другу вдоль линии 38 примыкания. Для диспенсера Tork Elevation S1 первый и второй различимые компоненты 34, 36 изготавливают посредством последовательного инжекционного формования в одной и той же форме. Однако необходимо понимать, что изобретение также относится к диспенсерам, первый и второй различимые компоненты которых формуют отдельно и затем соединяют так, чтобы образовать корпус диспенсера. В показанном варианте осуществления первый различимый компонент 34 образует большую часть корпуса, которая видна при использовании, при этом второй различимый компонент 36 образует меньшую часть. Непоказанное устройство выдачи мыла выступает из второго различимого компонента 36 и соединено с емкостью, содержащей мыло, внутри корпуса 31. Упомянутая емкость выполнена с возможностью пополнения или замены. Для того чтобы облегчить определение, когда диспенсер 30 нужно снова наполнить мылом, второй различимый компонент 36 может быть выполнен из прозрачного или полупрозрачного материала для того, чтобы можно было видеть уровень мыла в емкости, содержащей мыло, с внешней стороны диспенсера.
Первый и второй различимые компоненты 34, 36 совместно образуют поверхность 39, принимающую узор, показанную пунктирной линией на фиг.4. В порядке, который будет описан ниже, поверхность, принимающая узор, принимает узор с передающей среды, такой как теплопередающая фольга или отделочная пленка, или тампон системы тампонной печати. Для улучшения внешнего вида диспенсера 30 поверхность, принимающая узор, продолжается по всей первой области, обозначенной в общем ссылочной позицией 40, которая изогнута так, что имеет первый коэффициент изменения в глубину на единицу ширины, который был описан выше в данном документе, равный по меньшей мере 0,25. В некоторых примерных вариантах осуществления первая область 40 имеет коэффициент изменения в глубину на единицу ширины не больше 1,5, предпочтительно не больше 1,0. Для дополнительного улучшения внешнего вида диспенсера узор, который нанесен на по меньшей мере первую область 40 поверхности 39, принимающей узор, занимает прямоугольную область площадью по меньшей мере 30 см2. В примерных вариантах осуществления первая область 40 расположена на первом различимом компоненте 34 и узор продолжается по всей второй области, обозначенной в общем ссылочной позицией 42, которая расположена на втором различимом компоненте 36 так, что узор создает по меньшей мере впечатление продолжающегося через линию 38 примыкания между первым и вторым различимыми компонентами 34, 36.
Ссылаясь на фиг.3, в примерных вариантах осуществления поверхность 24, принимающая печать, диспенсера 10 по меньшей мере первой группы первых одинаковых диспенсеров содержит третью область 29, имеющую второй коэффициент изменения в глубину на единицу ширины не больше 0,1. Это значит, что узор продолжается как по относительно плоской поверхности, образованной посредством третьей области 29, так и по более изогнутой поверхности, образованной посредством первой области 26. Содержат ли диспенсеры второй группы вторых одинаковых диспенсеров такую третью область, будет зависеть от требуемой формы емкостей для предполагаемого вида продукта, подлежащего дозированию.
Неограничивающие технологии для осуществления способа в соответствии с настоящим изобретением будут описаны ниже со ссылкой на фиг.5-7.
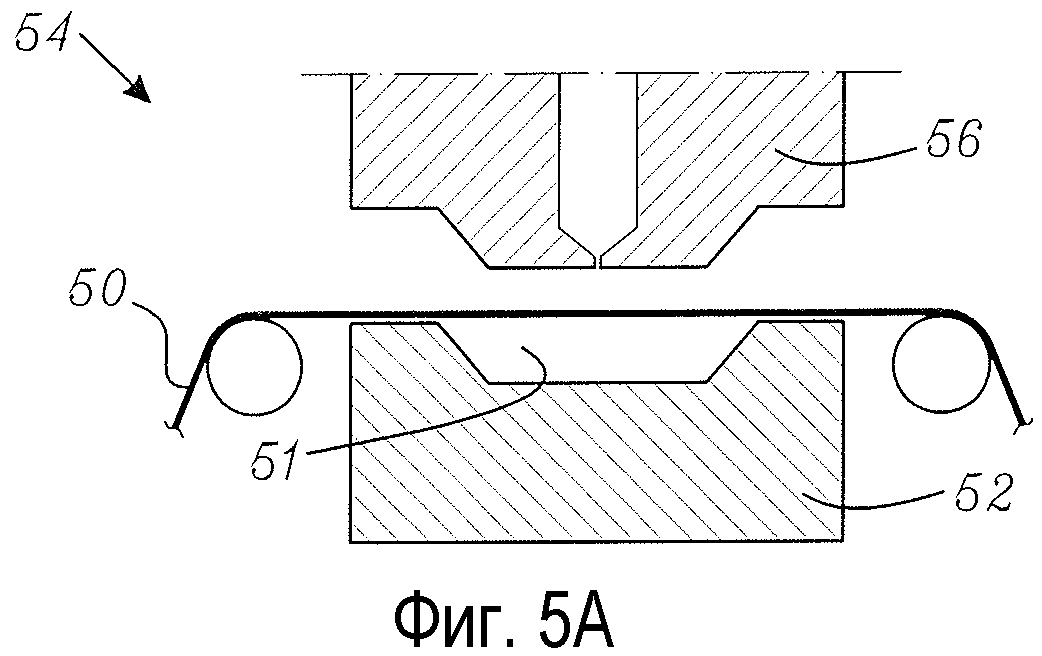
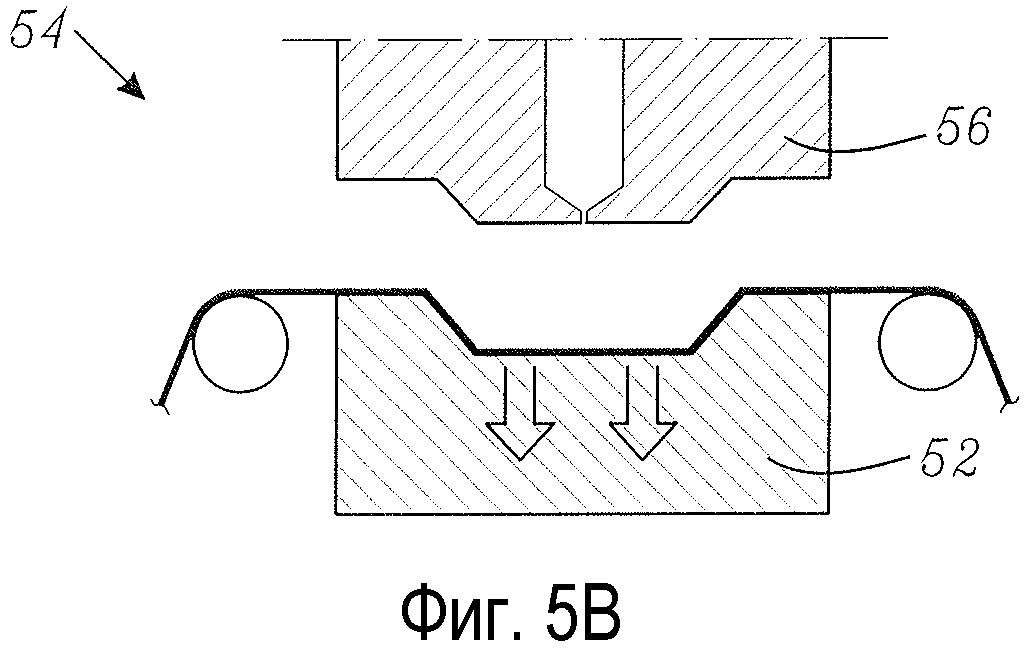
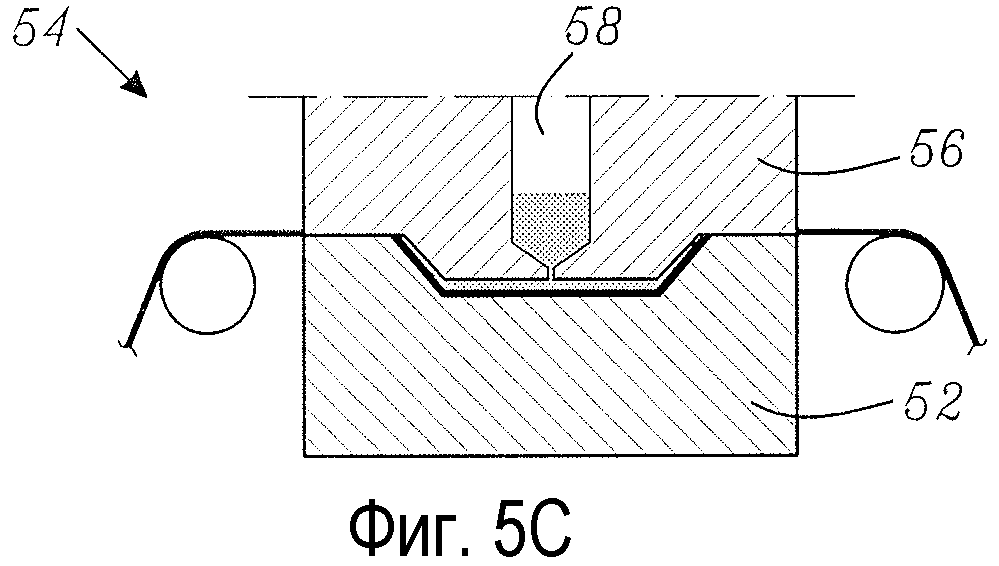
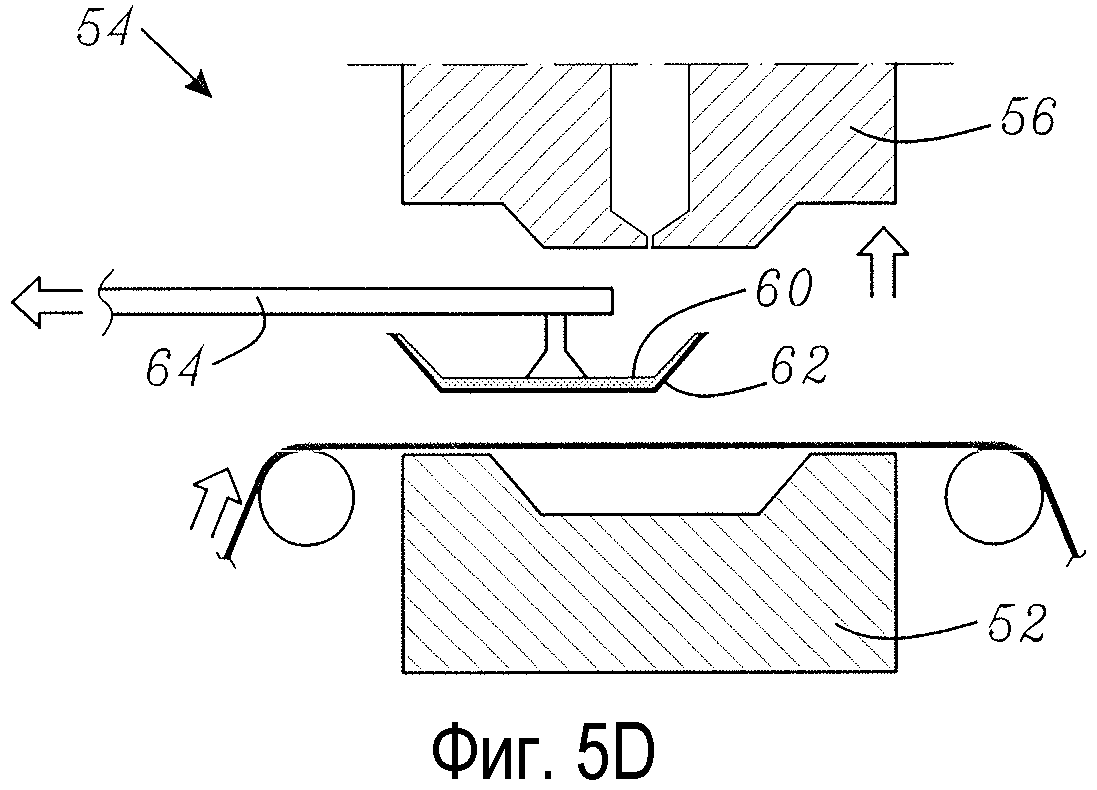
На фиг.5А-5D показаны этапы так называемого процесса вплавленной отделки (In-Mould Decoration - IMD), в котором узор наносят на компонент во время инжекционного формования компонента. Узор, который должен быть перенесен на компонент, создают на передающей среде 50 в виде непрерывной пленки или передающей фольги. Как показано на фиг.5А, передающая среда 50 выполнена с возможностью по меньшей мере частичного закрытия полости 51 формы, образованной в охватывающей части 52 формы 54 для инжекционного формования. Как показано стрелками на фиг.5В, к передающей среде прикладывают всасывающее усилие, чтобы принудительно удерживать передающую среду на охватывающей части 52 формы 54. Затем форму закрывают посредством перемещения охватываемой части 56 формы в положение формования (фиг.5С), и затем осуществляется впрыскивание расплавленного полимера в полость 51 формы посредством одного или более инжекторов 58. Затем полимер затвердевает, образуя компонент 60, на котором нанесен узор 62 с передающей среды 50. Форму 54 открывают (фиг.5D) и вводят роботизированную руку 64 для того, чтобы удалить сформованный таким образом компонент 60 с узором 62. Затем непрерывную пленку или передающую фольгу продвигают вперед, чтобы привести следующую область, несущую требуемый узор, в совмещение с охватывающей частью 52 формы 54 и последовательность этапов повторяют.
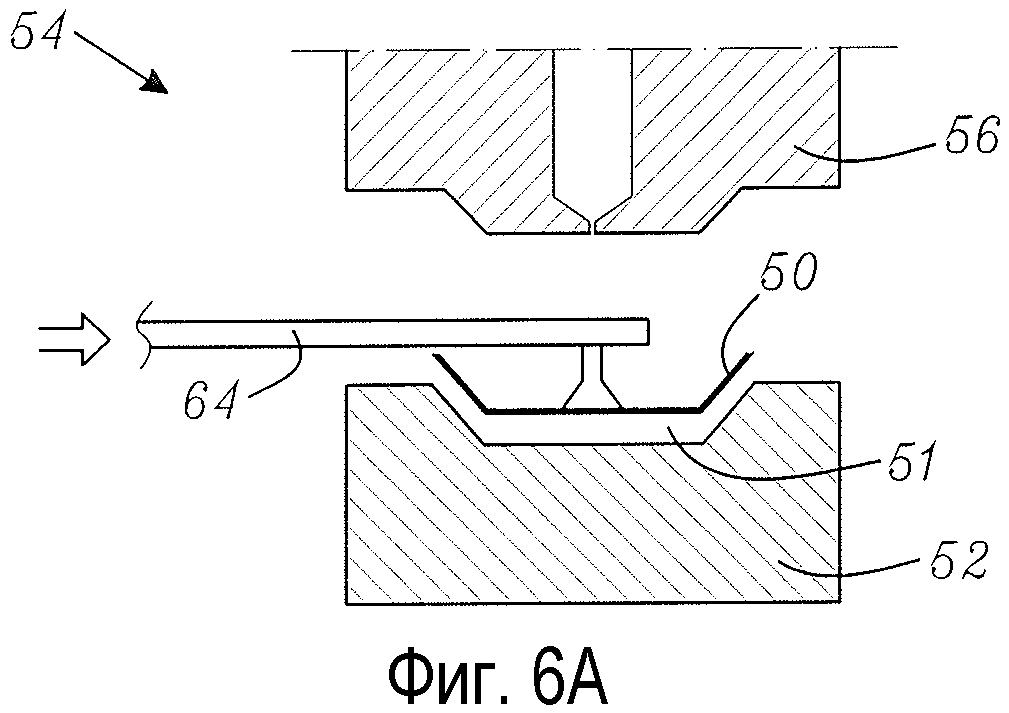
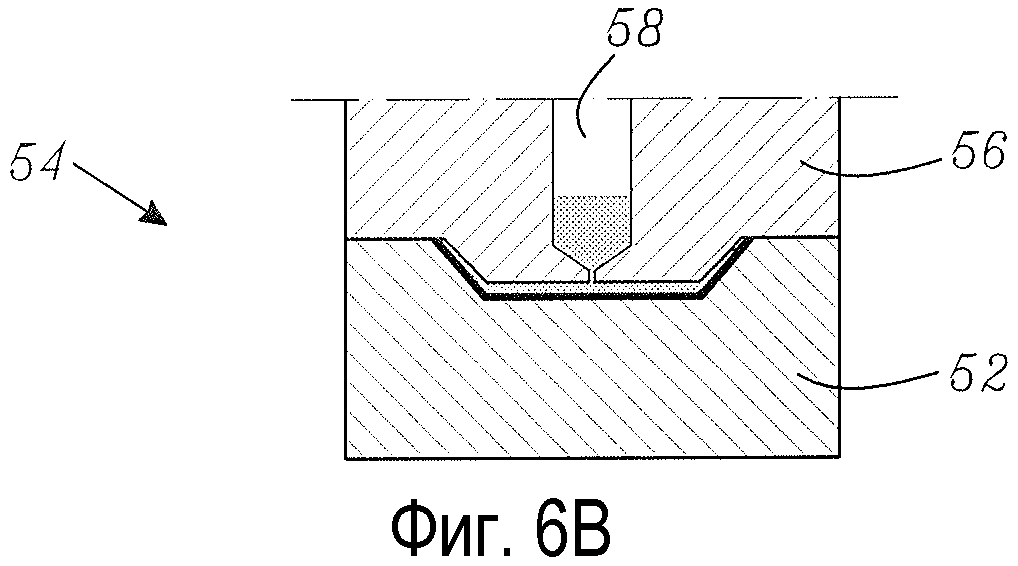
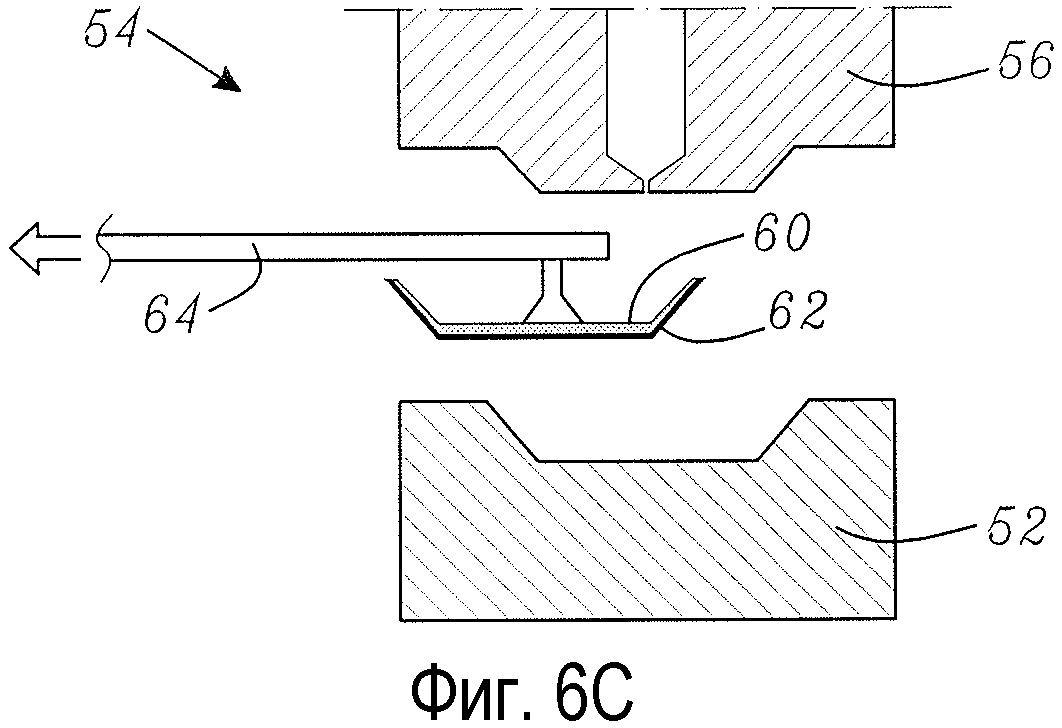
На фиг.6А-6С показана модификация IMD процесса, в которой вместо непрерывной пленки или передающей фольги используется передающая среда 50 в виде отдельных листов, при этом за каждый цикл формования используется один лист. Таким образом, на фиг.6А роботизированная рука 64 вводит один лист передающей среды 50 в полость 51 формы, образованную в охватывающей части 52 формы 54, где он удерживается на месте надлежащим средством, таким как всасывание. Затем форму закрывают посредством перемещения охватываемой части 56 формы в положение формования (фиг.6В), и осуществляется впрыскивание расплавленного полимера посредством инжектора (инжекторов) 58. Затем полимер затвердевает, образуя компонент 60, на который нанесен узор 62 с передающей среды 50. Форму 54 открывают (фиг.6С) и снова вводят роботизированную руку 64, чтобы извлечь сформованный таким образом компонент 60 с узором 62.
Необходимо понимать, что вышеописанный процесс формования компонента 60 за одно впрыскивание расплавленного полимера может быть легко модифицирован так, чтобы обеспечить последовательное инжекционное формование посредством использования стержня для первоначального закрытия части полости формы. Затем формуют первый компонент, например, соответствующий вышеописанному первому различимому компоненту 18, 34. Затем открывают форму, удаляют стержень, закрывают форму и затем формуют второй компонент, например, соответствующий вышеописанному второму различимому компоненту 20, 36.
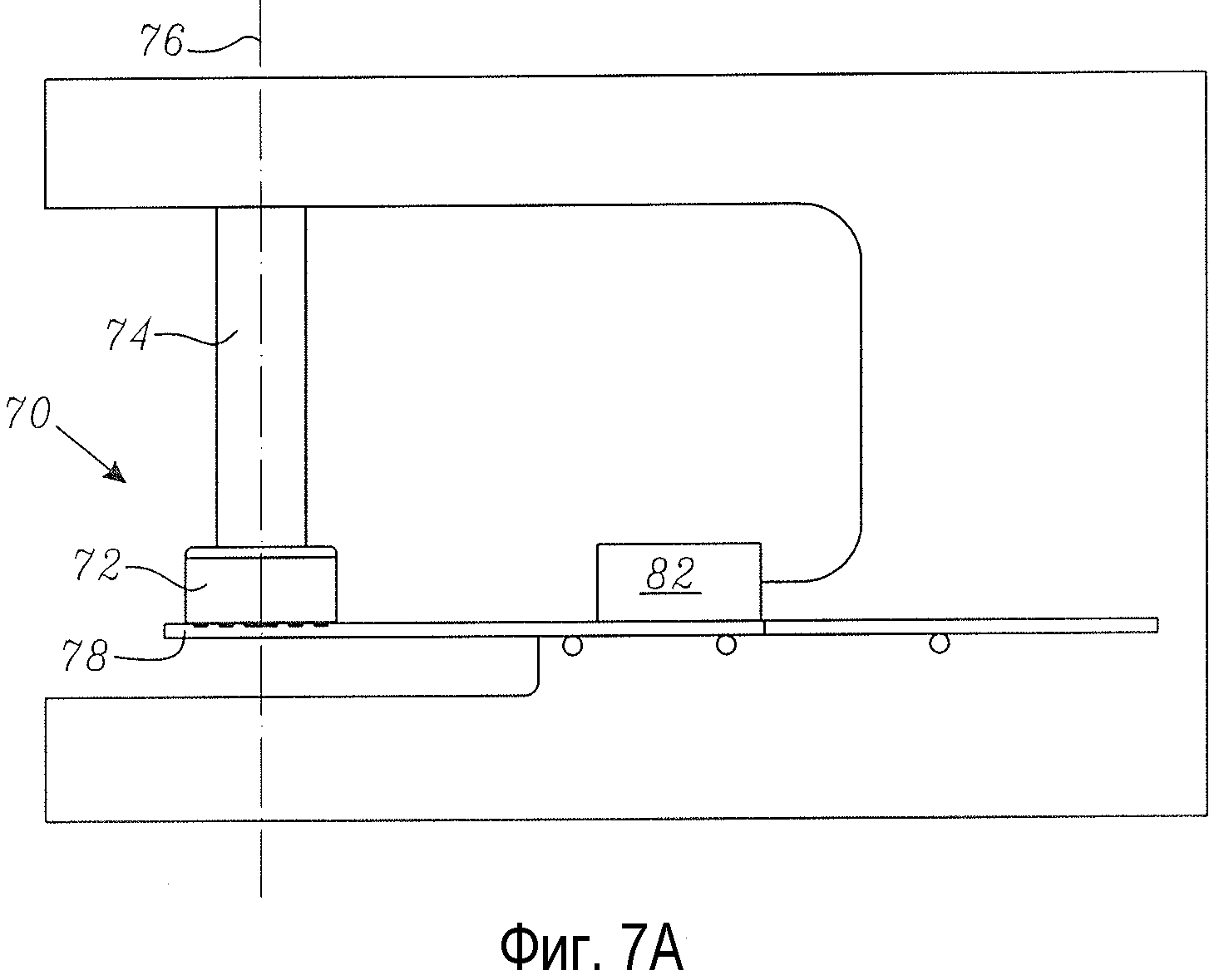
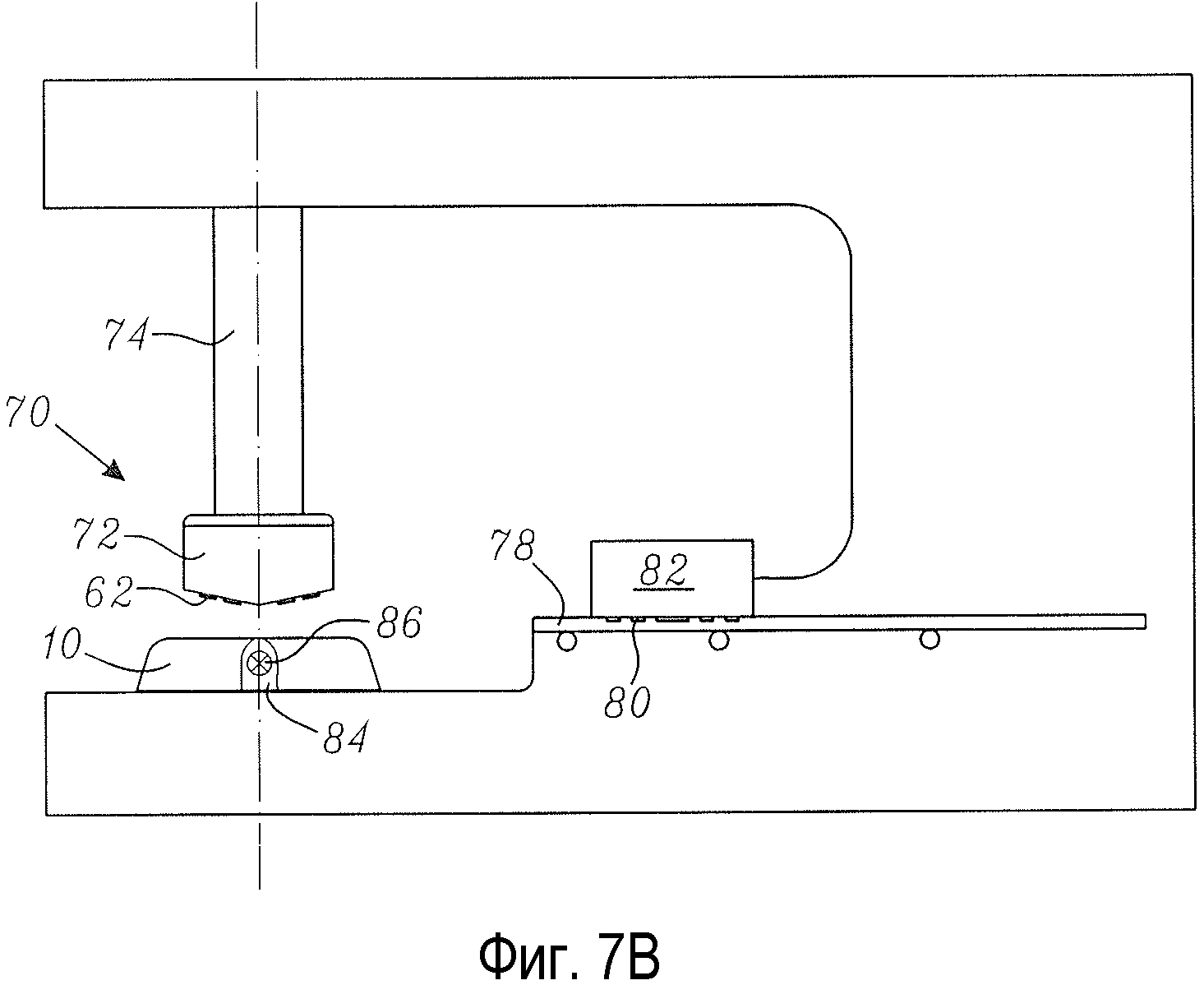
На фиг.7А и 7В показана дополнительная технология для осуществления способа настоящего изобретения, в которой первый и второй различимые компоненты уже приведены в примыкание друг с другом. В данных чертежах ссылочной позицией 70 обозначена, в общем, одна установка так называемой системы тампонной печати. Система 70 тампонной печати включает один или более передающих тампонов 72, изготовленных из деформируемого материала, такого как силиконовый каучук. Каждый передающий тампон 72 поддерживается несущим элементом 74 тампона, способным осуществлять возвратно-поступательное перемещение вдоль преимущественно вертикально расположенной оси 76. Система тампонной печати дополнительно содержит плоскую трафаретную пластину 78, содержащую верхнюю поверхность, которая снабжена рельефом 80, соответствующим узору, который должен быть перенесен на предмет, подлежащий нанесению печати. Печатную краску наносят на трафаретную пластину посредством резервуара 82 с краской. Со ссылкой на фиг.7А, можно видеть, как передающий тампон 72 приводят в контакт с трафаретной пластиной 78, чтобы перенести узор с упомянутой пластины на передающий тампон. Узор на передающем тампоне схематично показан на фиг.7В и обозначен ссылочной позицией 62. Как можно также понять из фиг.7В, трафаретная пластина выполнена с возможностью возвратно-поступательного перемещения в преимущественно горизонтальном направлении между первым положением, в котором осуществляется перенос узора на тампон 72, и вторым положением, в котором рельеф на трафаретной пластине заправляется краской из резервуара 82 с краской. Когда трафаретная пластина 78 находится в своем втором положении, предмет, который подлежит отпечатыванию, в данном случае первый диспенсер 10, перемещают посредством опорного элемента 84 в положение под передающим тампоном 72 так, что его поверхность, принимающая узор, совмещается с узором 62 на передающем тампоне. Затем передающий тампон 72 опускают, чтобы перенести узор 62 с тампона на первый диспенсер 10. Затем цикл повторяют с новым диспенсером.
Для того чтобы обеспечить печатание на любой области поверхности, принимающей узор, которая продолжается на значительном расстоянии в направлении D глубины емкости 10, опорный элемент 84 может быть снабжен одной или более осями 86 вращения, вокруг которых может вращаться диспенсер, чтобы тем самым приближать данную область поверхности, принимающей узор, к передающему тампону 72. На фиг.7В показана ось вращения, продолжающаяся вдоль продольной оси емкости, т.е. перпендикулярно направлениям глубины D и ширины W диспенсера. Однако необходимо понимать, что опорный элемент 84 может быть выполнен так, чтобы обеспечить вращение вокруг оси в любом выбранном направлении.
Для цветных узоров несколько установок 70 могут быть размещены последовательно так, что передающий тампон каждой установки печатает другой цвет, при этом цвета последовательно накладываются.
Кроме того, по практическим соображениям может быть целесообразно отпечатывать только часть поверхности, принимающей узор, на одной установке и отпечатывать остальную часть на одной или более следующих установках.
Необходимо понимать, что узор 62 может быть любого типа. Однако, для того чтобы наделить признаком семейства группы первых и вторых одинаковых диспенсеров, узор, наносимый на каждый из первых одинаковых диспенсеров первой группы, может быть непосредственно связан с рисунком, наносимым на каждый из вторых одинаковых диспенсеров второй группы. Неограничивающие примеры возможных узоров показаны на фиг.2А-2С и обозначены буквой М. Таким образом, узоры на каждом из диспенсеров первой и второй групп диспенсеров могут быть одинаковыми по цвету, форме и размеру. Это значит, что по существу одно и то же оборудование может быть использовано для нанесения узоров на диспенсеры обеих групп.
Для случаев, в которых диспенсеры первой группы первых одинаковых диспенсеров значительно отличаются по размеру от диспенсеров второй группы вторых одинаковых диспенсеров, может быть полезно использовать узоры, которые являются одинаковыми по цвету и форме, но в которых узор на второй группе диспенсеров представляет собой масштабированный вариант узора на первой группе емкостей.
Как описано выше, выражение «непосредственно связан» также распространяется на случаи, в которых узор, наносимый на каждый из вторых одинаковых диспенсеров второй группы, образован посредством одного или более компонентов узора, наносимого на каждый из первых одинаковых диспенсеров первой группы. При этом выражение «один или более компонентов» означает, что узор включает в себя один или более различимых компонентов, которые являются общими для узоров как первой группы, так и второй группы. Со ссылкой на фиг.2В, такие компоненты могут, например, включать листок 90 или волнистую линию 92.
Необходимо понимать, что изобретение не ограничено вариантами осуществления, описанными выше и показанными в чертежах, и может быть изменено в пределах объема прилагаемой формулы изобретения. Таким образом, идея настоящего изобретения может быть применена ко всем членам семейства диспенсеров, независимо от количества разных членов семейства.
Реферат
Способ описывает производство первой группы первых одинаковых диспенсеров (10) и второй группы вторых одинаковых диспенсеров (30), которые отличаются между собой, но содержат по меньшей мере общие признаки: каждый из первых одинаковых диспенсеров (10) и вторых одинаковых диспенсеров (30) образован корпусом (11; 31) посредством первого и второго различимых компонентов (18, 20; 34, 36), которые примыкают друг к другу. Причем первый и второй различимые компоненты совместно образуют поверхность (24; 39), принимающую узор, которая содержит область (26; 40), имеющую первый коэффициент изменения в глубину на единицу ширины, равный по меньшей мере 0,25. Способ включает этапы инжекционного формования первого и второго различимых компонентов (18, 20; 34, 36); создания узора (62) на передающей среде (50) и нанесения узора (62) на по меньшей мере первую область (26; 40) поверхности (24; 39), принимающей узор. Узор (62) занимает на поверхности (24; 39), принимающей узор, прямоугольную область площадью по меньшей мере 30 см. 13 з.п. ф-лы, 15 ил.
Формула
- каждый из упомянутых первых одинаковых диспенсеров (10) и упомянутых вторых одинаковых диспенсеров (30) образован посредством корпуса (11; 31), сформированного посредством по меньшей мере первого и второго различимых компонентов (18, 20; 34, 36), которые примыкают друг к другу, причем упомянутые первый и второй различимые компоненты совместно образуют поверхность (24; 39), принимающую узор, причем упомянутая поверхность, принимающая узор, содержит первую область (26; 40), имеющую первый коэффициент изменения в глубину на единицу ширины, равный по меньшей мере 0,25, причем упомянутый способ содержит этапы, на которых:
проводят инжекционное формование упомянутых первого и второго различимых компонентов (18, 20; 34, 36);
обеспечивают узор (62) на передающей среде (50) и
наносят упомянутый узор (62) на по меньшей мере упомянутую первую область (26; 40) упомянутой поверхности (24; 39), принимающей узор, тем самым перенося упомянутый узор с упомянутой передающей среды на упомянутую поверхность, принимающую узор, причем упомянутый узор (62) занимает прямоугольную область площадью по меньшей мере 30 см2 наупомянутой поверхности (24; 39), принимающей узор.
Комментарии