Формованные элементы с прерывистыми поверхностными участками отделочного материала и способы их изготовления - RU2293018C2
Код документа: RU2293018C2
Чертежи

Описание
Настоящее изобретение относится к элементам из полимерного материала, изготавливаемым инжекционным формованием, содержащим поверхностные участки из отделочного материала внутри или вокруг участков, где имеются разрывы (например, проемы, отверстия, контуры и т.п.) в поверхностной части. В формованных оболочках из полимерного материала многих типов изделий должны быть отверстия, поверхности для захвата и подобного вида поверхностные участки, где имеются разрывы, для подушечек для ключей, для кнопок, переключателей, дисплеев, участков эстетического назначения и т.п. Настоящим изобретением созданы такие элементы с привлекательным внешним видом и прочной поверхностью из отделочного материала и способ их изготовления, в которых края отделочного материала точно расположены и закреплены очень эффективным и эстетически привлекательным образом. Элементы имеют хороший внешний вид, точные размеры, тонкое поперечное сечение и стабильные защитные покрытия краев отделочного материала.
Существует ряд способов создания поверхностного слоя отделочного материала, например, из кожи или искусственной кожи по всей или по части поверхности формованных элементов из полимерных материалов. Способ использования инжекционного формования с предварительной укладкой поверхностного отрезка отделочного материала спереди или на литьевую форму рассмотрен в японских патентах JP 54-018039; JP 57-029436; немецком патенте DE 4015071; европейском патенте ЕР 1157799 и американском патенте US № 4849145.
В патентах DE 4015071 и JP 57-029436 предложено использование слоя пленки между отделочным материалом и впрыскиваемым расплавленным полимерным материалом. В патенте ЕР 1157799 термоформуемую полимерную пленку предварительно ламинируют с отделочным материалом, а затем изготавливают преформу путем формования ламинированного материала, например, путем глубокой вытяжки таким образом, чтобы она в общем соответствовала конструкции поверхности готового элемента. Затем преформу укладывают в литьевую форму для инжекционного формования, в которую впрыскивают расплавленный полимерный материал с задней стороны ламината-преформы из отделочного материала и фольги для образования элемента, в котором весь слой или часть декоративного слоя получается в виде наружной поверхности готового элемента.
Однако ни в одном из аналогов нет указаний на эффективный способ изготовления тонкостенных формованных изделий, содержащих точно расположенные поверхности из отделочного материала с гладкими участками поверхности из отделочного материала, предназначенные для того, чтобы они содержали разрывы, проемы или отверстия (т.е. непрямолинейные края отделочного материала), соответствующие разрывам, проемам или отверстиям находящегося снизу формованного элемента из полимерного материала. Вместо этого поверхностные участки из отделочного материала, полученные в результате использования этих способов, имеют тенденцию образовывать складки и/или требуют последующих этапов обработки для выполнения проемов или отверстий в отделочном материале и/или расположенном снизу элементе из полимерного материала. Кроме того, ни в одном из аналогов нет указаний на способ точного расположения отделочного материала в готовом формованном изделии для исключения необходимости во вспомогательных операциях. Проблемы, связанные с образованием поверхностей из отделочного материала, особенно заметны при использовании эластичных отделочных материалов, обладающих низкими модулями, легко растяжимыми или сжимаемыми на этапе (этапах) формования.
В одном варианте выполнения настоящим изобретением создан способ изготовления формуемого изделия из полимерного материала, содержащего компонент-подложку из полимерного материала с разрывами или проемами и поверхностный участок из отделочного материала с разрывами или проемами, соответствующими и совмещенными с теми, которые имеются в компоненте-подложке из полимерного материала, включающий следующие этапы, на которых осуществляют: (а) ламинирование отделочного материала с задней стороны несущим слоем; (b) вырезание или придание формы ламинированному отделочному материалу таким образом, чтобы он в общем соответствовал форме и размерам желаемого поверхностного участка из отделочного материала и включал разрывы или проемы, соответствующие тем же структурам в компоненте-подложке из полимерного материала; (с) закладку сформованного ламинированного отрезка отделочного материала, полученного на этапе (b), в оформляющую полость литьевой формы так, чтобы разрывы и/или проемы были правильно совмещены с поверхностью литьевой формы и обеспечивали удерживание отрезка на месте; (d) формование полимерного материала компонента-подложки; (е) извлечение отформованного изделия из полимерного материала из литьевой формы. Предпочтительно, чтобы несущий слой был ламинирован с отделочным материалом с использованием промежуточного клейкого полимера, предпочтительно этиленвинилацетата (ЭВА). В других предпочтительных вариантах выполнения несущий слой содержит поликарбонат и/или имеется слой вспененного полимерного материала между отрезком отделочного материала и несущим слоем, и/или отделочный материал является синтетической кожей или замшей. В альтернативном варианте выполнения настоящим изобретением также создано формованное изделие, изготовленное согласно описанным выше вариантам выполнения способа.
Настоящим изобретением, таким образом, созданы: более качественный элемент из полимерного материала, ламинированный отделочным материалом, и новый способ и конструкция элемента, обладающего высоким качеством, точным расположением, ровной поверхностью отделочного материала, изготавливаемого скоростным и эффективным способом. Отделочный материал может быть выбран из широкого ряда типов отделочных материалов и ламинирован несущим слоем. Из ламината отделочного материала затем вырезают отрезок, выштамповывают и/или другим каким-либо способом придают ему желаемые форму и размеры. Ламинированный отрезок отделочного материала закладывают в оформляющую полость литьевой формы вручную или каким-либо в общем известным механическим или роботизированным средством и приклеивают к компоненту-подложке из полимерного материала, который впрыскивают в оформляющую полость литьевой формы для образования отрезка, ламинированного отделочным материалом, для обработки или сборки на последующих этапах до готового состояния изделия с эстетически привлекательным внешним видом и прочным покрытием из отделочного материала. Правильный выбор сочетания слоя несущего материала, полимерного материала подложки и отделочного материала обеспечивает необходимую технологичность переработки и жесткость изделия для предотвращения повреждения или искривления отделочного материала во время процесса формования и достаточное сцепление, чтобы отделочный материал мог противостоять расслоению или расслоению формованного элемента при его использовании.
Сущность изобретения поясняется на чертежах, на которых изображено:
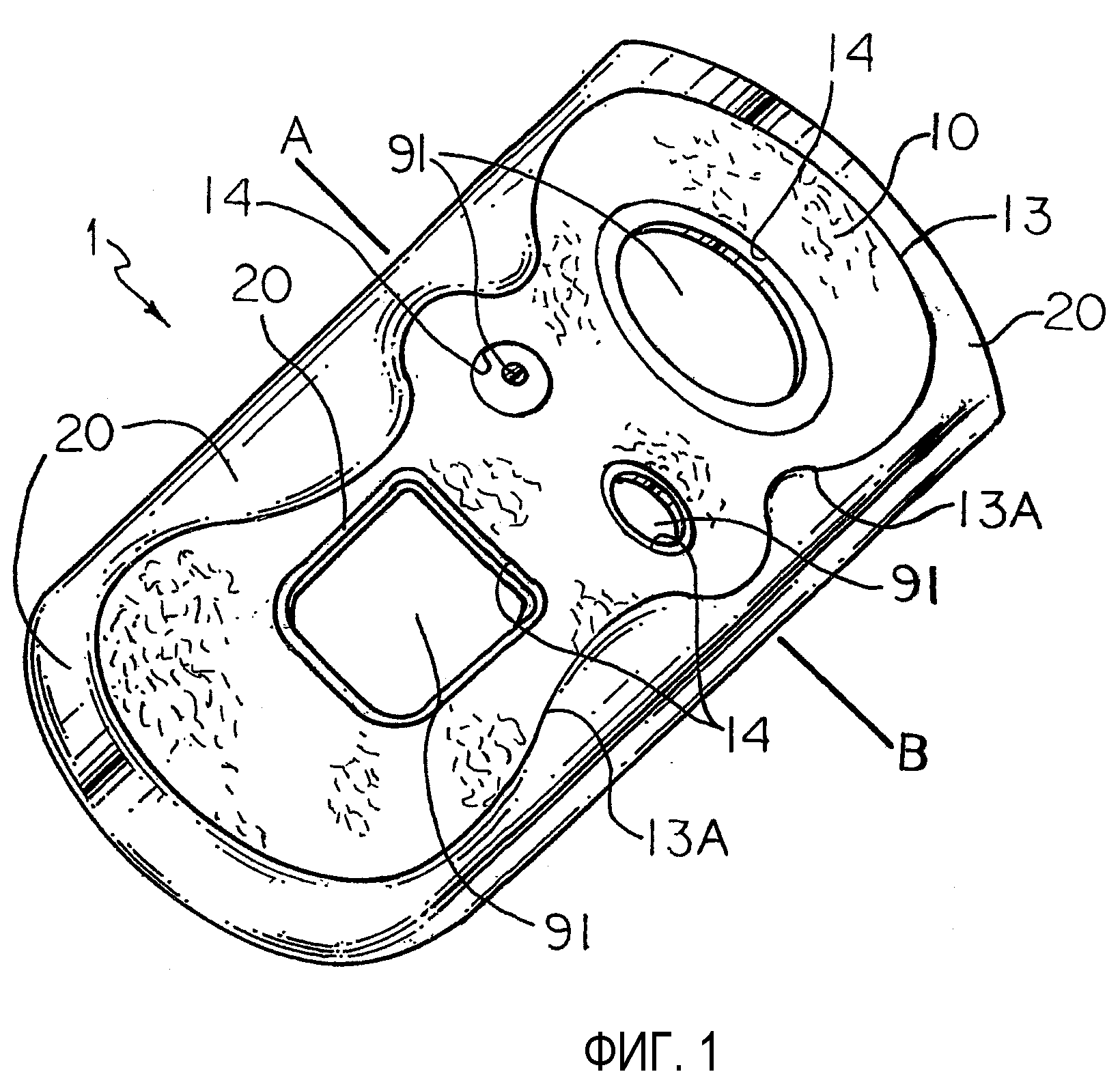
на фиг. 1 - вид в перспективе передней стороны образца элемента согласно изобретению;
на фиг. 2 - поперечный разрез А-В на фиг. 1 образца элемента согласно изобретению.
На фиг. 1 изображен вид в перспективе, а на фиг. 2 - поперечный разрез (не в масштабе) образца элемента 1 согласно изобретению, на которых показаны поверхностный отрезок 10 отделочного материала и тонкий несущий слой 11, который предварительно ламинирован с отделочным материалом. Поверхностный участок отделочного материала имеет наружные края 13 отделочного материала у наружных краев поверхностного отрезка отделочного материала и внутренние края 14 отделочного материала там, где имеются проемы в поверхностном отрезке отделочного материала, которые соответствуют проемам 91 в соответствующих местах элемента из полимерного материала. На фиг. 1 и 2 также показан компонент-подложка 20, в данном случае выступающий за пределы отделочного материала и не полностью покрытый отрезком отделочного материала. Имеются проемы или отверстия 91 различных форм и размеров в элементе из полимерного материала и в отделочном материале и прерывистые или неровные наружные краевые участки 13А отделочного материала. В обоих этих случаях требуется тщательное правильное расположение и фиксация отрезка отделочного материала в полости литьевой формы, и они сильно влияют на появление поверхностных дефектов отделочного материала из-за сил потока, воздействующих на эти участки края отделочного материала.
Поверхностный отделочный материал
В качестве поверхностного участка отделочного материала согласно настоящему изобретению может быть использован широкий ряд отделочных материалов. Это является большим преимуществом элементов и способа, выполняемых согласно настоящему изобретению. Соответствующие отделочные материалы включают, но их число не ограничено данным перечнем, натуральную или синтетическую кожу (включая и замшу) и любые типы текстильных или текстилеподобных материалов, например ткани, нетканые материалы, трикотаж из натуральных или синтетических волокон/материалов, включая скоагулированные полиуретановые ламинаты, ПВХ и другие гибкие пленочные или листовые материалы. Подходящие «отделочные материалы» могут включать ламинаты и структуры, сочетающие два или большее число этих материалов, причем можно использовать один или большее число этих материалов с приклеенным «подкладочным материалом». Хотя последующее ламинирование несущего слоя обычно делает их не необходимыми, «подкладочные материалы» могут быть представлены в коммерчески поставляемых отделочных материалах или дополнительно введены в состав отделочного материала, если требуется лучше приклеить его к несущему слою, ужесточить отделочный материал и/или предотвратить чрезмерное проникновение полимерного материала в/или сквозь изнаночную сторону отделочного материала. Подкладочные материалы могут включать широкий ряд натуральных или синтетических материалов, или текстильных материалов, включая ткани, нетканые материалы, трикотаж из натуральных или синтетических волокон/материалов, вспененные материалы, пленки или листы полимерных материалов.
В одном варианте выполнения настоящего изобретения слой вспененного материала может быть включен в качестве подкладочного материала для отрезка отделочного материала или промежуточного слоя между поверхностным отрезком отделочного материала и несущим слоем. При использовании вспененного материала сжимаемого типа он может сообщать или улучшать мягкость или упругость поверхности отделочного материала. Этот слой может входить в состав отделочного материала, который поставляют для использования, или может быть ламинирован с отделочным материалом либо во время ламинирования несущего слоя, либо до ламинирования несущего слоя. В общем, вспененный материал может быть с открытыми или закрытыми порами, и требуется, чтобы он обладал достаточно высокой теплостойкостью для сохранения его желаемых свойств в ходе последующих этапов обработки, например, чтобы он не плавился или не терял объемность в неприемлемой степени. Подходящая объемная плотность вспененных материалов находится в пределах около 5-95 кг/м3, предпочтительно - около 20-75 кг/м3, в зависимости от толщины слоя и желательной степени упругости или сжатия. Полимерный материал, используемый во вспененном материале, может быть термореактивным или термопластичным, и предпочтительные слои вспененного полимерного материала включают вспененный термореактивный полиуретан.
Скрепление подкладочного материала с отделочным материалом можно осуществлять путем ламинирования с обработкой пламенем, приклеивания связующим, приклеивания с применением электромагнитного облучения или связующего, активизируемого нагревом, например, с использованием клейкой пленки фирмы «Дау».
Несущий слой
На первом этапе выполнения способа согласно изобретению выбранный отделочный материал затем ламининруют с задней стороны (т.е. со стороны, противоположной стороне, которую желательно использовать в качестве поверхностной в готовом элементе) с несущим слоем. Как было упомянуто выше, может быть также наложен промежуточный слой вспененного материала, в зависимости от желаемого внешнего вида элемента и восприятия его на ощупь. В общем, несущий слой желательно должен быть тонким листом, пленкой или слоем полимерного материала, обладающего достаточной теплостойкостью и/или толщиной для достаточной стойкости к размягчению в результате плавления и растяжения во время процесса формования. К процессу или технологии ламинирования тонкого листа или слоя не предъявляют очень высоких требований, поскольку он обычно представляет собой непрерывный слой на отделочном материале и не очень сильно повреждает отделочный материал или его лицевую поверхность, чтобы его нельзя было использовать или чтобы он был нежелателен в качестве поверхностного материала готового изделия. Приклеивание несущего слоя (или в случае их использования, подкладочного материала или слоя вспененного материала) к отделочному материалу может быть достигнуто, например, путем ламинирования с применением пламени, приклеивания связующим, приклеивания с использованием электромагнитного облучения или связующих, активизируемых нагреванием, например, пленки или слоев этиленвинилацетата, термопластичного полиуретана с низкой температурой плавления, полиэтилена, полипропилена, сложного сополиэфира, сополиамида, этиленакриловой кислоты, включая смеси или ламинаты из двух или большего числа этих материалов.
Вообще, материал для тонкого несущего слоя, процесс ламинирования и связующие для ламинирования (если они необходимы), взаимодействующие с отделочным материалом, выбирают так, чтобы получить достаточное сцепление с отделочным материалом и подложкой из полимерного материала. Кроме того, несущий слой для полимерного материала выбирают так, чтобы обеспечить достаточную жесткость во время процесса формования для минимизации образования складок в отделочном материале и, что более важно, растяжения отделочного материала во время формования. Это обычно означает, что во время процесса формования несущий слой не размягчается при нагреве на всю толщину и сохраняет достаточную степень жесткости для предотвращения образования складок в отделочном материале и его растяжения. Вообще, вся толщина несущего слоя не должна превышать Tg (температуру стеклования) аморфных термопластичных полимерных материалов или Tm (температуру плавления кристаллической структуры) полукристаллических полимерных материалов во время процесса формования. Достаточное сцепление между отделочным материалом и несущим слоем материала требуется для исключения расслоения во время последующей обработки и манипулирования для вырезания и формования отрезка отделочного материала. Сцепление в сформованном элементе, между отделочным материалом, несущим слоем из полимерного материала и полимерным материалом подложки является очень важным требованием для сохранения свойств готового элемента, в котором отделочный материал не может быть отделен во время последующей сборки готовой продукции при использовании формованной структуры с поверхностью из отделочного материала или во время использования готовой продукции.
Являются ли подходящими материалы для использования их в качестве несущего слоя из полимерного материала, очевидно, зависит от используемого полимерного материала подложки, и они включают, например, термореактивные полимерные материалы, например, полиуретан; эпоксидную смолу или термореактивный силикон; термопластичные материалы, основанные на/или содержащие полимеры, например, поликарбонаты (ПК); сополимер акрилонитрила, бутадиена и стирола (САНБС); полипропилен (ПП); ударопрочный полистирол (УППС); полиэтилен (ПЭ); сложный полиэфир (например, полиэтилентерефталат, ПЭТ), полиацетил; термопластичные эластомеры; термопластичные полиуретаны (ТПУ); найлон; иономеры (например, Surlyn), поливинилхлорид (ПВХ), а также смеси из двух или большего числа этих термопластичных полимерных материалов, например поликарбоната (ПК) и сополимера акрилонитрила, бутадиена и стирола (САНБС), или, например, ПК, САНБС и ТПУ.
Желательно, чтобы полимерный материал несущего слоя обладал по меньшей мере такой же теплостойкостью, а предпочтительно большей теплостойкостью, чем полимерный материал компонента-подложки. Для аморфных термопластичных полимерных материалов это означает, что они должны обладать Tg (температурой стеклования), равной или предпочтительно более высокой, в то время как для кристаллических и полукристаллических термопластичных полимерных материалов это означает, что они должны обладать температурой плавления или точкой плавления кристаллической структуры, равной или предпочтительно более высокой.
Выбор материала несущего слоя и температуры обработки при формовании для изготовления подложки из полимерного материала определяет, сколь толстым должен быть несущий слой для сохранения достаточной жесткости отрезка ламинированного отделочного материала во время формования. Вообще, толщина несущего слоя должна быть в пределах около 0,013-1,300 мм, предпочтительно - в пределах около 0,025-0,250 мм, более предпочтительно - в пределах около 0,076-0,178 мм. Например, для несущего слоя из ПК и компонета-подложки из ПК/САНБС толщина несущего слоя должна быть в пределах около 0,025-0,250 мм. Для несущего слоя и компонента-подложки из ПЭТ толщина несущего слоя должна быть в пределах около 0, 025-0,250 мм.
Для улучшения процесса изготовления элемента и обеспечения желаемых размеров, форм, уровня неравномерности, проемов, отверстий и т.п. требуется, чтобы поверхностный отрезок из отделочного материала (предварительно ламинированный несущим слоем) мог быть вырезан или отформован в соответствии с этими требованиями. Это означает, что такой отрезок отделочного материала может быть вырезан, выштампован, отформован и/или предварительно отформован с использованием известных технологий, например процессов глубокой вытяжки для приготовления предварительно отформованных заготовок для того, чтобы его можно было вложить в литьевую форму. В зависимости от конструкции готового изделия можно, очевидно, использовать различные типы отделочного материала на различных участках поверхности изделия.
Компонент-подложка из полимерного материала
Вообще, компонент-подложка может быть изготовлен из широкого ряда полимерных материалов, включая термореактивные полимерные материалы, например полиуретан; эпоксидную смолу или термореактивный силикон; термопластичные полимерные материалы, например поликарбонаты (ПК); сополимер акрилонитрила, бутадиена и стирола (САНБС); полипропилен (ПП); ударопрочный полистирол (УППС); полиэтилен (ПЭ); сложный полиэфир; полиацетил; термопластичные эластомеры; термопластичные полиуретаны (ТПУ); найлон; иономеры (например, Surlyn); поливинилхлорид (ПВХ), а также смеси из двух или большего числа этих термопластичных полимерных материалов, например, поликарбоната (ПК) и сополимера акрилонитрила, бутадиена и стирола (САНБС). Эти материалы могут содержать пигменты, добавки и/или наполнители, которые придают какие-либо требуемые стоимостные и/или эксплуатационные свойства, например внешний вид, устойчивость к воспламенению, модуль, прочность, экранирование от электромагнитных помех и т.п. Следует также отметить, что в зависимости от выбора подложки и материала несущего слоя и толщины материала несущего слоя может быть или не быть обнаруживаемым пограничный слой между материалом несущего слоя и слоем компонента-подложки из полимерного материала.
Компонент-подложка из полимерного материала может быть изготовлен, в общем, по известным способам формования, которые подходят для получения необходимой подложки из полимерного материала или базовой части, содержащей поверхностный отрезок отделочного материала, правильно расположенный и достаточно прочно закрепленный. Компонент-подложка выполнен выступающим за края отделочного материала и не полностью покрыт отделочным материалом. Предпочтительным способом формования является инжекционное формование, выполненное путем приготовления предварительно вырезанного отрезка отделочного материала, который можно правильно расположить и достаточно прочно закрепить на внутренней оформляющей поверхности литьевой формы для инжекционного формования во время процесса инжекционного формования. На этапе инжекционного формования расплавленный полимерный материал впрыскивают в литьевую форму, заполняя литьевую форму, понуждают отрезок отделочного материала принимать форму, соответствующую оформляющей полости литьевой формы и одновременно ламинируя или скрепляя отрезок отделочного материала с полимерным материалом. Другие подходящие способы формования подложки и/или прикрепления отделочного материала включают компрессионное формование, инжекционное формование с использованием газа, структурное инжекционное формование вспененного материала, инжекционное формование микропористого вспененного материала, ламинарное инжекционное формование, инжекционное формование с использованием воды, формование с использованием наружного газа, формование с ориентированием путем управления сдвиговыми явлениями, инжекционное формование с противодавлением газа.
Термореактивные или способные быть термореактивными полимерные материалы можно также использовать, чтобы аналогичным образом изготавливать компонент-подложку из полимерного материала, используя известные способы реактивного инжекционного формования или литьевого прессования полимерного материала.
При инжекционном формовании на этапе формования подложки из полимерного материала согласно предпочтительному варианту выполнения изобретения используют по меньшей мере две части литьевой формы. Первую часть литьевой формы можно называть «пуансон», а вторую - «матрица». Вырезанный и/или отформованный поверхностный отрезок 10 отделочного материала укладывают в литьевую форму, обычно в матрицу, и обычно удерживают с использованием одного или большего числа вакуум-каналов у внутренней поверхности матрицы. Затем впрыскивают компонент 20 из полимерного материала (см. фиг.1). Отрезок отделочного материала укладывают в литьевую форму вручную, с помощью робота или других известных средств, посредством которых можно аккуратно расположить и совместить края проемов и непрямолинейные края с соответствующими краями с обеспечением желательного их расположения на поверхности формуемого изделия. Отрезок отделочного материала, очевидно, располагают в литьевой форме так, чтобы сторона отделочного материала, которую желательно иметь на поверхности формуемого изделия, была обращена к стенке оформляющей полости литьевой формы, а сторона, обращенная к несущему слою из полимерного материала, была направлена к открытой области матрицы, и при этом впрыскиваемый полимерный материал проходил к этому слою и контактировал с этим слоем.
Расплавленный полимерный материал для компонента-подложки впрыскивают в литьевую форму через литник со скоростью и при давлении, достаточными для заполнения литьевой формы, при этом он полностью покрывает заднюю сторону отрезка отделочного материала, прижимает отрезок отделочного материала к поверхности оформляющей полости литьевой формы, и впрыснутый полимерный материал сцепляется с полимерным материалом несущего слоя, находящегося с задней стороны отрезка отделочного материала.
Поверхность оформляющей полости литьевой формы для формования подложки из полимерного материала может быть подвергнута текстурированию для создания любого известного вида текстуры на этой поверхности, желательной как при ламинировании, так и при приклеивании к поверхности подложки на последующем этапе или для внешнего вида или текстуры видимых частей отделочного материала или подложки из полимерного материала. Затем, во время этапа впрыскивания полимерный материал поступает в литьевую форму, заполняя литьевую форму, понуждает отрезок отделочного материала принимать форму, соответствующую оформляющей полости литьевой формы, и передает структуру поверхности литьевой формы (зернистость, текстуру) отделочному материалу и/или поверхности материала подложки.
ПРИМЕРЫ
Элемент согласно настоящему изобретению, в общем изображенный на фиг.1, был спроектирован и изготовлен следующим образом. Отделочный материал из полиэфирного волокна ламинировали поликарбонатной пленкой толщиной около 0,13 мм путем использования этиленвинилацетатной (ЭВА) пленки, активизируемой нагреванием, коммерчески поставляемой фирмой «Дау кемикл Ко.» под маркой «Интеграл 801». Ламинирование производили при температуре 220°С (установочная температура для нагрева валов) на двухвальной установке для ламинирования. Из полученного ламината предварительно вырезали отрезок желаемого размера и формы (включая внутренние отверстия) и укладывали в желаемом положении между матрицей и пуансоном в литьевую форму для инжекционного формования. Укладка требовала тщательного совмещения таким образом, чтобы отверстия в отделочном материале и их края были совмещены с поверхностями литьевой формы в местах, где должны были быть отверстия, а наружные края отделочного материала были совмещены с их желаемыми местами расположения. Желаемую лицевую поверхность отделочного материала располагали к оформляющей полости матрицы и удерживали на месте, используя вакуум. Полимерный материал подложки (смесь ПК и САНБС) впрыскивали в литьевую форму так, чтобы он вступал в контакт с пленкой ПК. Поток впрыскиваемого ПК и САНБС обеспечивал давление на заднюю сторону ламинированного отделочного материала и ее нагрев, достаточные для формования отделочного материала по форме оформляющей поверхности матрицы. При извлечении элемента из литьевой формы и его оценке можно было установить, что поверхность отделочного материала правильно расположена на всех участках по краям, он плотно прилегает и прочно приклеен к термопластичной подложке из ПК и САНБС и не содержит отслоений, складок или других повреждений в результате впрыскивания полимерного материала подложки и заполнения литьевой формы.
При сравнении установлено, что использование того же отделочного материала без предварительного ламинирования пленкой из ПК приводило к тому, что предварительно вырезанный отрезок отделочного материала был значительно вытянут, появлялись складки и смещения в литьевой форме во время заполнения и стадии уплотнения при формовании. Поверхность отделочного материала в охлажденном и извлеченном из литьевой формы элементе из полимерного материала имела размеры, значительно отличавшиеся от желаемых размеров и которые по существу отличались от размеров предварительно вырезанного отрезка отделочного материала.
Реферат
Изобретение относится к формованным элементам с прерывистыми поверхностными участками отделочного материала. Способ изготовления тонкостенного формованного изделия из полимерного материала содержит компонент-подложку из полимерного материала с разрывами или проемами и участок поверхности из отделочного материала с разрывами или проемами, соответствующими и совмещенными с разрывами или проемами в компоненте-подложке из полимерного материала. Способ включает этапы. Этап (а) включает ламинирование отделочного материала, который выбран из натуральной и синтетической кожи, включая и замшу, синтетическая кожа включает скоагулированные полиуретановые ламинаты и любые типы текстильных или текстилеподобных материалов, таких как ткани, нетканые материалы и трикотаж из натуральных или синтетических волокон/материалов, с несущим слоем полимерного материала, который обеспечивает жесткость при формовании. При этом отделочный материал без ламинированного несущего слоя будет напротив растягиваться при формовании, при этом ламинирование выполняют на его задней стороне, которая является стороной, противоположной стороне, которая будет поверхностью готового элемента. Этап (b), на котором осуществляют вырезание или придание формы ламинированному отделочному материалу таким образом, чтобы он соответствовал форме и размерам участка поверхности из отделочного материала и включал разрывы или проемы, соответствующие тем же структурам в компоненте-подложке из полимерного материала. На этапе (с) осуществляют укладывание ламинированного отрезка отделочного материала, которому уже придана определенная форма на этапе (b), в оформляющую полость литьевой формы таким образом, чтобы разрывы и/или проемы были точно совмещены с оформляющей поверхностью литьевой формы, со стороной отделочного материала, которая будет поверхностью готового элемента в контакте с внутренней поверхностью формы, и удерживание отрезка на месте. На этапе (d) осуществляют инжекционное формование компонента-подложки из полимерного материала в оформляющую полость на заднюю сторону отрезка отделочного материала, отформованный компонент-подложка из полимерного материала простирается за края отделочного материала и не полностью покрыт отделочным материалом. На этапе (е) осуществляют извлечение отформованного изделия из полимерного материала из литьевой формы. Изобретение включает другой вариант выполнения способа изготовления тонкостенного формованного изделия из полимерного материала и инжекционное формованное изделие. Изобретение позволяет создавать элементы, которые имеют хороший внешний вид, точные размеры, тонкое поперечное сечение и стабильные защитные покрытия краев отделочного материала. 3 н. и 17 з.п. ф-лы, 2 ил.
Комментарии