Распределительные клапаны - RU2476358C2
Код документа: RU2476358C2
Чертежи


Описание
Данное изобретение относится к распределительным клапанам для текучих веществ, таких как напитки, жидкие продукты питания, например горчица и кетчуп, а также жидкая гигиеническая косметика, такая как увлажняющий крем.
Изобретение относится к клапанам, содержащим клапанный элемент, выполненный из эластичного полимерного материала, в котором образован по меньшей мере один удлиненный разрыв, образующий по меньшей мере одну клапанную створку, выполненную как единое целое с клапанным элементом, но при этом граница створки, образованная разрывом, не соединена со смежным материалом клапанного элемента, причем клапанная створка выполнена с возможностью перемещения под воздействием давления из закрытого положения, при котором смежные границы разрыва образуют плотное уплотнение, в открытое положение, при котором границы разрыва отстоят друг от друга и вещество может протекать сквозь клапанный элемент. Кроме того, изобретение относится к средствам укупоривания емкостей, содержащим указанный распределительный клапан, а также к способу изготовления указанных клапанов и средств.
Распределительные клапаны вышеуказанного типа уже известны и описаны, например, в американских патентах №№5033655, 5213236, 5377877 и 5409144. В состав указанных известных клапанов входит клапанный элемент, выполненный из силиконового каучука, в котором выполнены два удлиненных разрыва в виде двух пересекающихся перпендикулярных линейных разрезов, образующих четыре клапанных створки сегментарной формы, при этом две линейные кромки каждой из створок в закрытом положении взаимодействуют со смежной кромкой соседней створки. Как правило, клапанный элемент имеет вогнутую форму и выступает во внутреннее пространство емкости, которую он уплотняет, и в данном положении взаимодействующие кромки створок образуют уплотнение. Если внутреннее пространство емкости сжимается, например, в результате нажатия на стенку емкости (при выполнении ее из эластичного материала), под воздействием давления клапанный элемент принимает выпуклую конфигурацию, в которой он может слегка выступать из емкости. Давление заставляет клапанные створки поворачиваться вокруг линий, вдоль которых створки соединены с остальной частью клапанного элемента, в открытое положение, тем самым создавая отверстие, сквозь которое может вытекать содержимое емкости. При ослаблении давления створки возвращаются в герметичное положение под действием их собственной упругости, и клапанный элемент принимает свою вогнутую конфигурацию.
Указанные клапаны очень эффективны и пользуются большим промышленным спросом. Однако применение силиконового каучука ко всему прочему связано с рядом проблем. Так, поверхность компонентов, изготовленных из силиконового каучука, является липкой и поэтому обладает очень высоким коэффициентом трения, а это означает, что манипулирование и работа с данными компонентами представляет собой проблему. Более того, клапан должен быть некоторым образом соединен с крышкой емкости, например, колпачком бутылки, поскольку понятно, что всю крышку невозможно полностью изготовить из силиконового каучука. Тем не менее, это затруднительно, в частности, ввиду того, что силиконовый каучук не поддается термическому скреплению, а дополнительные операции существенно увеличивают общие производственные расходы. К тому же, получающаяся в результате крышка емкости должна включать совершенно разные материалы, соединенные друг с другом, а это представляет собой существенную проблему, связанную с переработкой использованной емкости и крышки.
Указанные проблемы частично решены в международной публикации WO 99/08942, в которой клапанный элемент изготовлен из термопластмассы. Данным материалом можно легко манипулировать, и он поддается термосвариванию, таким образом, клапанный элемент может быть соединен с крышкой емкости путем выполнения термосваривания, что сравнительно быстро и просто выполнить. Однако клапанный элемент по-прежнему нужно изготавливать отдельно от остальной части крышки емкости, а затем соединять указанные элементы вместе. Это является не только трудоемким и дорогостоящим процессом, но и в результате все равно получают составную крышку емкости, изготовленную из двух разных материалов.
В патентном документе FR-A-2690139 описан клапанный элемент, изготовленный из полиэтилена или полипропилена, который формуют с удлиненной зоной уменьшенной толщины, полученной в результате выполнения на его внутренней поверхности удлиненного углубления. Толщина зоны уменьшенной толщины постепенно уменьшается до минимальной толщины по направлению к одной стороне. Посредством инструмента прикладывают давление к внутренней поверхности участка уменьшенной толщины, которая таким образом разрывается вдоль одной стороны, образуя щель. Разорванный край участка уменьшенной толщины растягивается за счет разрыва, образуя нависающую кромку, и, таким образом, впоследствии перекрывает противоположный край щели. Вследствие того, что разрыв возникает вдоль одного края углубления, противоположный край прорези не имеет такой кромки. При этом образуется только одна прямая линия разрыва, и, следовательно, подвижная клапанная створка не образуется. В каждом из описанных первом, втором и третьем вариантах выполнения линия разрыва проходит по самой верхней части или по окружности конической распределительной головки и, таким образом, линия разрыва изогнута или искривлена. Это означает, что тем самым клапанный элемент не имеет клапанной створки, которая может перемещаться относительно остальной части клапана, и поэтому клапан фактически не подходит для распределения какого-либо вещества. Во втором варианте выполнения, изображенном на Фиг.5 и 6, имеются две удлиненные зоны уменьшенной толщины, которые пересекаются в форме креста, при этом толщина каждой из них уменьшается по направлению к длинной стороне. Хотя описание относится к разрыву клапана вдоль линий минимальной толщины с целью образования упругих створок, оно также касается образования двух групп перпендикулярных щелей 14 вдоль сторон углов 18 и, таким образом, понятно, что образования крестообразных прямоугольных упругих клапанных створок не происходит. Несмотря на то, что получились две треугольные зоны, частично ограниченные двумя перпендикулярными линиями разрыва, тот факт, что линии, соединяющие концы двух групп линий разрыва, непременно искривлены (вследствие того, что зоны уменьшенной толщины образованы на куполообразной распределительной головке), означает, что поворотное перемещение указанных треугольных зон невозможно и, следовательно, по существу невозможен выпуск вещества. Таким образом, понятно, что данный известный документ фактически является лишь «бумажной» публикацией, и что заявленный в данном описании клапан фактически в целом не будет работать, как клапан. Даже если с целью создания подвижных клапанных створок, обеспечивающих распределение вещества из емкости, было выполнено разрывание, тот факт, что только один край одной или каждой разорванной щели вытянут в виде нависающей кромки, которая перекрывает другой край, означает, что воздух не смог бы попасть в емкость взамен выпущенного вещества, а следовательно, это означало бы, что клапан работал бы только как клапан одностороннего действия, а не как двухсторонний клапан, и таким образом, контейнер постепенно сплющился бы по мере выпуска из него вещества, а во многих случаях это очень нежелательно.
Таким образом, цель изобретения заключается в создании распределительного клапана упомянутого выше типа и выполненной как единое целое крышки емкости, содержащей указанный клапан, причем для создания указанного клапана применяют только недорогие и общедоступные материалы, указанный клапан может быть быстро и с невысокими затратами изготовлен в ходе единого процесса и не требует последующего его присоединения к крышке емкости. Еще одна цель заключается в создании такого клапана, который будет действовать как двусторонний клапан и, тем самым, обеспечит выпуск вещества из емкости и попадание внутрь нее воздуха.
Согласно настоящему изобретению предложен клапан вышеупомянутого типа, отличающийся тем, что клапанный элемент выполнен из полиолефинового материала, по меньшей мере один разрыв представляет собой линию разрыва, а толщина двух краевых зон, образующих линию разрыва, уменьшается по направлению к их свободному краю, и указанные зоны перекрывают одна другую.
Таким образом, клапан, выполненный в соответствии с изобретением, в корне отличается от клапанов известного типа, описанных в упомянутых выше американских патентах, тем, что один или каждый удлиненный разрыв представляет собой линию разрыва или рваную линию, а не ровный разрез. Способ разрывания материала клапанного элемента будет описан ниже более подробно. Однако, поскольку полиолефины по сути обладают небольшой податливостью, то прежде чем произойдет фактический разрыв, процесс разрывания неизменно деформирует или растягивает пластичный материал вдоль линии разрыва. Данный процесс растяжения по сути приведет к локальному уменьшению толщины клапанного элемента, и когда в каком-либо месте толщина уменьшится до нуля, произойдет разрыв материала. После образования разрыва толщина обеих смежных краевых зон будет уменьшаться по направлению к их свободному краю, и одна зона будет обязательно немного перекрывать другую.
Характерная упругость полиолефинового материала приведет к образованию контактного давления между перекрывающимися краевыми зонами разрыва, а воскоподобное качество поверхности материала гарантирует, что контактирующие поверхности образуют надежное уплотнение. Для обеспечения такой степени податливости поверхности материала, которая оптимизирует целостность уплотнения и при этом гарантирует, что контактирующие поверхности не слипнутся вместе, предпочтительно, чтобы показатель текучести расплава полиолефинового материала составлял от 10 до 45 г/10 мин.
В процессе использования клапан присоединен к емкости с текучим веществом. При повышении давления внутри емкости, например, за счет сжатия ее наружной стенки, давление действует на клапанную створку и смещает ее от остальной части клапанного элемента, создавая отверстие, сквозь которое впоследствии может проходить текучее вещество. Движение клапанной створки будет являться поворотом вокруг оси или выполненной как единое целое со створкой линии перегиба, образованной линией, проходящей между смежными концами одного или каждого разрыва, образующего клапанную створку. Для того чтобы обеспечить соответствующее перемещение клапанной створки под действием приложенного к ней давления, и чтобы ее краевые зоны взаимодействовали с краевыми зонами на другой стороне одного или каждого разрыва при соответствующем контактном давлении, создавая упругое уплотнение, при возвращении створки в свое исходное положение под действием упругости выполненной как единое целое с ней линии перегиба, важно, чтобы полиолефиновый материал обладал соответствующей упругостью и чтобы указанная линия перегиба имела соответствующую толщину. Предпочтительно, чтобы значение модуля упругости при изгибе указанной линии перегиба составляло от 200 до 1400.
Установлено, что изгибающие характеристики выполненной как единое целое линии перегиба более предсказуемы и воспроизводимы, если линия уменьшенной толщины клапанной пластины проходит между концами одного или каждого разрыва, образующего клапанную створку, которая определяет положение указанной линии перегиба. Точный коэффициент жесткости выполненной как единое целое линии перегиба можно задать путем точного контроля ее толщины. Как правило, клапанный элемент представляет собой пластину, толщина которой составляет от 0,5 мм до 1,5 мм, а выполненная как единое целое линия перегиба обычно образована канавкой или линией уменьшенной толщины и имеет толщину от 0,1 мм до 0,5 мм, предпочтительно от 0,2 мм до 0,3 мм. В самом простом виде клапанный элемент будет иметь только один единственный разрыв, например, в целом U-образной формы, так что клапан имеет единственную створку, ограниченную разрывом и соединенную с остальной частью клапанного элемента вдоль линии, которая проходит между двумя концами разрыва. Кроме того, можно выполнить два перпендикулярных пересекающихся разрыва, таким же способом, как в известной области техники. Однако это привело бы к образованию четырех клапанных створок, соединенных с клапанным элементом посредством сравнительно длинных, выполненных как единое целое линий перегиба, а больший коэффициент жесткости полиолефинового материала по сравнению с силиконовым каучуком может сделать такую конфигурацию практически невыполнимой. Более того, это привело бы к тому, что подвижная краевая зона каждой клапанной створки будет взаимодействовать с подвижной краевой зоной двух смежных створок и образовывать с ней уплотнение. На практике установлено, что более надежное уплотнение образуется, если краевая зона указанной одной или каждой клапанной створки взаимодействует по меньшей мере вдоль основной части ее длины, с краевой зоной, образованной на неподвижном участке клапанного элемента, а не на другой клапанной створке.
В предпочтительном варианте выполнения выполнены четыре клапанных створки, расположенные в целом крестообразно, причем каждая клапанная створка имеет в целом прямоугольную форму и как единое целое соединена с клапанным элементом у ее внешнего конца. Четыре клапанные створки могут взаимодействовать друг с другом разнообразными способами, но предпочтительно, чтобы краевая зона внутреннего конца каждой клапанной створки взаимодействовала с краевой зоной внутреннего конца двух смежных клапанных створок.
Как упомянуто выше, клапанный элемент изготовлен из полиолефинового материала, предпочтительно полипропилена или полиэтилена, оба из которых являются недорогими и надежными материалами. Указанные материалы особенно подходят для изготовления крышек для емкостей, например колпачков для бутылок и тому подобного, а это, таким образом, дает возможность изготовления выполненной как единое целое крышки емкости, в состав которой входит данный распределительный клапан. Предполагается, что на практике указанная крышка должна представлять собой цельную деталь, полученную в процессе литья под давлением, и будет содержать пластину, которая в процессе использования будет проходить поверх выпускного или распределительного отверстия емкости для текучих веществ, и проходящую по периферии юбку, выполненную как единое целое с пластиной крышки и предназначенную для прикрепления к емкости, при этом пластина крышки представляет собой клапанный элемент.
Кроме того, изобретение включает способ изготовления указанного распределительного клапана, и, таким образом, согласно следующему аспекту данного изобретения способ изготовления клапана для распределения текучего вещества включает введение горячего текучего полиолефинового материала в литьевую полость для формирования клапанного элемента, которая с одной стороны частично ограничена первой частью, а с другой стороны - второй подвижной частью, которая включает сравнительно подвижный разрывной элемент; формование одного или нескольких первых удлиненных углублений на поверхности, которая образована второй частью формы; образование в клапанном элементе одной или нескольких первых линий уменьшенной толщины; охлаждение и отверждение полиолефинового материала; перемещение второй части формы относительно первой части с обеспечением создания зазора; продвижение разрывного элемента относительно клапанного элемента, приводящее к разрыву последнего по первым линиям уменьшенной толщины; и извлечение клапанного элемента.
Таким образом, клапан, выполненный в соответствии с изобретением, изготавливают в ходе обычного процесса литья под давлением. Литьевая полость ограничена, по меньшей мере, частично, первой частью формы и второй частью формы, на которой выполнены один или несколько удлиненных выступов или приливов. Затем в литьевую полость вводят горячий полиолефиновый материал, из которого формуют клапанный элемент, а удлиненный выступ или прилив, выполненный на подвижной части формы, будет обязательно образовывать одну или несколько линий уменьшенной толщины на одной поверхности клапанного элемента. После этого полиолефиновый материал может быть подвержен охлаждению и отверждению, и еще относительно теплую подвижную часть формы перемещают относительно второй части формы, создавая между ними зазор. Далее разрывной элемент продвигают относительно клапанного элемента, а это заставляет участок клапанного элемента, в котором образована указанная или каждая линия наименьшей толщины, деформироваться и в конечном итоге лопаться или разрываться вдоль линий уменьшенной толщины. Линии уменьшенной толщины расположены таким образом, что процесс разрывания приведет к образованию одной или нескольких клапанных створок, которые отделены от остальной части клапанного элемента вдоль большей части их контура, но при этом как единое целое соединены с клапанным элементом вдоль гипотетической линии, которая проходит между концами линий разрыва или соседними парами концов линий разрыва, и указанные линии будут представлять собой выполненную как единое целое линию перегиба, вокруг которой клапанная створка может поворачиваться относительно остальной части клапанного элемента. По сути, процесс разрывания приведет к локализованному растягиванию полиолефинового материала, а это означает, что краевые зоны каждого разрыва будут не просто упираться друг в друга по боковой линии (что имеет место в случае, когда разрыв выполнен в ходе процесса разрезания), но в некоторой степени будут перекрывать друг друга. Перекрывающиеся краевые зоны представляют собой материал, который, по существу, имеет слегка воскоподобную поверхность, и за счет этого указанные зоны образуют уплотнение. Тот факт, что клапанная створка была вырвана из окружающего ее материала, означает, что по сути она плотно прилегает к отверстию, которое занимает.
Как упомянуто выше, указанная одна или каждая клапанная створка будет соединена с остальной частью клапанного элемента вдоль гипотетической линии, которая представляет собой выполненную как единое целое линию перегиба. Указанная линия перегиба будет работать более эффективно и более предопределяемым способом, если она образована второй линией уменьшенной толщины. Однако толщина материала вдоль второй линии уменьшенной толщины предпочтительно больше толщины материала вдоль первой линии или линий уменьшенной толщины, а это обязательно будет гарантировать, что первые линии уменьшенной толщины разорутся, в то время как вторые линии уменьшенной толщины останутся целыми. Таким образом, предпочтительно, чтобы указанная одна или несколько первых линий уменьшенной толщины образовала удлиненную зону, которая как единое целое соединена с остальной частью клапанного элемента вдоль гипотетической линии, и чтобы способ включал формование вдоль указанной линии второго удлиненного углубления для образования вдоль указанной линии второй линии уменьшенной толщины, при этом глубина второго удлиненного углубления меньше глубины первого удлиненного углубления.
Предпочтительно, чтобы готовый клапан имел две или более створки, и, таким образом, способ предпочтительно включает формование нескольких первых удлиненных углублений для образования удлиненных зон, а также перемещение соответствующего разрывного элемента относительно каждой удлиненной зоны, вызывая ее разрыв вдоль первых линий уменьшенной толщины. Следовательно, каждая клапанная створка вырывается или вытягивается из окружающего ее материала посредством соответствующего разрывного элемента и обязательно остается соединенной с остальной частью клапанного элемента посредством выполненной как единое целое линии перегиба, которая предпочтительно образована второй линией уменьшенной толщины. В предпочтительном варианте выполнения образованы четыре удлиненные зоны, расположенные в форме креста, а способ включает формование второй линии уменьшенной толщины на внешнем конце каждой удлиненной зоны.
Для обеспечения достаточной мягкости и эластичности полиолефинового материала, позволяющей сравнительно легко выполнить его разрыв, предпочтительно обеспечить его охлаждение и отверждение в литьевой полости до температуры примерно от 40°С до 70°С, до выдвижения одного или каждого разрывного элемента относительно клапанного элемента с целью разрыва указанного элемента вдоль первых линий уменьшенной толщины.
Дополнительные особенности и детали изобретения станут понятными из приведенного ниже описания одного конкретного способа изготовления колпачка емкости, содержащего распределительный клапан, выполненный в соответствии с изобретением и приведенный исключительно в качестве примера со ссылкой на прилагаемые чертежи, на которых:
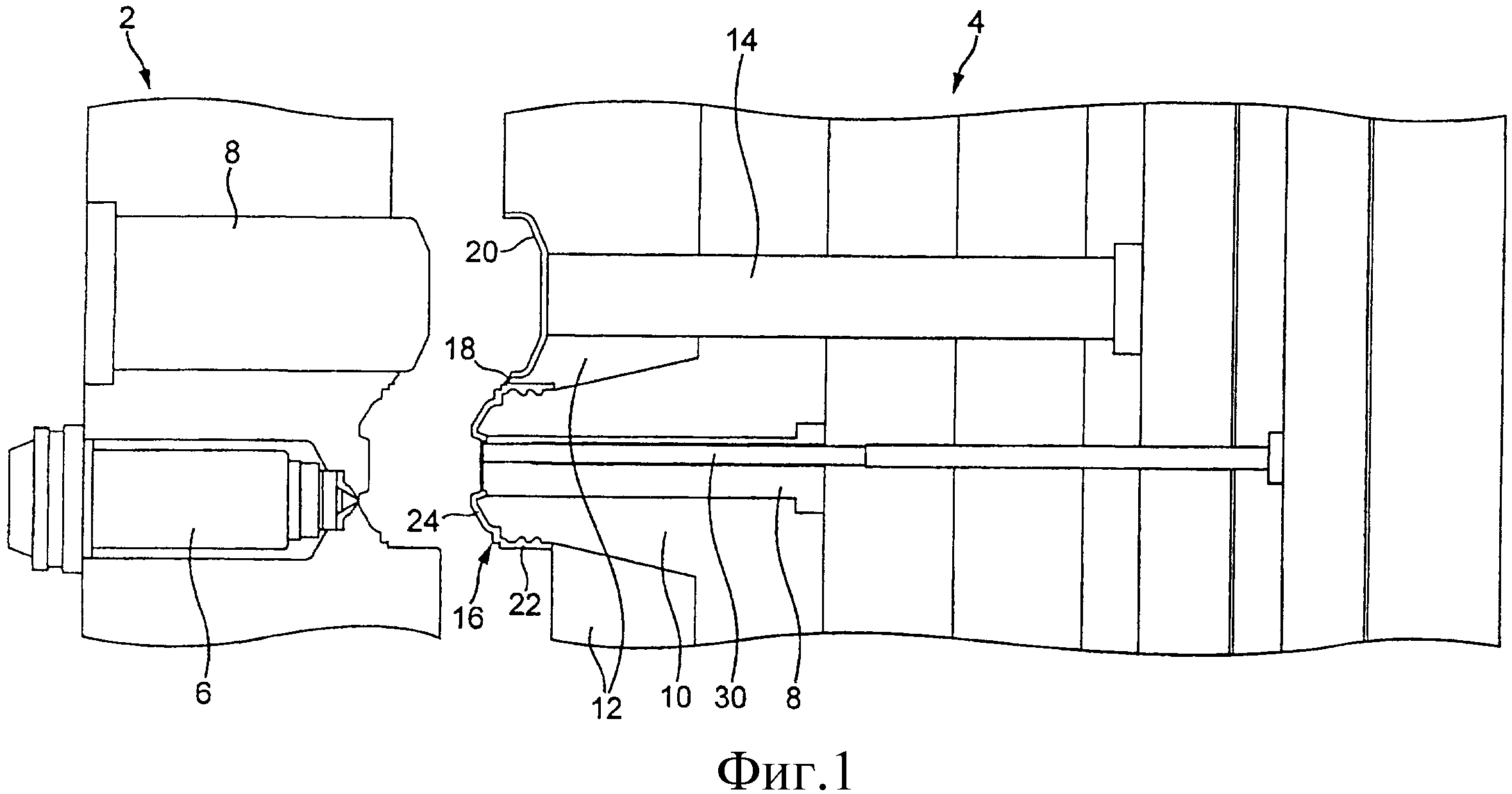
Фиг.1 представляет собой частичный разрез литьевой формы, предназначенной для изготовления укупорочного колпачка, выполненного в соответствии с изобретением, при этом форма изображена в раскрытом положении до разрыва линий уменьшенной толщины;
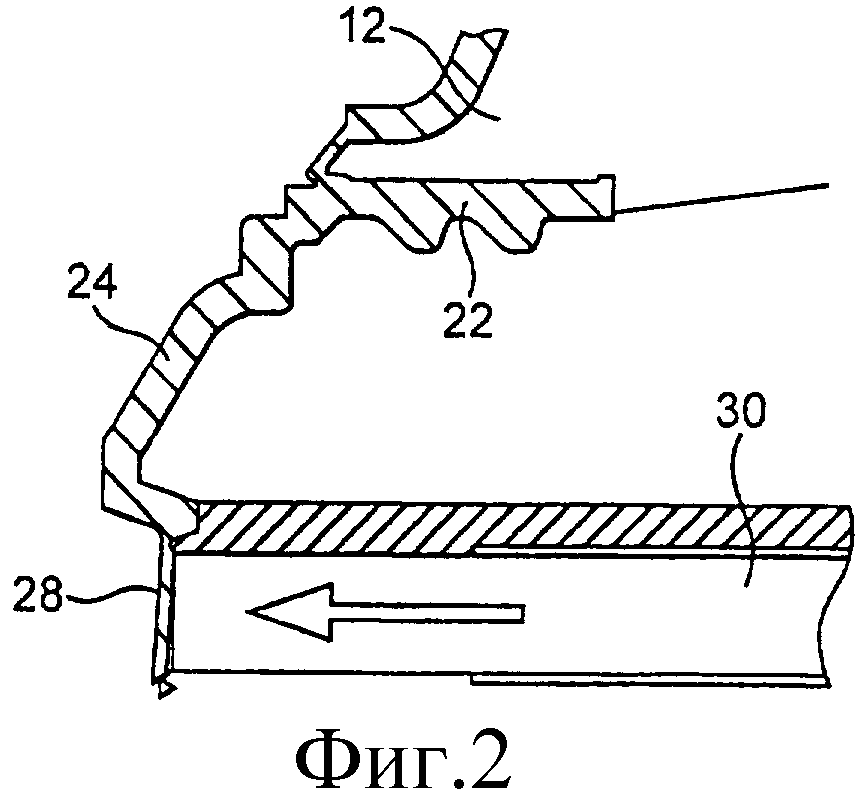
Фиг.2 представляет собой увеличенный вид фрагмента Фиг.1, в процессе разрывания линий уменьшенной толщины;
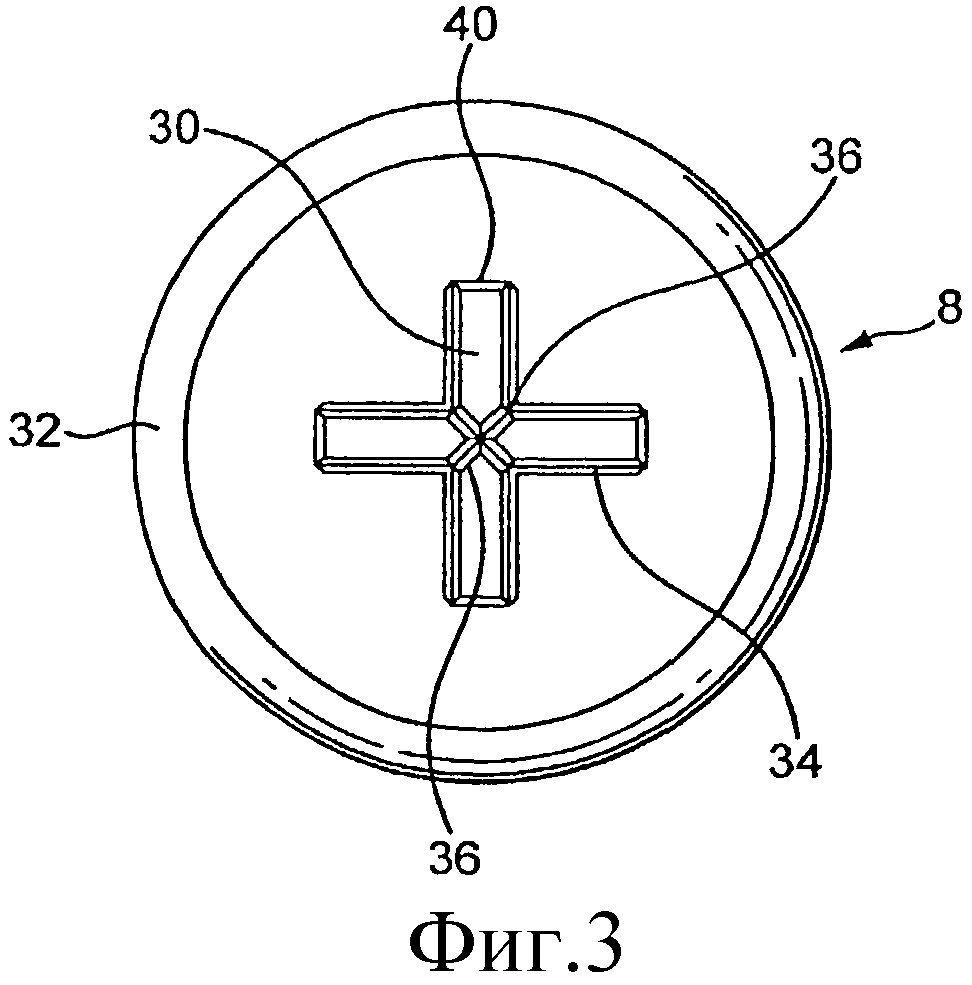
Фиг.3 представляет собой вид с торца внутреннего стержня литьевой формы;
Фиг.4 представляет собой вид сверху колпачка, изготовленного в литьевой форме;
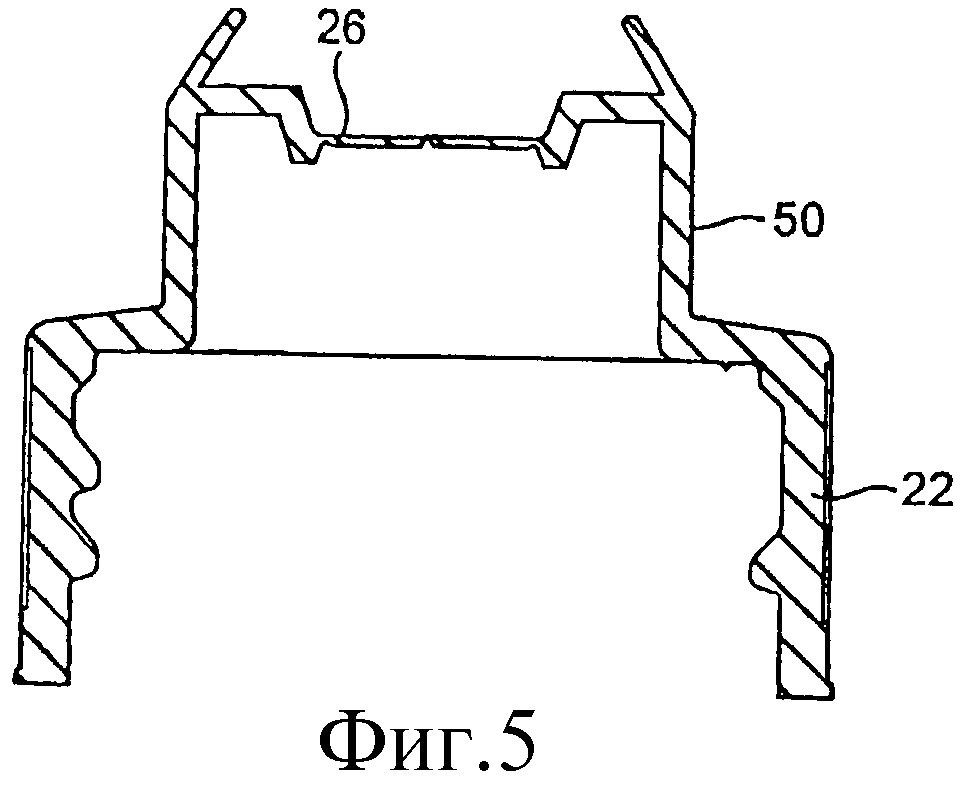
Фиг.5 представляет собой вертикальный разрез модифицированной конструкции колпачка;
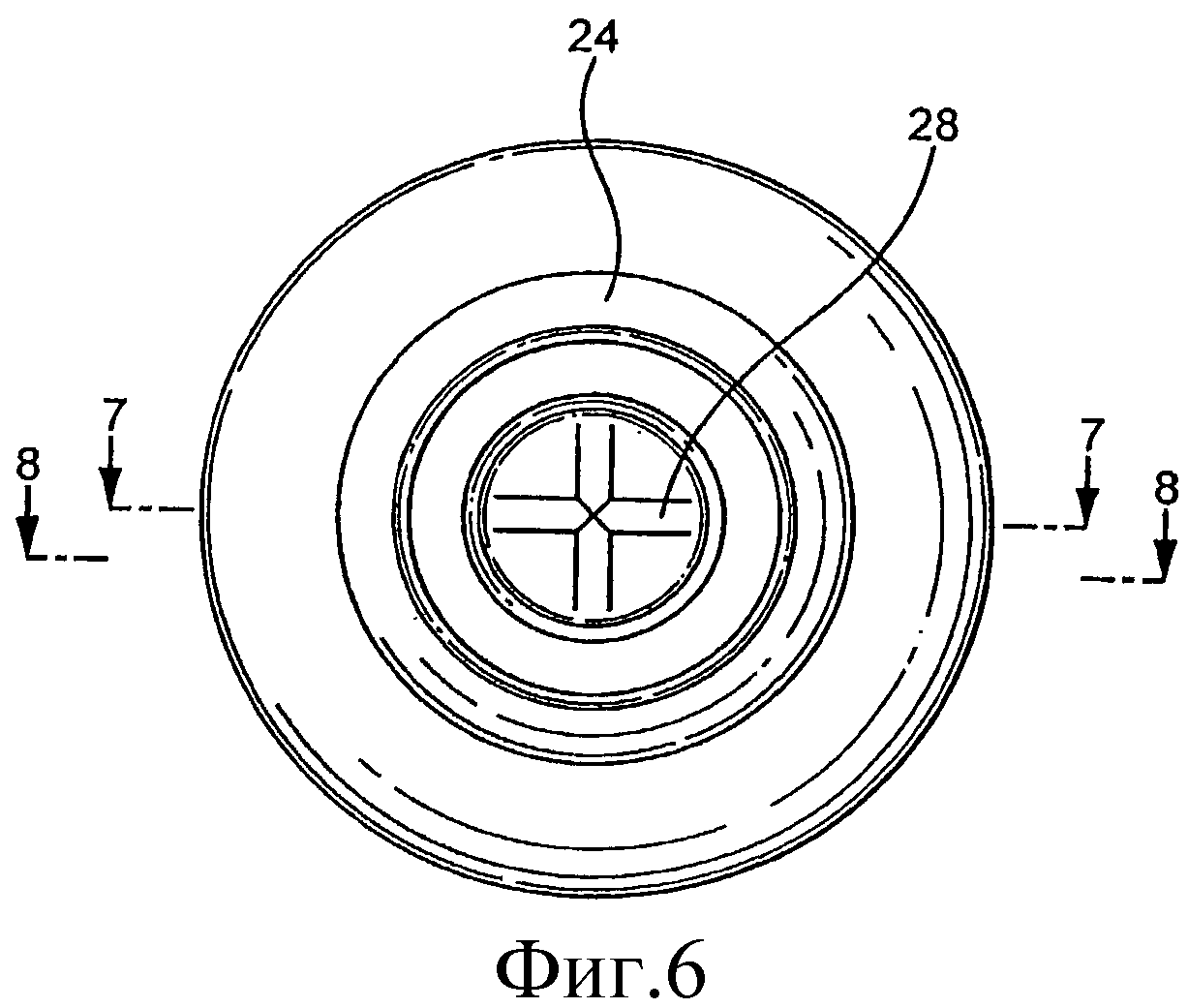
Фиг.6 представляет собой вид сверху колпачка, изображенного на Фиг.5;
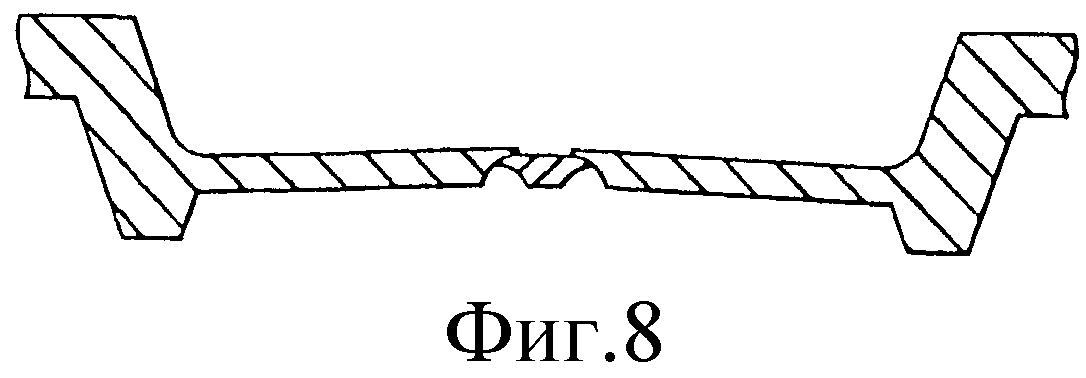
Фиг.7 и 8 представляют собой частичные разрезы соответственно по линиям 7-7 и 8-8, изображенным на Фиг.6; и
Фиг.9 представляет собой вид в аксонометрии еще одной модификации колпачка.
Литьевая форма, изображенная на Фиг.1-3, состоит из неподвижной части 2 и подвижной части 4. Неподвижная часть 2 содержит сопло 6, предназначенное для введения жидкой пластмассы, и стационарный стержень 8. Подвижная часть 4 литьевой формы имеет сердечник, который содержит внутренний стержень 8, окруженный наружным стержнем 10, и окружен выталкивающим кольцом 12. Кроме того, подвижный элемент формы содержит выталкивающий стержень 14. Когда две части формы сдвинуты, они образуют закрытую литьевую полость, определяющую форму укупорочного колпачка, содержащего собственно колпачок 16, соединенный общей перемычкой 18 с крышкой 20. Колпачок 16 имеет цилиндрическую боковую стенку 22, на внутренней поверхности которой выполнена как единое целое винтовая резьба, предназначенная для соединения с соответствующей винтовой резьбой, выполненной на наружной поверхности горлышка бутылки или другой емкости, при этом на одном конце стенки выполнен как единое целое кольцеобразный фланец 24, проходящий в целом во внутреннем направлении. С внутренним краем кольцевого фланца 24 выполнен как единое целое по существу плоский элемент, представляющий пластину 26, в которой образуются четыре подвижных створки 28 клапана, описанные ниже.
Внутри внутреннего стержня 8 установлены четыре подвижных в продольном направлении разрывных шпильки 30 (чтобы не усложнять изображение, на Фиг.1 изображена только одна шпилька), каждая из которых выполнена с возможностью перемещения между втянутым положением, в котором ее торцевая поверхность расположена заподлицо с торцевой поверхностью внутреннего стержня, и выдвинутым положением, в котором она слегка выходит за пределы торцевой поверхности внутреннего стержня. На Фиг.2 можно увидеть, что торцевая поверхность внутреннего стержня слегка коническая. На Фиг.3 лучше всего видно, что вокруг конической торцевой поверхности внутреннего стержня 8 проходит скос или фаска 32. В центре торцевой поверхности выполнены четыре отверстия, каждое из которых представляет конец соответствующего прохода, в котором установлена выталкивающая шпилька 30, форма которой точно соответствует форме отверстий. Четыре отверстия и, следовательно, четыре выталкивающих шпильки 30 имеют прямоугольную форму, при этом четыре прямоугольника расположены крестообразно и смещены друг от друга на 90°. Внутренний конец каждого прямоугольника представляет собой треугольное удлинение, а вершины треугольников сходятся в одной точке. Вдоль каждой продольной стороны каждого прямоугольного участка отверстия проходит удлиненная вертикальная конфигурация или кромка 34, имеющая треугольное поперечное сечение, при этом высота кромки составляет около 0,6 мм. Каждая кромка 34, относящаяся к каждому отверстию, сходится с кромкой 34, относящейся к другому отверстию, образуя стык 36, таким образом, получается четыре указанных стыка, расположенных в квадратной конфигурации. Между каждой диагонально противоположной парой стыков проходит следующая треугольная вертикальная кромка 38. Две кромки 38 пересекаются под прямым углом в их центре. Вдоль внешнего края каждого прямоугольного отверстия проходит следующая вертикальная кромка 40, в целом, подобная кромке 34, но ниже ее, а именно в данном случае ее высота составляет примерно 0,3 мм.
В процессе эксплуатации форма закрыта, и расплавленный полиолефиновый материал вводят через сопло 6 в полость формы с образованием колпачка 16, соединенного общей перемычкой 18 с крышкой 20. Кромки 34, 38, 40 создают линии уменьшенной толщины на нижней поверхности пластины 24, форма и расположение которых обязательно точно соответствует форме и расположению кромок. Затем можно выполнить охлаждение и отверждение литья до температуры примерно от 40°С до 70°С (другими словами, пластмасса еще теплая и, следовательно, сравнительно мягкая), а затем подвижную часть 4 формы отодвигают от неподвижной части 2 формы в положение, изображенное на Фиг.2. Далее четыре разрывные шпильки 30 слегка выдвигают, как изображено на Фиг.2. Их торцевые поверхности сходятся с зоной внутри кромок 34 и 40, а это приводит к тому, что материал, находящийся внутри указанных кромок, деформируется и выходит за пределы плоскости пластины 26. Торцевые поверхности шпилек 30 соответствуют конической форме торцевой поверхности стержня 8, таким образом, сила деформации, оказываемая шпильками 30, действует преимущественно в центре пластины 26. Поскольку пластмасса, находящаяся внутри зон, ограниченных линиями наименьшей толщины, деформируется кверху, материал линий уменьшенной толщины начинает растягиваться, и их толщина уменьшается. Тем не менее, толщина линий уменьшенной толщины, образованных кромками 40, уменьшается незначительно, во-первых, по причине, того, что на них оказывается меньшая сила вследствие конической формы торцов разрывных шпилек, а во-вторых, поскольку толщина материала на указанных линиях больше толщины линий уменьшенной толщины, образованных кромками 34 и 38. По мере растяжения линий уменьшенной толщины, образованных кромками 34 и 38, их толщина постепенно уменьшается, пока не достигнет нуля в точке, в которой возникает разрыв. Таким образом, образуются четыре клапанных створки 28, каждая из которых имеет форму, определяемую разрыванием, которое происходит вдоль линий уменьшенной толщины, образуемых двумя параллельными кромками 34, взаимосвязанной с ними кромкой 40 и двумя взаимосвязанными кромками 38. При этом каждая клапанная створка 28 соединена с пластиной 26 посредством линии уменьшенной толщины, образованной взаимосвязанной кромкой 40, которая теперь представляет собой общую линию перегиба. В результате растягивания, которое происходит по линиям уменьшенной толщины до тех пор, пока не случится разрыв, краевые зоны каждой клапанной створки больше не будут точно впритык прилегать к смежным краевым зонам отверстия, образованного в пластине, а будут перекрывать указанные краевые зоны.
Хотя клапанные створки уже образованы путем разрывания, укупорочный колпачок еще остается расположенным по месту на подвижной части формы, поскольку его цилиндрическая боковая стенка 22 остается зафиксированной. После того как процесс разрывания завершен, выдвигают выталкивающее кольцо 12, и вследствие того, что часть выталкивающего кольца зацепляет свободную торцевую поверхность цилиндрической боковой стенки 22, это приведет к оказанию воздействия на отлитый колпачок, которое освобождает его от подвижной части формы. После этого отлитый колпачок принимает вид, изображенный на Фиг.4. Далее сам колпачок можно навинтить на бутылку или другую емкость для текучего вещества, а крышку 20 можно повернуть посредством перепонки или общей перемычки 18 в положение поверх колпачка, где ее можно зафиксировать, например, защелкнуть. Понятно, что крышка не является обязательной и служит исключительно в качестве защиты от пыли и для улучшения эстетического вида укупоривания.
Как упомянуто выше, краевые зоны клапанных створок 28 будут перекрывать краевые зоны отверстий, выполненных в пластине 26, у их внешних концов и будут перекрывать или будут перекрываться краевыми зонами смежных створок у их внутренних концов. Поскольку это должно означать, что клапанные створки деформированы, слегка выступая из плоскости пластины 26, упругость полиолефинового материала по линиям уменьшенной толщины, образованным кромками 40, будет предполагать, что этот контакт находится под давлением. За счет, по существу, воскоподобной поверхности полиолефинового материала образуется надежное уплотнение. Если теперь емкость перевернуть и приложить давление к ее боковой стенке с целью выдавливания содержимого, створки повернутся в наружном направлении вокруг их выполненных как единое целое линий перегиба, тем самым, открывая контейнер и давая возможность выпуска его содержимого. Если же теперь емкость вернуть в ее исходное положение, клапанные створки вернутся в свое исходное состояние под действием упругости линий перегиба, и герметизация емкости будет восстановлена.
Модифицированный вариант выполнения укупорочного колпачка, изображенный на Фиг.5-8, очень похож на вариант выполнения, изображенный на Фиг.4, но в данном случае отсутствует крышка. Цилиндрическая боковая стенка 22, предназначенная для соединения с бутылкой, как единое целое соединена с дополнительным цилиндрическим участком 50 меньшего диаметра, и именно на этом вышеуказанном участке 50 расположена пластина 26, из которой образуются клапанные створки.
Фиг.7 и 8 представляют собой разрезы, на которых изображено, каким образом растянутые краевые зоны клапанных створок перекрывают друг друга и краевые зоны отверстий, образованных в пластине 26 в процессе разрывания. На практике неважно, какая именно краевая зона перекрывает другую краевую зону, и следует понимать, что в процессе использования это может неоднократно изменяться, но не оказывать отрицательного воздействия на функционирование.
Фиг.9 представляет собой вид в аксонометрии следующего варианта выполнения укупорочного колпачка, выполненного в соответствии с изобретением, который отличается от предыдущих вариантов только деталями, которые не влияют на суть изобретения. Однако он включен в описание, поскольку на нем изображены клапанные створки в открытом положении, которое они принимают при выливании текучего вещества из емкости.
В еще одном модифицированном варианте выполнения, который не изображен на чертежах, каждая клапанная створка соединена с остальной частью крышки посредством соответствующей линии перегиба типа так называемой «бабочки». Такие линии перегиба по сути известны, состоят из нескольких выполненных как единое целое линий перегиба и служат для увеличения силы, действующей на клапанные створки, стремящейся вернуть их в закрытое положение. Применение указанных линий перегиба будет дополнительно увеличивать герметичность клапанных створок в закрытом положении.
Реферат
Распределительный клапан для текучего вещества содержит клапанную пластину 26, выполненную из эластичного полимерного материала, в которой образован по меньшей мере один удлиненный разрыв. Разрыв образует по меньшей мере одну клапанную створку 28, которая выполнена как единое целое с клапанной пластиной, но ее краевая зона, ограниченная разрывом, не соединена со смежным материалом клапанной пластины. Клапанная створка 28 выполнена с возможностью перемещения под воздействием давления из закрытого положения, в котором смежные краевые зоны разрыва образуют плотное уплотнение, в открытое положение, в котором краевые зоны разрыва отстоят друг от друга и вещество может протекать через клапанный элемент. Полимерный материал представляет собой полиолефиновый материал, а способ изготовления распределительного клапана включает введение горячего текучего материала в литьевую полость, которая частично ограничена с одной стороны формы первой частью формы, а с другой стороны - второй подвижной частью формы, которая содержит относительно подвижный разрывной элемент, формование на поверхности клапанного элемента одного или нескольких первых удлиненных углублений, ограничивающих одну или несколько первых линий уменьшенной толщины охлаждение материала с его отверждением, выдвижение разрывного элемента относительно клапанного элемента для его растягивания и уменьшения, таким образом, его толщины и последующего его разрыва по первым линиям уменьшенной толщины с образованием клапанной створки, и извлечение клапанного элемента из литьевой полости. Изобретение позволяет быстро и с небольшими затратами, применяя не
Комментарии