Респираторная лицевая маска и способ изготовления маски с применением раздельных пресс-форм - RU2379075C2
Код документа: RU2379075C2
Чертежи


Описание
Представленное изобретение относится к способу изготовления вставки для маски, в которой компоненты, контактирующие с флюидом, и часть самой вставки, в состав которой входят данные компоненты, изначально изготавливаются отдельно и после этого взаимно крепятся друг с другом для образования вставки. Прилегающий элемент, контактирующий с поверхностью лица, также может крепиться к вставке с формированием в результате корпуса дыхательной маски, которая будет плотно прилегать к носу и рту носящего ее человека.
Предпосылки изобретения
Во многих из продаваемых в настоящее время респираторах для крепления фильтрующих элементов и клапанов к корпусу маски используются тонкие, прочные конструктивные компоненты. Эти жесткие конструкционные компоненты обычно изготавливаются способом литьевого формования и часто называются «носовой частью» или «жесткой вставкой». Мягкий податливый материал, который меняет свою форму в зависимости от конфигурации лица человека, располагается на или вокруг жесткой конструкционной вставки таким образом, чтобы маска могла плотно прилегать к носу и рту носящего ее человека. Применение жесткой вставки в сочетании с мягким прилегающим участком делает маску более легкой и более комфортной для носящего ее человека, особенно если сравнивать ее с ранее выпускавшимися масками, в которых для удержания фильтрующих картриджей и клапанов использовалась толстая резина практически по всему корпусу маски. Примеры масок, в которых использовались жесткие вставки в сочетании с прилегающим контактирующим с лицом элементом, представлены в Патенте США №6,016,804, выданном Глисону (Gleason) и др. Патенте США №5,592,937, выданном Фреунду (Freund) и Патенте США №5,062,421, выданном Бернсу (Burnes) и др.
Жесткие конструкционные элементы, которые применены в элементах маски, прилегающих к лицу, как правило, включают в себя множественные интегрированные в конструкцию мелкие компоненты, в отношении которых применяются жесткие требования по их габаритным размерам; кроме того, они имеют сложную конфигурацию и изготавливаются под заказ в пресс-формах, что сопряжено со сравнительно высокими затратами.
Контроль за соблюдением допусков по размерам, в том числе контроль фактических размеров и контроль за самим формованием элементов, изготавливаемых способом литьевого прессования, зависит от используемых материалов, продолжительности рабочего цикла изготовления компонента, конфигурации пресс-формы и конструкции детали. Основным фактором, сдерживающим производственные возможности, для того или иного материала и той или иной конструкции детали является необходимость соблюдения требований по допускам для наиболее жестко регламентированной по допускам детали. Детали, к которым применяются более жесткие требования по допускам, требуют дополнительного контроля и более детальной технической экспертизы чем те, в отношении которых эти требования являются менее жесткими.
Для правильного использования и технологической эффективности и точности, которые предоставляют технологии литьевого формования, конструкторы ищут способы комбинирования в отливаемом компоненте как можно большего числа мелких деталей, с тем чтобы жесткая конструкционная вставка могла быть изготовлена за один технологический этап. Для получения такого результата необходима сложная инструментальная оснастка, сложная в эксплуатации и техническом обслуживании, особенно в случаях, когда производственный процесс осуществляется на удаленных предприятиях, не имеющих доступа к хорошо подготовленным техническим кадрам. Из этого следует, что более жесткие требования по допускам, предъявляемые к отдельным деталям жесткой вставки, способны ограничить как конструктивные, так и производственные возможности по изготовлению всей вставки за одноступенчатый технологический цикл литьевого формования. Кроме того, в случаях, когда необходимо перейти на изготовление нового элемента, монтируемого на вставке маски, например на другой, новый элемент крепления фильтра, для выполнения такого перехода необходимо установить совершенно новую пресс-форму. Это означает, что необходимо иметь отдельную пресс-форму для изготовления всей маски, а не просто для какой-либо ее части.
Краткое описание изобретения
Данное изобретение представляет собой новый способ изготовления вставки в маску; при этом способ предусматривает: (а) изготовление опорной части вставки в маску; (b) изготовление компонента, контактирующего с флюидом, отдельно от опорной части; и (с) закрепление компонента, контактирующего с флюидом, к опорной части, для образования вставки в маске.
Данное изобретение представляет собой новый способ изготовления корпуса дыхательной маски, предусматривающий закрепление податливого элемента, контактирующего с лицом на вставке в маске, изготовленной в соответствии с описанным способом.
Кроме того, данное изобретение представляет собой новую вставку маски, состоящую из:
(a) опорной секции вставки маски; и
(b) компонента, контактирующего с флюидом, который не полностью входит в опорную секцию.
Компоненты, контактирующие с флюидом в рамах данного изобретения и представляющие собой наиболее критичные компоненты с точки зрения допусков, так как в их состав входят более сложные и замысловатые монтажные элементы крепления фильтра и седла клапанов, изготавливаются на первом технологическом этапе, а уже на втором этапе выполняется закрепление вставки маски на элементах, контактирующих с флюидом. Вставка маски и размещаемые в ней элементы, контактирующие с флюидом, могут изготавливаться, к примеру, способом литьевого формования в ходе раздельных операций. Многоступенчатость операции способна решить проблему расхождений компонентов вставки по допускам. Вследствие того что опорные компоненты и компоненты вставки, контактирующие с флюидом, изготавливаются раздельно, данный изобретенный способ может быть реализован в раздельной производственно-технологической схеме таким образом, что компоненты, контактирующие с флюидом, могут изготавливаться на одном предприятии, на котором имеются требуемые технологические условия и оборудование, а завершающая сборка вставки - на другом предприятии, не обладающем соответствующими технологическими условиями и оборудованием. При необходимости изменения компонента, контактирующего с флюидом, например для того чтобы можно было использовать другой тип крепления фильтра, отпадает необходимость изменения конфигурации всей вставки маски обработкой в пресс-форме. В этом случае потребуется лишь отдельная пресс-форма для формования компонента, контактирующего с флюидом и входящего в состав вставки маски.
Эти и другие преимущества данного изобретения более полно показаны и описаны на чертежах и детализированных описаниях данного изобретения, при этом для обозначения одних и тех же компонентов на различных чертежах использованы одинаковые цифры. Необходимо понимать при этом, что чертежи и описания приведены лишь в качестве иллюстрации и не должны рассматриваться как рамки, ограничивающие спектр применения данного изобретения.
Терминология
Используемые в данном документе термины обозначают следующее:
термин «прилегающий элемент, контактирующий с лицом» означает часть корпуса маски, которая входит в зацепление с вставкой маски непосредственно или иным образом и подогнана для прилегания к лицу человека таким образом, чтобы сам корпус маски мог комфортным образом удерживаться на носу и рту человека;
«компонент с критичными допусками» относится к деталям, предусмотренный допуск по размерам для которых составляет 0,15 миллиметров (мм) или меньше;
«внешнее газовое пространство» означает окружающее пространство атмосферного газа, окружающее корпус маски, надетой на человека, и в которое в конечном итоге выпускается выдыхаемый газ, после того как он выходит из внутреннего газового пространства маски;
«вставка маски» означает жесткий элемент(ы), не являющийся линзой дыхательной маски, который выполнен таким образом, чтобы представлять собой часть корпуса маски, однако при этом она выполнена отдельно от прилегающего элемента, контактирующего с лицом, и обеспечивать конструктивную целостность с корпусом маски, необходимую для надлежащего крепления к нему фильтрующего элемента и/или клапанов;
«компонент, контактирующий с флюидом» означает элемент (не линза респираторной маски), выполненный таким образом, чтобы обеспечить возможность прохода флюида из внутреннего газового пространства во внешнее газовое пространство и наоборот;
«крепежные приспособления» - элемент или сочетание элементов или деталей, которые обеспечивают возможность закрепления корпуса маски, по крайней мере, на носу и рту носящего ее человека;
«внутреннее газовое пространство» означает пространство, находящееся между корпусом маски и лицом человека, в то время как маска надета на него;
«корпус маски» означает конструкцию, которая может надеваться на нос и рот человека и которая позволяет разграничить внутреннее газовое пространство от наружного газового пространства;
термин «не встроенный» означает детали, изготавливаемые по отдельности и соединяемые вместе в ходе последующих операций;
«опорная секция» означает секцию вставки маски, которая должна прилегать или прилегает в исполненном виде и поддерживает компонент, контактирующий с флюидом; и
термин «допуск» означает допустимое отклонение от указанного в спецификациях значения конструктивных размеров.
Краткое описание чертежей
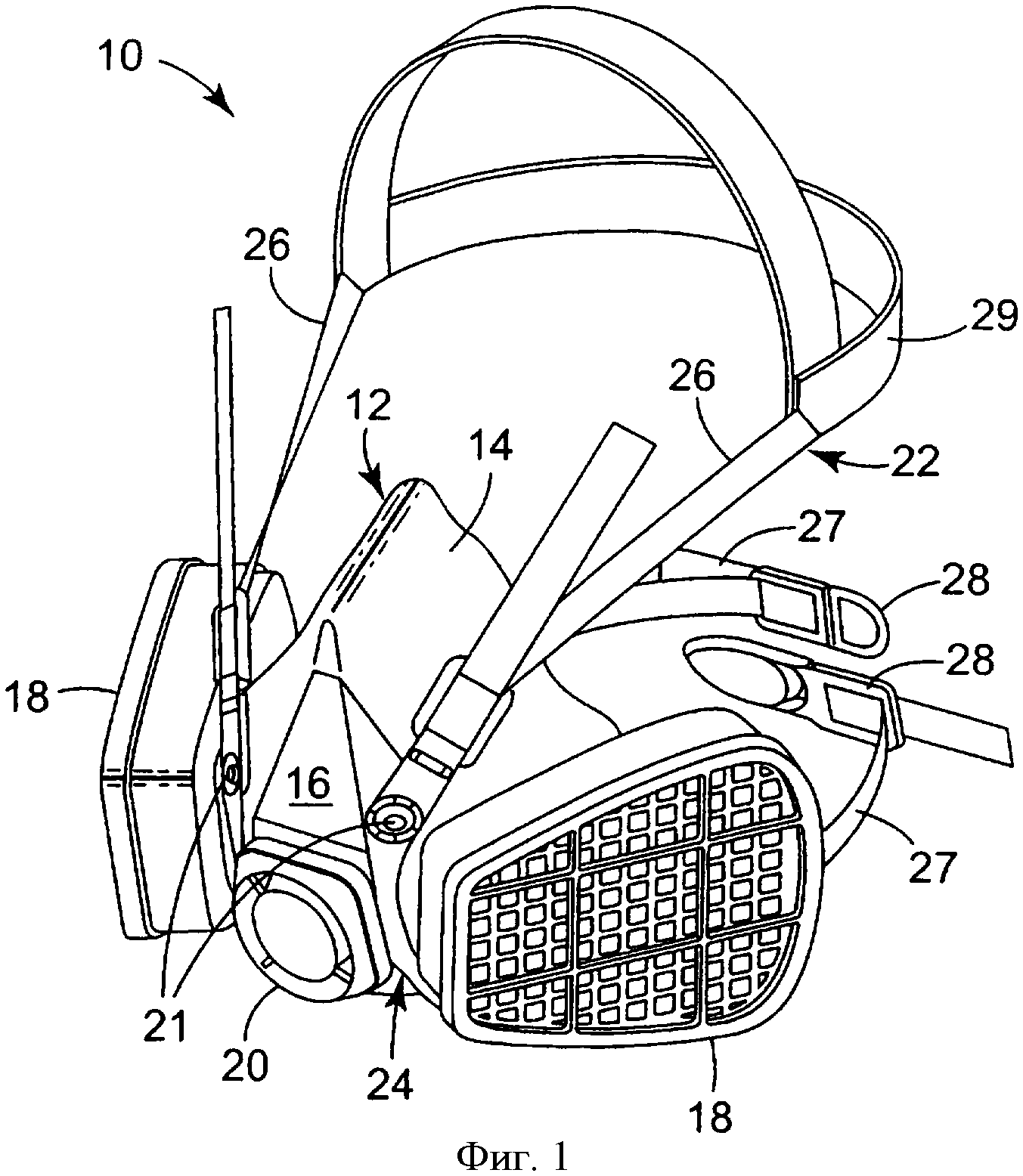
ФИГ.1 вид в перспективе дыхательной маски 10.
ФИГ.2 вид в перспективе вставки маски 16.
ФИГ.3 перспективное изображение вставки маски 16 с показом компонентов, контактирующих с флюидом 30 отдельно от опорной секции 34 вставки 16.
Подробное описание предпочтительных конструктивных воплощений
Для ясности, при описании предпочтительных конструктивных воплощений данного изобретения использована специфическая терминология. При этом изобретение не должно ограничиваться рамками выбранной специальной терминологии, необходимо понимать, что каждый из выбранных таким образом терминов включает в себя все технические эквиваленты изобретения, функционирующие аналогичным образом.
В практическом аспекте в данном изобретении предлагается новый способ, который позволяет рационально и надежно изготавливать маски в местностях, в которых отсутствуют технически квалифицированные ресурсы. Изготовление компонентов, контактирующих с флюидом, к которым, как правило, предъявляются более высокие требования по конструктивным допускам, чем основным или опорным секциям вставки, может осуществляться с применением относительно простой, прочной инструментальной оснастки - это позволит выполнить полную сборку маски в местностях, в которых могут отсутствовать технически квалифицированные ресурсы.
На ФИГ.1 показана дыхательная маска 10, состоящая из корпуса маски 12, с прилегающим элементом, контактирующий с лицом 14, закрепляемым в этом же месте таким образом, чтобы маску 10 можно было с удобством разместить на носу и лицу человека. Элемент, контактирующий с лицом 14, может иметь пришивную тонкую манжетку, обеспечивающую удобное и плотное прилегание маски к щекам носящего и размещение на его носу. Жесткая вставка маски 16 располагается по центру в корпусе маски 12 для обеспечения конструктивной целостности маски и для правильной посадки фильтрующих картриджей 18, которые располагаются по противоположным сторонам корпуса маски 12. По центру маски 10 располагается выдыхательный клапан, через который воздух выводится из внутренней полости маски при каждом выдохе. Вставка 16 имеет центральный носовой вырез, в котором смонтирован выдыхательный клапан. Для защиты выдыхательного клапана на нем имеется колпачок 20.
Как показано на ФИГ.1, крепежные приспособления 22 фиксируются на корпусе маски 12 таким образом, чтобы они могли удерживать маску 12 на лице надевшего ее человека. В состав крепежного приспособления 22 может входить крестовина 24, которая крепится к корпусу маски 12 на колпачке 20 и в точке 21. Регулируемые ремешки 26 могут быть подсоединены к крестовине 24 на противоположной стороне центрального колпачка 20. К корпусу маски 12 может присоединяться еще один комплект ремешков 27 для протяжки за шеей человека, на которого надета маска. Ремешки 27 могут аналогичным образом регулироваться и могут включать в общую конструкцию сопрягаемые пряжки-застежки 28. Для удобного размещения крепежного приспособления 22 на затылке человека в системе может быть предусмотрен корончатый элемент 29.
На ФИГ.2 более детально показана вставка маски 16 и компоненты, контактирующие с флюидом, 30 и 32. Компоненты, контактирующие с флюидом, 30 и 32 позволяют вдыхаемому и выдыхаемому воздуху поступать во внутреннюю полость маски и выводиться из нее соответственно. Компоненты, контактирующие с флюидом, 30 и 32 состоят из нескольких элементов и обычно на них распространяются более жесткие требования по допускам, чем на основную опорную секцию 34 вставки маски 12. Весь или часть компонента, контактирующего с флюидом, является компонентом с критичным допуском. Для целей данного изобретения весь компонент, контактирующий с флюидом, считается имеющим критичные допуски, если хотя бы один из его элементов является компонентом с критичным жестким допуском.
Как видно из ФИГ.2, компонент, контактирующий с флюидом, 30 имеет байонетную замковую конструкцию 33, которая позволяет закреплять на вставке маски 16 фильтрующий картридж 18 (ФИГ.1) или источник подаваемого воздуха (не показан). Фильтрующий картридж 18 (ФИГ.1) может быть закреплен на байонетной конструкции 33 установкой его сопрягающейся конструкции 33 и проворачиванием фильтрующего картриджа 18 относительно байонетной конструкции 33. Снятие фильтрующего картриджа с корпуса маски осуществляется его проворачиванием в противоположном направлении. Применение съемного фильтрующего картриджа может иметь преимущество в том плане, что сам корпус маски можно использовать повторно после окончания срока эксплуатации картриджа. Альтернативно, фильтрующий картридж может фиксироваться и стационарно для того, чтобы он не потерялся. См. патенты США 5,062,421 Берне (Burns) и Рейсхель (Reischel). Компонент, контактирующий с флюидом на входе, 30 может частично или полностью представлять собой вдыхательный клапан (или иметь в своей конструкции место, удобное для установки данного клапана). Компонент, контактирующий с флюидом на входе, 30 позволяет подавать воздух во внутреннее газовое пространство через диафрагму во время вдоха, но при этом препятствует прохождению воздуха из внутренней полости маски в фильтрующий картридж через диафрагму в компоненте, контактирующем с флюидом, 30. Компонент, контактирующий с флюидом, 32 может частично или полностью представлять собой выдыхательный клапан, который позволяет выдыхаемому воздуху выходить из внутреннего газового пространства через диафрагму при каждом выдыхании либо он может иметь в своей конструкции место, пригодное для закрепления выдыхательного клапана. Выдыхаемый воздух, который выдувается из внутреннего газового пространства, поступает во внешнее газовое пространство, что обеспечивает большее удобство для ношения маски. Компоненты, контактирующие с флюидом, 30 и 32 состоят из нескольких спиц, которые поддерживают центральную ступицу, на которой может быть закреплена заслонка клапана или диафрагма с созданием за счет этого клапана пуговичного типа. Альтернативно, могут использоваться шарнирный или свободный клапаны, в частности как выдыхательные клапаны для продувки выдыхаемого воздуха из внутренней полости маски. В качестве примеров выдыхательных клапанов, которые пригодны для размещения на корпусе маски, описываемой в данном изобретении, можно привести клапаны, описанные в Патентах США RE 37,974; 6,584,974; 5,509,436 и 5,325,892 и в публикации к Патенту США 2002/0195/95109. Хотя вставка маски в показанном на рисунке виде является одинарной и не интегрированной в общей конструкции, в данном изобретении рассматривается вставка маски, которая состоит из нескольких отдельных элементов - см., например, Патент США 5,592,937 Freund (Френд). Прилегающий элемент, контактирующий с лицом, может также изначально включать в себя одну или более отдельных деталей.
На Фиг.3 представлены компоненты, контактирующие с флюидом 30, отделенные от опорной секции 34 вставки маски 16. Эти компоненты забора флюида 30 могут изготавливаться по месту, либо отливаться отдельно от опорной секции 34 вставки маски 16. Компонент выдыхания флюида 32 может аналогичным образом изготавливаться отдельно от опорной секции 34 вставки маски 16. В представленном изобретении для изготовления более сложных компонентов со строго установленными размерами 30 и 32 может быть использована отдельная пресс-форма. В отличие от обычно распространенного мнения, использование многоместных пресс-форм для изготовления интегрированной вставки маски может быть сопряжено с меньшими затратами, чем изготовление одной сложной пресс-формы для отливки вставки маски целиком. Способ, представленный в данном изобретении таким образом, может быть экономически более выгоден, чем известные технологии, предусматривающие использование одноместной пресс-формы для изготовления вставки.
Как было указано, компоненты, контактирующие с флюидом, как правило, являются компонентами, изготавливаемыми с жесткими допусками по размерам; имеющими допуск, как правило, 0,15 мм или менее, в предпочтительном варианте 0,15 мм или менее, в более предпочтительном 0,1 мм или менее, и в наиболее предпочтительном 0,05 мм или менее. В отличие от вышеуказанного, требуемые допуски для опорной секции вставки маски составляют примерно от 0,16 до 0,3 мм, в предпочтительном варианте около 0,2 мм. В связи с существованием требований по допускам, компоненты, контактирующие с флюидом, являются более критичными, чем элементы опорной секции вставки маски и именно они определяют основные требования на производство вставки маски. При наличии возможности изготовления компонентов с критичными допусками на отдельном предприятии с применением простой надежной инструментальной оснастки, вся вставка может быть быстро соединена вместе на последующем технологическом этапе, при этом к выполнению данной операции не надо будет привлекать квалифицированный технический персонал, необходимый для производства компонентов с критичными допусками.
Корпус маски в соответствии с представленным изобретением может изготавливаться при раздельном производстве компонентов, контактирующих с флюидом, и опорной секции вставки, с последующим закреплением компонентов, контактирующих с флюидом, на опорной секции вставки для образования вставки маски. Опорная секция вставки маски и компонентов, контактирующих с флюидом, может быть сработана отдельно с использованием, к примеру, способа литьевого формования. После изготовления каждого из этих компонентов они могут быть соединены в единое целое механическими средствами, химическими средствами, адгезивным склеиванием, свариванием и тому подобными средствами. Предпочтительно, чтобы после сборки вставки маски, можно было изготовить корпус маски за счет фиксации на вставке маски прилегающего элемента, контактирующего с лицом.
Элемент, контактирующий с лицом, может изготавливаться способом литьевого формования с использованием полости, адаптированной к желаемой форме прилегающего элемента и адаптированной под установку вставки (маски). Вставка размещается в пресс-форме таким образом, чтобы при инжектировании термопластичного материала в пресс-форму этот термопластичный материал непосредственно приклеивался к вставке маски для образования вокруг него уплотнения, для механического или химического крепления прилегающего элемента к вставке (маски). Углубления 36 на вставке 16 могут обеспечить более надежное крепление прилегающей секции к вставке 16 маски 14 (ФИГ.1) во время литьевого формования за счет того, что обеспечивает создание зазора для установки по центру вставки во время литьевого формования. Конфигурация пресс-формы и размещение вставки в пресс-форме позволяет термопластичному материалу располагаться по всей окружности периферической кромки самой вставки маски. Материалы для изготовления вставки и прилегающей секции могут выбираться таким образом, чтобы между вставкой маски и прилегающим элементом, контактирующим с лицом, образовывалась химическая связь. В качестве примера материалов, которые могут быть использованы для производства вставки, предпочтительно гомогенной формы, можно упомянуть материалы с характеристиками, сходными с характеристиками полипропилена. Вставка также может быть изготовлена из композита, состоящего из двух или более материалов. В числе характеристик, которыми должна обладать вставка - совместимая усадка (отражает размер готового изделия после формования) и совместимость с эластомером маски. Среди материалов, могущих быть подходящими, можно выделить полукристаллические термопластичные полимеры, такие как нейлон, полиэстр и полиэтилен. При желании получить композитную структуру, компоненты, контактирующие с флюидом, могут производиться практически из любого жесткого материала с последующим поверхностным формованием на втором технологическом этапе с использованием совместимых материалов типа тех, что описаны в данном документе. Среди прочих материалов, пригодных для изготовления элемента, контактирующего с флюидом, можно выделить: металлы типа алюминия или нержавеющей стали или термопласты, такие как нейлон или полипропилен, армированный наполнителем. В качестве материалов, которые могут использоваться для изготовления прилегающего элемента, можно выделить материалы, совместимые со вставкой маски и возможно совместимые с процессом литьевого формования. В числе этих материалов - широкий сортамент, подпадающий под категорию, известную как Термопластичные полимеры (TPE's), такие как, например, Kraton™, Tecnor Apex-Qst Monprene™, Exxon Mobil-AES Santoprene™. За дополнительной информацией по изготовлению жесткой вставки и прилегающего элемента, контактирующего с лицом, обращаться к Патенту США 5,062,421 Берне (Burns) и Рейхель (Reishel).
Нижеследующий пример выбран просто для более развернутой иллюстрации характеристик, преимуществ и прочих деталей изобретения. Необходимо четко уяснить при этом, что образец описывается только для общего представления, и что конкретные ингредиенты и используемые их объемы, равно как и другие условия и детали, не должны рассматриваться в качестве условий, сужающих рамки данного изобретения.
Пример
Изготовленная способом формования вставка, напоминающая вставку, представленную на ФИГ.2 и 3, была произведена в ходе двухступенчатого процесса литьевого формования, в ходе которого компонент, контактирующий с флюидом, был наплавлен на опорную секцию. Компонент, контактирующий с флюидом, требуемые допуски на который составляют примерно 0,1 мм или менее, был спроектирован как флюидная граница перехода для респираторной маски. Опорная секция, допуски на которую составляют примерно 0,2 мм, выполняет роль как конструктивного компонента, так и интерфейсной зоны между компонентом, контактирующим с флюидом, и эластомерным, прилегающим к лицу элементом. Компонент, контактирующий с флюидом, был изготовлен с применением пресс-формы с водяным охлаждением, которая была смонтирована на 100-тонной машине литьевого формования термопласта с горизонтальным возвратно-поступательным шнеком. Для изготовления компонента, контактирующего с флюидом, был использован полипропиленовый полимер (Himont Pro Fax PDS 701 от компании Himont USA, Inc., Del). Эксплуатационные характеристики и продолжительность технологической обработки в пресс-форме и пресса приводятся далее в Таблицах 1 и 2. Толщина компонента, контактирующего с флюидом, составляла примерно 0,6 мм при диаметре примерно 3,4 сантиметра (см).
После формования, охлаждения и затвердевания компонента, контактирующего с флюидом, два из этих компонентов были помещены во вторую систему литьевого формования для создания жесткой вставки. Во второй системе литьевого формования использовалась 100-тонная машина литьевого формования термопласта с горизонтальным возвратно-поступательным шнеком. Пресс-форма на второй машине литьевого формования удерживала вставляемые детали в требуемом состоянии, пока гнездо пресс-формы заполнялось расплавленным полимером, с неполным сплавлением двух деталей к созданной таким образом опорной секции. Для формования опорной секции использовался тот же полимер, что и для формования компонента, контактирующего с флюидом. Эксплуатационные характеристики и продолжительность технологической обработки во второй пресс-форме также приводятся в Таблицах 1 и 2. Толщина опорной секции составляла примерно 1,75 мм в точке, где она соединялась с компонентом, контактирующим с флюидом, и постепенно сходила на конус с диаметром примерно 0,6 мм на своей внешней кромке.
Законченный корпус маски, на котором могли закрепляться такие компоненты, как створки клапана, картриджи и ремни крепления к голове, формовались на третьем и заключительном этапе формования, жесткая вставка была сформована вместе с эластомерным компонентом, обеспечивающим плотное прилегание к лицу. Третья система литьевого формования представляла собой пресс-форму с водяным охлаждением, которая была смонтированна на 300-тонной машине литьевого формования термопласта с горизонтальным возвратно-поступательным шнеком. Пресс-форма удерживала вставляемую деталь в требуемом состоянии, пока гнездо пресс-формы заполнялось расплавленным полимером, для формования корпуса маски, по мере того как вставка опорной секции наплавлялась на прилегающий элемент, контактирующий с лицом; для формования прилегающего элемента, контактирующего с лицом, использовался модифицированный маслом стирольный-этилен/бутилен-стирольный блочный сополимер, Kraton™ G27057Z, от компании Kraton™ WWW, Kraton Polymers, Хьюстон, США, содержащий легкий серый пигмент на основе углерода. Эксплуатационные характеристики и продолжительность технологической обработки на последнем этапе формования приводятся в Таблицах 1 и 2. Толщина эластомерного компонента, контактирующего с лицом, должна составлять примерно 0,8 мм.
Данное изобретение открыто для внесения любых изменений и модификаций без отклонения от его сути и содержания. Соответственно, необходимо понимать, что это изобретение не ограничено приведенными выше положениями, но при этом регулируется указанной далее формулой изобретения и любыми их эквивалентными вариантами.
Кроме того, следует понимать, что данное изобретение может быть успешно реализовано на практике и при отсутствии любых специально заявляемых в данном документе его элементов.
Все патенты и патентные заявки, включенные в данный документ, в том числе и указанные в разделе предыстория, включены в данный документ в качестве ссылок в полном своем виде.
Реферат
Вставка лицевой части маски состоит из компонента, контактирующего с флюидом, не интегрированным в единое целое с опорной секцией. Вставка может изготавливаться с (а) по крайней мере, одной опорной секцией вставки маски; (b) по крайней мере, с одним компонентом, контактирующим с флюидом, выполненным отдельно от опорной секции вставки маски; и (с) фиксацией, по крайней мере, одного компонента, контактирующего с флюидом, к, по крайней мере, одной опорной секции. Обеспечивается надежная и быстрая фиксация элементов маски. 5 н. и 5 з.п. ф-лы, 2 табл., 3 ил.
Формула
(a) изготовление, по крайней мере, одной опорной секции вставки маски, при этом она не является защитным стеклом респиратора;
(b) изготовление, по крайней мере, одного компонента, контактирующего с флюидом, отдельно от опорной секции вставки маски; и
(c) фиксация, по крайней мере, одного компонента, контактирующего с флюидом к, по крайней мере, одной опорной секции.
(d) закрепление прилегающего элемента, контактирующего с лицом на вставке маски лицевой ее части.
(e) закрепление крепежного приспособления для ношения маски.
(а) опорной секции; и
(b) элемента, контактирующего с флюидом, который не интегрирован в единое целое, а просто соединен с опорной секцией.
Комментарии