Способ изготовления портативного носителя информации - RU2382412C2
Код документа: RU2382412C2
Чертежи

Описание
Изобретение относится к способу изготовления портативных носителей информации, а также к соответствующим носителям информации. Изобретение относится прежде всего к способу изготовления чип-карт (карт со встроенной микросхемой), наружные размеры которых меньше унифицированных стандартных размеров обычных SIM-карт (от англ. "subscriber identification module", модуль идентификации абонента).
Способ указанного в ограничительной части главного пункта формулы изобретения типа известен из DE 3029667 A1. В этой публикации описано изготовление модуля с интегральной микросхемой (ИС-модуля) для чип-карт с использованием технологии литья под давлением. В соответствии с описанным в указанной публикации способом на ленточном носителе, на верхней стороне которого выполнена разводка контактных соединений, а на нижней стороне выполнены соответствующие этой разводке контактных соединений контактные поверхности, располагают полупроводниковую ИС и подсоединяют ее, соответственно ее выводы к контактным поверхностям. Затем полупроводниковую ИС заливают в литьевой форме в пластмассу с получением литого корпуса с залитой в него полупроводниковой ИС. После этого литой корпус вместе с залитой в него полупроводниковой ИС вырубают из ленточного носителя с получением ИС-модуля, который в дальнейшем можно встроить в чип-карту. В основе этого известного способа лежит концепция, согласно которой для изготовления чип-карт сначала изготавливают чип-модуль и затем встраивают его в подготовленный корпус чип-карты.
Подобная концепция составляет основу обычного способа изготовления чип-карт и широко описана в литературе, в частности в книге "Vom Plastik zur Chipkarte", Y.Haghiri и T.Tarantino, изд-во Hanser Verlag, München, 1999. В этой книге помимо прочего подробно поясняется технология изготовления корпусов чип-карт литьем под давлением. При этом рассматривается называемая технологией "inmold" ("внутриформенной технологией") технология литья под давлением, в соответствии с которой подвижный пуансон, на верхней стороне которого закреплен предварительно изготовленный чип-модуль, помещают в литьевую форму в положении, в котором чип-модуль выступает в образуемую полуформами полость. Затем эту полость с находящимся в ней чип-модулем заполняют заливочной массой путем ее нагнетания через расположенный сбоку распределительный литниковый канал. В конечном итоге таким путем получают отлитый под давлением корпус чип-карты с заделанным в него чип-модулем.
Из US 6575375 В1 известен далее способ изготовления SIM-карт особо малых размеров, основанный на использовании технологии литья под давлением. В соответствии с этим способом в литьевую форму помещают несколько размещенных на ленточном носителе в матричном порядке чип-модулей и заливают их заливочной массой с получением заготовки, напоминающей по своему внешнему виду плитку шоколада, состоящую из нескольких соединенных между собой чип-модулей. Затем объединенные в одну такую заготовку чип-модули вырубают из нее по контуру, который соответствует требуемой форме готового носителя информации. Подобный способ сочетает в себе преимущества метода литья под давлением с возможностью широкого варьирования формы, которую можно придавать изготавливаемым этим способом носителям информации. Очевидно, однако, что подобный способ связан с необходимостью оперировать с нетрадиционным для изготовления сопоставимых носителей информации полуфабрикатом и необходимостью соответствующего согласования используемых машин и литьевых форм.
С учетом существующей тенденции к миниатюризации электронных оконечных устройств в настоящее время в Европейском институте стандартов по телекоммуникациям (ETSI) обсуждается вопрос о введении нового стандарта на чип-карты, называемого ниже "сменной миниплатой", с дальнейшим уменьшением их размеров по сравнению с размерами SIM-карт, установленными стандартом на них.
В основу настоящего изобретения была положена задача разработать простой способ изготовления портативных носителей информации, который прежде всего позволял бы изготавливать чип-карты очень малых размеров.
Указанная задача решается с помощью способа с отличительными признаками, представленными в главном пункте формулы изобретения. Преимущество предлагаемого в изобретении способа состоит в возможности изготовления им портативных носителей информации исключительно малых размеров без промежуточной стадии изготовления отдельных чип-модулей. Помимо этого изготовление портативных носителей информации предлагаемым в изобретении способом не требует ни выфрезеровывания в корпусе чип-карты углубления под чип-модуль, ни выполнения стадии ламинирования для соединения чип-модуля с корпусом чип-карты, ни выполнения стадии по "встраиванию" чип-модуля в корпус чип-карты в имплантационном устройстве. Соответственно отпадает необходимость в использовании соответствующих машин, и благодаря этому удешевляется изготовление портативных носителей информации. Еще одно преимущество предлагаемого в изобретении способа состоит в возможности его осуществления на основе известной "внутриформенной технологии" (технологии "inmold"). Изготовление уже готовых носителей информации непосредственно на ленточном носителе облегчает дальнейшее оперирование с ними. Так, в частности, носители информации можно программировать (кодировать) и маркировать еще на ленточном носителе. Для программирования носителей информации можно использовать обычные тестеры для функционального контроля чипов. Готовые носители информации можно также в рулоне поставлять заказчику, который в этом случае самостоятельно отделяет носители информации от скрепляющего их ленточного носителя. Предлагаемым в изобретении способом предпочтительно изготавливать портативные носители информации с наружным контуром, который соответствует определенной стандартной спецификации на наружные размеры портативных носителей информации. Предлагаемый в изобретении способ прежде всего пригоден для изготовления им носителей информации, которые соответствуют обсуждаемому в настоящее время стандарту "сменных миниплат" на чип-карты.
Изготавливаемый предлагаемым в изобретении способом портативный носитель информации отличается особо высокой структурной (конструкционной) прочностью, поскольку полупроводниковая ИС заделана непосредственно в корпус носителя информации. Тем самым устраняется проблема обеспечения прочности соединения между двумя отдельными конструктивными элементами и соответственно отсутствует возможность разрушения подобного соединения.
Ниже предлагаемый в изобретении способ более подробно рассмотрен на примере одного из вариантов его осуществления со ссылкой на прилагаемые к описанию чертежи, на которых показано:
на фиг.1 - вид в плане ленточного носителя с выполненной на его верхней стороне разводкой контактных соединений,
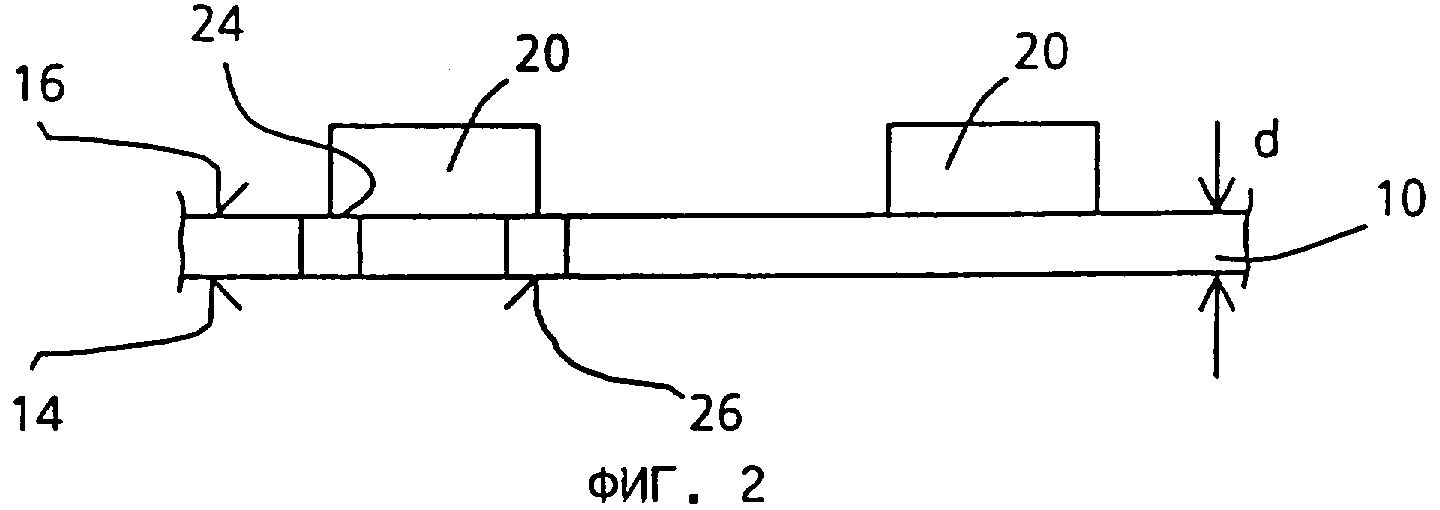
на фиг.2 - вид показанного на фиг.1 ленточного носителя в продольном разрезе,
на фиг.3 - вид помещенного в литьевую форму участка ленточного носителя с разводкой контактных соединений и полупроводниковой микросхемой в продольном разрезе,
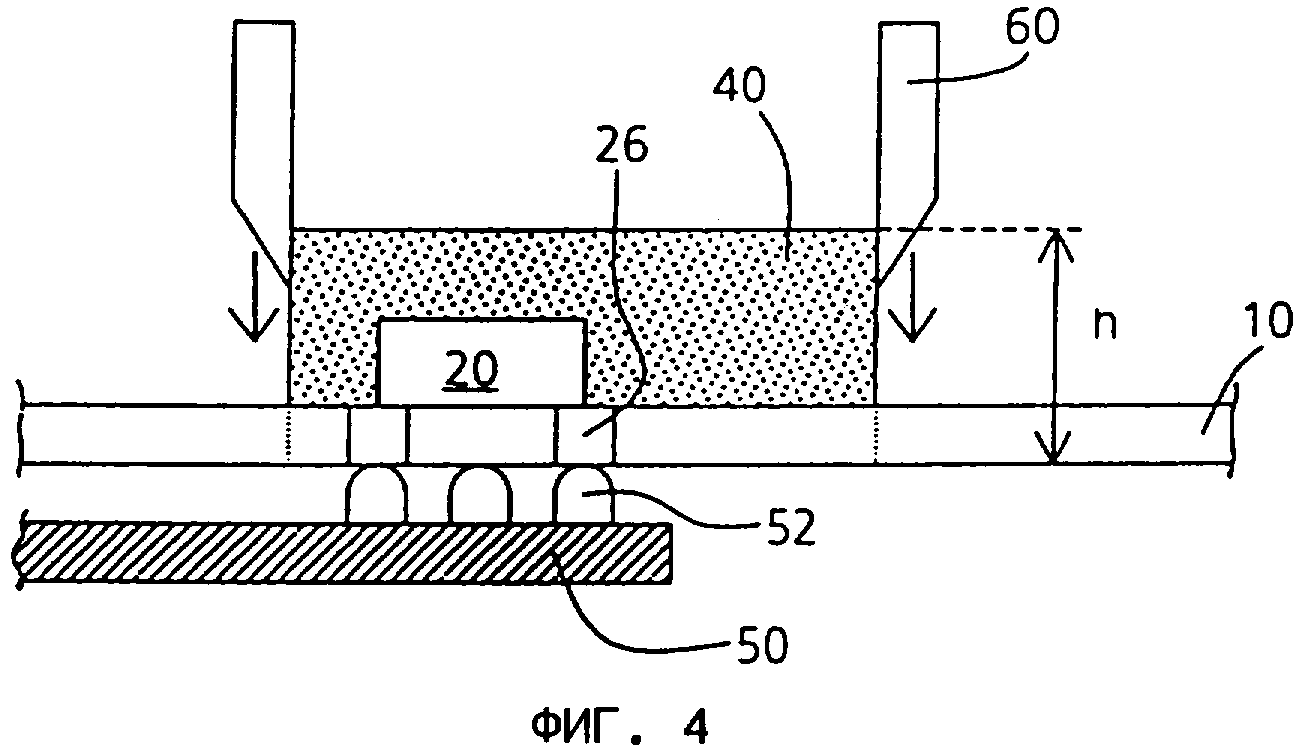
на фиг.4 - выполненный на ленточном носителе литой корпус и
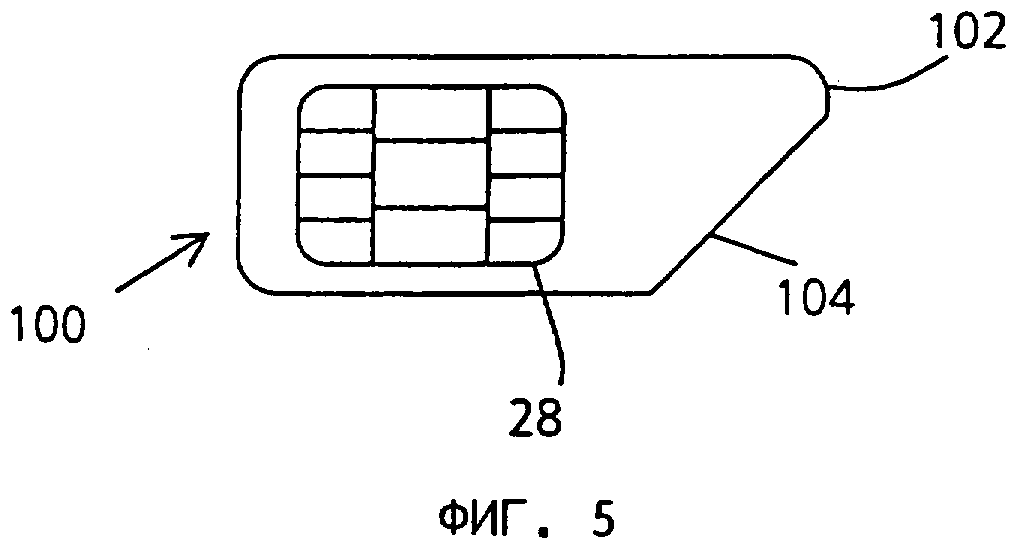
на фиг 5 - вид в плане портативного носителя информации со стороны разводки контактных соединений.
Исходным материалом для изготовления портативного носителя информации предлагаемым в изобретении способом является ленточный носитель 10, который представляет собой допускающую возможность ее сматывания в рулон подложку на полимерной основе и вдоль краев которого выполнена повышающая надежность его перемещения в процессе переработки перфорация 12. Ленточный носитель 10 имеет толщину d и выполнен из материала, который, с одной стороны, способен образовывать прочное соединение с подаваемой под давлением заливочной массой, а с другой стороны, обладает свойствами, позволяющими использовать его в качестве защитного слоя готового портативного носителя информации. На верхней стороне ленточного носителя 10 выполнена, как показано на фиг.1, разводка 28 контактных соединений с несколькими отдельными контактными площадками 26. Разводка 28 контактных соединений соответствует стандартной схеме контактных соединений чип-карт согласно стандарту ISO 7816. На нижней стороне 16 ленточного носителя 10 выполнены контактные поверхности 24, которые соответствуют контактным площадкам 26 разводки 28 контактных соединений и которые предназначены для подсоединения полупроводниковой ИС 20 и соединены с контактными площадками 26 соответствующими сквозными соединениями. В процессе переработки ленточного носителя 10 из рулона на ленточном носителе располагается множество разводок 28 контактных соединений, расположенных с интервалом р. Однако предлагаемый в изобретении способ равным образом пригоден и для переработки ленточных носителей 10, на каждом из которых выполнено только по одной разводке 28 контактных соединений.
На нижней стороне ленточного носителя 10 расположено по соответствующей полупроводниковой ИС 20, электрически соединенной с контактными поверхностями 24. Под полупроводниковой ИС 20 подразумевается типичный для чип-карт "чип", т.е. полученная обработкой полупроводниковой пластины интегральная микросхема, которая обычно обладает всеми особенностями компьютера. Технология изготовления чипа, равно как и технология подготовки ленточного носителя 10 путем размещения на нем разводки контактных соединений, контактных поверхностей и чипа широко известны специалистам в данной области и подробно описаны, в частности, в указанной выше книге "Vom Plastik zur Chipkarte", а также в справочнике "Handbuch der Chipkarten", W.Rankl, W.Effing, изд-во Hanser Verlag, 4-е изд. Более детальную информацию об указанных технологических стадиях, а также о структуре и работе интегральной микросхемы можно найти в соответствующей литературе, прежде всего в указанных выше книгах, которые тем самым включены в настоящее описание в качестве ссылки.
Снабженный полупроводниковой ИС 20 ленточный носитель 10 в показанном на фиг.2 состоянии подвергают затем последующей переработке в процессе литья под давлением. С этой целью полупроводниковую ИС 20 на ленточном носителе 10 помещают в полость 36 литьевой формы 30, как это показано на фиг.3. Для возможности переработки рулонного ленточного носителя в процессе литья под давлением интервал p между двумя последовательно расположенными на ленточном носителе 10 полупроводниковыми ИС 20 должен быть по меньшей мере несколько больше продольной протяженности расположенной над ленточным носителем 10 уплотняющей кромки литьевой формы 30.
Литьевая форма 30 состоит из двух полуформ 32, 34, нижняя 34 из которых прилегает к верхней стороне 14 ленточного носителя 10 с разводкой 28 контактных соединений и служит опорой. Верхняя полуформа 32 плотно прилегает к нижней стороне 16 ленточного носителя 10 и, образуя полость 36, окружает полупроводниковую ИС 20 с контактными поверхностями 24 и возможно предусмотренными другими контактными структурами, например, в виде проволочных выводов. Кроме того, в верхней полуформе 32 предусмотрен выполненный известным образом в соответствующем месте распределительный литниковый канал 42, через который в полость может нагнетаться заливочная масса 44.
Образуемая верхней полуформой 32 полость 36 имеет конфигурацию, которая соответствует необходимой окончательной наружной форме готового портативного носителя информации, при необходимости с поправкой по высоте, учитывающей толщину d ленточного носителя 10. Под окончательной формой может подразумеваться прежде всего геометрическая форма с возможно еще требующими окончательного уточнения стандартными размерами, которые в настоящее время обсуждаются ETSI-институтом в качестве нового формата сменной миниплаты. На фиг.5 в виде в плане показана возможная наружная форма подобного портативного носителя 100 информации. Полуформы 32, 34 размещены относительно разводки 28 контактных соединений таким образом, что у готового портативного носителя 100 информации она точно занимает положение, задаваемое применяемым стандартом. Внутренняя высота g полости 36 соответствует необходимой конечной высоте h готового носителя 100 информации за вычетом толщины d ленточного носителя 10.
Непосредственно на стадии литья под давлением заливочную массу подают через распределительный литниковый канал 42 в полость 36 до полного ее заполнения заливочной массой. После этого удаляют полуформы 32, 34. В результате на ленточном носителе 10 остается литой корпус 40 с наружным контуром готового носителя 100 информации.
Затем уже практически окончательно готовый портативный носитель 100 информации подвергают индивидуализации. С этой целью литой корпус 40 с заделанной в него полупроводниковой ИС 20 помещают на устройство 50 для тестирования и персонализации. Подобное устройство имеет прежде всего устройство 52 считывания-записи с контактными стержнями, которые для соединения с расположенной на обратной стороне 16 ленточного носителя 10 полупроводниковой ИС 20 с целью обмена с ней данными упираются в контактные площадки 26. После этого через такое соединение полупроводниковую ИС 20 подвергают тестированию обычным путем и затем снабжают индивидуализирующими данными, например, записывают в ее память серийный номер.
Затем оттестированный и индивидуализированный портативный носитель 100 информации подают на позицию маркировки, на которой его, например, с помощью лазера или запечатыванием с помощью струйного принтера снабжают маркировкой в виде текстовой надписи или графических элементов.
Стадии индивидуализации портативных носителей информации путем записи информации в память их ИС и последующей маркировки целесообразно выполнять на рулонном материале, т.е. пока литые корпуса 40 еще остаются соединены с ленточным носителем 10. При этом возможность простого перемещения ленточного носителя 10 обеспечивает имеющаяся у него перфорация 12.
Далее индивидуализированный носитель 100 информации отделяют от ленточного носителя. При этом с помощью соответствующего инструмента 60, например, вырубного штампа, удаляют расположенные вне литого корпуса 40 части ленточного носителя 10. Соединенная с литым корпусом 40 часть ленточного носителя 10 остается на литом корпусе 40 и образует защитный слой готового носителя 100 информации. Вместо вырубки лишние части ленточного носителя 10 можно также удалять резкой, лазером или химическим отделением.
Стадию отделения готового носителя информации от ленточного носителя можно также выполнять в более ранний момент времени, т.е. до снабжения портативного носителя информации маркировкой или его индивидуализации в устройстве для персонализации. Дальнейшие технологические стадии можно затем выполнять, например, на "лотке", т.е. на своего рода поддоне с углублениями, в которых по отдельности располагаются носители 100 информации.
После отделения носителя информации от ленточного носителя непосредственно получают полностью готовый портативный носитель 100 информации, показанный в виде в плане на фиг.5. Наружный контур 102 такого носителя информации имеет типичную, определяемую соответствующим, конкретно применяемым стандартом геометрическую форму, например, со скошенной стороной 104. Защитный слой портативного носителя 100 информации с разводкой 28 контактных соединений образован материалом ленточного носителя 10.
После этого отделенный от ленточного носителя портативный носитель 100 информации можно при необходимости подвергать дальнейшей обработке на последующих технологических стадиях. Так, например, портативный носитель 100 информации после его отделения от ленточного носителя можно подвергать заключительной персонализации, для чего его в первый раз или повторно подают в устройство 50 для персонализации.
Предлагаемый в изобретении способ наиболее пригоден для изготовления портативного носителя 100 информации, у которого разводка 28 контактных соединений имеет размеры, близкие к размерам самого портативного носителя 100 информации, в связи с чем при изготовлении носителя информации по обычной технологии встраивания чип-модуля в корпус чип-карты между разводкой 28 контактных соединений и наружным контуром 102 носителя информации оставалась бы лишь узкая и поэтому механически менее прочная и стабильная стенка. Вместе с тем предлагаемый в изобретении способ пригоден и для изготовления носителей информации обычных размеров как альтернатива их изготовлению по известной, в принципе вполне применимой в этих целях технологии встраивания чип-модулей в корпуса чип-карт.
Рассмотренные выше варианты не исключают возможности и других вариантов осуществления изобретения при сохранении лежащей в его основе идеи. Так, например, литьевая форма 30 может состоять и более чем из двух частей или же на одном ленточном носителе одновременно можно использовать несколько литьевых форм 30. Помимо этого изготавливаемый носитель информации можно подвергать обработке на дополнительных технологических стадиях, когда он еще находится на рулонном ленточном носителе. При этом можно, например, подвергать литой корпус 40 дополнительной механической обработке или выполнять испытания с механической нагрузкой. С целью облегчить отделение носителей информации от ленточного носителя заказчиком, которому носители информации поставляются в рулоне, можно принять соответствующие меры по подготовке носителей информации к отделению от ленточного носителя, предусмотрев, например, по наружному контуру носителей информации линии запрограммированного разрыва или разрушения ленточного носителя.
Реферат
В заявке описан способ изготовления портативного носителя (100) информации исходя из ленточного носителя (10) с разводкой (28) контактных соединений с его верхней стороны (14) и контактными поверхностями (24) с его нижней стороны (16). Подготовленный таким путем ленточный носитель (10) помещают в литьевую форму (30), в которой выполняют процесс литья под давлением, при котором на нижней стороне (16) вокруг полупроводниковой интегральной схемы (20) формируют литой корпус (40), наружный контур (102) которого соответствует стандартной спецификации на наружные размеры портативного носителя информации. Технический результат - упрощение изготовления миниатюрных носителей информации. 2 н. и 3 з.п. ф-лы, 5 ил.
Формула
отличающийся тем, что дополнительно выполняют следующие операции:
подают ленточный носитель (10) с находящейся на нем полупроводниковой интегральной схемой (20) в устройство (50) для персонализации, в котором осуществляют индивидуализацию полупроводниковой интегральной схемы (20), после чего
портативный носитель (100) информации отделяют от ленточного носителя, отделяя соединенную с литым корпусом (40) часть ленточного носителя (10) от остального ленточного носителя (10), причем соединенная с литым корпусом (40) часть ленточного носителя образует защитный слой готового портативного носителя информации.
Документы, цитированные в отчёте о поиске
Несущий элемент для полупроводниковой микросхемы
Комментарии