Устройство для непрерывного изготовления пенопластовых профилей - SU538656A3
Код документа: SU538656A3
Чертежи
Описание
(54) УСТРОЙСТВО ДЛЯ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ПЕНОПЛАСТОВЫХ ПРОФИЛЕЙ
Реферат
Формула
Изобретение относится к области изготовления пенопластовых профилей.
Известно устройство для изготовления панелей, содержащее приспособление
для подачи материала в канал, образованный верхними и нижними лентами, и систему охлаждения l .
Недостатком известного устройства являются газонепроницаемые стенки бесконечных
вращающихся лент.
Известно также устройство для непрерывного
изготовления слоистых изделий с сердцевиной из пенопласта, содержащее
системы нагрева и охлаждения, приспособление для подачи материала в канал, обра
зованный боковыми ограничивающими стенками и расположенными одна над другой
сетчатыми конвейерными лентами 2j .
Данное устройство является наиболее
близким к описываемому устройству по
технической сущности и достигаемому результату
.
Недостаток известного устройства состоит в том, что перфорированные стальные
ленты подвержены волнообразному короблению . Вследствие этих неровностей
лент увеличивается расход энергии и получается пенопласт с неодинаковым качеством
спекания особенно на кромках.
Цель изобретения - повыщение качества
пенопластовых профилей.
Достигается это тем, что в предложенном
устройстве лента выполнена в виде чередующихся участков металлической ситовой
ткани и поперечных резиновых вставок , при этом ленты в рабочем направлении клинообразно сужаются.
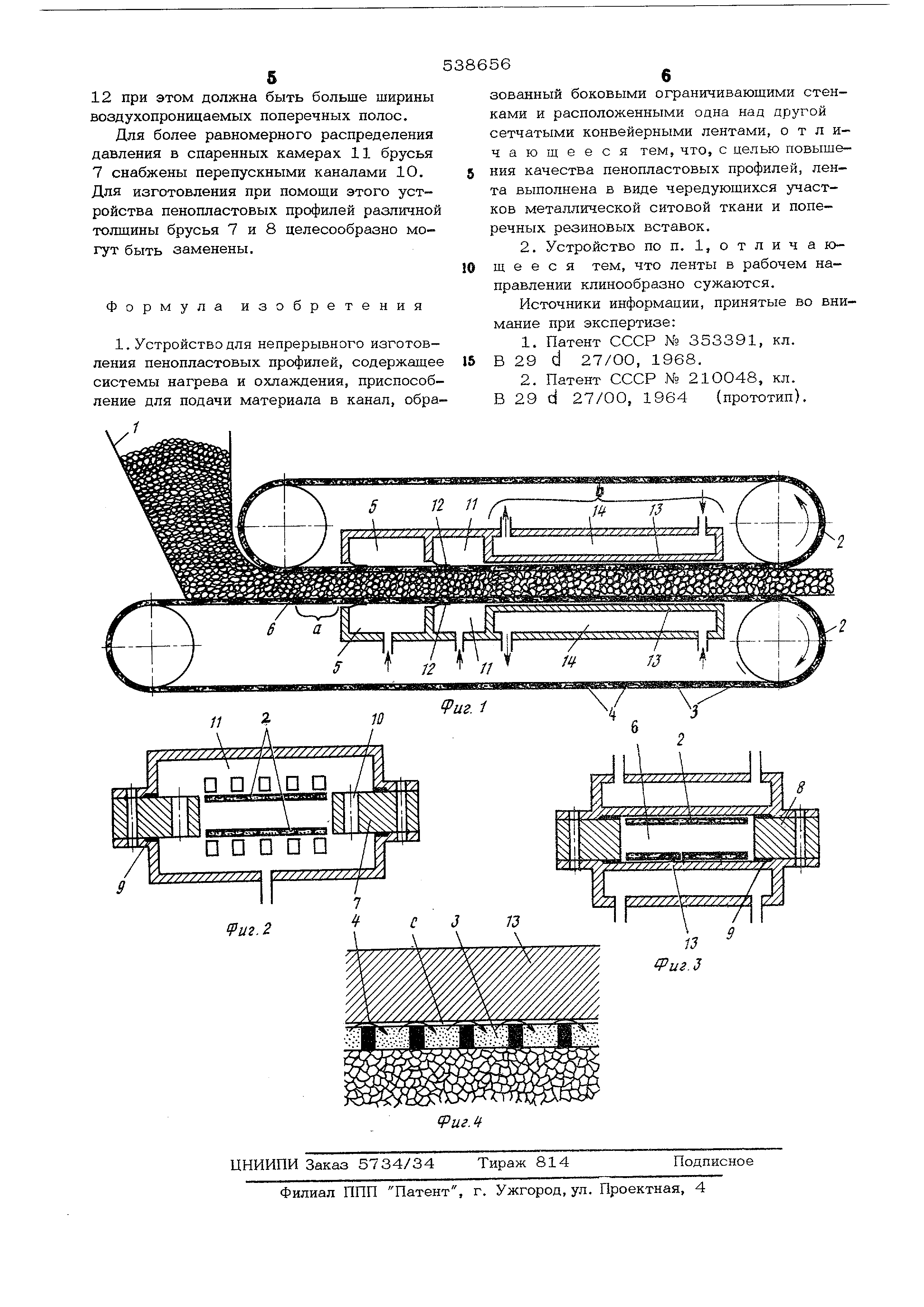
На фиг. 1 изображено предлагаемое устройство, вид сбоку; на фиг. 2 - поперечный
разрез спаренных камер, в которые вводится сжатый газ; на фиг. 3 - поперечный
разоез охладительного канала; н фиг. 4 - часть охладительной зоны (вырез
Устройство для непрерывного изготовления пенопластовых профилей состоит из
загрузочного приспособления 1, вращающихся конвейерных лент 2, выполненных в
виде чередующихся участков металлической ситовой ткани 3 и поперечных резиновых
вставок 4 одинаковой толщины, паровых камер 5, канала 6, образованного
брусьями 7, 8 и уплотняющим элементом 9. В брусьях 7 имеются перепускные ка налы 1О.
В устройстве имеются спаренные камеры 11 с манжетными уплотнениями 12, н
подвижные направляющие плиты 13 и охлаждающие камеры 14. Устройство для непрерывного изготовления
пенопластовых профилей работает следующим образом. Предварительно вспененные частицы
полимеризата загружаются через загрузочное приспособление 1 и принимаются
вращающимися конвейерными лентами 2. В зоне а роста давления осуществляется
нагревание частиц полимеризата паром введенным в паровые камеры 5 и проникающим
через вращающиеся конвейерные ленты 2 в канал 6. Частицы при этом
продолжают дальще вспениваться и спекаю ся одна с другой, образуя таким образом
преграду для пара, так что последний не может вытекать из канала 6 против рабочего
направления. Таким образом при про хождении паровой камеры 5 между обеими
вращающимися конвейреными лентами образуется взаимосвязанный пенопластовый
профиль с внутренним давлением пены. Пенопластовый профиль затем проходит
спаренные камеры 11, в которые нагрева ют газообразную среду, например воздух.
Воздух протекает в рабочем направлении между вращающимися конвейерными лентами
2 и неподвижными направляющими плитами 13 наружу. Этим предотвращают бесконтрольную
утечку введенного для компенсации вздувающего давления воздуха и разделяют
вращающиеся конвейерные ленты 2 в продольном направлении на камерообразные поперечные полосы.
Воздух который нагнетается для ком пенсации давления пены в спаренных каме
pax 11, может вытекать наружу только в рабочем направлении между неподвижными
направляющими плитами 13 и вращающим ся конвейерными лентами 2, так как брусья
7 и 8 и уплотняющие элементы 9 со спаренными камерами 11 и неподвижными
направляющими плитами 13 образуют газонепроницаемый сбоку закрытый канал 6
При этом давление воздуха в камероо разных воздухопроницаемых поперечных п
лосах приспособливается автоматически к давлению пены в пенопластовом профиле.
каждой точке вдоль зоны b охлаждения, к которой подается сжатый воздух, создает ся динамическое равновесие между давлением воздуха и давлением пены.
Если, например, давление пены падает, то моментально повышается давление воздуха
, которое кратковременно сжимает еще эластичный пенопластовый профиль соответственно
разности давления. В той же мере увеличивается щель С, через которую
так долго усиленно вытекает воздух в ближайщую воздухопроницаемую камерообразную
поперечную полосу, пока давление воздуха не приспособится к понижению
давления пены. Если же наоборот, давление пены увеличится, то щель С уменьшается
и непрерывно протекающий воздух сдерживается, пока не достигается локального
устойчивого давления пены. Силы трения между вращающимися конвейерными
лентами 2 и неподвижными направляющими плитами 13 весьма незначительны,
так как воздух в щели О предотвращает всякое механическое трение.
Давление пены в пенопластовом профиле достигает максимального значения при
переходе из паровой камеры 5 в спаренную камеру 11, так как воздух в предварительно
вспененных частицах при пропаривании нагревается и расширяется и остаточный
преобразователь также прореагирует , то максимальное давление пены составит
примерно 1,1 4-1,4 - кратное от величины давления пара. Давление пены
снижается вследствие диффузии и охлаждения в последующей зоне Ь охлаждения до атмосферного давления.
Снижение вздувающего давления может быть ускорено при помощи охлаждающей
среды, например воды с температурой от 5 до 25 с которая подводится через
охлаждающую камеру 14 против течения. Тепло пенопластового профиля передается
через вращающиеся конвейерные ленты 2 при участии завихряющего воздущного течения
неподвижными направляющими плитами 13 и отводится охлаждающей средой
в охлаждающую камеру 14. Процесс охлаждения имеет косвенное действие, то
есть охлаждающая среда не имеет прямого контакта с пенопластом. Давление воздуха в спаренной камере
повыщается и доводится соответственно до максимального давления пены. Разностное
давление между давлением в паровой камере 5 и давлением в спаренной камере 11
действует на манжетное уплотнение 12 и предотвращает утечку сжатого воздуха
против рабочего направления в паровую камеру 5. Ширина уплотняющей манжеты
Комментарии