Труба для горячих текучих сред - RU2282644C2
Код документа: RU2282644C2
Описание
Область техники
Настоящее изобретение относится к полимерной трубе для горячих текучих сред, таких как горячая вода.
Предпосылки изобретения
В настоящее время полимерные материалы часто используются для изготовления труб различного назначения, такого как транспортирование текучих сред, то есть транспортирование жидкости или газа, например воды или природного газа, во время которого текучая среда может находиться под давлением. Кроме этого, транспортируемая текучая среда может иметь различные температуры, обычно находящиеся в температурном диапазоне от приблизительно 0°С до приблизительно 50°С. Такие трубы предпочтительно изготавливают из полиолефинового пластика, обычно унимодального полиэтилена, такого как полиэтилен средней плотности (ПЭСП; плотность: 0,930-0,942 г/см3) и полиэтилен высокой плотности (ПЭВП; плотность: 0,945-0,965 г/см3).
В соответствии с WO 00/01765 известна полимерная композиция для изготовления труб, содержащая мультимодальный полиэтилен, характеризующийся плотностью 0,930-0,965 г/см3, MFR5 0,2-1,2 г/10 мин, Mn 8000-15000, Mw 180-330 × 103 и Mw/Mn 20-35, при этом упомянутый мультимодальный полиэтилен содержит фракцию низкомолекулярного (НМ) этиленового гомополимера и фракцию высокомолекулярного (ВМ) этиленового сополимера, причем для упомянутой ВМ-фракции нижний предел молекулярной массы соответствует 3500, а массовое соотношение НМ-фракции и ВМ-фракции равно (35-55):(65-45). Полимерная композиция, соответствующая WO 00/01765, предназначена для изготовления труб, эксплуатируемых под давлением, для транспортирования газов и жидкостей, таких как холодная вода. Данная композиция не пригодна для изготовления труб для горячих текучих сред, таких как горячая вода, в соответствии с действующими на настоящий момент стандартами для труб из полиэтилена для горячей воды, такими как DIN 16833.
Под выражением «горячая текучая среда», использованном в настоящем документе, подразумевается газ или жидкость, обычно вода, температура которой равна, по меньшей мере, 60°С, обычно 60-100°С, равна такой величине, как 70-90°С.
Вследствие использования высоких температур (по меньшей мере, 60°С) полимерные трубы для горячих текучих сред, таких как горячая вода, представляют собой в особенности проблематичный тип полимерной трубы. Полимерная труба для горячих текучих сред, таких как горячая вода, должна не только соответствовать требованиям, необходимым для других обычных полимерных труб, таких как трубы для холодной воды, но и в дополнение к этому она должна выдерживать напряжение, сопутствующее присутствию горячей текучей среды, обычно горячей воды. Температура горячей воды в трубе для горячей воды обычно равна, по меньшей мере, 60-70°С, что значит, что для надежного долговременного использования труба должна быть способна выдерживать температуру, более высокую, чем данная. В соответствии со стандартом DIN 16833 труба для горячей воды должна соответствовать требованию эксплуатации до разрушения в течение, по меньшей мере, 165 ч при 95°С и давлении 3,6 МПа. В этой связи необходимо понимать, что увеличение температуры воды на 10°С соответствует уменьшению срока службы трубы по грубой оценке на 50%.
Специфический тип полимерной трубы для горячей воды, которому свойственны еще более крупные проблемы, представляют собой трубы для подогрева пола, такие как для подогрева полов в ванных комнатах, что обусловлено добавлением требования высокой гибкости.
Поэтому полимерная композиция для изготовления труб, например, подобная композиции, соответствующей упомянутому выше WO 00/01765, которая пригодна для изготовления трубы для холодной воды, необязательно является подходящей в качестве композиции для изготовления труб для горячих текучих сред, где температура текучей среды (обычно воды) может быть выше на 30-40°С или более.
До настоящего момента полиолефиновые трубы для горячих текучих сред, таких как горячая вода, обычно не изготавливали из полиэтиленовых полимеров, поскольку данные материалы относительно склонны к растрескиванию под действием напряжения при повышенных температурах в случае приложения напряжения. Кроме этого, для выдерживания давлений, обычно используемых в системах с горячей водой, необходимо использовать полиэтилены высокой плотности, а они не годятся для изготовления труб с высокой гибкостью, таких как трубы для горячей воды для подогрева пола.
Было бы желательно добиться получения трубы из полиэтилена, которая бы соответствовала требованиям к температуре и давлению, а также и к гибкости для трубы для горячей воды.
Краткое изложение изобретения
В настоящее время обнаружено, что упомянутые выше проблемы для настоящих полимерных труб для горячих текучих сред, таких как горячая вода, можно устранить или ослабить их действие, и что упомянутой выше цели можно добиться при изготовлении трубы из мультимодального полиэтилена.
Таким образом, настоящее изобретение предлагает полимерную трубу для горячих текучих сред, отличающуюся тем, что она содержит мультимодальный полиэтилен, содержащий высокомолекулярную (ВМ) фракцию и низкомолекулярную (НМ) фракцию, где у упомянутой ВМ-фракции плотность, по меньшей мере, равна 0,920 г/см3, и тем, что у мультимодального полиэтилена плотность равна 0,921-0,950 г/см3, и время эксплуатации до разрушения при 95°С и 3,6 МПа, по меньшей мере, равно 165 ч при определении в соответствии с DIN 16833, а модуль упругости, самое большее, равен 900 МПа при определении в соответствии с ISO 527-2/1В.
Другие отличительные признаки и преимущества изобретения станут очевидными из следующих далее описания и прилагаемой формулы изобретения.
Подробное описание изобретения
Несмотря на то, что в целях удобства трубу для горячих текучих сред, соответствующую настоящему изобретению, ниже будут описывать с обозначением ее как трубы, предназначенной для горячей воды, («труба для горячей воды»), изобретение не должно восприниматься как ограниченное ею.
Как уже утверждалось выше, трубу настоящего изобретения изготавливают из мультимодального полиэтилена. В этом заключается отличие от труб для горячей воды предшествующего уровня техники, которые обычно изготавливают из сшитых унимодальных полиэтилена, полипропилена, поливинилхлорида или полибутилена.
«Модальность» полимера относится к форме кривой его молекулярно-массового распределения, то есть к внешнему виду графика зависимости массовой концентрации фракции полимера от ее молекулярной массы. Если полимер получают по способу ступенчатой полимеризации с последовательными стадиями с использованием последовательно соединенных реакторов и при выдерживании различных условий в каждом реакторе, то каждая из различных фракций, полученных в различных реакторах, будет иметь свое собственное молекулярно-массовое распределение. Когда кривые молекулярно-массовых распределений данных фракций будут наложены друг на друга с получением кривой молекулярно-массового распределения для получаемого в результате совокупного полимерного продукта, то на данной кривой проявятся два или более максимума, или же она, по меньшей мере, будет отчетливо уширена в сравнении с кривыми для индивидуальных фракций. Такой полимерный продукт, полученный в две ли более последовательные стадии, называют бимодальным или мультимодальным в зависимости от количества стадий. В последующем изложении все полимеры, таким образом полученные в две или более последовательные стадии, называют «мультимодальными». Здесь необходимо отметить, что различными могут быть также и химические составы различных фракций. Таким образом, одна или несколько фракций могут состоять из этиленового сополимера, в то время как одна или несколько других фракций могут состоять из этиленового гомополимера.
В результате надлежащего выбора различных фракций полимера и их пропорций в мультимодальном полиэтилене можно получить трубу, отличающуюся, помимо прочего, улучшенной перерабатываемостью.
Трубу настоящего изобретения изготавливают из мультимодального полиэтилена, предпочтительно бимодального полиэтилена. Мультимодальный полиэтилен содержит фракцию низкомолекулярного (НМ) полиэтилена, предпочтительно фракцию этиленового гомополимера, и фракцию высокомолекулярного (ВМ) полиэтилена, предпочтительно фракцию этиленового сополимера. В зависимости от того, является ли мультимодальный полиэтилен бимодальным, или же его модальность будет более высокой, каждая из НМ- и ВМ-фракций может содержать только одну фракцию или включать субфракции, то есть НМ-фракция может содержать две или более НМ-субфракции, и подобным же образом ВМ-фракция может содержать две или более ВМ-субфракции. Как указывалось выше, предпочитается, когда НМ-фракция представляет собой этиленовый гомополимер, и когда ВМ-фракция представляет собой этиленовый сополимер. В порядке введения определений выражение «этиленовый гомополимер», использованное в настоящем документе, относится к этиленовому полимеру, который образован по существу, то есть по меньшей мере, на 97% масс., предпочтительно, по меньшей мере, на 99% масс., более предпочтительно, по меньшей мере, на 99,5% масс., а наиболее предпочтительно, по меньшей мере, на 99,8% масс., из этилена, и, таким образом, представляет собой этиленовый полимер ВП, который предпочтительно включает только звенья мономера этилена.
В настоящем изобретении, кроме этого, предпочитается, чтобы надлежащим образом были бы выбраны пропорции НМ- и ВМ-фракций (что также называют «соотношением в смеси» между фракциями). Говоря более конкретно, предпочитается, когда массовое соотношение НМ-фракции и ВМ-фракции находится в диапазоне (30-55):(70-45), более предпочтительно (45-55):(55-45). Если не будет указано другого, то в количество полимера, полученного на первой стадии основной полимеризации, (НМ-фракции или ВМ-фракции в зависимости от конкретного случая) будут включать и количество полимера, полученное на любой стадии форполимеризации. Для того, чтобы добиться достижения хорошего баланса между, например, физическими свойствами и перерабатываемостью, предпочитают, чтобы соотношение в смеси между фракциями находилось бы в пределах данных диапазонов.
Молекулярно-массовое распределение (ММР), определяемое как соотношение среднемассовой молекулярной массы (Mw) и среднечисленной молекулярной массы (Mn), то есть Mw/Mn, для мультимодального полиэтилена настоящего изобретения в подходящем случае должно находиться в диапазоне Mw/Mn = 3-35, более предпочтительно 5-30, а наиболее предпочтительно 10-25. Mn в подходящем случае должна находиться в диапазоне Mn = 5-50 × 103, более предпочтительно 7-30 × 103, а наиболее предпочтительно 8-27 × 103 г/моль. Mw в подходящем случае должна находиться в диапазоне Mw = 100-400 × 103, более предпочтительно 150-280 × 103, а наиболее предпочтительно 200-250 × 103 г/моль.
По причинам, связанным с обеспечением прочности и гибкости, плотность мультимодального полиэтилена находится в диапазоне 0,921-0,950 г/см3, предпочтительно 0,930-0,940 г/см3. Более низкие плотности, меньшие 0,940 г/см3, предпочтительны для более гибких труб, таких как трубы для подогрева пола.
Для получения у трубы, соответствующей
изобретению, оптимальных свойств также важно выбрать плотности ВМ- и НМ-фракций мультимодального полиэтилена и надлежащим образом их сбалансировать друг по отношению к другу. В настоящем изобретении к
удивлению было обнаружено, что для того, чтобы у трубы, соответствующей изобретению, оптимизировать эксплуатационные характеристики, такие как гибкость, плотность ВМ-фракции не должна быть ниже 0,920
г/см3, предпочтительно должна быть не ниже 0,922, и, в частности, она должна быть по возможности более высокой в диапазонах, определенных ниже. Таким образом, у ВМ-фракции, которая
предпочтительно представляет собой этиленовый сополимер, плотность, по меньшей мере, равна
0,920 г/см3, предпочтительно находится в диапазоне 0,920-0,940 г/см3, а более
предпочтительно в диапазоне 0,922-0,930 г/см3.
У НМ-фракции, которая предпочтительно представляет собой этиленовый гомополимер, плотность предпочтительно находится в диапазоне 0,955-0,975 г/см3.
Выбор мультимодального полиэтилена со свойствами, определенными в настоящем документе, делает возможным изготовление трубы с улучшенным сопротивлением растрескиванию под действием напряжения (или так называемой стадии II) и, таким образом, с сопротивлением хрупкому разрушению, что, в свою очередь, значит, что труба обладает хорошими характеристиками для гидравлической опрессовки при повышенных температурах при проведении испытания в соответствии с DIN 16833 в сочетании с относительно высокой гибкостью. Характеристики трубы из пластика при гидравлической опрессовке на диаграмме зависимости напряжения в окружном направлении от времени эксплуатации до разрушения можно разделить на три части; стадия I, которая обусловлена наличием избыточной механической нагрузки, приводящей к пластическому разрушению, стадия III, которую вызывает химическая деструкция, и стадия II - смешанный режим, который в основном приводит к хрупкому разрушению (M. Ifwarson et al: Livslängd hos plaströr - Hur bestämmer man det? Studsvik/EX-90/26).
Как уже указывалось выше, характеристическим признаком трубы изобретения является ее гибкость. Таким образом, гибкость, выраженная через модуль упругости трубы, самое большее, равна 900 МПа при определении в соответствии с ISO 527-2/1B. Предпочитается, когда модуль упругости равен 600-900 МПа, а наиболее предпочтительно 760-870 МПа при определении в соответствии с ISO 527-2/1B. Гибкость имеет особое значение тогда, когда трубу используют для подогрева пола.
Скорость течения расплава (MFR), которая эквивалентна ранее использованному термину «индекс расплава», представляет собой еще одно важное свойство трубы из мультимодального полиэтилена, соответствующей изобретению. MFR определяют в соответствии с ISO 1133 и выражают в г/10 мин. MFR представляет собой показатель текучести и, таким образом, перерабатываемости полимера. Чем выше будет скорость течения расплава, тем ниже будет вязкость полимера. MFR определяют при различных нагрузках, таких как 2 кг (MFR2; ISO 1133, condition D) или 5 кг (MFR5; ISO 1133, condition Т). В настоящем изобретении у мультимодального полиэтилена MFR5 предпочтительно равна 0,1-5 г/10 мин, более предпочтительно 0,4-1,6 г/10 мин. Кроме этого, у НМ-фракции MFR2 предпочтительно должна быть равна 1-1000 г/10 мин, предпочтительно 1-500 г/10 мин, а наиболее предпочтительно 2-300 г/10 мин.
Важной характеристикой трубы настоящего изобретения является ее стойкость при гидравлической опрессовке. Таким образом, труба из мультимодального полиэтилена, соответствующая изобретению, отличается стойкостью при гидравлической опрессовке, определенной в соответствии с DIN 16833 и выраженной через количество часов до разрушения, которое труба выдерживает при определенном давлении при определенной температуре, по меньшей мере, равной 165 ч при 3,6 МПа и 95°С.
В общем случае полимерные трубы изготавливают в результате экструдирования или, в меньшей степени, литьевого формования. Обычно используемая установка для экструдирования полимерных труб включает экструдер, литьевое отверстие, калибровочное устройство, оборудование для охлаждения, приспособление для вытяжки и устройство для резки трубы или свертывания ее в кольцо. Данная методика хорошо известна специалисту в соответствующей области, и поэтому в отношении данного аспекта здесь не требуются никакие дополнительные подробности. Трубу настоящего изобретения предпочтительно изготавливают в результате экструдирования в экструдере.
Для того чтобы дополнительно увеличить прочность, трубу настоящего изобретения можно изготовить из сшитого мультимодального полиэтилена. Сшивание полиэтилена ранее уже было известно. Такое сшивание можно провести различными способами, такими как радиационное сшивание, пероксидное сшивание, сшивание с использованием сшиваемых групп, иономерное сшивание или комбинации таких методик. При радиационном сшивании сшивание происходит в результате облучения пластика высокоэнергетическим излучением, таким как электронное излучение, в то время как при пероксидном сшивании сшивание происходит в результате добавления пероксидных соединений, таких как дикумилпероксид, которые образуют свободные радикалы. При сшивании с использованием сшиваемых групп реакционно-способные группы внедряют в пластик, причем упомянутые группы вступают в реакцию друг с другом с образованием ковалентных связей. Специальным примером таких реакционно-способных групп являются силановые группы, которые внедряют в пластик в результате прививочной полимеризации или, предпочтительно, сополимеризации, а в присутствии воды и катализатора силанольной конденсации гидролизуют при удалении спирта и с получением силанольных групп, которые после этого вступают в реакцию друг с другом в результате прохождения реакции конденсации при удалении воды. При иономерном сшивании пластик содержит ионизуемые группы, которые вступают в реакцию с поливалентными ионными сшивающими реагентами с получением ионных связей.
Изобретение не ограничивается специальным типом сшивания, наоборот, можно использовать любой подходящий способ, который в результате приведет к сшиванию трубы из полиэтилена.
Известно, что физические и механические свойства труб из полимеров можно улучшить в результате двуосного ориентирования трубы, то есть полимерный материал в трубе ориентируют в двух направлениях, которые перпендикулярны друг другу. Одним из данных двух направлений является осевое направление ориентации, то есть направление (направление экструдирования), в котором трубу изготавливают в обычном случае, тогда как другим направлением у трубы является направление вдоль окружности или окружное направление. Благодаря двуосному ориентированию в значительной степени можно улучшить несколько свойств трубы, а в особенности следует упомянуть прочность под действием давления, как на более короткие, так и на более длительные периоды.
Двуосное ориентирование трубы необходимо комбинировать с ее сшиванием, как это описывается, например, в WO 97/19807.
В подходящем случае у трубы перед ориентированием степень сшивания, по меньшей мере, равна приблизительно 10%, и также в подходящем случае степень сшивания, самое большее, равна приблизительно 90%. В данном диапазоне, то есть при степени сшивания приблизительно 10-90%, предпочтительно приблизительно 20-50%, подходящую степень сшивания выбирают, с одной стороны, основываясь на внешнем виде кривой «напряжение-деформация» в окружном направлении и тогда, когда это будет уместно, в осевом направлении, таким образом, избегая положения выделенного максимума, и, с другой стороны, стремясь получить относительное удлинение при разрыве, которое будет достаточным для методики ориентирования.
Если трубу подвергают двуосному ориентированию, то двуосно-ориентированную структуру «фиксируют» в результате охлаждения трубы. Для того чтобы добиться упрочнения трубы, прибегают к тому, чтобы не дать двуосно-ориентированной трубе возможности полного возвращения к состоянию, существующему перед операцией ориентирования. Для дополнительной фиксации структуры и противодействия возникновению любого риска релаксации ориентации; например, в результате нагревания трубы из пластика, в особенности предпочтительно дополнительное сшивание трубы после двуосного ориентирования. Как правило, добавочное сшивание может проходить до максимальной степени сшивания использованного материала.
Таким образом, сшивание трубы из пластика начинают до двуосного ориентирования и в подходящем случае после экструдирования трубы, предпочтительно немедленно перед ориентированием в окружном направлении. Таким образом, станцию сшивания для проведения сшивания по одному из ранее описанных способов располагают между экструдером и устройством для ориентирования трубы в окружном направлении. Если для того, чтобы добиться дополнительной фиксации структуры, проводят добавочное сшивание трубы, что в особенности предпочтительно, то станцию добавочного сшивания можно расположить после устройства для ориентирования трубы в окружном направлении и предпочтительно после идущего далее устройства для охлаждения или в соединении с ним.
Необходимо подчеркнуть, что сшивание также можно проводить в виде непрерывного процесса, в случае чего сшивание начинают перед ориентированием трубы и продолжают во время фактической операции ориентирования таким образом, чтобы завершить только после завершения ориентирования.
Ранее было известно получение мультимодальных, в частности, бимодальных, олефиновых полимеров, таких как мультимодальный полиэтилен, в двух или более реакторах, соединенных последовательно. В качестве примера с данного предшествующего уровня техники можно упомянуть ЕР 517868, который, тем самым, включается в настоящий документ в качестве ссылки, касающейся получения мультимодальных полимеров.
В соответствии с настоящим изобретением стадии основной полимеризации предпочтительно проводят в виде комбинации суспензионная полимеризация/газофазная полимеризация. Суспензионную полимеризацию предпочтительно проводят в так называемом петлевом реакторе. В настоящем изобретении использование суспензионной полимеризации в реакционном аппарате с мешалкой не предпочтительно, поскольку такой способ менее гибок, и ему свойственны проблемы, связанные с растворимостью. По этой причине предпочитается, когда мультимодальный полиэтилен получают в две стадии основной полимеризации в комбинации петлевой реактор/газофазный реактор. В необязательном и выгодном случае стадиям основной полимеризации может предшествовать форполимеризация, в случае которой на данной стадии получают вплоть до 20% масс., предпочтительно 1-10% масс., более предпочтительно 1-5% масс. от полного количества полимеров. Форполимером предпочтительно является этиленовый гомополимер (ПЭВП). На стадии форполимеризации весь катализатор предпочтительно загружают в петлевой реактор и форполимеризацию проводят в варианте суспензионной полимеризации. Такая форполимеризация приводит к получению меньшего количества мелких частиц в последующих реакторах и, в конце концов, к получению более однородного продукта. В общем случае данная методика в результате приводит к получению мультимодальной полимерной смеси за счет полимеризации с использованием катализатора Циглера-Натта или одноцентрового катализатора, такого как металлоценовый катализатор, в нескольких последовательных полимеризационных реакторах. При получении бимодального полиэтилена, который в соответствии с изобретением является предпочтительным полимером, первый этиленовый полимер получают в первом реакторе в определенных условиях в отношении давления газообразного водорода, температуры, давления и тому подобного. После полимеризации в первом реакторе реакционную смесь, содержащую полученный полимер, вводят на стадию отгонки, где из полимера удаляют углеводороды таким образом, что, по меньшей мере, удаляют водород. Полимер, необязательно содержащий некоторые тяжелые углеводороды, такие как разбавитель, подают во второй реактор, где в результате добавления этилена и необязательно сомономера и/или водорода проводят дополнительную полимеризацию. Обычно в первом реакторе получают первый полимер с высокой скоростью течения расплава (с низкой молекулярной массой, НМ) и без добавления сомономера, в то время как во втором реакторе получают второй полимер с низкой скоростью течения расплава (с высокой молекулярной массой, ВМ) и с добавлением сомономера. В качестве сомономера можно использовать различные альфа-олефины, содержащие 3-8 атомов углерода, но сомономер предпочтительно выбирать из группы, состоящей из 1-бутена, 1-гексена, 4-метил-1-пентена и 1-октена. Кроме этого, в качестве сомономеров можно использовать и полиненасыщенные мономеры, подходящие для придания полимеру способности к сшиванию. Такие полиненасыщенные сомономеры в общем случае состоят из мономеров, которые можно сополимеризовать с этиленом, и которые содержат 8-14 атомов углерода и, по меньшей мере, две несопряженные двойные связи, из которых, по меньшей мере, одна является концевой. Полиненасыщенный сомономер может иметь разветвленную или, что предпочтительно, прямую цепь, и он может иметь заместителей, которые не будут становиться препятствием для полимеризации, но предпочтительно он является незамещенным. Наиболее предпочтительными полиненасыщенными сомономерами являются α,ω-алкадиены, содержащие 8-14 атомов углерода, более конкретно ненасыщенные прямоцепные α,ω-алкадиены, содержащие 8-14 атомов углерода, и, в частности, 1,7-октадиен, 1,9-декадиен и 1,13-тетрадекадиен.
Кроме этого, для целей сшивания в качестве сомономеров можно использовать ненасыщенные силановые мономеры. Такие ненасыщенные силановые мономеры предпочтительно можно описать формулой
RSiR'nY3-n,
где R представляет собой имеющую ненасыщенность этиленового типа гидрокарбильную, гидрокарбилокси- или (мет)акрилоксигидрокарбильную группу,
R' представляет собой алифатическую насыщенную гидрокарбильную группу,
Y, которые могут быть одинаковыми или различными, представляют собой гидролизуемые органические группы, и
n равно 0, 1 или 2.
Если имеется более одной группы Y, то они не обязательно должны быть идентичными.
Конкретными примерами ненасыщенного силанового соединения являются соединения, в которых R представляет собой винил, аллил, изопропенил, бутенил, циклогексенил или гамма-(мет)ацилоксипропил; Y представляет собой метокси-, этокси-, формилокси-, ацетокси-, пропионилокси- или алкиламино- или ариламиногруппу; R', в случае его наличия, представляет собой метильную, этильную, пропильную, децильную или фенильную группу.
Предпочтительное ненасыщенное силановое соединение описывается формулой
CH2=CHSi(OA)3,
где А представляет собой гидрокарбильную группу, содержащую 1-8 атомов углерода, предпочтительно 1-4 атома углерода.
Наиболее предпочтительными соединениями являются винилтриметоксисилан, винилтриэтоксисилан, гамма-(мет)акрилоксипропилтриметоксисилан и винилтриацетоксисилан или их комбинации из двух или более соединений.
Количество сомономера предпочтительно таково, что оно составляет 0,4-3,5% моль, более предпочтительно 0,7-2,5% моль мультимодального полиэтилена. Получающийся в результате конечный продукт состоит из однородной смеси полимеров из двух реакторов, причем различающиеся кривые молекулярно-массовых распределений данных полимеров совместно образуют кривую молекулярно-массового распределения, имеющую широкий максимум или два максимума, то есть конечный продукт представляет собой бимодальную полимерную смесь. Поскольку мультимодальные и в особенности бимодальные этиленовые полимеры и их получение относятся к предшествующему уровню техники, никакого подробного описания здесь не требуется, но дается ссылка на упоминавшийся выше ЕР 517868.
Как уже указывалось выше, предпочитается, чтобы мультимодальный полиэтилен, соответствующий изобретению, был бы бимодальной полимерной смесью. Также предпочитается, чтобы данную бимодальную полимерную смесь получали бы в результате описанной выше полимеризации при различающихся условиях полимеризации в двух или более полимеризационных реакторах, соединенных последовательно. Благодаря гибкости в отношении получаемых таким образом условий реакции наиболее предпочтительно, чтобы полимеризацию проводили бы в петлевом реакторе/газофазном реакторе. Предпочитается, когда условия полимеризации в предпочтительном двухстадийном способе выбирают таким образом, чтобы на одной стадии, предпочтительно на первой стадии, благодаря высокому уровню содержания регулятора степени полимеризации (газообразного водорода) получали бы сравнительно низкомолекулярный полимер, не содержащий сомономера, тогда как высокомолекулярный полимер, содержащий сомономер, получали бы на другой стадии, предпочтительно на второй стадии. Однако порядок данных стадий может быть и обратным.
В предпочтительном варианте реализации полимеризации в петлевом реакторе с последующим газофазным реактором температура полимеризации в петлевом реакторе предпочтительно равна 92-98°С, более предпочтительно приблизительно 95°С, а температура в газофазном реакторе предпочтительно равна 75-90°С, более предпочтительно 80-85°С.
По мере надобности в реакторы добавляют регулятор степени полимеризации, предпочтительно водород, и предпочтительно в реактор получения НМ-фракции добавляют 350-450 моль Н2/кмоль этилена, а в реактор получения ВМ-фракции добавляют 20-40 моль Н2/кмоль этилена.
Как указывалось ранее, катализатором полимеризации для получения мультимодального полиэтилена данного изобретения предпочтительно является катализатор Циглера-Натта или катализатор одноцентрового типа. В особенности предпочтительны катализаторы с высокой общей активностью, а также с хорошим балансом активности в широком диапазоне парциальных давлений водорода. В качестве их примера можно упомянуть катализаторы, описанные в ЕР 688794 и в FI 980788. Такие катализаторы также обладают преимуществом, которое заключается в том, что катализатор (прокатализатор и сокатализатор) необходимо и, действительно, следует добавлять только в первый полимеризационный реактор.
Несмотря на то, что изобретение было описано выше со ссылкой на указанный мультимодальный полиэтилен, необходимо понимать, что данный мультимодальный полиэтилен может содержать различные добавки, такие как наполнители, антиоксиданты, УФ-стабилизаторы, технологические добавки и тому подобное, которые известны и обычно используются на современном уровне техники. Кроме этого, труба, изготовленная из указанного мультимодального полиэтилена, может быть однослойной трубой или может образовывать часть многослойной трубы, включающей дополнительные слои других материалов трубы.
Для того чтобы дополнительно облегчить понимание изобретения, далее оно будет проиллюстрировано с использованием не ограничивающих примеров труб, соответствующих предпочтительным вариантам реализации изобретения, а также сравнительных примеров труб, не входящих в объем изобретения.
Пример 1
Трубы изготавливали из восьми различных полиэтиленов. У каждой трубы наружный диаметр был равен 32 мм, а толщина стенки - 3 мм.
Трубу № 1 (сравнительную) изготавливали из унимодального полиэтилена, тогда как трубы № 2-8 изготавливали из бимодального полиэтилена. Трубы № 2-3 представляли собой сравнительные трубы, не входящие в объем изобретения, в то время как трубы № 4-8 соответствовали настоящему изобретению. НМ-факциями бимодальных полиэтиленов были этиленовые гомополимеры, за исключением труб № 5, 6 и 7, которые в качестве сомономера содержали 1-бутен. Все ВМ-фракции бимодальных полиэтиленов представляли собой сополимеры этилена/1-бутена. Количества 1-бутена во всех бимодальных полиэтиленах труб № 2-8 были равны 2-2,4% масс.
Каждую трубу подвергали гидравлической опрессовке в соответствии с DIN 16833 при 3,6 МПа и 95°С и определяли время эксплуатации до разрушения в часах (ч). Требованием, соответствующим DIN 16833, является время эксплуатации до разрушения, по меньшей мере, в течение 165 ч. Результаты, полученные при гидравлической опрессовке, также продемонстрированы в таблице.
Тестирование модуля упругости для каждой трубы проводили в соответствии с ISO 527-2/1B. Результаты приводятся в таблице.
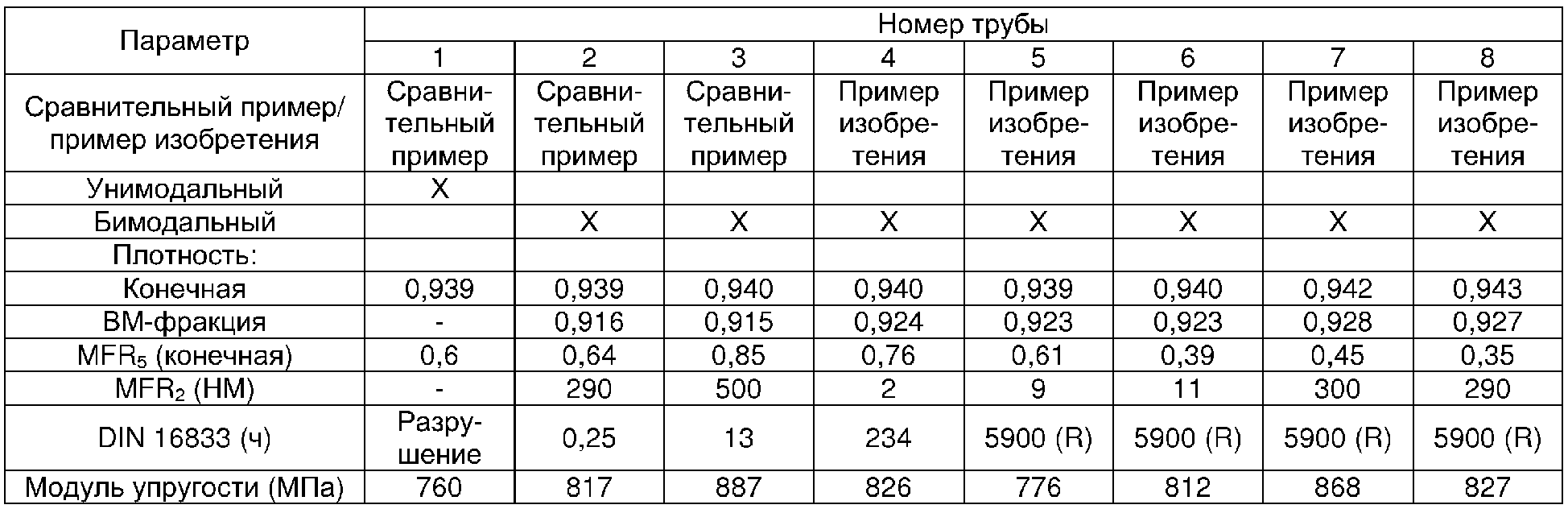
Примечания:
(а) Значения плотности ВМ-фракции представляют собой рассчитанные величины, оцениваемые на основании конечной плотности и плотности полимерной фракции, полученной в первом реакторе.
(b) "(R)" обозначает то, что испытание все еще проводится, и что труба не разрушилась по истечении указанного времени.
После исследования результатов, приведенных в таблице, становится очевидным, что труба № 1 (унимодальный полиэтилен) не соответствует требованию DIN 16833 для трубы для горячей воды. Кроме того, трубы № 2-3, которые изготовили из бимодального полиэтилена, подходящего для труб для холодной воды, также не соответствуют требованию DIN 16833 для трубы для горячей воды. Кроме этого, трубы № 2-3, которыми являются трубы из бимодального полиэтилена, но плотность ВМ-фракции у которых ниже определенного нижнего предела, равного 0,920 г/см3, также не соответствуют данному требованию. Однако трубы № 4-8, которые изготовили из бимодального полиэтилена, соответствующего настоящему изобретению, соответствуют требованию DIN 16833. Данные трубы пригодны для изготовления труб для горячей воды и, в частности, гибких труб для горячей воды. Это свидетельствует о том, что не только конечный бимодальный полимер должен иметь подходящую плотность, но и в дополнение к этому плотности НМ- и ВМ-фракций должны быть надлежащим образом выбраны и сбалансированы друг по отношению к другу. В частности, плотность ВМ-фракции не должна быть чрезмерно низкой, и предпочтительно она должна быть, по меньшей мере, равна 0,920 г/см3, более предпочтительно, по меньшей мере, равна 0,922 г/см3. Если плотность ВМ-фракции увеличить, то соответствующим образом необходимо будет уменьшить плотность НМ-фракции для того, чтобы сохранить желательную плотность конечного мультимодального полиэтилена. Это, например, делают в результате уменьшения MFR2 НМ-фракции. Таким образом, если MFR2 НМ-фракции уменьшить от приблизительно 300 г/10 мин до приблизительно 2 г/10 мин, плотность уменьшится от 0,974 г/см3 до 0,964 г/см3.
Реферат
Изобретение относится к полимерной трубе для горячих текучих сред, таких как горячая вода. Труба содержит мультимодальный полиэтилен, имеющий плотность 0, 921-0,950 г/см3 и содержащий высокомолекулярную и низкомолекулярную фракции, причем высокомолекулярная фракция имеет плотность, по меньшей мере, равную 0,920 г/см3. Время эксплуатации трубы до разрушения при 95°С и 3,6 МПа, по меньшей мере, равно 165 ч при определении в соответствии с DIN 16833, а модуль упругости не более 900 МПа при определении в соответствии с ISO 527-2/1B. Мультимодальный полиэтилен предпочтительно представляет собой бимодальный полиэтилен, при этом низкомолекулярная фракция имеет плотность 0,955-0,975 г/см3, высокомолекулярная фракция имеет плотность 0,920-0,940 г/см3, при этом массовое соотношение низкомолекулярной фракции и высокомолекулярной фракции находится в диапазоне от 30:70 до 55:45. Трубы по изобретению обладают улучшенным сопротивлением растрескиванию под действием напряжения и хорошими характеристиками для гидравлической опрессовки при повышенных температурах в сочетании с относительно высокой гибкостью. 8 з.п. ф-лы, 1 табл.
Формула
0,921-0,950г/см3, и время эксплуатации до разрушения при 95°С и 3,6 МПа, по меньшей мере, равно 165 ч при определении в соответствии с DIN 16833, а модуль упругости самое большее равен 900 МПа при определении в соответствии с ISO 527-2/1В.
Комментарии