Подголовник с двоякой жесткостью и способ его изготовления - RU2636836C2
Код документа: RU2636836C2
Чертежи




Описание
Область техники, к которой относится изобретение
Настоящее изобретение, в основном, относится к подголовникам для транспортных средств, более конкретно к автомобильным подголовникам с двоякой жесткостью.
Уровень техники
Автомобильные сиденья часто имеют подголовники, расположенные в верхней части спинки сиденья. Подголовники предназначены для обеспечения комфорта и безопасности пассажиров. В случае заднего удара подголовники ограничивают возвратное движение головы пассажира, тем самым сводя к минимуму риск повреждения шеи пассажира.
Раскрытие изобретения
В соответствии с одним аспектом настоящего изобретения представлен способ изготовления подголовника для транспортного средства и соединения первой и второй форм с образованием полости литейной формы. Первый материал с первой плотностью вводят в полость литейной формы. Второй материал со второй плотностью вводят в полость литейной формы. Первый и второй материалы охлаждают для формирования цельного подголовника.
В соответствии с другим аспектом настоящего изобретения подголовник представляет собой формованный в виде единой детали подголовник, имеющий переднюю гибкую часть, приспособленную для поддержки головы пассажира и поглощения ударных нагрузок во время столкновения. Задняя жесткая часть подголовника предназначена для опоры передней гибкой части и обеспечения достаточной прочности для противостояния ударным нагрузкам от головы пассажира при столкновении. Переднюю гибкую часть и заднюю жесткую часть формуют одновременно в одной полости литейной формы. Вниз от задней жесткой части проходят первая и вторая опоры подголовника, которые приспособлены для соединения с узлом автомобильного сиденья.
В соответствии с еще одним аспектом настоящего изобретения автомобильный подголовник представляет собой формованный подголовник с двоякой плотностью, имеющий переднюю гибкую часть, приспособленную для поддержки головы пассажира. Заднюю жесткую часть формуют в виде единой детали с передней гибкой частью и выполняют с возможностью поддержки гибкой передней части. Вниз от задней жесткой части проходят первая и вторая опоры подголовника, которые приспособлены для соединения с узлом автомобильного сиденья.
Эти и другие аспекты, цели и характеристики настоящего изобретения будут поняты специалистам в данной области техники из последующего описания, формулы изобретения и сопроводительных чертежей.
Краткое описание чертежей
Фиг.1 представляет собой вид спереди одного варианта выполнения автомобильного подголовника по изобретению;
Фиг.2 представляет собой вид спереди передней гибкой части автомобильного подголовника, показанного на Фиг.1;
Фиг.3 представляет собой вид сбоку задней жесткой части автомобильного подголовника в поперечном сечении, выполненном по линии III-III на Фиг.1;
Фиг.4 представляет собой общий вид снизу автомобильного подголовника, показанного на Фиг.2;
Фиг.4A представляет собой поперечное сечение подголовника, выполненное по линии IVA-IVA с Фиг.4 и иллюстрирующее введение первого материала в полость литейной формы;
Фиг.4B представляет собой поперечное сечение подголовника, иллюстрирующее введение второго материала в полость литейной формы;
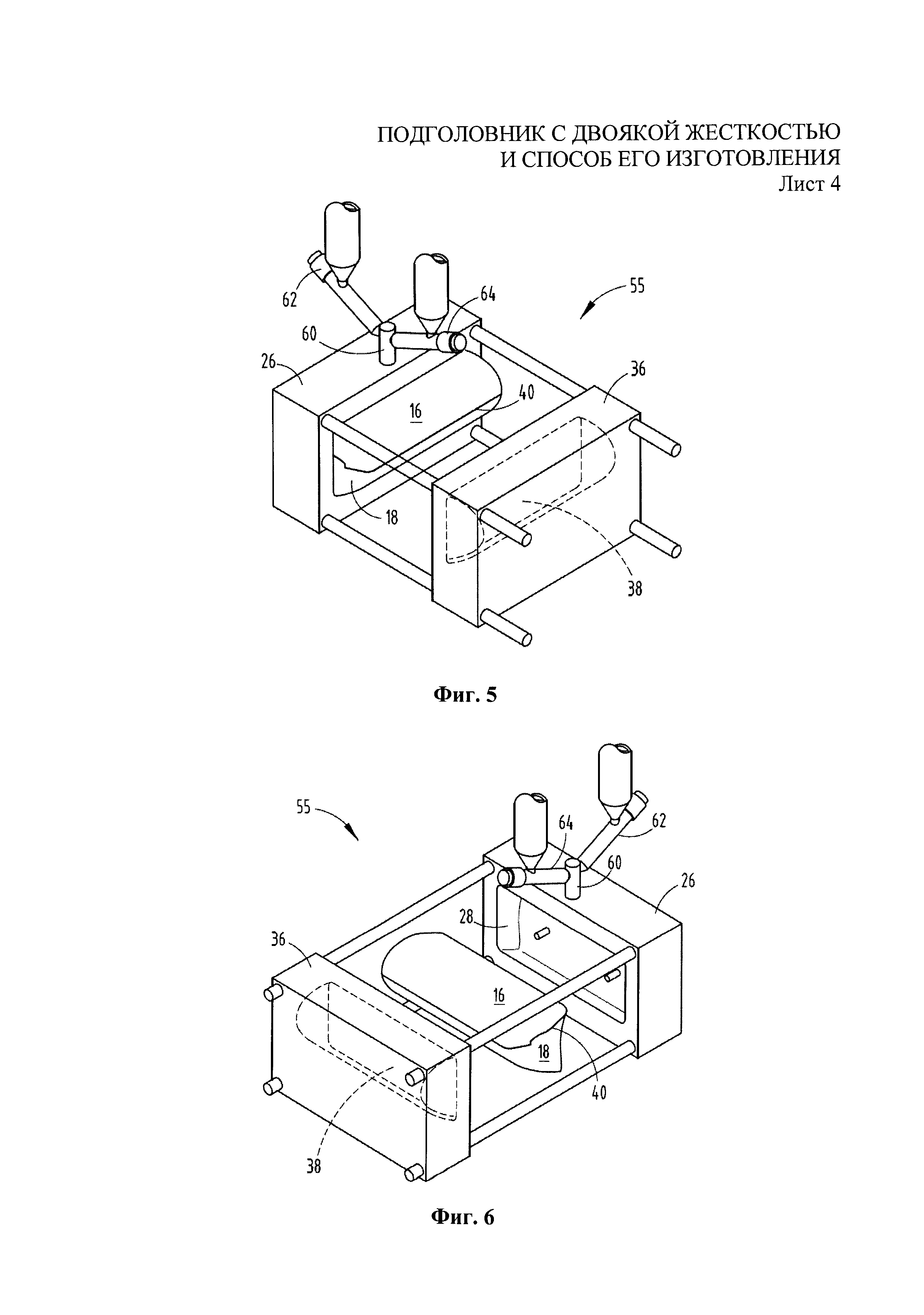
Фиг.5 представляет собой покомпонентное изображение автомобильного подголовника, показанного на Фиг.4, при виде снизу;
Фиг.6 представляет собой покомпонентное изображение автомобильного подголовника, показанного на Фиг.5, при виде снизу сбоку;
Фиг.7A представляет собой поперечное сечение первого канала ввода, проходящего в полость формы; и
Фиг.7B представляет собой поперечное сечение второго канала ввода, проходящего в полость формы.
Осуществление изобретения
В настоящем описании термины «верхний», «нижний», «правый», «левый», «задний», «передний», «вертикальный», «горизонтальный», «внутренний», «внешний» и их производные далее относятся к крепежному элементу, имеющему направление как на Фиг.1. Однако следует понимать, что изобретение может предполагать другие различные направления, если не указано иное. Следует также понимать, что конкретные устройства и процессы, изображенные на прилагаемых чертежах и представленные в следующем описании, являются примерами осуществления идей изобретения, определенными в формуле изобретения. Таким образом, конкретные размеры и другие физические характеристики, связанные с раскрытыми вариантами осуществления изобретения, не должны рассматриваться как ограничивающие, если обратное прямо не указано в формуле изобретения.
На Фиг.1-6 позицией 10 обозначено транспортное средство, имеющее устройство 12 подголовника, которое включает в себя формованный в виде единой детали подголовник 14, имеющий переднюю гибкую часть 16, приспособленную для поддержки головы пассажира и поглощения ударных нагрузок во время столкновения. Задняя жесткая часть 18 приспособлена для опоры передней гибкой части 16 и обеспечения достаточной прочности для противостояния ударным нагрузкам от головы пассажира при столкновении. Переднюю гибкую часть 16 и заднюю жесткую часть 18 формируют одновременно в одной полости 20 литейной формы. Вниз от задней жесткой части 18 проходят первая и вторая опоры 22, 24 подголовника, которые предназначены для соединения с узлом 30 автомобильного сиденья.
На Фиг.1 показано устройство 12 подголовника, которое, в основном, предназначено для использования вместе с узлом 30 автомобильного сиденья для обеспечения поддержки головы пассажира, транспортируемого в транспортном средстве 10. Устройство 12 подголовника соединено с узлом 30 автомобильного сиденья, а точнее со спинкой 32 сиденья, с помощью первой и второй опор 22, 24. Спинка 32 сиденья содержит отверстия 33, приспособленные для приема опор 22, 24 подголовника, тем самым обеспечивая опору для устройства 12 подголовника. Узел 30 автомобильного сиденья также содержит сиденье 34, расположенное ниже спинки 32 сиденья.
В варианте выполнения, показанном на Фиг.2 и Фиг.3, передняя гибкая часть 16 и задняя жесткая часть 18 в общем случае отделены друг от друга разделительной линией 40. Все устройство 12 подголовника покрыто декоративным слоем 42, который защищает подголовник 14 и обеспечивает эстетичный внешний вид устройства 12 подголовника. Можно отметить, что передняя гибкая часть 16 и задняя жесткая часть 18 соединены в одно целое так, что отсутствует необходимость в использовании клея или крепежных элементов для создания прочного соединения передней гибкой части 16 и задней жесткой части 18. Соединение передней гибкой части 16 и задней жесткой части 18 в одно целое выполняют во время формования устройства 12 подголовника, как более детально описано далее. Предполагается, что разделительная линия 40 может располагаться в любом месте между фронтальной частью 44 устройства 12 подголовника и задней частью 46 устройства 12 подголовника. Для увеличения размера мягкой подушки устройства 12 подголовника размер передней гибкой части 16 увеличен. Для повышения стабильности конструкции устройства 12 подголовника в общем случае увеличивают размер задней жесткой части 18. В варианте выполнения, показанном на Фиг.3, передняя гибкая часть 16 продолжается от верхней части 47 устройства 12 подголовника до нижней части 48 устройства 12 подголовника. Передняя гибкая часть 16 в общем случае предназначена для поглощения ударных нагрузок во время столкновения и в то же время для обеспечения комфорта пассажира, который может захотеть откинуть голову на устройство 12 подголовника для отдыха.
На Фиг.2 и Фиг.3 показана задняя жесткая часть 18, которая продолжается от верхней части 47 устройства 12 подголовника вниз до нижней части 48 устройства 12 подголовника. Задняя жесткая часть 18 предназначена для обеспечения достаточной надежности конструкции, чтобы предупредить слишком сильное смещение назад головы пассажира во время лобового столкновения. Задняя жесткая часть 18 имеет по меньшей мере два гнезда 49, каждое из которых приспособлено для приема опорной втулки 50, в которой, в свою очередь, могут быть закреплены первая и вторая опоры 22, 24 подголовника. Предполагается, что первая и вторая опоры 22, 24 подголовника могут быть вставлены в полость 20 литейной формы во время изготовления устройства 12 подголовника так, что первая и вторая опоры 22, 24 подголовника полностью соединены с устройством 12 подголовника. Устройство 12 подголовника выполнено с возможностью вертикального перемещения над узлом 30 автомобильного сиденья. Для этого первая и вторая опоры 22, 24 выполнены с возможностью скользящего перемещения внутрь и наружу из отверстий 33 спинки 32 сиденья. Первая и вторая опоры 22, 24 подголовника выполнены таким образом, чтобы противостоять ударным нагрузкам во время столкновения. Аналогично, задняя жесткая часть 18 выполнена таким образом, чтобы противостоять ударным нагрузкам и защищать голову пассажира во время столкновения.
На Фиг.4-6 показан один из вариантов способа изготовления устройства 12 подголовника, который подразумевает использование устройства 55 литейной формы, имеющего первую форму 26 и вторую форму 36, которые вместе образуют полость 20 литейной формы. Более конкретно, первая форма 26 и вторая форма 36 имеют частичные полости 28, 38, соответственно, которые вместе образуют полость 20 литейной формы. Литьевой стержень 60 входит в первую и вторую формы 26, 36. Литьевой стержень 60 имеет первый и второй литьевые каналы 62, 64. Первый литьевой канал 62 выполнен с возможностью введения первого материала 66 в полость 20 литейной формы. Второй литьевой канал 64 выполнен с возможностью введения второго материала 68, имеющего плотность, отличающуюся от плотности первого материала 66, в полость 20 литейной формы. После введения первого и второго материалов 66, 68 в полость 20 литейной формы первый и второй материалы 66, 68 охлаждают для образования цельного подголовника. В общем случае следует понимать, что первый материал 66 может иметь плотность выше, чем плотность второго материала 68. Также следует понимать, что первый и второй материалы 66, 68 могут отвердевать с образованием пенообразного субстрата в полости 20 литейной формы. Соответственно, первый материал 66 располагается в нижней части 70 полости литейной формы 20 и включает в себя заднюю жесткую часть 18. Следовательно, отформованный в виде единой детали подголовник может быть изготовлен без использования третьей и четвертой полостей литейной формы, которые обычно требуются для процесса литьевого формования с многоточечным впрыском. Таким образом, подголовник может быть изготовлен путем использования процесса формования с однократным впрыском, как описано выше.
Согласно варианту выполнения изобретения, показанному на Фиг.7A и 7B, подразумевается, что устройство 12 подголовника может быть изготовлено методом двухканального литья под давлением. Более конкретно, первый литьевой канал 80 проходит в полость 20 формы. Через первый литьевой канал 80 в полость литейной формы 20 затем вводят первый материал 66. Затем второй литьевой канал 82 вставляют в полость 20 литейной формы. Через второй литьевой канал 82 используют для введения в полость 20 литейной формы второго материала 68. Первый и второй материалы 66, 68 затем оставляют для затвердевания, после чего раскрывают полость 20 литейной формы и удаляют формованный подголовник.
Можно отметить, что в двух вариантах выполнения изобретения, изображенных на Фиг.4-6 и на Фиг.7A Фиг.7B, устройство 12 подголовника сформировано в виде единой детали так, что первый и второй материалы 66, 68 образуют цельный подголовник. Таким образом, нет необходимости в использовании клея или крепежных элементов. Способ изготовления устройства 12 подголовника, так же как и само устройство 12 подголовника, исключает дополнительные многочисленные расходы, обычно имеющие место при производстве подголовников. Например, такие традиционно используемые в подголовниках элементы, как наполнитель или верхняя накладка, уже не нужны.
Следует понимать, что в вышеупомянутую конструкцию могут быть внесены изменения и модификации без отступления от сущности настоящего изобретения, представленной в формуле изобретения.
Реферат
Изобретение относится к подголовникам для транспортных средств и касается автомобильных подголовников с двоякой жесткостью. Во время изготовления устройства подголовника соединяют первую и вторую формы с образованием полости литьевой формы, после чего вводят в нижнюю часть полости литьевой формы первый материал, имеющий первую плотность. На первый материал вводят в полость литьевой формы второй материал, имеющий вторую плотность, отличающуюся от первой плотности. Затем охлаждают первый и второй материалы для формирования единого подголовника. Достигается повышение надежности и безопасности пассажира в случае ударной нагрузки. 3 н. и 14 з.п. ф-лы, 10 ил.
Комментарии