Способ прессования и изделие, полученное данным способом - RU2311292C2
Код документа: RU2311292C2
Чертежи

Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится к прессованному изделию и к способу прессования для изготовления изделия. Способ особенно приспособлен для изготовления дозирующего закупоривающего средства для контейнера, в котором закупоривающее средство включает в себя корпус, крышку и выполненное как единое целое с ними шарнирное соединение.
Известный уровень техники и технические проблемы, связанные с известным уровнем техники
Существуют два основных типа закупоривающих средств для небольших, сжимаемых вручную или жестких контейнеров для таких продуктов, как лосьоны, шампуни, текучие пищевые продукты (например, кетчуп, разлитая в бутылки вода), вязкие пищевые продукты (например, ореховое масло), порошки, чистящие составы.
Одним основным типом закупоривающего средства является простая цельная крышка, которая может навинчиваться на контейнер и свинчиваться с него или удерживаться на контейнере при помощи защелкивающегося соединения с валиком.
Другим основным типом закупоривающего средства является "дозирующее" закупоривающее средство, и одной формой такого дозирующего закупоривающего средства является шарнирное дозирующее средство, которое состоит из (1) корпуса, приспособленного для установки с уплотнением на горлышко или венчик контейнера, (2) крышки и (3) шарнира, прикрепляющего крышку к корпусу таким образом, чтобы обеспечивать возможность перемещения крышки между открытым положением и закрытым положением. Корпус имеет дозирующую прорезь или отверстие, которое позволяет выдавливать, выливать, вычерпывать или по-другому выталкивать, выпускать или дозировать продукт из контейнера. Крышка содержит уплотнительный элемент, который при закрытом положении крышки закупоривает дозирующее отверстие корпуса для предотвращения непреднамеренного вытекания продукта из контейнера.
Шарнирные дозирующие закупоривающие средства (а также многие другие изделия неправильных или асимметричных форм, которые могут иметь тонкие элементы, соединяющие между собой две или более частей) выполняют из жестких или полужестких термопластических смол, таких как полиэтилен, полипропилен, и они существуют на рынке уже многие годы. Упаковки, включающие такие дозирующие закупоривающие средства, дают большое преимущество, заключающееся в том, что они обеспечивают удобство и эстетическую привлекательность при дозировании продуктов из контейнеров. Однако дозирующие закупоривающие средства традиционно имеют недостаток, заключающийся в высокой стоимости, по сравнению с более простыми недозирующими закупоривающими средствами, вследствие сложности формования дозирующих закупоривающих средств.
Шарнирные дозирующие закупоривающие средства обычно получают посредством литья под давлением как единую цельную структуру, имеющую корпус, крышку и шарнир, или как отдельные корпус и крышку, которые впоследствии необходимо соединять для получения завершенного собранного закупоривающего средства, в котором корпус и крышка соединены между собой шарниром. Когда дозирующее закупоривающее средство отливают под давлением как многоэлементный узел (например, состоящий из корпуса и крышки), для получения каждого из компонентов требуется отдельная форма. Даже если, вместо этого, дозирующее закупоривающее средство отливают под давлением как единый цельный компонент, величина площади поверхности или пространства, занимаемого цельным компонентом в форме, приблизительно в два раза больше сравнимой формы для простого недозирующего закупоривающего средства. Таким образом, процесс литья под давлением для получения такого дозирующего закупоривающего средства обычно требует приблизительно в два раза больше затрат на формы для литья под давлением, прессы для литья под давлением и затрат на другие литейные ресурсы по сравнению с процессом литья под давлением простого недозирующего закупоривающего средства для такого же венчика контейнера. Таким образом, производитель получил бы существенную коммерческую выгоду от усовершенствованного способа, которым производитель мог бы изготовлять с очень высокой производительностью и с малыми отходами или без отходов шарнирные дозирующие закупоривающие средства с капитальными вложениями и производственными затратами, сравнимыми с затратами на производство недозирующих закупоривающих средств.
Способ литья под давлением давно используют для изготовления изделий из термопластической смолы, и этот способ со временем делали более эффективным посредством внедрения усовершенствованных электронных средств управления и гидравлических систем. Также можно было увеличивать производительность способа посредством внедрения увеличенных литейных конструкций с увеличенным количеством полостей (так называемых "ячеистых" конструкций). Кроме того, в настоящее время в промышленном использовании существуют формы с множеством литейных уровней (например, "пакетные формы"). Каждое из этих усовершенствований способствовало повышению производительности одного формовочного устройства, но не без ущерба с точки зрения размеров, веса и капиталовложений. Стоимость, размеры и вес более крупных устройств и форм возрастают непропорционально больше при увеличении размеров, количества полостей и сложности форм и устройств, тогда как количество производимых изделий возрастает обычно лишь в прямой пропорции относительно увеличения количества полостей формы. В этом отношении можно видеть, что увеличение размеров и веса более крупных устройств для литья под давлением может приближаться к практическому пределу производительной отдачи для требуемых финансовых и ресурсных вложений.
Много лет существует другой способ формования пластмассовых изделий, называемый "прессованием". На начальной стадии его использования прессование применяли для изготовления пластмассовых изделий из жестких термореактивных смол, таких как фенолформальдегид, мочевиноформальдегид. Позже способом прессования изготовляли полужесткие пластмассовые изделия из термопластических смол, таких как полиэтилен и полипропилен.
В случае изготовления пластмассовых изделий из термореактивной смолы способом прессования, неотвержденную смолу, обычно в форме гранул или порошка, загружают в полость нагретой пресс-формы сегмента полости пресс-формы и пресс-форму закрывают посредством прижимания сегмента литейного стержня к сегменту полости с большим усилием для создания высокого давления в полости. Полученная комбинация тепла и давления вызывает сначала плавление смолы с переходом в полутвердое состояние и заполнением объема пресс-формы между сегментом стержня и сегментом полости и последующее отверждение за счет химической реакции образования поперечных связей в смоле. По истечении времени, достаточного для отверждения, прессованное изделие извлекают из пресс-формы и дают ему остыть до температуры окружающей среды перед последующими манипуляциями или завершающей обработкой.
Пластмассовые изделия, выполненные посредством прессования из термореактивной смолы, обычно очень прочны и относительно тяжелы в связи с физическими характеристиками смолы. Вследствие ограниченной текучести смолы в ходе операции формования такие формованные изделия обычно также имеют ограниченные завершенные геометрические пропорции и могут представлять собой симметричные цилиндрические, сферические или прямоугольные цельные конфигурации. На практике невозможно добиться успешного протекания смолы в пресс-форму очень неправильной геометрической конфигурации.
В случае изготовления пластмассовых изделий из термопластической смолы обычным способом прессования, при помощи экструдера, дозировочного насоса и резака создают точно отмеренную цилиндрическую заготовку из нагретой расплавленной термопластической смолы, и цилиндрическая заготовка падает в охлажденную полость пресс-формы. Затем пресс-форму закрывают посредством прижимания сегмента литейного стержня к сегменту полости пресс-формы. При закрывании сегментов пресс-формы сжатая расплавленная смола быстро заполняет объем между стержнем и полостью. По истечении короткого периода охлаждения пресс-форму открывают и завершенное, готовое для использования формованное изделие извлекают из пресс-формы. Этот способ и изготовляемые с его помощью изделия хорошо известны в данной области техники и описаны в различных патентах, таких как патенты США №№4343754, 4664280, 4674643, 4497765, 5650113 и 5658518 и WO 01/34362 A1 (PCT/GB00/04175).
По сравнению с промышленной операцией литья под давлением, длительность цикла, необходимая между помещением расплавленной пластмассы в промышленное устройство для прессования и извлечением завершенного изделия, более короткая. Однако до сих пор, в значительной степени подобно их прессованным термореактивным аналогам, прессованные термопластические изделия, хотя и обеспечивающие более быстрое изготовление при меньших общих затратах по сравнению с их аналогами, выполненными посредством литья под давлением, были ограничены симметричными, главным образом цилиндрическими конфигурациями вследствие ограниченной текучести расплавленной термопластической смолы, когда сегменты формы движутся в закрытое положение для формования смолы с получением необходимой конфигурации изделия. Из-за таких ограничений геометрических форм и текучести до сих пор было невозможно экономично использовать в промышленном масштабе способ прессования для изготовления изделий необычных конфигураций, таких как шарнирные дозирующие закупоривающие средства.
Как практикуется в настоящее время в известных промышленных вариантах применения, прессование изделий из термопластической смолы основывается на физическом падении цилиндрической отмеренной заготовки или таблетки из расплавленной смолы в относительно случайное местоположение в выемке пресс-формы. В случае с шарнирным дозирующим закупоривающим средством, которое имеет корпус и крышку, имеющие неодинаковые физические веса и объемы и которые соединены тонким пленочным шарниром, авторы настоящего изобретения обнаружили, что недопустимо полагаться на случайное расположение симметричной цилиндрической заготовки или таблетки из смолы в полости пресс-формы. Когда пресс-форма закрыта и сжимает такую таблетку, невозможно надежно и последовательно обеспечивать протекание расплавленной смолы во все районы объема между литейным стержнем и полостью до того, как произойдет затвердевание.
Сущность изобретения
Предлагается усовершенствованная система контроля конфигурации и расположения заготовки из смолы в полости пресс-формы, которая теперь делает возможным промышленное производство изделий неправильной формы, в частности шарнирных дозирующих закупоривающих средств, способом прессования.
Вместо традиционного способа простого отрезания цилиндрической таблетки или заготовки из расплавленного пластмассового экструдата и обеспечения ее свободного падения в полость пресс-формы, экструдату придают заданный определенный нецилиндрический объемный профиль в форме заготовки или таблетки, имеющей определенную конфигурацию, предназначенную для помещения предпочтительного количества пластмассы в различные районы пресс-формы, например, такие как районы для получения корпуса, шарнира и крышки дозирующего закупоривающего средства. Точно отмеренный и имеющий уникальную конфигурацию экструдат, таблетку или заготовку, предпочтительно, срезают с торца нагнетательной трубы, захватывают устройством для захвата и установки и затем устанавливают точно в необходимое место пресс-формы. При закрывании пресс-формы для сжатия заготовки или таблетки заготовка или таблетка быстро растекается в форме расплавленной пластмассы и непосредственно заполняет весь объем полости между предварительно нагретым сегментом стержня формы и сегментом полости формы.
При использовании этого способа прессования для формования шарнирных дозирующих закупоривающих средств можно, при надлежащей разработке (1) конфигурации экструдата, (2) параметров срезания заготовки и (3) расположения заготовки на поверхности пресс-формы, точно и правильно распределять прессуемую смолу таким образом, чтобы полностью заполнять все районы для получения прессуемой детали с очень высокими скоростями, без отходов материала и по существу без создания напряжений или в условиях малых напряжений. Таким образом, этот способ обеспечивает получение преимущества, состоящего в изготовлении таких дозирующих закупоривающих средств с существенной общей экономией средств по сравнению с используемым в настоящее время способом литья под давлением.
Согласно одному аспекту изобретения получен способ изготовления закупоривающего средства, имеющего корпус, крышку и шарнир, соединяющий корпус и крышку. Способ содержит следующие операции:
(А) выполнение первой части пресс-формы, имеющей (1) первый поверхностный район, формирующий первую сторону корпуса, (2) второй поверхностный район, формирующий первую сторону шарнира, и (3) третий поверхностный район, формирующий первую сторону крышки,
(В) выполнение в положении, отнесенном от первой части пресс-формы, второй части пресс-формы, имеющей (1) первый поверхностный район, формирующий вторую сторону корпуса, (2) второй поверхностный район, формирующий вторую сторону шарнира, и (3) третий поверхностный район, формирующий вторую сторону крышки,
(С) создание из расплавленного термопластического материала заготовки (например, таблетки, массы), имеющей заданную конфигурацию,
(D) расположение заготовки с заданной ориентацией, чтобы, по меньшей мере, часть заготовки была расположена вплотную ко второму поверхностному району первой части пресс-формы,
(Е) уменьшение пространства между первой и второй частями пресс-формы для сжатия заготовки таким образом, чтобы термопластический материал растекался между частями пресс-формы, и
(F) после затвердевания термопластического материала и формирования закупоривающего средства увеличение пространства между частями пресс-формы и извлечение закупоривающего средства.
Согласно более общему аспекту изобретения получен способ изготовления изделия с цельной конструкцией, имеющей первую часть, вторую часть, которая меньше первой части, и третью часть, которая больше второй части. Способ содержит следующие операции:
(А) выполнение первой части пресс-формы, имеющей (1) первый поверхностный район, формирующий первую сторону первой части, (2) второй поверхностный район, формирующий первую сторону второй части, и (3) третий поверхностный район, формирующий первую сторону третьей части,
(В) выполнение в положении, отнесенном от первой части пресс-формы, второй части пресс-формы, имеющей (1) первый поверхностный район, формирующий вторую сторону первой части, (2) второй поверхностный район, формирующий вторую сторону второй части, и (3) третий поверхностный район, формирующий вторую сторону третьей части,
(С) создание из расплавленного термопластического материала заготовки, имеющей заданную конфигурацию,
(D) расположение заготовки с заданной ориентацией, чтобы, по меньшей мере, часть заготовки была расположена вплотную ко второму поверхностному району первой части пресс-формы,
(Е) уменьшение пространства между первой и второй частями пресс-формы для сжатия заготовки таким образом, чтобы термопластический материал растекался между частями пресс-формы, и
(F) после затвердевания термопластического материала и формирования закупоривающего средства увеличение пространства между частями пресс-формы и извлечение закупоривающего средства.
Согласно другому аспекту изобретения получено закупоривающее средство с унитарной конструкцией компонентов, включающее в себя корпус, крышку и шарнир, соединяющий корпус и крышку. Закупоривающее средство выполняют способом, содержащим следующие операции:
(А) выполнение первой части пресс-формы, имеющей (1) первый поверхностный район, формирующий первую сторону корпуса, (2) второй поверхностный район, формирующий первую сторону шарнира, и (3) третий поверхностный район, формирующий первую сторону крышки,
(В) выполнение в положении, отнесенном от первой части пресс-формы, второй части пресс-формы, имеющей (1) первый поверхностный район, формирующий вторую сторону корпуса, (2) второй поверхностный район, формирующий вторую сторону шарнира, и (3) третий поверхностный район, формирующий вторую сторону крышки,
(С) создание из расплавленного термопластического материала заготовки, имеющей заданную конфигурацию,
(D) расположение заготовки с заданной ориентацией, чтобы, по меньшей мере, часть заготовки была расположена вплотную ко второму поверхностному району первой части пресс-формы,
(Е) уменьшение пространства между первой и второй частями пресс-формы для сжатия заготовки таким образом, чтобы термопластический материал растекался между частями пресс-формы, и
(F) после затвердевания термопластического материала и формирования закупоривающего средства увеличение пространства между частями пресс-формы и извлечение закупоривающего средства.
Согласно более общему аспекту изобретения получено изделие унитарной конструкции с первой частью, второй частью, которая меньше первой части, и с третьей частью, которая больше второй части. Вторая часть проходит между первой и третьей частями и соединяет их. Изделие выполняют способом, содержащим следующие операции:
(А) выполнение первой части пресс-формы, имеющей (1) первый поверхностный район, формирующий первую сторону первой части, (2) второй поверхностный район, формирующий первую сторону второй части, и (3) третий поверхностный район, формирующий первую сторону третьей части,
(В) выполнение в положении, отнесенном от первой части пресс-формы, второй части пресс-формы, имеющей (1) первый поверхностный район, формирующий вторую сторону первой части, (2) второй поверхностный район, формирующий вторую сторону второй части, и (3) третий поверхностный район, формирующий вторую сторону третьей части,
(С) создание из расплавленного термопластического материала заготовки, имеющей заданную конфигурацию,
(D) расположение заготовки с заданной ориентацией, чтобы, по меньшей мере, часть заготовки была расположена вплотную ко второму поверхностному району первой части пресс-формы,
(Е) уменьшение пространства между первой и второй частями пресс-формы для сжатия заготовки таким образом, чтобы термопластический материал растекался между частями пресс-формы, и
(F) после затвердевания термопластического материала и формирования закупоривающего средства увеличение пространства между частями пресс-формы и извлечение изделия.
Согласно другому аспекту изобретения получена заготовка (например, таблетка) для прессования. Заготовка представляет собой массу термопластического материала, имеющего конфигурацию с, по меньшей мере, одним большим концом и с меньшим районом. В одной форме выполнения заготовки для получения закупоривающего средства заготовка имеет в целом яйцеобразную конфигурацию.
Заготовку можно охарактеризовать как изделие, полученное способом, содержащим следующие операции:
(А) выдавливание расплава термопластического материала через выпускное отверстие, имеющее конфигурацию в плане с, по меньшей мере, одним большим концом и меньшим районом (например, неправильной, несимметричной конфигурации, такой как в целом овальная в плане конфигурация) для формирования заданной массы выдавленного термопластического материала, выступающего за пределы отверстия,
(В) обеспечение набухания или выпучивания массы по периферии, и
(С) срезание массы с выпускного отверстия для формирования удлиненной заготовки (например, яйцеобразной заготовки).
Согласно изобретению заготовку можно изготовлять способом, содержащим по существу следующие операции:
(А) выдавливание расплава термопластического материала через выпускное отверстие, имеющее конфигурацию в плане с, по меньшей мере, одним большим концом и меньшим районом (например, неправильной, несимметричной конфигурации, такой как в целом овальная в плане конфигурация) для формирования заданной массы выдавленного термопластического материала, выступающего за пределы отверстия,
(В) обеспечение набухания или выпучивания массы по периферии, и
(С) срезание массы с выходного отверстия для формирования удлиненной заготовки (например, яйцеобразной заготовки).
Можно легко понять, что способом, соответствующим настоящему изобретению, можно также эффективно изготовлять дозирующие закупоривающие средства из термопластического материала или другие типы изделий, имеющие неправильные и/или асимметричные конфигурации.
Многие другие преимущества и признаки настоящего изобретения будут легко понятны при ознакомлении с нижеследующим подробным описанием изобретения, формулой изобретения и с прилагаемыми чертежами.
Краткое описание чертежей
На прилагаемых чертежах, которые формируют часть описания и на которых одинаковые номера обозначают одинаковые детали на всех чертежах,
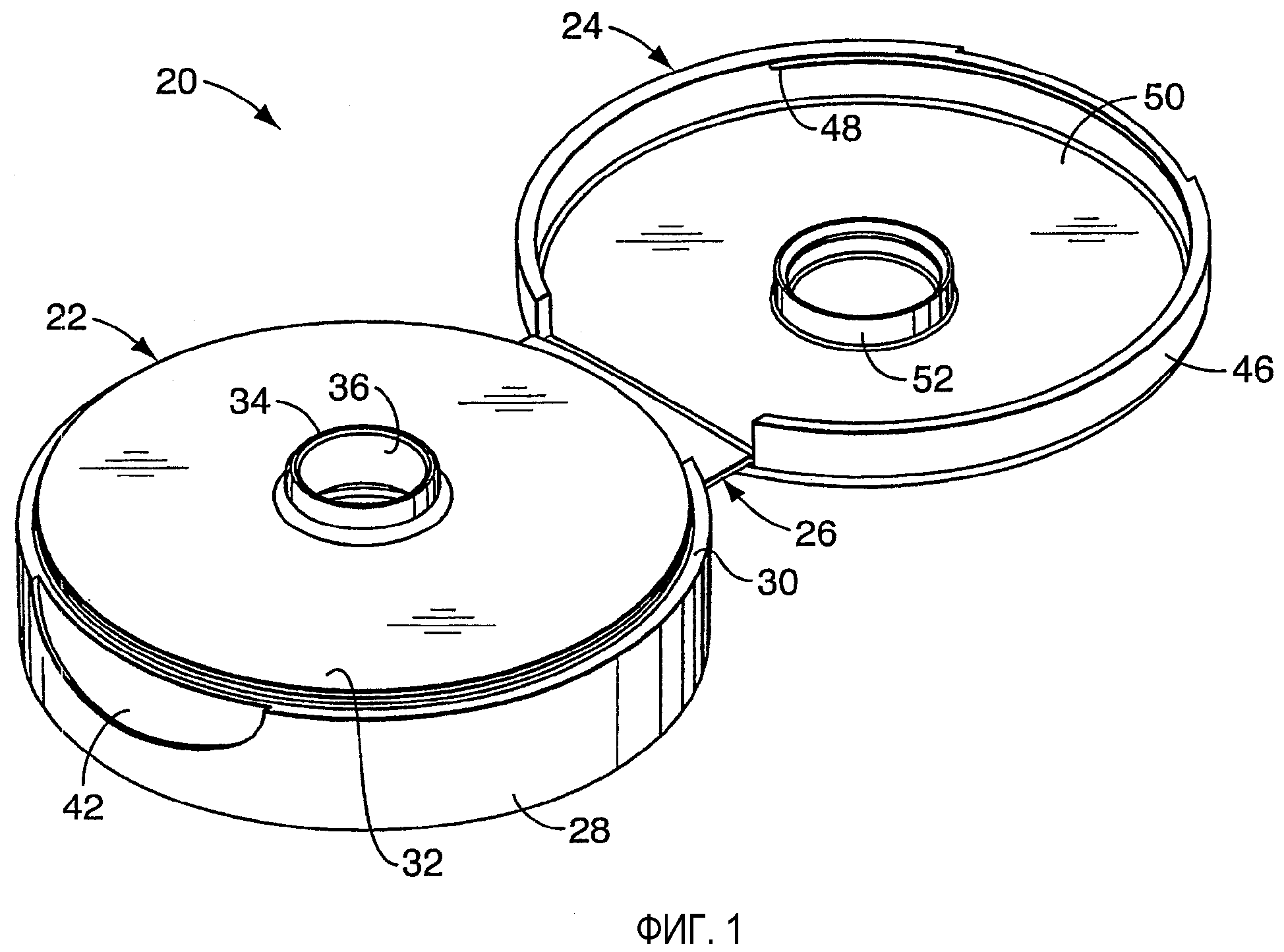
фиг.1 - перспективный вид варианта выполнения изделия, соответствующего настоящему изобретению, которое имеет форму дозирующего закупоривающего средства, отформованного согласно одному способу осуществления настоящего изобретения, причем на фиг.1 показано закупоривающее средство с открытой крышкой в только что отформованном состоянии перед закрыванием крышки и установкой закупоривающего средства на контейнер (не показан),
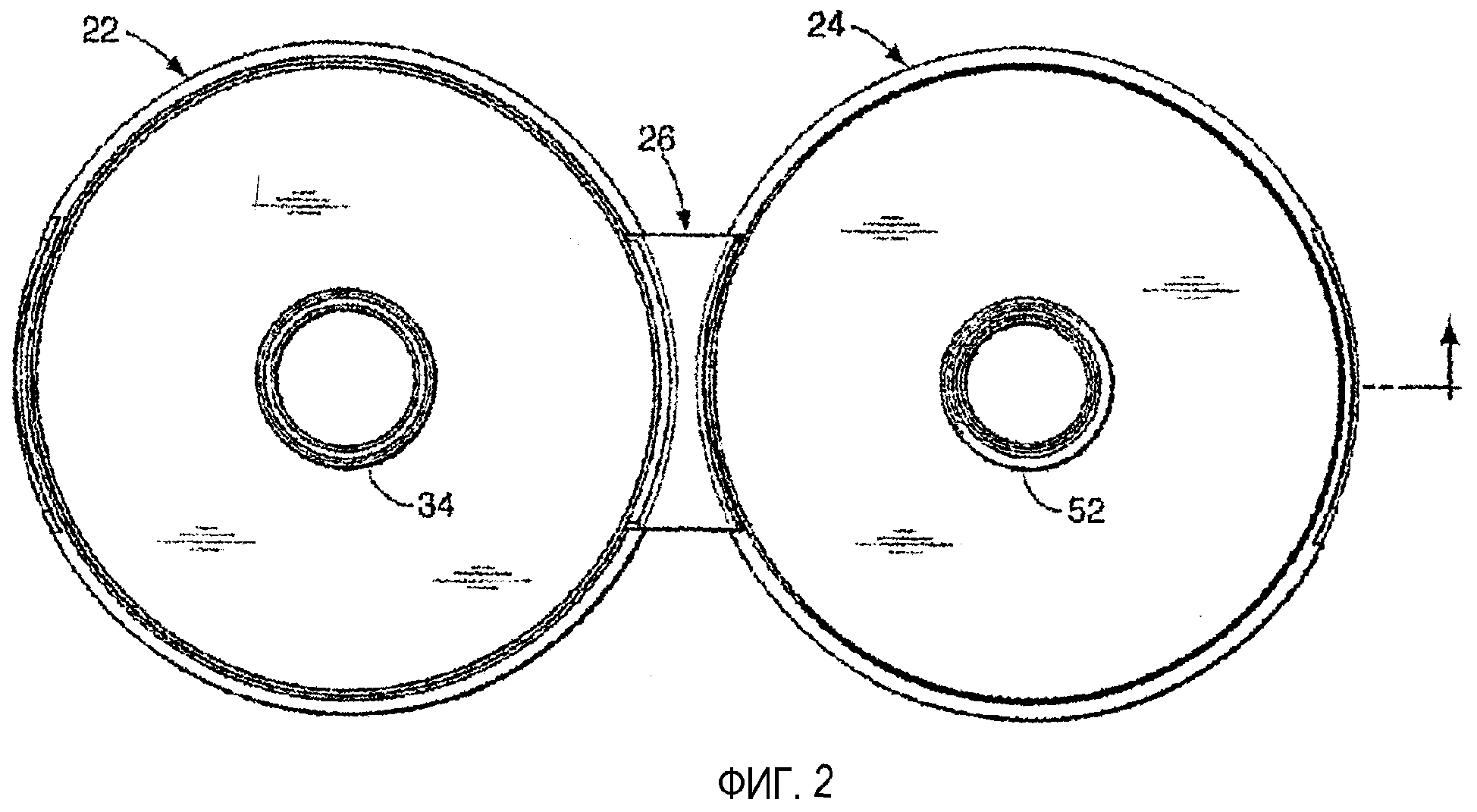
фиг.2 - вид сверху в плане закупоривающего средства,
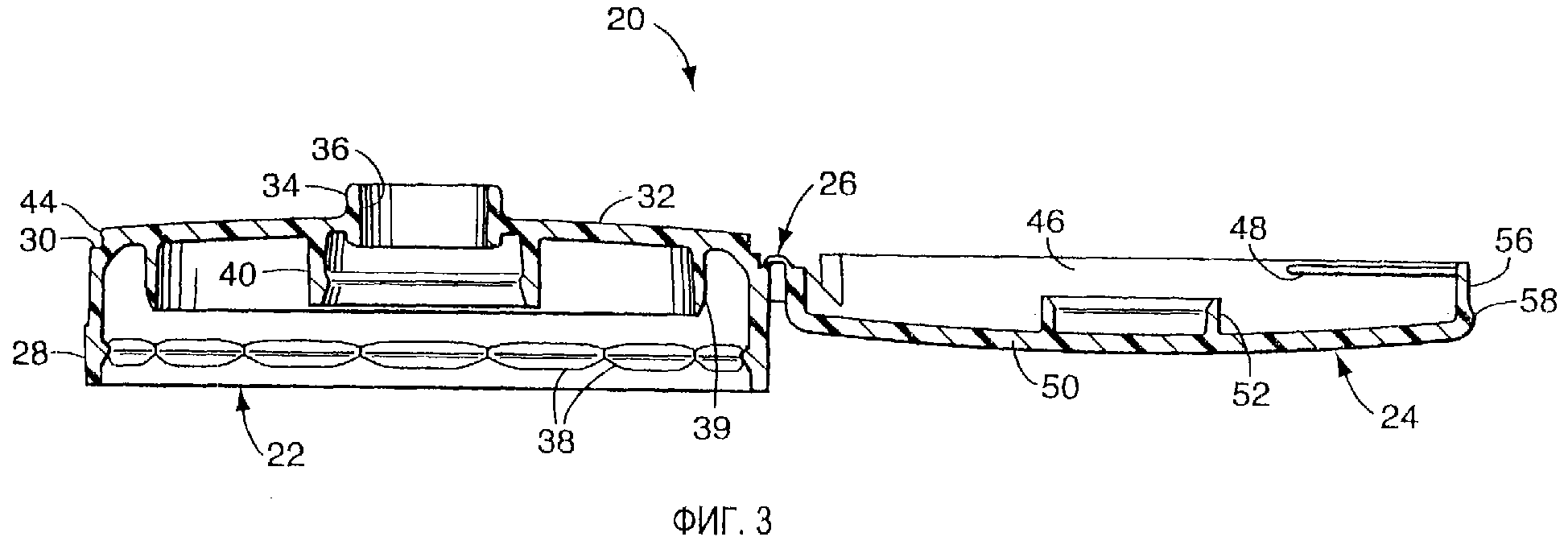
фиг.3 - вид сечения, выполненного в целом в плоскости 3-3 на фиг.2,
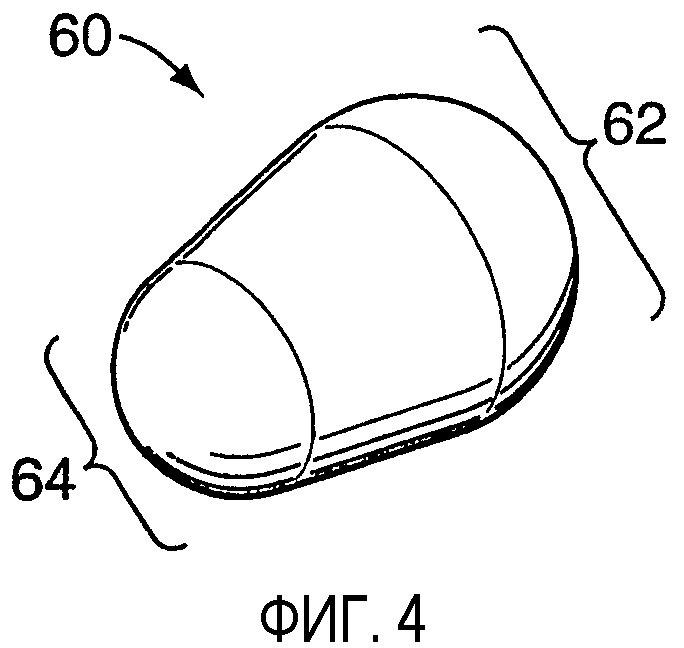
фиг.4 - перспективный вид таблетки или заготовки, сформированной из расплавленного термопластического материала для использования согласно одной форме способа, соответствующего настоящему изобретению, для прессования закупоривающего средства, показанного на фиг.1-3,
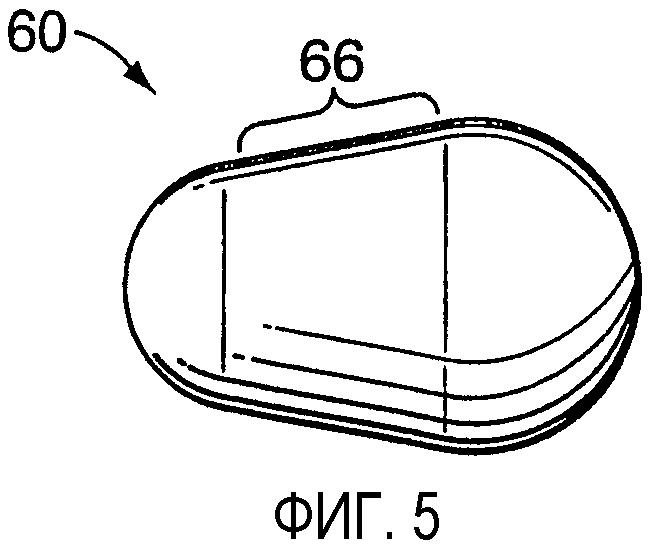
фиг.5 - вид сверху в плане заготовки, показанной на фиг.4,
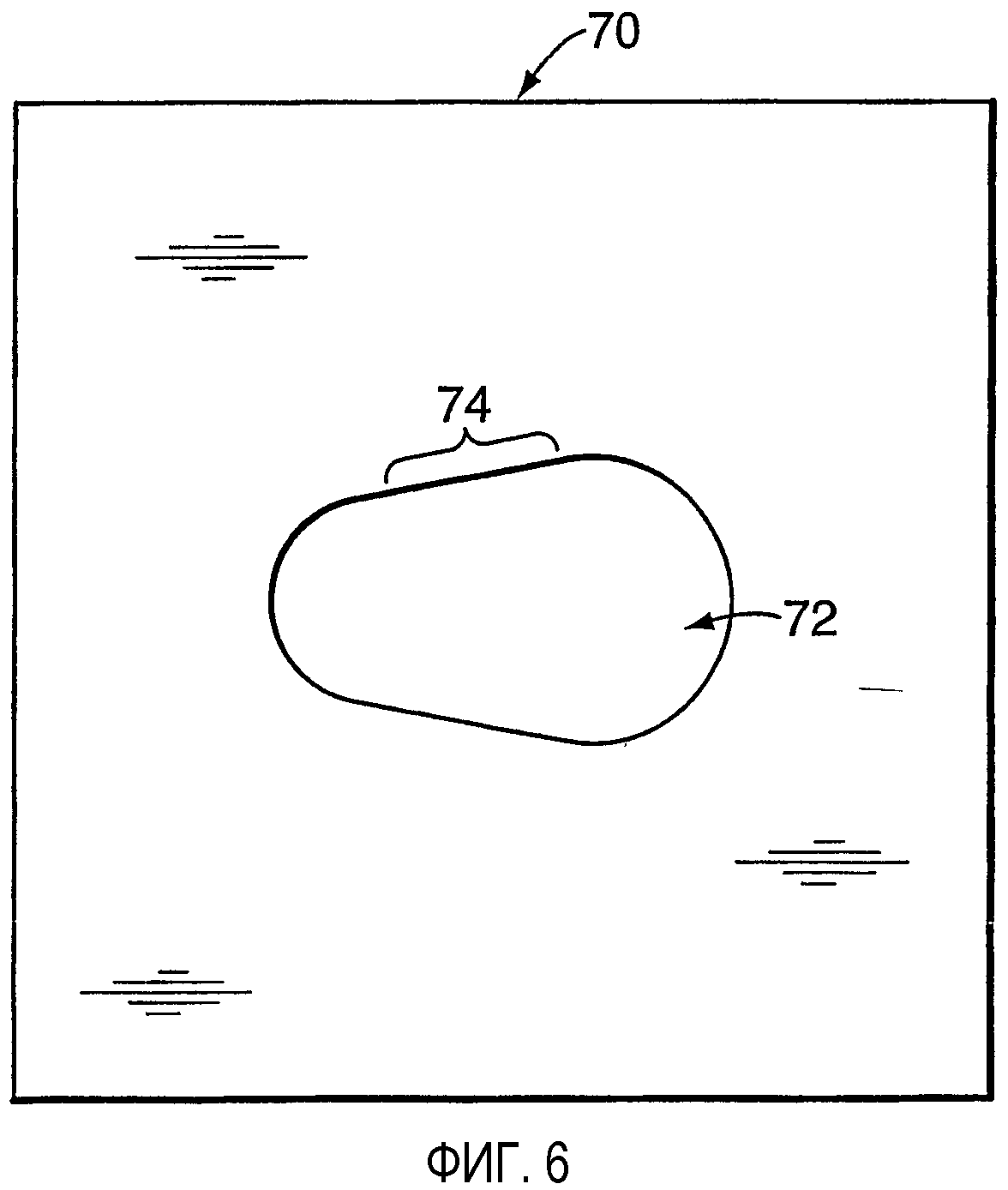
фиг.6 - вид в плане плиты с выходным отверстием на выходной стороне шестеренчатого насоса экструдера, причем указанное выходное отверстие используют для создания заготовки, показанной на фиг.4 и 5,
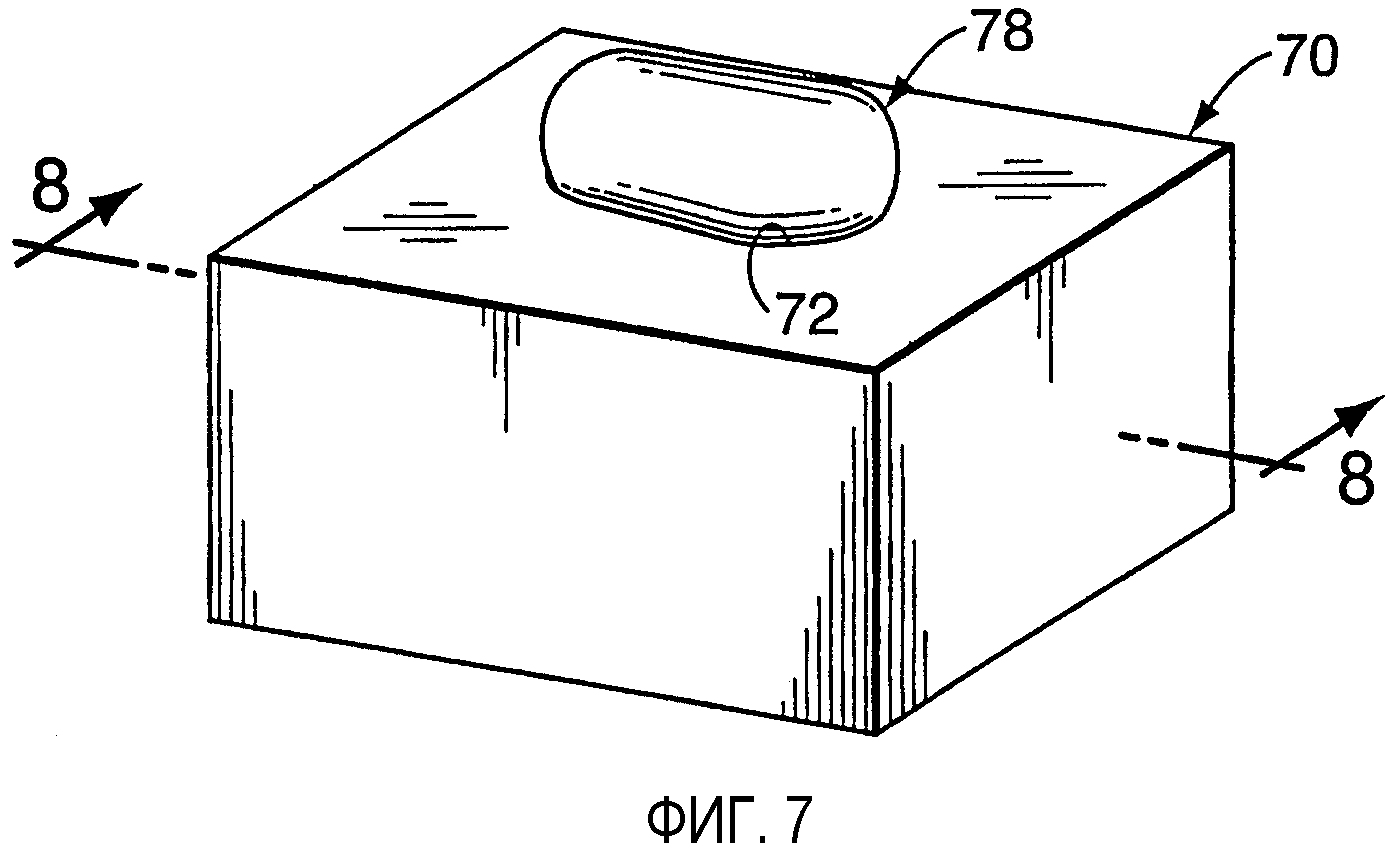
фиг.7 - упрощенный схематический перспективный вид заготовки, формируемой в ходе выдавливания термопластического материала из выходного отверстия плиты шестеренчатого насоса,
фиг.8 - упрощенный схематический вид сечения, выполненного в целом в плоскости 8-8 на фиг.7,
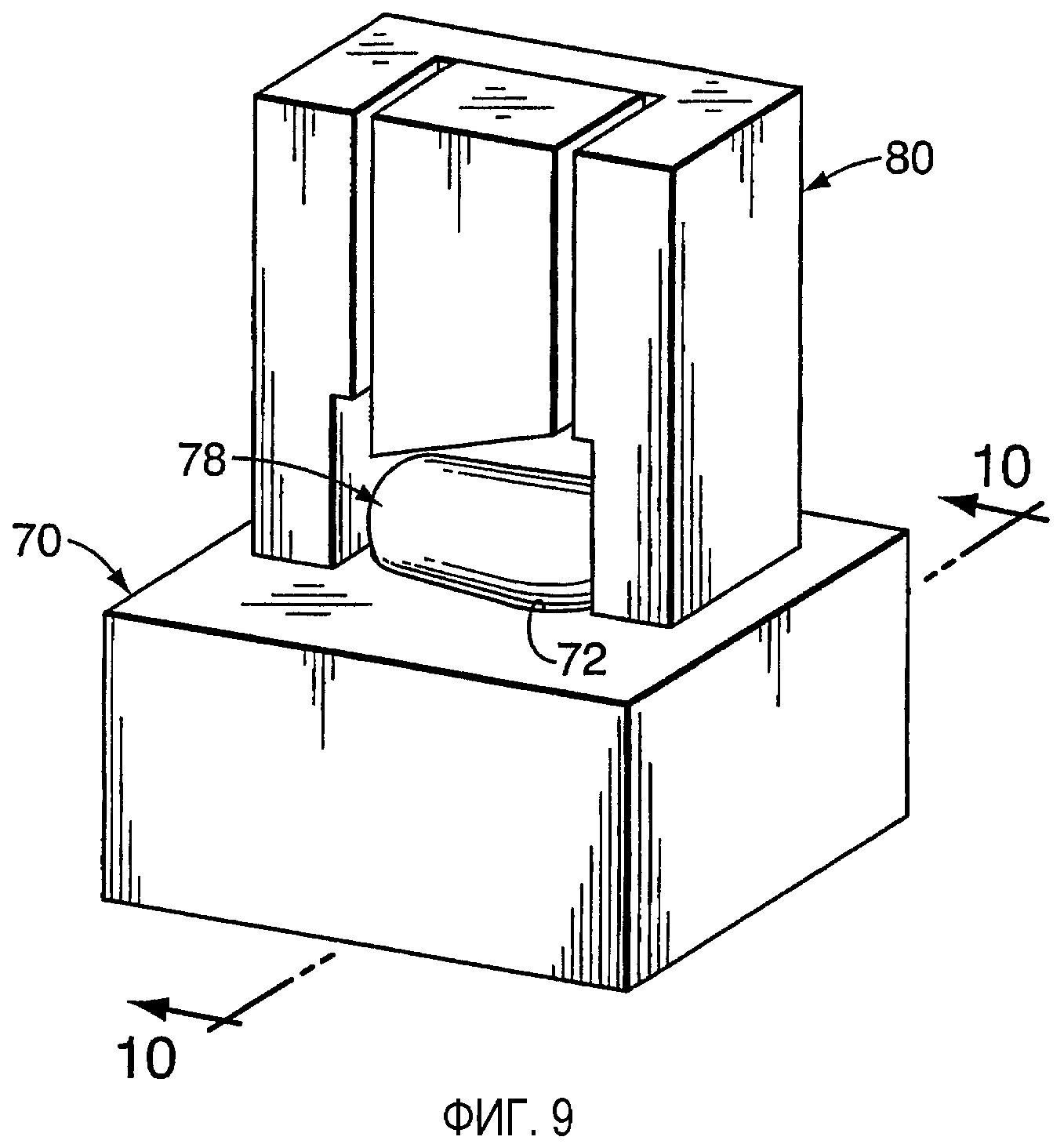
фиг.9 - упрощенный схематический перспективный вид, показывающий смещающее средство, начинающее смещение заготовки с выходного отверстия шестеренчатого насоса,
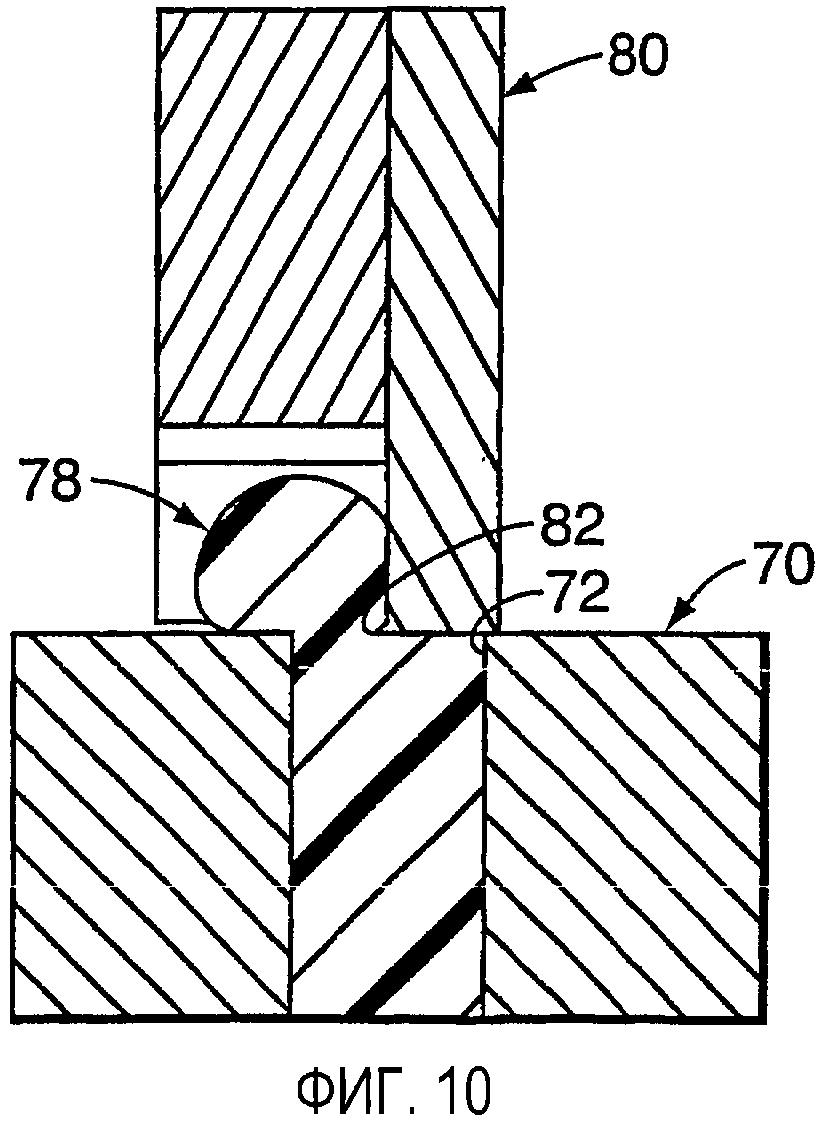
фиг.10 - упрощенный схематический вид сечения, выполненного в целом в плоскости 10-10 на фиг.9,
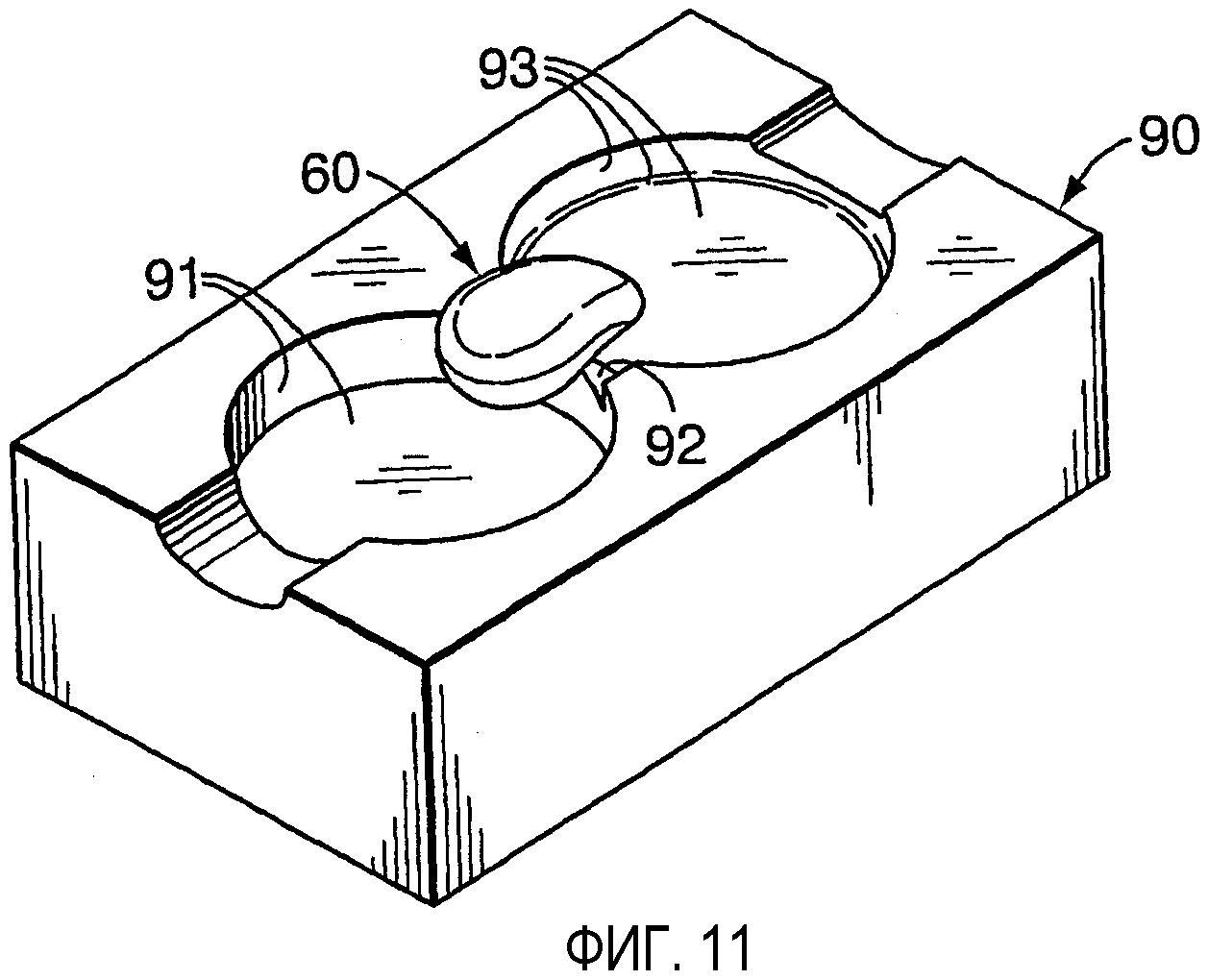
фиг.11 - упрощенный, частично схематический перспективный вид сверху первой (нижней) части пресс-формы, используемой в узле пресс-формы для прессования закупоривающего средства, показанного на фиг.1-3, причем на фиг.11 также показана заготовка, ориентированная и установленная относительно поверхностей первой части пресс-формы,
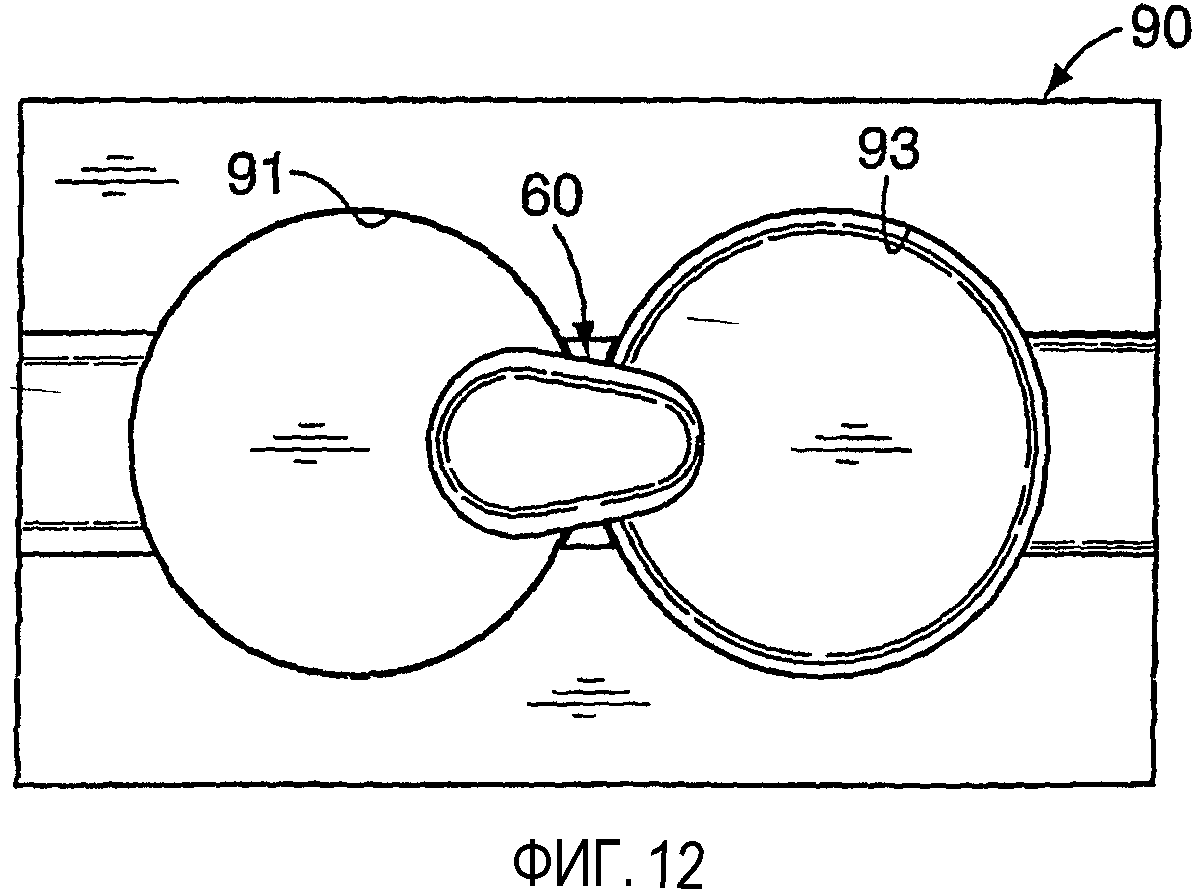
фиг.12 - вид сверху в плане пресс-формы, показанной на фиг.11,
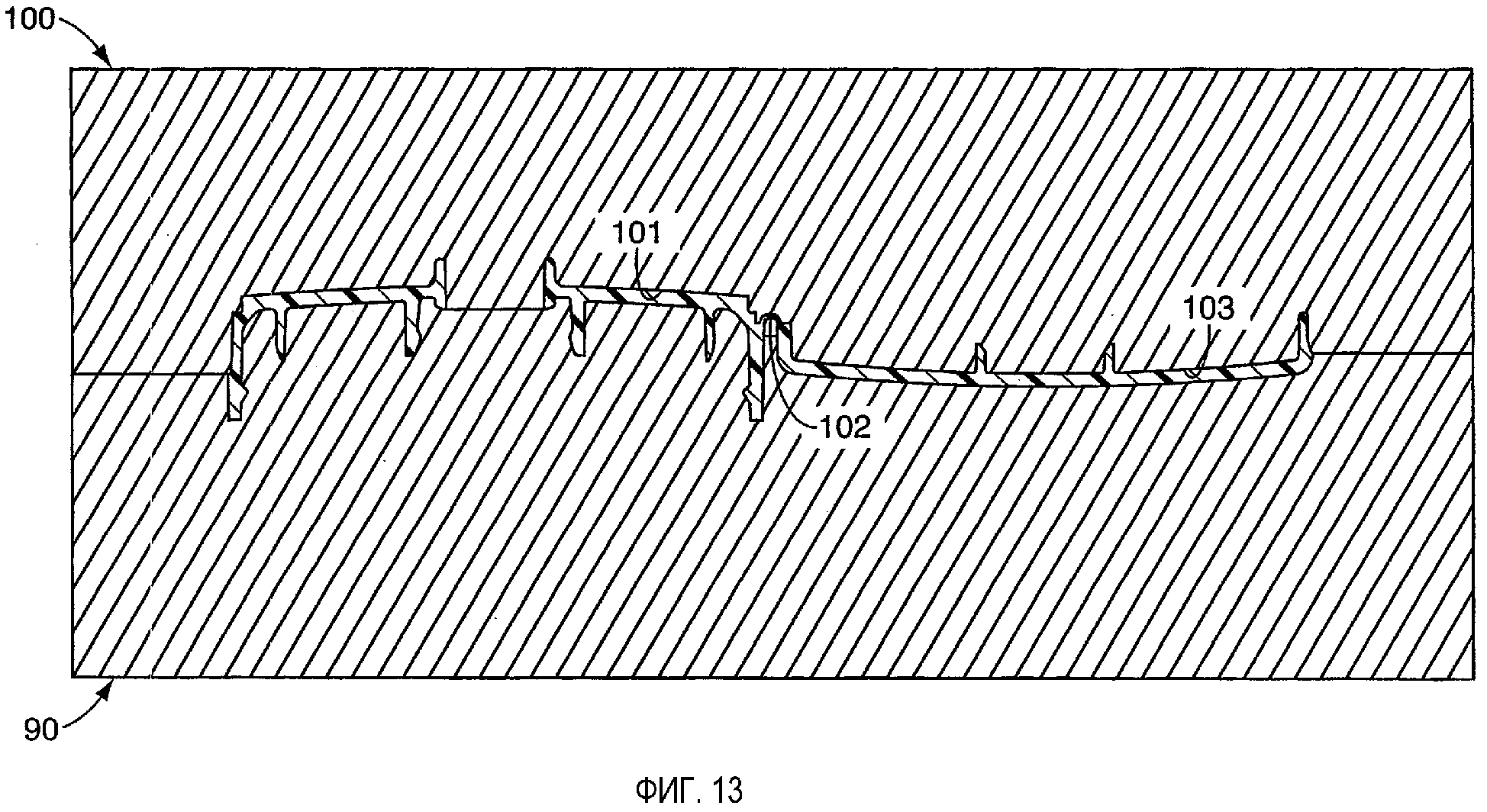
фиг.13 - упрощенный схематический вид сечения первой (нижней) части пресс-формы совместно со второй (верхней) частью пресс-формы в узле пресс-формы в закрытом положении, сжимающем заготовку таким образом, что термопластический материал заполняет пустое пространство между частями пресс-формы,
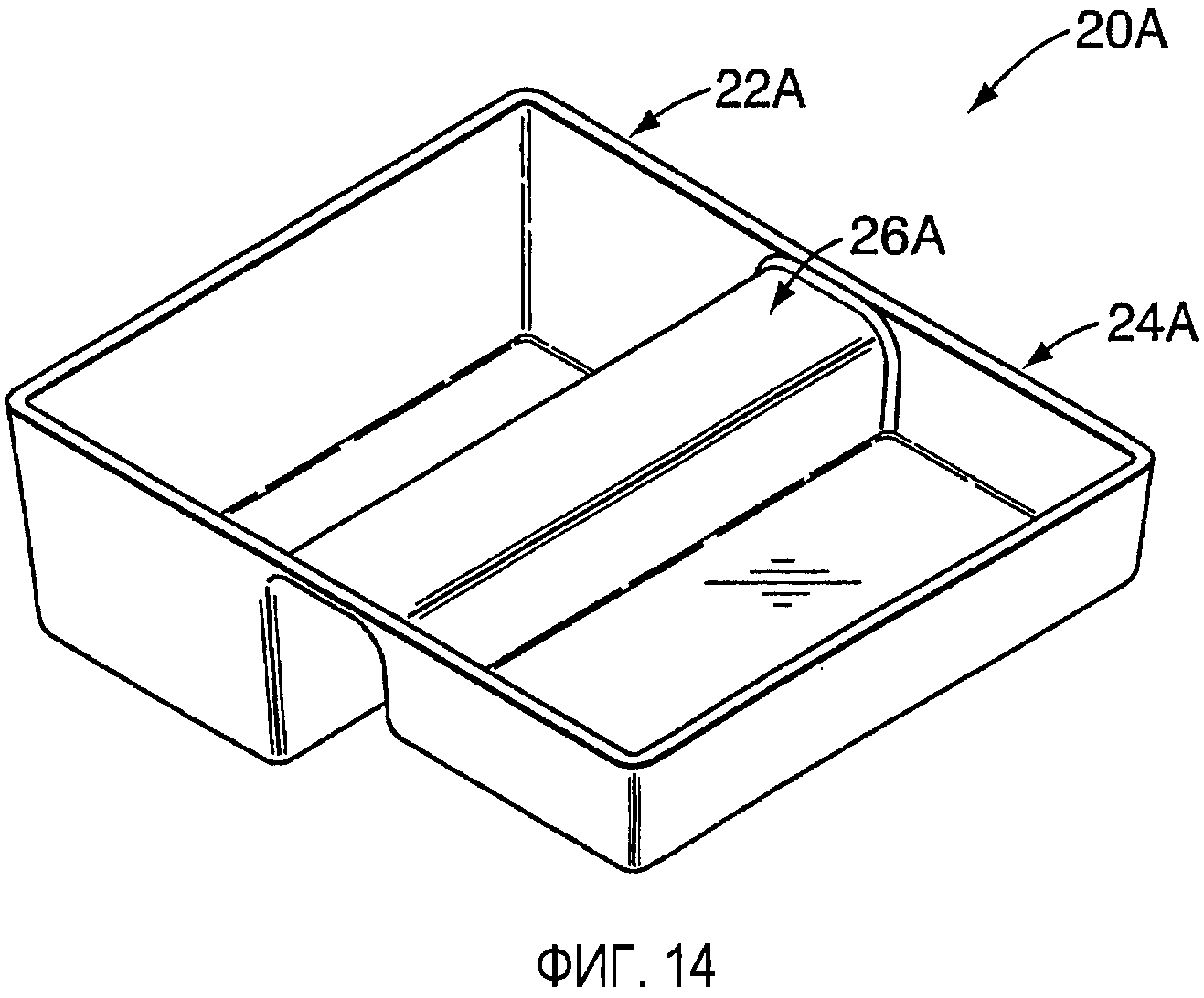
фиг.14 - упрощенный схематический перспективный вид другого варианта выполнения изделия, которое можно прессовать в соответствии с принципами настоящего изобретения, причем изделие является коробкой с корпусом и крышкой, соединенными тонким шарниром, проходящим между корпусом и крышкой,
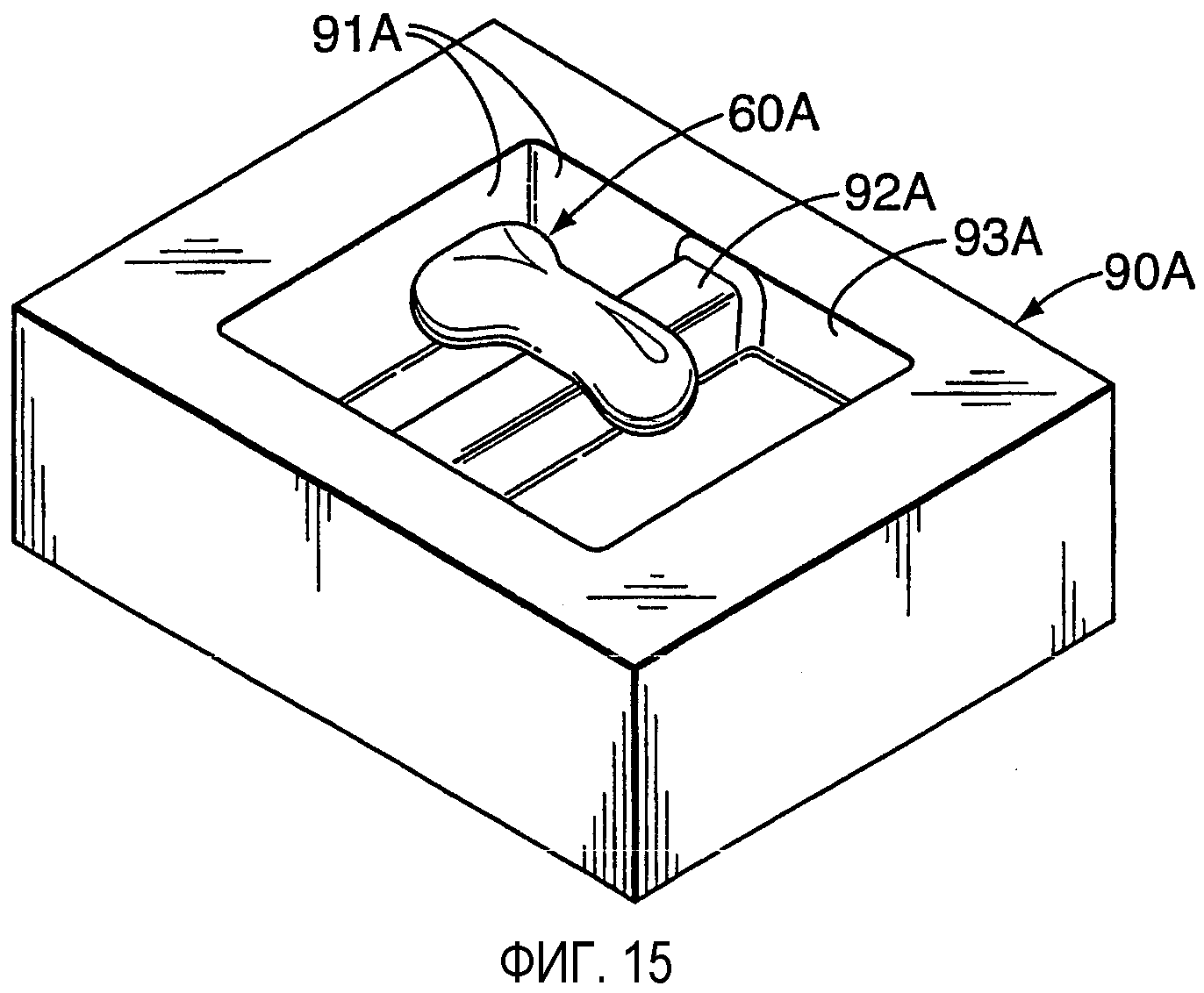
фиг.15 - упрощенный схематический перспективный вид первой (нижней) части пресс-формы, которую можно использовать в узле пресс-формы со второй (верхней) частью (не показана) пресс-формы для прессования изделия, показанного на фиг.14, причем на фиг.15 также показана таблетка или заготовка из термопластического материала, ориентированная и установленная относительно первой части пресс-формы,
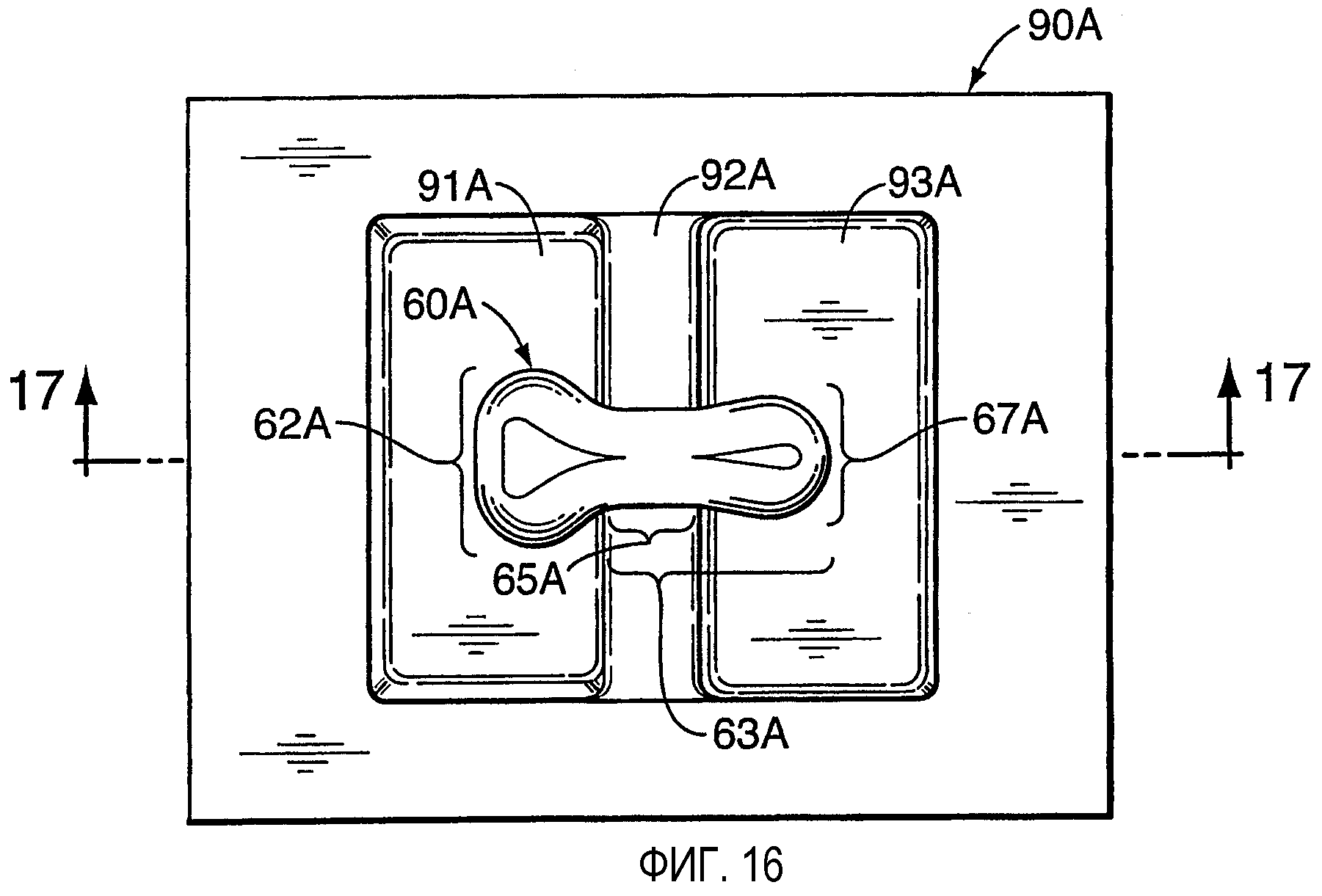
фиг.16 - вид в плане части пресс-формы и заготовки, показанных на фиг.15, и
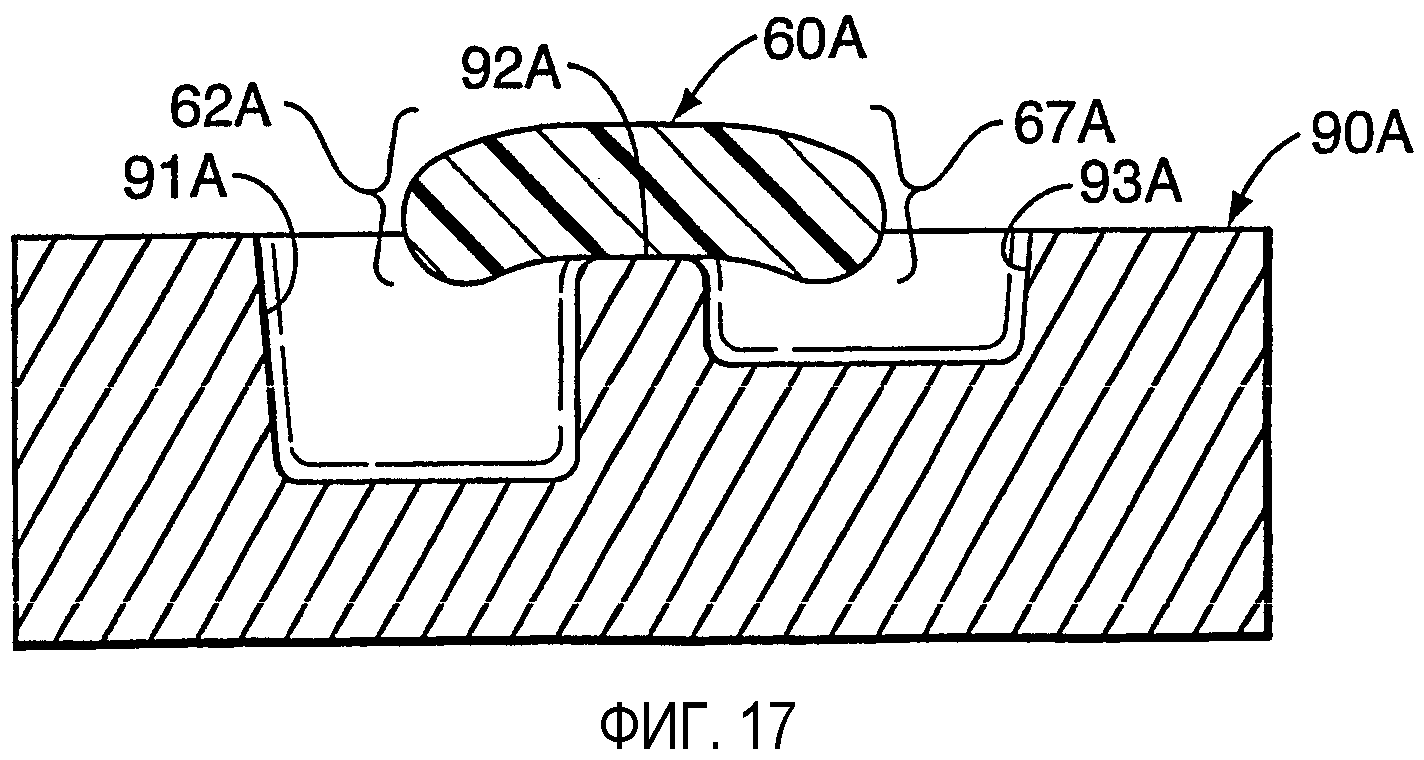
фиг.17 - вид сечения, выполненного в целом в плоскости 17-17 на фиг.16.
Подробное описание изобретения
Хотя настоящее изобретение допускает его осуществление во многих разных формах, это описание и сопутствующие чертежи раскрывают только некоторые характерные формы в качестве примеров осуществления изобретения. Однако изобретение не ограничивается описанными вариантами. Объем изобретения указан в прилагаемой формуле изобретения.
Для облегчения описания большинство фигур, иллюстрирующих аспекты способа и изделия, соответствующих настоящему изобретению, показывают изделия и компоненты в обычных ориентациях, и такие термины как "верхний", "нижний", "горизонтальный" использованы относительно этого положения. Однако будет понятно, что способ, соответствующий настоящему изобретению, можно осуществлять с другими ориентациями, и что изделия, соответствующие настоящему изобретению, можно изготовлять, хранить, транспортировать, использовать и продавать в ориентациях, отличных от описанных.
Один вариант изделия в соответствии с настоящим изобретением, имеющий форму дозирующего закупоривающего средства, отпрессованный способом, соответствующим настоящему изобретению, пригоден для использования с различными обычными или специальными контейнерами, имеющими различные конструкции, детали которых, хотя они не проиллюстрированы и не описаны, будут понятны специалистам в данной области техники, представляющим себе такие контейнеры.
Один вариант изделия в соответствии с настоящим изобретением, имеющий форму дозирующего закупоривающего средства, показан на фиг.1-3 и обозначен в целом ссылочным номером 20 на фиг.1. Дозирующее закупоривающее средство 20, которое далее иногда названо более просто "закупоривающее средство 20", в показанном варианте получают как отдельно изготовленный элемент или узел для установки на верхнюю часть контейнера (не показан на фиг.1).
В типичном случае, контейнер имеет обычное горлышко или отверстие, которое обеспечивает доступ к внутреннему пространству контейнера и к содержащемуся в нем продукту. Продуктом может быть, например, напиток, такой как вода, или другой съедобный продукт. Продуктом также может быть любой другой текучий материал, включая, но не ограничиваясь ими, газы, порошки, твердые частицы и жидкости (включая крема, лосьоны, суспензии, пасты). Такие материалы могут продаваться, например, как пищевые продукты, продукты личной гигиены и промышленные или бытовые продукты или другие составы (например, для внутреннего или наружного употребления для людей или животных или для использования в таких областях, как медицина, производство, коммерческий или домашний ремонт, строительство, сельское хозяйство).
Обычно контейнер может иметь горлышко или другую пригодную структуру, образующую горловину контейнера. Горлышко может иметь (но необязательно) круглую конфигурацию поперечного сечения, а корпус контейнера может иметь другую конфигурацию поперечного сечения, такую как, например, овальная конфигурация поперечного сечения. С другой стороны, контейнер может иметь по существу однообразную конфигурацию по всей его длине или высоте без какого-либо горлышка уменьшенного размера или другого сечения.
Обычно контейнер может быть сжимаемым контейнером, имеющим гибкие стенки или стенки, которые пользователь может захватывать и сжимать для повышения внутреннего давления в контейнере таким образом, чтобы выдавливать продукт из контейнера через закупоривающее средство 20, когда закупоривающее средство 20 открыто. Обычно такая стенка контейнера имеет достаточную собственную упругость, обеспечивающую возвращение стенки контейнера в ее нормальную ненапряженную конфигурацию при устранении сжимающих усилий. Такая конструкция предпочтительна во многих вариантах применения, но может не быть необходимой или предпочтительной в других вариантах применения. Более того, контейнер может быть по существу жестким. В таком жестком контейнере можно применять поршень для выдачи продукта, в частности относительно вязкого продукта. С другой стороны, давление внутри контейнера можно вообще не повышать. Вместо этого к продукту можно получать доступ при помощи ложки или соломки, проходящей через открытое закупоривающее средство, или упаковку можно переворачивать для выпуска продукта через открытое закупоривающее средство просто под действием силы тяжести и/или под действием меньшего давления окружающей среды снаружи от контейнера (например, при высасывании из открытого закупоривающего средства 20).
Как можно видеть на фиг.1, закупоривающее средство 20 включает в себя корпус 22, крышку 24 и шарнир 26, проходящий между корпусом 22 и крышкой 24 и соединяющий их. Закупоривающее средство 20 получают посредством прессования, как подробно описано далее, для создания унитарной структуры, которая в отпрессованном состоянии имеет крышку 24 в полностью открытой ориентации, как показано на фиг.1.
Корпус 22 закупоривающего средства имеет в целом полое, в целом цилиндрическое основание или юбку 28, кольцевой уступ 30, проходящий радиально внутрь от верхней части юбки 28, приподнятую площадку 32 и носик 34 уменьшенного диаметра, отступающий вверх от площадки 32 для образования дозирующего отверстия 36.
Как можно видеть на фиг.3, внутренняя поверхность юбки 28 снабжена внутренними выступами или защелкивающимися приливами 38. Юбка 28 приспособлена для приема верхнего конца горловины или горлышка контейнера (не показан). Приливы 38 юбки приспособлены для вхождения в зацепление с приливом или канавкой на горловине или горлышке контейнера.
В альтернативном варианте вместо приливов 38 юбка 28 закупоривающего средства может быть снабжена каким-либо другим средством соединения с контейнером, таким как канавка (не показана) или резьба (не показана) для вхождения в зацепление с сопрягаемым приливом (не показан) или резьбой (не показана), соответственно, на горлышке (не показано) контейнера. В другом альтернативном варианте (не показан) юбка 28 корпуса закупоривающего средства могла бы иметь другую конфигурацию, чтобы после ее прессования закупоривающее средство могло быть постоянно зафиксировано на контейнере при помощи индукционной плавки, ультразвуковой плавки, склеивания, в зависимости от материалов, используемых для выполнения контейнера и корпуса 22 закупоривающего средства.
Как показано на фиг.3, корпус 22 закупоривающего средства включает в себя кольцевое вставляемое уплотнение 39, отступающее вниз от площадки 32 корпуса закупоривающего средства. Вставляемое уплотнение 39 приспособлено для введения в отверстие горлышка контейнера и для формирования уплотнения относительно него при взаимодействии с внутренней поверхностью горлышка контейнера. Вместо этого можно использовать другие формы уплотнения.
Корпус 22 закупоривающего средства может также включать в себя кольцевую стенку 40 для вхождения в зацепление с держателем (не показан) для удерживания упругого щелевого клапана (не показан), примыкающего к дозирующему отверстию 36. Такие клапаны описаны в патенте США №5676289. Такой клапан и пригодный держатель для удерживания клапана внутри корпуса закупоривающего средства не являются частью настоящего изобретения. Такой клапан вообще может не использоваться с закупоривающим средством, и закупоривающее средство может просто иметь дозирующее отверстие 36 любого пригодного размера для конкретного варианта обеспечения дозирования, непосредственно сообщающееся с контейнером, на котором установлено закупоривающее средство 20.
Как показано на фиг.1, на передней стороне юбки 28 корпуса закупоривающего средства, предпочтительно, формируют выемку или район 42 для подъема большим пальцем руки, приспособленный для помещения большого пальца руки пользователя для отталкивания вверх и открывания крышки 24. Крышка 24 удерживается в закрытом положении (не показано) за счет вхождения в зацепление с выступом 44 (фиг.3), отступающим наружу от площадки 32 корпуса закупоривающего средства. Крышка 24 включает в себя буртик 46, имеющий выступающее внутрь ребро 48 (фиг.3) для вхождения в зацепление с выступом 44 корпуса закупоривающего средства, когда крышка 24 закрыта.
Крышка 24 включает в себя верхнюю стенку 50, проходящую поперек буртика 46, от которой отступает кольцевой уплотнительный выступ 52, показанный на фиг.3. Когда крышка 24 закрыта, кольцевой выступ 52 входит в уплотняющий контакт с периферией носика 34 корпуса закупоривающего средства.
Буртик 46 крышки корпуса закупоривающего средства также включает в себя подрезанный передний район 56, образующий прилегающий к нему выступ 58 наружу, который можно захватывать большим пальцем руки пользователя для отталкивания закрытой крышки 24 вверх от корпуса 22 закупоривающего средства в открытое положение.
Шарнир 26 закупоривающего средства, как показано на фиг.3, обычно является относительно тонкой частью материала, сформированной как единая часть крышки 20 в ходе процесса прессования. Обычно можно использовать множество конструкций шарниров. Одним шарниром, который имеет желательные рабочие характеристики, является защелкивающийся шарнир с двумя устойчивыми положениями, показанный на фиг.1-3 и подробно описанный в патенте США №5642824. Можно использовать другие типы шарнирных структур, такие как гибкий шарнир или ленточный шарнир.
Поскольку шарнир 26 обычно относительно тонок по сравнению с примыкающим корпусом 22 и примыкающей крышкой 24, формование закупоривающего средства из термопластических материалов может быть затруднительным. Как указано выше в разделе, озаглавленном "Известный уровень техники и технические проблемы, связанные с известным уровнем техники", трудности при формовании могут возникать вследствие ограниченной текучести термопластического материала в полости пресс-формы. Кроме того, при использовании способов формования известного уровня техники частям закупоривающего средства могут сообщаться нежелательные существенные напряжения. Однако согласно аспекту настоящего изобретения, относящемуся к способу, указанное выше закупоривающее средство 20, а также другие закупоривающие средства и изделия можно эффективно формовать усовершенствованным способом таким образом, чтобы по существу минимизировать, если не устранять, такие проблемы экономичным путем.
Закупоривающее средство 20 можно прессовать из заготовки, которую специально конфигурируют и располагают с определенной ориентацией внутри устройства для прессования или узла пресс-формы. На фиг.4 показана одна форма специально конфигурированной заготовки, обозначенной в целом ссылочным номером 60. Заготовка 60 в предпочтительной форме для формования конкретного закупоривающего средства 20, показанного на фиг.1-3, является массой термопластического материала, имеющей конфигурацию с, по меньшей мере, одним большим концом 62 и меньшим районом, таким как небольшой конец 64. Конкретная заготовка 60 имеет неправильную, несимметричную форму, которая в предпочтительном варианте, показанном на фиг.4, имеет в целом яйцевидную конфигурацию. Заготовку 60 можно формировать из термопластической смолы, такой как полиэтилен или полипропилен.
Как показано на фиг.5, заготовка 60, при виде сверху или в плане, имеет в целом удлиненный профиль, более конкретно имеет в целом овальный профиль, хотя центральный район 66 может иметь, в определенной степени, форму усеченного конуса.
В предпочтительной форме одного аспекта способа, соответствующего настоящему изобретению, заготовку 60 изготовляют из термопластического расплава, выдаваемого экструдером в дозировочный насос, который точно отмеряет количество расплава, выдаваемого через плиту 70 для выдавливания, показанную на фиг.6. Плита 70 для выдавливания имеет выходное отверстие 72, которое при виде в плане имеет в целом яйцевидную форму (то есть конфигурацию продольного сечения яйца) или в целом овальную форму, хотя и с промежуточной суживающейся частью 74 с по существу прямыми сторонами. На фиг.6 экструдер и дозировочный насос под плитой 70 с отверстием не видны.
Термины "в целом яйцевидная форма" и "в целом овальная форма", применяемые в отношении профиля заготовки 60 и профиля отверстия 72 и используемые в данной заявке на патент, предполагают неправильные, несимметричные конфигурации, которые могут также иметь районы в целом с прямыми частями, проходящими между закругленными частями.
На фиг.7 показан расплав или расплавленный термопластический материал внутри плиты 70 с отверстием, выдавливаемый наружу через выходное отверстие 72. Экструдат, выходящий через выходное отверстие 72, обозначен в целом ссылочным номером 78 на фиг.7. Как можно видеть на фиг.7 и 8, масса выдавливаемого материала 78 набухает или выпучивается по периферии за краем отверстия 72.
Как показано на фиг.9 и 10, масса выдавленного термопластического материала 78 срезается от оставшейся внутри отверстия 78 части материала срезающим средством для захвата и установки, которое включает нижнее режущее лезвие 82 (фиг.10), которое движется вдоль передней поверхности плиты 70 с отверстием.
Срезающее средство 80 для захвата и установки может иметь любую обычную или специальную конструкцию, детали которой не являются частью настоящего изобретения. Более того, выдавленный термопластический материал 78, выступающий за край отверстия 72, можно срезать с края отверстия 72 другими инструментами и даже вручную при помощи пригодного ножа или лезвия.
Срезающее средство 80 для захвата и установки может легко захватывать крайние части выдавленного термопластического материала и перемещать выдавленный термопластический материал от выпускной плиты 70 в заданное местоположение на части пресс-формы. Когда выдавленный материал 78 движется от плиты 70 с отверстием, нижняя часть выдавленного материала может выпучиваться по периферии вниз и формировать выступающий в целом вниз овал или яйцеобразную поверхность. Когда выдавленный термопластический материал 78 срезан и перемещен от плиты 70 с отверстием, его можно охарактеризовать как таблетку или заготовку, имеющую необходимую конфигурацию, в данном случае в целом яйцеобразную конфигурацию, показанную на фиг.4 и обозначенную ссылочным номером 60, как описано выше.
Заготовку 60 перемещают срезающим средством 80 для захвата и установки или другим средством (например, даже вручную) в заданное местоположение в контакте с частью пресс-формы и заготовку 60 располагают с заданной ориентацией относительно этой части пресс-формы. На фиг.11 показан упрощенный схематический вид первой части 90 пресс-формы. Первая часть 90 пресс-формы имеет первый поверхностный район 91, формирующий первую сторону корпуса 22 (фиг.1) закупоривающего средства. На фиг.11 первый поверхностный район 91 показан в сильно упрощенном виде, без иллюстрирования различных отдельных поверхностей, выступов, канавок и углублений, которые требуются для формирования первой стороны корпуса 22 закупоривающего средства.
Первая часть 90 пресс-формы также включает в себя второй поверхностный район 92, формирующий первую сторону шарнира 26 (фиг.1) закупоривающего средства.
Первая часть 90 пресс-формы также включает в себя третий поверхностный район 93, формирующий первую сторону крышки 24 (фиг.1) закупоривающего средства. Третий поверхностный район 93 первой части пресс-формы показан на фиг.11 в очень упрощенной форме и не демонстрирует всех поверхностей, углублений, канавок, отверстий, необходимых для формирования первой стороны крышки.
Узел пресс-формы включает в себя вторую часть 100 пресс-формы, которая показана на фиг.13 в закрытом положении и не показана на фиг.11. Вторую часть 100 пресс-формы первоначально отделяют от первой части 90 пресс-формы для обеспечения установки заготовки 60. Как показано на фиг.13, вторая часть 100 пресс-формы имеет первый поверхностный район 101, формирующий вторую сторону корпуса закупоривающего средства, второй поверхностный район 102, формирующий вторую сторону шарнира, и третий поверхностный район 103, формирующий вторую сторону крышки.
Когда первая часть 90 пресс-формы и вторая часть 100 пресс-формы первоначально отнесены друг от друга, можно установить заготовку 60 (как показано на фиг.11) с заданной ориентацией, чтобы, по меньшей мере, часть заготовки 60 располагалась, примыкая ко второму поверхностному району 92 первой части пресс-формы. В одном, в данном случае, предпочтительном варианте осуществления способа заготовку фактически можно поместить на второй поверхностный район, формирующий первую сторону шарнира 92, таким образом, чтобы больший конец примыкал или проходил в первый поверхностный район 91 первой части пресс-формы, формирующий корпус закупоривающего средства, и чтобы меньший конец заготовки 60 примыкал или проходил в (или над ним) третий поверхностный район 93, который формирует первую сторону крышки. Если первую часть 90 пресс-формы ориентируют так, что первый, второй и третий поверхностные районы первой части 90 пресс-формы обращены в целом вверх, в сторону, противоположную направлению действия силы притяжения земли, то заготовка 60 может немного обвисать на втором поверхностном районе 92, поскольку два конца заготовки будет тянуть вниз сила тяжести.
После того, как заготовка 60 установлена в заданном местоположении и с надлежащей ориентацией относительно первой части 90 пресс-формы, пространство между первой частью 90 пресс-формы и второй частью 100 пресс-формы уменьшают для сжатия заготовки таким образом, чтобы термопластический материал растекался между частями пресс-формы, как показано на фиг.13. Одна из частей или обе первая и вторая части пресс-формы могут двигаться в направлении друг друга. Такое движение первой и второй частей пресс-формы следует понимать как уменьшение расстояния между противоположными поверхностями двух частей пресс-формы до получения заданных зазоров, и такое движение можно осуществлять посредством перемещения только первой части пресс-формы или только второй части пресс-формы или, в альтернативном варианте, обеих частей пресс-формы.
Когда части пресс-формы закрыты и находятся в положении, показанном на фиг.13, между частями 90 и 100 пресс-формы существует заданная пространственная конфигурация или объем, образующий объем полости, соответствующий прессованному закупоривающему средству 20 (показанному на фиг.1 в отпрессованном состоянии). Расплавленная пластмасса заготовки 60 быстро растекается и непосредственно заполняет объем полости внутри пресс-формы. Благодаря ориентации и расположению заготовки 60 (как показано на фиг.11), расплавленный термопластический материал равномерно распределяется и быстро растекается, заполняя все районы закупоривающего средства без отходов материала и по существу без создания напряжений.
При ознакомлении с фиг.11 будет понятно, что большая масса района корпуса закупоривающего средства требует больше термопластического материала, и, таким образом, заготовку 60 ориентируют так, что больший конец заготовки выступает в район корпуса закупоривающего средства первой части 90 пресс-формы (и в соответствующий район второй части 100 пресс-формы, когда вторую часть 100 пресс-формы затем закрывают). И наоборот, как можно видеть на фиг.11, объем полости для крышки закупоривающего средства, формируемый поверхностным районом 93 пресс-формы, меньше. Для района для формирования крышки требуется меньше термопластического материала. Таким образом, заготовку 60 ориентируют так, что ее меньший конец примыкает к поверхностному району 93 первой части пресс-формы, формирующему крышку (и примыкает к поверхности второй части пресс-формы, формирующей крышку, когда вторую часть 100 пресс-формы затем закрывают).
Кроме того, при ознакомлении с фиг.13 будет понятно, что район для формирования шарнира между корпусом закупоривающего средства и крышкой закупоривающего средства в полости пресс-формы относительно тонкий или небольшой по сравнению с частями для формирования корпуса закупоривающего средства и для формирования крышки закупоривающего средства. Часть для формирования шарнира меньше части для формирования корпуса, и часть для формирования крышки больше части для формирования шарнира. Часть для формирования шарнира в полости пресс-формы, когда первая часть 90 пресс-формы и вторая часть 100 пресс-формы закрыты, представляет собой очень небольшой район для потока и имеет тенденцию ограничения потока термопластического материала. Согласно настоящему изобретению заготовку 60 располагают смежно с районом для формирования шарнира частей пресс-формы таким образом, что термопластический материал должен лишь немного растекаться в боковом направлении для заполнения относительно тонкого района для формирования шарнира в полости пресс-формы. Это обеспечивает то, что район для формирования шарнира будет быстро и целиком заполнен необходимым количеством термопластического материала.
Расположение заготовки 60 таким образом, что противоположные оконечные части заготовки располагают, примыкая к части полости для формирования корпуса и к части полости для формирования крышки, соответственно, обеспечивает то, что поток термопластического материала от оконечных частей заготовки проходит непосредственно по соответствующим частям для формирования корпуса и для формирования крышки в полости без необходимости прохождения потока термопластического материала из района полости для формирования корпуса через тонкий район полости для формирования шарнира в район полости для формирования крышки или наоборот.
После затвердевания термопластического материала и формирования закупоривающего средства пространство между частями пресс-формы увеличивают и прессованное закупоривающее средство извлекают.
Альтернативный вариант изделия, которое можно прессовать в соответствии с настоящим изобретением, показан на фиг.14-17 и обозначен в целом ссылочным номером 20А. Как можно видеть на фиг.14, изделие 20А является относительно простым контейнером, имеющим корпус 22А, крышку 24А и шарнир 26А, который проходит между корпусом 22А и крышкой 24А и соединяет их. По сравнению с корпусом 22А и крышкой 24А шарнир 26А относительно тонкий и содержит значительно меньше термопластического материала.
Как показано на фиг.15, первая часть 90А пресс-формы включает в себя первый поверхностный район 91А, формирующий первую сторону корпуса контейнера, второй поверхностный район 92А, формирующий первую сторону шарнира 26А, и третий поверхностный район 93А, формирующий первую сторону крышки 24А.
На фиг.15 также показана нижняя или первая часть 90А пресс-формы, предназначенная для взаимодействия с верхней или второй частью (не показана) пресс-формы для формирования контейнера 20А в отпрессованном открытом положении, показанном на фиг.14. На фиг.15 также показан термопластический материал в форме заготовки 60А, имеющей заданную конфигурацию и расположенной в заданном положении с заданной ориентацией относительно первой части 90А пресс-формы. В показанном предпочтительном варианте осуществления изобретения заготовку 60А помещают на второй поверхностный район 92А первой части 90А пресс-формы, который первоначально удерживает ее.
Предпочтительно заготовку 60В формируют аналогично описанному выше способу формирования заготовки 60. В частности, заготовку 60А из расплавленного термопластического материала выдавливают из экструдера и подают дозировочным насосом через отверстие, образованное в плите. Отверстие имеет форму в плане или конфигурацию, аналогичную форме при виде в плане заготовки 60А, показанной на фиг.16. Однако отверстие имеет несколько меньшие размеры, чем заготовка 60А, и заготовка 60А формируется посредством набухания или выпучивания термопластического материала на выходной стороне отверстия.
Заготовку 60А можно отрезать от выдавливаемого расплава в выпускной плоскости отверстия при помощи пригодного ножа вручную или при помощи надлежащего средства, такого как средство, описанное выше в отношении срезания заготовки 60 и показанное на фиг.9 и 10. Такое средство может иметь характеристики захвата и установки для удерживания и перемещения срезанной заготовки 60А в необходимое местоположение в контакте с частью пресс-формы и для установки заготовки 60А с заданной ориентацией относительно части пресс-формы. Срезание и установка заготовки 60А могут быть полностью ручным процессом или могут быть автоматизированы при помощи пригодных средств. Конкретный способ и/или средства, используемые для срезания и установки заготовки, не являются частью настоящего изобретения.
Как показано на виде в плане на фиг.16, заготовка 60А имеет один большой конец 62А и удлиненную часть 63А уменьшенной ширины. Удлиненная часть 63А уменьшенной ширины имеет более узкую часть 65А и немного увеличенную оконечную часть 67А. Большой конец 62А имеет в целом форму головки кости.
Заготовку 60А ориентируют таким образом, чтобы больший конец 62А в форме головки кости проходил в большую полость для выполнения корпуса частей пресс-формы. Более узкую часть 65А ориентируют так, чтобы она находилась над узким и тонким районом 92А для выполнения шарнира. На другом конце заготовки 60А оконечная часть 67А проходит над районом меньшего объема для выполнения крышки в части пресс-формы.
Как показано на фиг.17, когда первую часть 90А пресс-формы ориентируют горизонтально в качестве нижней или донной части пресс-формы и заготовку 60А располагают на втором поверхностном районе 92А первой части пресс-формы, заготовка 60А может в некоторой степени обвисать вниз таким образом, что концы 62А и 67А заготовки в определенной степени свисают в районы полости пресс-формы, образуемые нижней частью 90А пресс-формы.
После надлежащего расположения заготовки 60А в заданном местоположении и с заданной ориентацией относительно первой части 90А пресс-формы заготовку 60А сжимают между первой частью 90А пресс-формы и второй частью (не показана) пресс-формы. Вторая часть пресс-формы имеет первый поверхностный район, формирующий вторую сторону корпуса, второй поверхностный район, формирующий вторую сторону шарнира, и третий поверхностный район, формирующий вторую сторону крышки. Операцию сжатия заготовки можно осуществлять посредством перемещения двух частей пресс-формы в направлении друг друга для умещения расстояния между двумя частями пресс-формы. Способ может предусматривать поддержание неподвижного состояния нижней, первой части пресс-формы при перемещении только верхней, второй части пресс-формы в направлении неподвижной, первой части пресс-формы. В альтернативном варианте, способ может предусматривать поддержание неподвижного состояния верхней части пресс-формы при перемещении нижней, первой части пресс-формы в направлении неподвижной верхней части пресс-формы. Кроме того, каждую из нижней и верхней частей пресс-формы можно одновременно перемещать в направлении друг друга.
Благодаря конфигурации заготовки 60А и благодаря ориентации заготовки 60А относительно частей пресс-формы, больший конец 62А заготовки располагается в большей полости пресс-формы, которая частично образована первым поверхностным районом 91А пресс-формы. Таким образом, корпус изделия, который требует большей части объема термопластического материала, может быть отпрессован в основном из примыкающей большей массы термопластического материала в большом конце 62А заготовки.
Тонкий район 92А для выполнения шарнира не требует такого большого количества термопластического материала, и, таким образом, часть 65А (фиг.16) заготовки уменьшенной ширины располагают в районе для выполнения шарнира, образованном поверхностью 92А первой части пресс-формы. Поскольку уменьшенную часть 65А заготовки располагают прямо в районе для выполнения шарнира, термопластический материал не должен протекать слишком далеко для того, чтобы полностью занимать район полости пресс-формы, формирующий шарнир.
Крышку, которая требует больше термопластического материала, чем район для выполнения шарнира, но меньше термопластического материала, чем корпус, целиком заполняют в ходе прессования термопластическим материалом в основном из конца 67А заготовки, который примыкает к поверхностному району 93А пресс-формы для выполнения крышки. В ходе операции прессования лишь очень небольшое количество термопластического материала должно (или не должно совсем) протекать через район для выполнения шарнира либо из района для выполнения крышки в район для выполнения корпуса, либо из района для выполнения корпуса в район для выполнения крышки. Расплавленная пластмасса из разных частей сжатой заготовки 60А может быстро протекать непосредственно в окружающие районы полости пресс-формы таким образом, чтобы надлежащим образом распределять термопластический материал и целиком заполнять весь объем полости в районах пресс-формы без отходов материала и по существу без создания напряжений.
После затвердевания термопластического материала и формирования изделия 20А пространство между частями пресс-формы увеличивают и изделие извлекают.
Способ прессования изделия 20А, а также описанного выше закупоривающего средства 20 можно осуществлять с относительно высокими темпами с существенным общим снижением затрат по сравнению с используемыми в настоящее время способами литья под давлением.
Способ, соответствующий настоящему изобретению, легко приспосабливают для прессования изделий, включая термопластические дозирующие закупоривающие средства, которые имеют правильные или неправильные формы и которые имеют симметричные или асимметричные конфигурации.
Будет понятно, что формирование заготовки посредством выдавливания термопластического материала можно осуществлять с ориентациями, отличными от описанных выше относительно заготовок 60 и 60А. Например, заготовку можно формировать в горизонтальном направлении или по направлению вниз вместо направления в целом вверх (относительно силы тяжести, как показано на прилагаемых фигурах, иллюстрирующих формирование заготовок 60 и 60А).
Также будет понятно, что части пресс-формы необязательно должны быть ориентированы горизонтально для вертикального перемещения. Вместо этого, плоскость разделения частей пресс-формы может быть ориентирована под углом и даже вертикально при условии, что используют надлежащую систему для (1) установки заготовки в заданном местоположении и ориентации относительно частей пресс-формы и (2) сохранения этого положения пока части пресс-формы не будут закрыты.
Настоящее изобретение можно использовать для получения различных прессованных изделий общего типа, имеющих уменьшенный или тонкий район, соединяющий два больших района, когда поток термопластического материала должен быть контролируемым и приспособленным для эффективного и правильного заполнения всего пространства полости пресс-формы и таким образом, чтобы получать прессованное изделие по существу без создания напряжений.
При ознакомлении с приведенным выше подробным описанием изобретения и с его иллюстрациями будет легко понять, что в вариант осуществления изобретения можно внести многие изменения и модификации без отхода от сущности и объема новых замыслов или принципов настоящего изобретения.
Реферат
Предложена усовершенствованная система контроля конфигурации и расположения заготовки из смолы в полости пресс-формы, которая делает возможным промышленное производство изделий неправильной формы, в частности шарнирных дозирующих закупоривающих средств, способом прессования. Прессованное изделие получают способом прессования с использованием специально конфигурированной заготовки из термопластического материала, которую располагают в заданном местоположении с заданной ориентацией относительно поверхностей полости части пресс-формы. В предпочтительном варианте осуществления изобретения заготовка имеет в целом яйцеобразную форму, и ее располагают вплотную к поверхности пресс-формы, формирующей малый район полости пресс-формы между двумя большими районами пресс-формы. Изобретение можно использовать для получения различных прессованных изделий общего типа, при этом происходит правильное заполнение всего пространства полости пресс-формы, без создания напряжений. 6 н. и 7 з.п. ф-лы, 17 ил.
Комментарии