Формование контейнеров - RU2359827C2
Код документа: RU2359827C2
Чертежи














Описание
Настоящее изобретение относится к формованию контейнеров из полуфабрикатов, например из пластичного материала, такого как подушка, выполненная при помощи выдавливания, или диск или порция пластичного материала в пастообразном состоянии.
В данной области техники известны системы для термоформования контейнеров из плоской пленки в виде однослойного или многослойного пластикового блока.
В документе US 2854694 описан способ формования полых изделий или контейнеров из материалов в пластичном состоянии, таких как горячие термопластичные материалы или другие материалы в листовой форме.
Материал в листовой форме и в пластичном состоянии располагается поверх гнездовой формы, которая может быть полым цилиндром, и зажимается между формой и прижимным элементом. Материал затем выпрессовывается между плунжером и донной пластиной, и одновременно выпрессовывается между гнездовой формой и прижимным элементом таким образом, чтобы утолщать и увеличивать объем пластичного материала, окружающего плунжер, таким образом накапливая достаточно материала для образования боковых стенок подходящей толщины. Этот накопленный материал растягивается вниз для образования боковых стенок под действием движения вниз пуансона или плунжера и донного плунжера относительно полой формы.
В документе US 4159977 описан трубчатый пластиковый контейнер, имеющий молекулярно-ориентированный участок боковой стенки, который выполнен при помощи приведения окружного участка твердой заготовки в зацепление с участком плеча пресс-формы, ввода заготовки в полость пресс-формы, в то же время сжимая ее первым и вторым плунжерами, так что на вышеупомянутом этапе ввода скорость относительно низка, и давление относительно высокое, и затем скорость увеличивается с регулируемой степенью, и давление понижается, таким образом создавая полую формованную деталь, и затем расширения формованной детали для приведения участка ее боковой стенки в контакт с внутренней поверхностью полости.
В DE 1479583 описан способ, согласно которому полое изделие формируется из нагретой заготовки из синтетического пластичного материала, путем зажатия заготовки над горловиной разъемной пресс-формы, вытягивания заготовки при помощи взаимодействующих нагретых плунжеров, и в заключение расширения вытянутой заготовки в соответствии с пресс-формой. В ходе слаженного движения вытяжки плунжеров, верхний плунжер движется навстречу нижнему плунжеру для выжимания материала, находящегося между ними, из этого материала образованы нижние участки стенки законченного контейнера, и этот материал обладает высокой степенью молекулярной ориентации, приданной ему. Конечное разделение двух плунжеров формирует самую дальнюю стенку и толщину дна конечного изделия.
Кроме того, известны системы для формования контейнеров, которые предназначены для расширения, при помощи сжатого воздуха, в формовочной форме для заготовки контейнера, полученной путем ввода (литья).
Также известен документ JP - 2001000362600, публикация JP - 2003159743, который описывает систему для формования контейнера, содержащую последовательно:
- расположение полуфабриката в форме диска из пластичного материала около отверстия формовочной формы для формования контейнеров;
- расширение вышеуказанного полуфабриката в вышеуказанной формовочной форме при помощи пуансона, помещаемого в вышеуказанную форму через вышеуказанное отверстие.
До расположения около отверстия полуфабрикат формуется в подходящей формовочной форме для формования полуфабриката, где порция термопластичного пластикового материала помещается между штампом и пресс-формой, которые могут быть задвинуты и выдвинуты друг из друга для обеспечения порции желаемой формы.
Поэтому JP 2001000362600 имеет недостаток в использовании двух типов форм, то есть формы для формования полуфабриката и формы для формования контейнеров.
Более того, согласно JP 2001000362600 используют подвергание пластичного материала полному циклу нагрева и охлаждения для образования полуфабриката, и дополнительному циклу нагрева и охлаждения для образования контейнера.
В документе US 6264050 описана система формования, в которой, начиная с листового материала, образуются заготовки (предшествующие формы) контейнеров, которые затем отделяются от листового материала и расширяются в формовочном шаблоне при помощи сжатого воздуха для получения формованных контейнеров.
US 6264050 имеет недостаток, заключающийся в использовании различных устройств для формования заготовок и расширения последних для получения контейнеров.
Задачей настоящего изобретения является усовершенствование известных систем для получения контейнеров.
Еще одной задачей является обеспечение более компактных производственных систем для получения контейнеров раздувкой.
Еще одной задачей является улучшение условий формования полуфабриката, расположенного около отверстия формовочной формы для формования контейнеров.
Согласно первому объекту изобретения и второму объекту изобретения, обеспечивается способ и устройство в соответствии с пунктами 1-27.
Благодаря данным объектам изобретения, возможно формовать контейнеры из полуфабрикатов, расположенных в одной формовочной форме. Фактически, полуфабрикат, подлежащий формованию, помещается в отверстие формовочных средств и затем формуется для получения заготовки, и эта заготовка затем расширяется без необходимости в извлечении заготовки из формовочных средств, как это происходит в известных формовочных системах. Более того, возможно достичь лучшей управляемости формованием при помощи эффекта формования вышеуказанного полуфабриката и оборудования средств упора, которые воздействуют на полуфабрикат вместе со штампом с другой стороны последнего. Более того, получается чрезвычайно компактная формовочная система.
Более того, пластичный материал подвергается одному циклу нагрева, который включает в себя постепенный нагрев и несколько фаз охлаждения.
Более подробно, при помощи данного изобретения можно получить контейнеры из полуфабриката из пластичного материала, который может содержать элемент малой толщины, например диск, полученный вырезанием из пленки, или отлитое тело, или порцию пластичного материала в пастообразном состоянии.
Во всех вышеупомянутых случаях получение заготовки путем прессования из полуфабриката позволяет улучшить последующее получение контейнера путем формования с раздувом.
Предварительный этап получения заготовки, имеющей заданную геометрическую форму, например стенок, имеющих разную толщину в разных точках заготовок, фактически позволяет избежать различных фаз нагрева заготовки перед этапом расширения.
Преимущество, заключающееся в способности создания заготовки и последующего ее расширения, проявляется особенно ясно в случае элемента с тонкими стенками и порции пластичного материала в пастообразном состоянии, в том, что они не могут быть подвержены фазе расширения без предварительного соответствия заготовке.
В случае отлитого под давлением тела это относится к элементу, который структурно более похож на заготовку.
Тем не менее также в этом случае прессование заготовки из отлитого под давлением тела дает значительные преимущества.
Получение заготовки в две фазы (то есть литье под давлением и последующее прессование) фактически позволяет использовать пластичный материал, обладающий большой молекулярной массой, который является особо преимущественным для облегчения операций формования раздувкой и вытяжкой.
Любые дефекты в отлитом теле из-за, например, низкой вязкости, которая типична для пластичных материалов с большой молекулярной массой, могут быть впоследствии устранены на этапе прессования, тем самым позволяя получать контейнеры, лишенные дефектов.
В частности, возможно использовать формы для литья под давлением, оборудованные отверстием для ввода (питатель) достаточных размеров для способствования потоку пластичного материала.
Неравномерность, создаваемая в отлитом теле из-за ориентации отверстия для ввода, по существу устраняется на последующем этапе прессования.
Возможность использования пластичных материалов с большой молекулярной массой и получения заготовок, по существу лишенных дефектов и имеющих стенки с регулируемой толщиной, позволяет подвергать заготовку раздувке, с воздействием как по оси, так и радиально, в той же форме.
Изобретение может быть лучше понято и осуществлено со ссылкой на прилагаемые чертежи, на которых в виде неограничивающего примера изображены некоторые варианты изобретения, где:
фиг.1 изображает продольное сечение формовочного устройства, на начальном этапе, на котором полуфабрикат подается в форму;
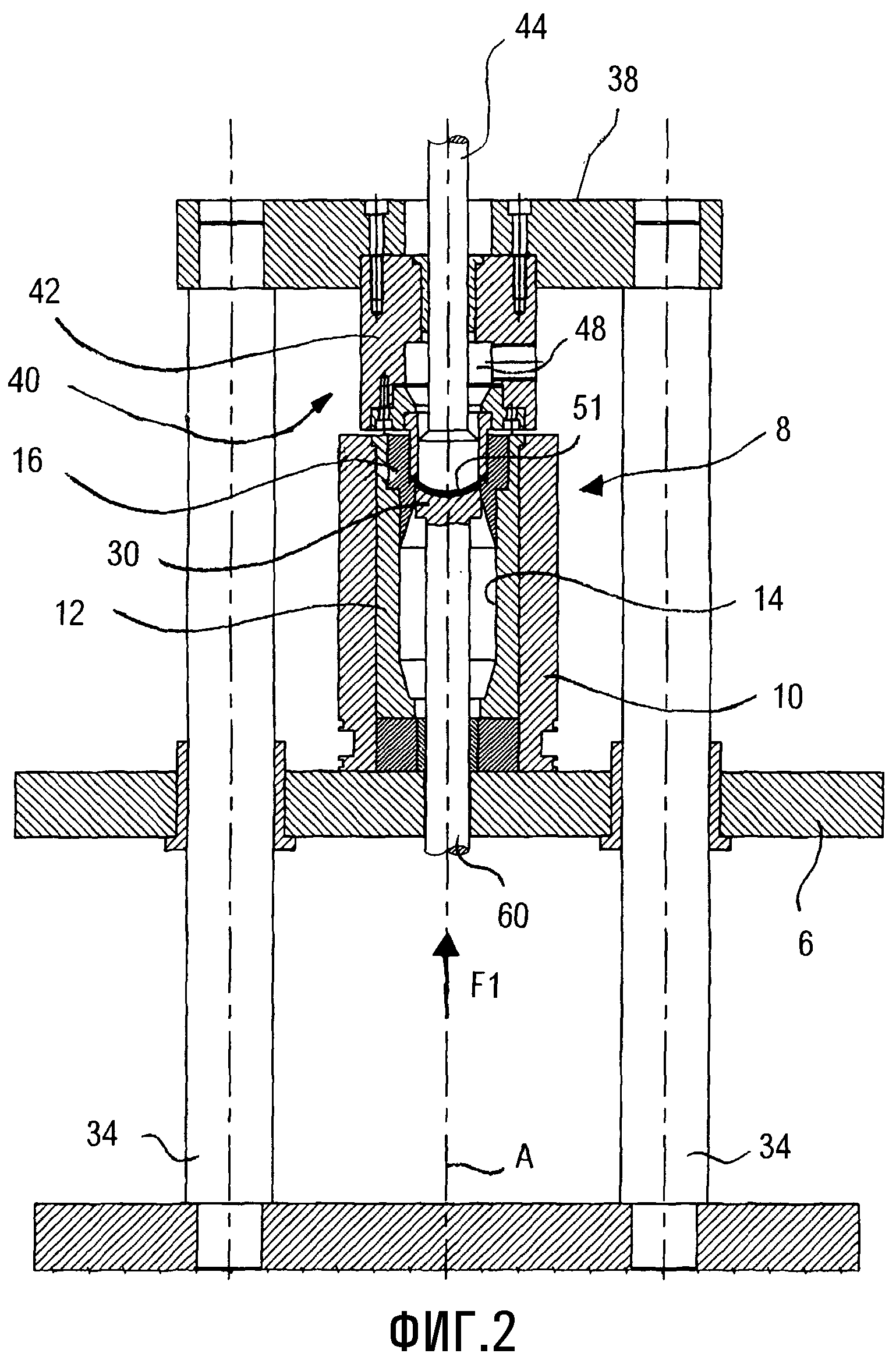
фиг.2 изображает сечение, подобное фиг.1, показывающее этап прессования полуфабриката для получения заготовки;
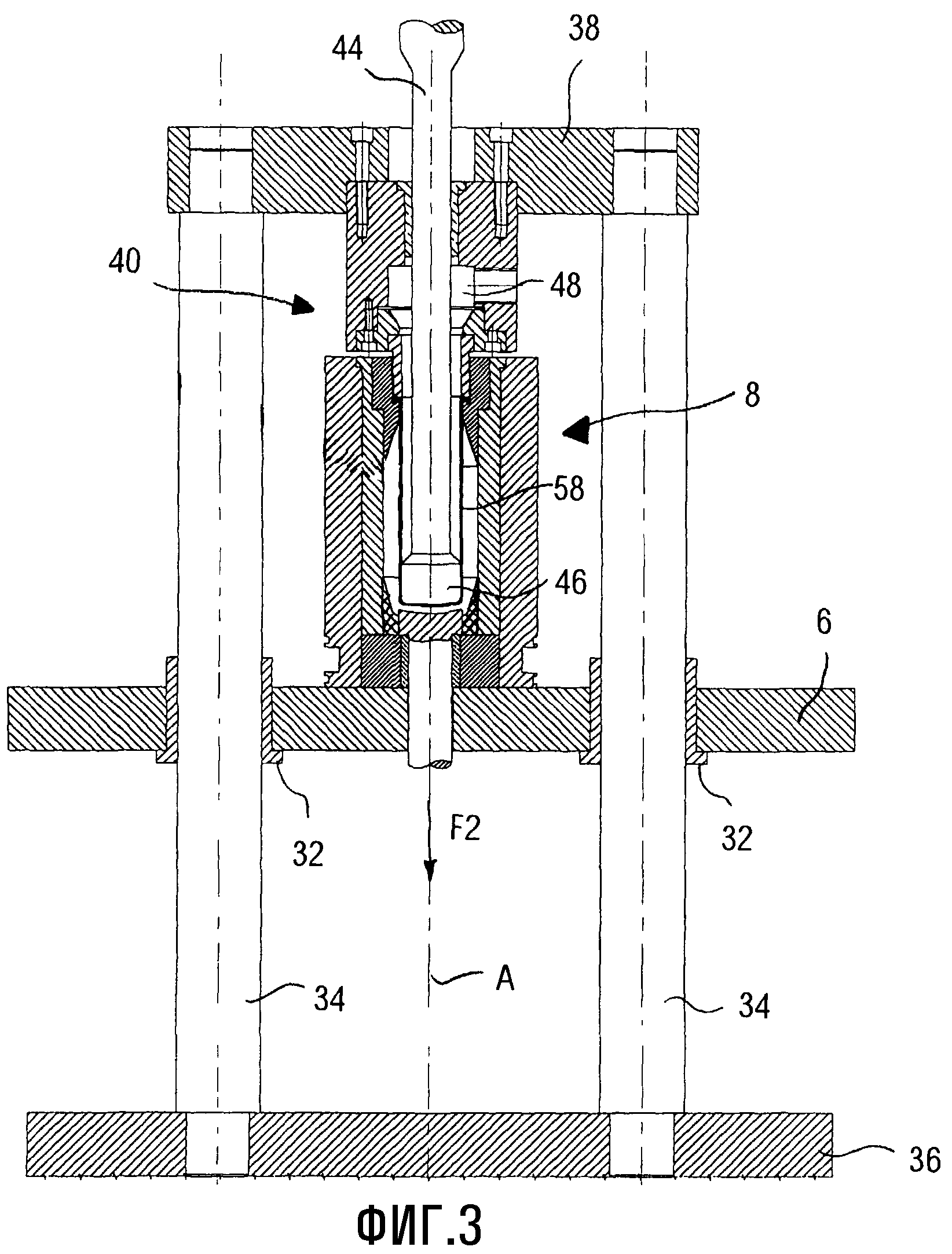
фиг.3 изображает сечение, подобное фиг.1, показывающее этап вытяжки предварительной формы контейнера;
фиг.4 изображает сечение, подобное фиг.1-3, показывающее этап раздувки для образования контейнера;
фиг.5 изображает сечение, подобное фиг.1-4, показывающее этап извлечения формованного контейнера;
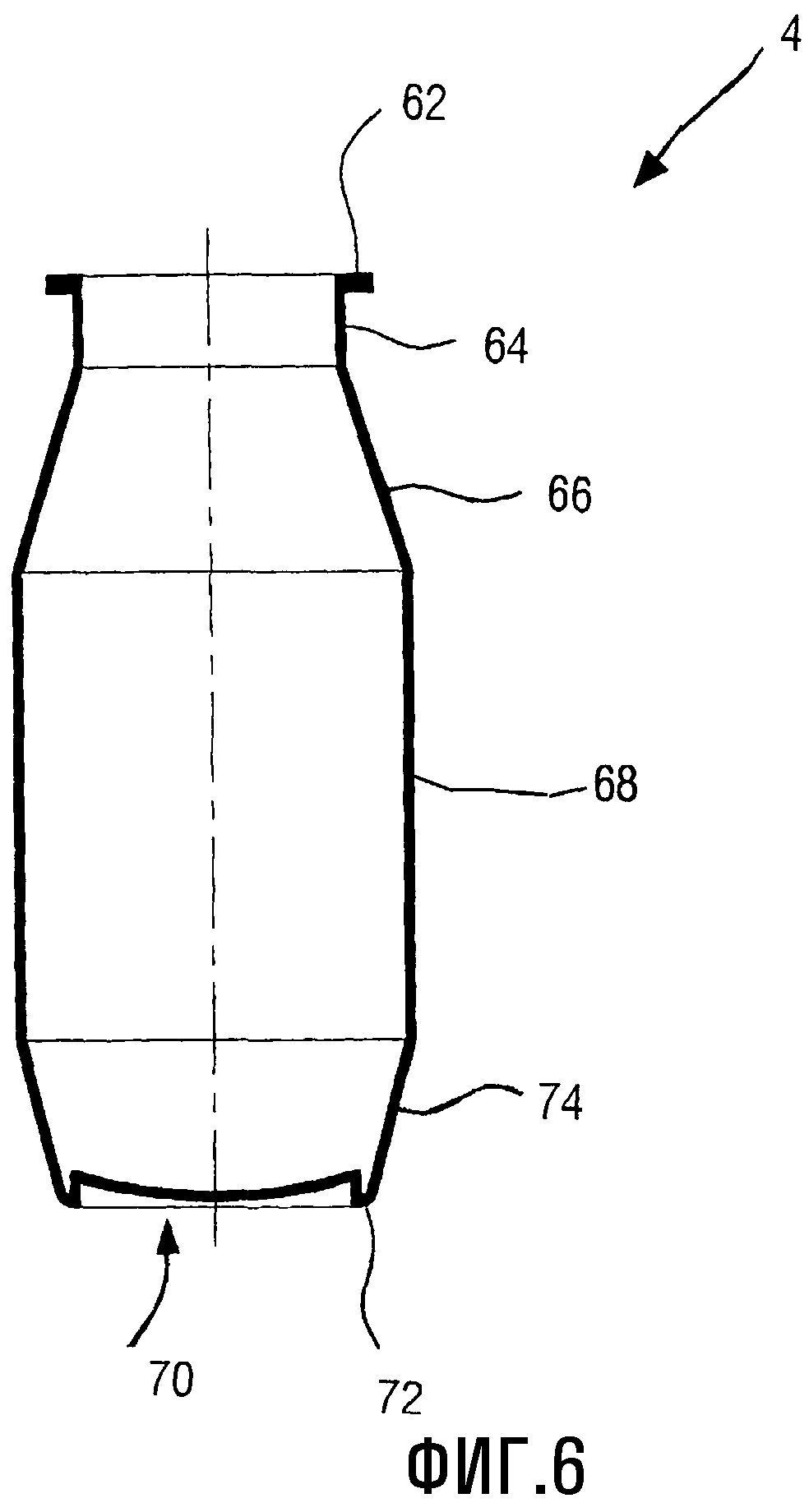
фиг.6 изображает осевое сечение контейнера;
фиг.7 изображает схему, которая показывает цикл нагрева, которому может быть подвержен пластичный материал в цикле формования в устройстве с фиг.1-5;
фиг.8 изображает схему, подобную фиг.7, но относящуюся к предшествующему уровню техники;
фиг.9 изображает сечение, подобное фиг.1, показывающее вариант, в котором в форму подан полуфабрикат, полученный при помощи формования литьем под давлением;
фиг.10 изображает сечение, подобное фиг.1, показывающее воплощение, в котором в форму подана порция пластичного материала в пастообразном состоянии;
фиг.11 изображает сечение, подобное фиг.10, показывающее воплощение, в котором порция пластичного материала введена в форму, содержащуюся во вращательной машине;
фиг.12 изображает сечение, подобное фиг.1, изображающее конфигурацию формы, подходящую для получения первого формата контейнера;
фиг.13 изображает сечение, подобное фиг.12, показывающее конфигурацию формы, подходящую для получения второго формата контейнера;
фиг.14 изображает продольное, фрагментарное и увеличенное сечение части основания формы с фиг.1, показывающее вариант части основания;
иг.15 изображает сечение, подобное фиг.14, показывающее корпус штампа, подразделенный на коаксиальные части;
фиг.16 изображает сечение, подобное фиг.15, показывающее корпус штампа в рабочем положении, которое отличается от показанного на фиг.15;
фиг.17 изображает схему, которая показывает еще один цикл нагрева, которому может быть подвержен пластичный материал в течение формовочного цикла в устройстве.
На фиг.1 показана форма 2 для формования контейнера 4 (смотри фиг.6), содержащая пластину основания 6, на которой закреплен внешний корпус 10 пресс-формы 8, который внутри оборудован полостью. Внутри корпуса 10 закреплена гильза 12, которая ограничивает промежуточную часть 14 полости 9 и несет на своих противоположных концах первый элемент 16 и второй элемент 18, которые соответственно ограничивают первую концевую зону 20 и вторую концевую зону 22 полости 9.
Первый элемент 16 имеет отверстие 24 и ограничивает гнездо 26, в которое может быть помещен полуфабрикат 50, из которого формируется контейнер 4.
Второй элемент 18 заключает внутри себя часть 30 основания с возможностью осевого скольжения, что будет более подробно описано далее.
Пластина основания 6 снабжена парой втулок 32, в которые скользящим образом помещаются соответствующие направляющие штанги, соответствующие концы которых соединены первой поперечной балкой 36 и второй поперечной балкой 38.
Вторая поперечная балка 38 и первая поперечная балка 36 располагаются с разных сторон пресс-формы 8, вторая поперечная балка 38 поддерживает штамп 40, повернутый по направлению к пресс-форме 8.
Штамп 40 и часть 30 основания способны перемещаться внутри пресс-формы 8 независимо друг от друга таким образом, чтобы установить первую конфигурацию, в которой штамп 40 и часть 30 основания взаимодействуют для образования формовочного блока для прессования полуфабриката 50 для получения заготовки 51, и вторую конфигурацию, в которой штамп 40 и часть 30 основания взаимодействуют для образования расширительного блока для расширения заготовки 51 для получения контейнера 4.
Более подробно, в первой конфигурации штамп 40 и часть 30 основания располагаются около отверстия 24.
В первой конфигурации часть 30 основания взаимодействует с пресс-формой 8 для образования камеры, внутрь которой может проникать штамп 40 для прессования пластичного материала к стенкам, ограничивающим вышеуказанную камеру.
После формования заготовки 51 часть 30 основания и штамп 40 отодвигаются от отверстия 24 для выполнения второй конфигурации, в которой часть 30 основания взаимодействует с пресс-формой 8 для образования дополнительной камеры, внутри которой штамп 40 расширяет заготовку 51 для получения контейнера 4.
Штамп 40 содержит корпус 42 штампа, внутри которого с возможностью скольжения вдоль оси расположен плунжер 44, проходящий сквозь отверстие 45 второй поперечной балки 38 и имеющий фасонную головку 46, повернутую по направлению к пресс-форме 8.
Головка 46 помещена в камеру 48, оборудованную в корпусе 42 штампа, в которую может быть введена рабочая жидкость, например воздух под регулируемым давлением, и из которой она может быть извлечена.
В положении на фиг.1 полуфабрикат 50 в форме диска расположен в гнезде 26 в отверстии 24.
Полуфабрикат 50 получается путем вырезания из однослойной или многослойной пленки.
Первая поперечная балка 36 поддерживается неподвижной, и пластина основания 6 способна скользить по паре штанг 34 в направлении, обозначенном стрелкой F, для перемещения от первой поперечной балки 36 вверх к штампу 40, как показано на фиг.2.
Таким образом, верхняя поверхность 52 пресс-формы 8 приближается к кольцевой передней поверхности 56 штампа 40 так, что осевой и центральный выступ 54 последнего проникает внутрь гнезда 26 и взаимодействует с поверхностью полуфабриката 50, будучи повернутым к ней.
Как только выступ 54 занимает вышеописанное положение взаимодействия, часть 30 основания приводится в движение при помощи привода 60 в направлении, обозначенном стрелкой F1, сквозь полость 9 к отверстию 24, таким образом, чтобы взаимодействовать с другой поверхностью полуфабриката 50, противоположной поверхности, которая контактирует с фасонной головкой 46.
В этом положении взаимодействия средства регулирования температуры (не показаны) воздействуют на полуфабрикат 50 таким образом, чтобы довести его до температуры горячего формования, при которой полуфабрикат 50 формуется под совместным воздействием фасонной головки 46 и части 30 основания.
Альтернативно полуфабрикат 50 может быть расположен в гнезде 26, после того как он уже находится при температуре, при которой происходит прессование.
Затем, со ссылкой на фиг.3, в то время как пластина основания 6 удерживается в положении, описанном на фиг.2, часть 30 основания возвращается при помощи привода 60 в ее начальное положение в направлении F2, противоположном направлению F1.
Более того, плунжер 44 перемещает фасонную головку 46 к части 30 основания, останавливаясь до того, как она достигнет ее. Таким образом, полуфабрикат 50 имеет окружную часть, натянутую между выступом 54 и гнездом 26, и центральную часть, которая протягивается фасонной головкой 46 для образования предварительной формы 58 контейнера.
Как показано на фиг.4, сжатый воздух вводится в камеру 48, заполняет предварительную форму 58 контейнера и расширяет предварительную форму 58 до тех пор, пока она не достигнет стенок, которые ограничивают полость 9.
Это становится возможным за счет того, что плунжер 44 имеет поперечный размер, меньший, чем размер фасонной головки 46, и поэтому, когда фасонная головка 46 находится снаружи камеры 48, воздух, который вводится в камеру 48, может выходить со стороны головки 46.
На фиг.5 показано, как необходимо открыть пресс-форму 8 с целью извлечения формованного контейнера 4 путем отделения корпуса и гильзы, и вставок, которые ее составляют.
Как показано на фиг.6, контейнер 4 имеет фланец 62, радиально выступающий от горловины 64, которая отходит от сходящейся части стенки 66, которая присоединена к центральной части стенки 68.
Основание 70 имеет окружную опорную грань 72, которая сходится с расходящейся стенкой 74, присоединенной к центральной части 68.
На фиг.7 изображены уровни температур в цикле формования контейнера 4 в устройстве 1 согласно фиг.1-5.
В течение первого этапа полуфабрикат 50 нагревается до температуры Т1, предпочтительно совпадающей с температурой пластификации пластичного материала, то есть с температурой, при которой осуществляют прессование заготовки. После заданного периода времени, в течение которого полуфабрикат 50 поддерживается при температуре Т1, полуфабрикат охлаждается до температуры Т2, преимущественно совпадающей с температурой формования, то есть температурой, при которой осуществляется формование с раздувом и вытяжкой контейнера.
При температуре Т2 заготовка расширяется для создания контейнера. Контейнер поддерживается при температуре Т2 в течение заданного периода времени, и затем постепенно охлаждается до температуры Т3, например, совпадающей с температурой окружающей среды.
На схеме по фиг.8, на которой показаны типичные уровни температур для систем для формования контейнеров в соответствии с предшествующим уровнем техники, например JP 2001 000362600, можно заметить, как после доведения материала до температуры Т1, то есть до температуры пластификации, для получения заготовки в первой форме для формования заготовок заготовку необходимо охладить до температуры Т3, например до температуры окружающей среды, и затем нагреть во второй форме для формования контейнеров.
Как показано со ссылкой на фиг.9, в гнездо 26 вместо диска 50 помещается полуфабрикат 53, подверженный литьевому формованию до его помещения в гнездо 26 в подходящей литейной форме, которая не показана. Полуфабрикат 53 имеет по существу круглую форму с центральным углублением, но вообще он может иметь любую подходящую форму, в соответствии с необходимостью, для получения заготовки 51, показанной на фиг.2, и выполняет роль предварительной заготовки для получения заготовки 51.
Фиг.10 показывает вариант, в котором вместо диска 50, или предварительной заготовки 53, полуфабрикат, который следует расположить около отверстия 24, содержит порцию 55 выдавленного пластичного материала в пастообразном состоянии. В этом воплощении, в отличие от описанных со ссылкой на фиг.1-9, часть 30 основания находится в положении около отверстия 24 таким образом, чтобы, по существу, занимать его, предотвращая проникновение порции в полость 9 неконтролируемым образом. Порция 55 таким образом располагается на части 30 основания, когда последняя находится в положении, показанном на фиг.10, в ожидании взаимодействия со штампом 40 для начала образования заготовки 51.
В этом воплощении порция пластичного материала, когда она располагается на части 30 основания, уже находится при температуре, при которой осуществляется прессование заготовки 51.
С этой целью порция пластичного материала может быть выдавлена и затем охлаждена внутри экструдера до температуры, при которой происходит прессование.
Альтернативно могут быть предусмотрены два последовательно расположенных экструдера.
Варианты устройства по фиг.9 и 10 работают для формования заготовки 51 и затем для формования контейнера 4 так, как уже было описано со ссылкой на фиг.2-5.
На фиг.17 показаны уровни температур в цикле формования контейнера 4, причем последние отличаются от уровней для цикла формования с фиг.7.
Сначала полуфабрикат, такой как плоский элемент или отлитое тело, или порция пластичного материала в пастообразном состоянии, вводится в форму 2, этот полуфабрикат предварительно нагревается до температуры Т1, при которой полуфабрикат подвергается прессованию для создания заготовки 51.
После этого полуфабрикат поддерживается при температуре Т1', по меньшей мере, в течение этапа прессования.
Далее, полученная таким образом заготовка 51 расширяется для создания контейнера 4.
Расширение заготовки происходит при температуре Т2', которая ниже температуры Т1', и разница между температурами T1' и T2' ограничена. Другими словами, температуры T1' и T2' находятся близко друг к другу.
В еще одном цикле нагрева, который не показан, температура, при которой происходит расширение заготовки, совпадает с температурой, при которой прессуют заготовку.
Небольшая или, возможно, несуществующая разница между температурой, при которой происходит расширение заготовки, и температурой, при которой заготовка была получена при помощи прессования, позволяет достичь более равномерного распределения температур по толщине заготовки, и поэтому позволяет оптимизировать формование с раздувкой и вытяжкой.
Полученный контейнер по существу охлаждается до температуры Т3'.
Как показано на фиг.11, формовочное устройство, подобное устройствам, описанным со ссылкой на фиг.1-10, также может быть совмещено с вращательной машиной.
В отдельном случае, в котором формование контейнера происходит из порции 55 пластичного материала в пастообразном состоянии, обеспечивается то положение, что порция подается над отверстием 24, занятым частью 30 основания, поворотным столом 100, который способен вращаться вокруг оси В, параллельной продольной оси А. В периферийной области поворотного стола 100 ложки 101 поддерживаются на стороне стола, эти ложки 101 захватывают порцию 55 из выхода 102 экструдера 103 и размещают ее на части 30 основания в поднятом положении.
Часть 30 основания представляет собой компонент полости пресс-формы 8, присоединенной к донной части 104 карусели (кругового конвейера) 105, которая вращается вокруг главной оси С машины. Донная часть 104 таким образом может быть оборудована множеством полостей, распределенных по ее периметру. Карусель 105 оборудована верхней пластиной 106, соединенной с соответствующим множеством штампов, расположенными сверху полостей пресс-формы 8.
На поворотном столе 100 размещена звезда 107, оборудованная рычагами 108, между которыми образованы зазоры 109, между которыми по одному размещаются формованные контейнеры 4, поднятые соответствующими штампами 40.
Контейнеры 4 поднимаются вверх штампами 40 при помощи звезды 107 и переводятся рычагами 108 в зону разгрузки S, в то время как они находятся на поворотном столе 100.
В одном из вариантов, который не показан, может быть оборудовано множество устройств 1, которые образуют набор прессовочных блоков, расположенных в линию.
После сравнения фиг.12 и 13, видно, что часть 30 основания могла быть расположена на разных расстояниях от верха полости пресс-формы 8. Таким образом, возможно использовать одну полость пресс-формы 8 для получения разных форматов контейнеров 4, 4' путем простого расположения части 30 основания на разных расстояниях от верха полости пресс-формы 8. Более подробно, показано, как разные расположения части основания могут обеспечить контейнеры, отличающиеся друг от друга заданной высотой Н. В таких случаях предпочтительно, чтобы промежуточная часть 14 имела цилиндрическую форму с постоянным поперечным сечением, которая простирается, по меньшей мере, на участке, который занимает возможные различные положения, которые может принимать часть 30 основания.
Головка 46 и/или часть 30 основания может состоять из нескольких частей, расположенных концентрично относительно друг друга, таким образом обеспечивая возможность формовать заготовки 51, или контейнеры 4, имеющие наиболее широко изменяемые геометрические формы. С этой целью части, образующие головку 46 и/или часть 30 основания, способны скользить друг относительно друга и могут приводиться в действие независимо.
Со ссылкой на фиг.14 показано, что часть 30 основания может содержать центральный участок 80, окруженный периферийным участком 82, который может скользить по оси воль продольной оси А формы 2 относительно центрального участка 80. Таким образом, центральный участок 80 может, например, быть распложен так, что его внутренняя поверхность 84 по существу лежит в одной плоскости с внутренней окружной поверхностью 86 периферийного участка 82 для образования по существу плоского основания контейнера.
Альтернативно, как показано пунктирной линией, внутренняя поверхность 84 может быть смещена внутрь полости 9, таким образом, чтобы формировать основание контейнера, которое имеет центральную область 70а, которая поднята относительно периферийной грани 72.
На фиг.15 показано, что фасонная головка 46 содержит внешнюю кольцевую часть 200 и внутреннюю кольцевую часть 202, обе из которых приводятся независимо в направлении W, параллельном оси А. Таким образом возможно перемещать внутреннюю часть 202 и внешнюю часть 200, также как центральный участок 80 и центральный участок 82, таким образом, чтобы было возможно получить заготовку 51, показанную на фиг.2. Более подробно, центральный участок 80 обращен к внутренней части 202 и, по существу, имеет поперечный размер больше, чем у последней. Таким образом, как показано на фиг.16, возможно, чтобы внутренняя часть 202 проникала внутрь окружного участка 82 для того, чтобы образовать в заготовке 204 центральный выступ 206.
Реферат
Способ формования заготовки из пластичного материала включает расширение заготовки для получения контейнера. При этом формование включает прессовку заготовки в формовочных средствах, в которых происходит ее расширение. Способ содержит расширение заготовки в формовочных средствах для получения контейнера. До расширения заготовки обеспечивают формование порции пластичного материала в пастообразном состоянии в формовочных средствах для получения заготовки. Устройство формования заготовки содержит формовочные средства, штамповочные средства для расширения заготовки в формовочных средствах и опорные средства. Последние взаимодействуют со штамповочными средствами. При этом штамповочные средства и опорные средства образуют конфигурацию, в которой штамповочные средства и опорные средства взаимодействуют для ограничения формовочного блока для прессования полуфабриката из пластичного материала для получения заготовки. Также они образуют дополнительную конфигурацию, в которой штамповочные средства и опорные средства взаимодействуют для ограничения блока для расширения заготовки для получения контейнера. Технический результат, достигаемый при использовании способа и устройства по изобретению, заключается в том, что улучшаются условия формования полуфабриката, расположенного около отверстия формовочной формы для формования контейнеров и создания более компактных систем для получения контейнеров раздувом. 3 н. и 24 з.п. ф-лы, 17 ил.
Формула
формовочное устройство (2),
штамповочные средства (40) для расширения заготовки (51) в вышеуказанном формовочном устройстве (2),
опорные средства (30), взаимодействующие с вышеуказанными штамповочными средствами (40),
при этом вышеуказанные штамповочные средства (40) и вышеуказанные опорные средства (30) образуют конфигурацию, в которой вышеуказанные штамповочные средства (40) и вышеуказанные опорные средства (30) взаимодействуют для образования прессовочного блока, в котором из выдавленной порции (55) пластичного материала в пастообразном состоянии возможно получение вышеуказанной заготовки (51), причем вышеуказанный прессовочный блок снабжен полостью, имеющей такую же форму, как и заготовка (51), и еще одну конфигурацию, в которой вышеуказанные штамповочные средства (40) и вышеуказанные опорные средства (30) взаимодействуют для образования блока для формования раздувкой, в котором вышеуказанная заготовка расширяется для получения контейнера.
Комментарии