Гомогенное аморфно-мраморное покрытие пола и способ его изготовления - RU2320488C1
Код документа: RU2320488C1
Чертежи

Описание
Настоящее изобретение относится к покрытию пола, включающему синтетический гомогенный аморфный мрамор, и к способу его производства, более конкретно к покрытию пола, изготовленному из синтетического гомогенного аморфно-мраморного покрытия пола, обладающему новым внешним видом, и к способу его производства.
Композиционное покрытие пола из синтетического мрамора обладает долговечностью и эстетически приятным внешним видом и производится в основном смешением однотонных кусочков двух или трех разных типов с синтетическим компаундом и горячей прокаткой полученной смеси или разравниванием заданного количества однотонных кусочков на предварительно приготовленном синтетическом листе и горячей прокаткой этого листа.
Вслед за этим базовый лист поворачивают и ламинируют после первичной прокатки, подвергают вторичной прокатке с образованием рисунка аморфного мрамора, после чего шлифуют песком и затем эластичным материалом. Этот способ (патент Кореи №249569) хорошо известен и может освободить от касающихся мрамора технических сторон, но он ограничен производством лишь композиционного покрытия пола.
Кроме того, у традиционного винилового покрытия пола, производимого с помощью традиционного способа гомогенного прессования, мраморный рисунок обладает ограниченным числом вариаций.
Таким образом, настоящее изобретение было выполнено для решения указанных выше проблем и целью настоящего изобретения является предложение нового гомогенного аморфно-мраморного покрытия пола, производимого с применением низкотемпературного процесса, ранее используемого только при производстве композиционного винилового покрытия пола, и получение внешнего вида аморфно-мраморного покрытия пола с рисунком аморфного мрамора с помощью каландрирования с одновременным поворотом и ламинированием базового листа и использованием способа контактного прессования при традиционном прессовании в производстве традиционного покрытия пола из гомогенного мрамора, а также способа производства последнего.
Согласно одному из аспектов настоящего изобретения, названная выше и другие цели могут быть осуществлены путем создания способа производства гомогенного аморфно-мраморного покрытия пола, включающего стадии: замешивание компаунда из синтетической смолы с кусочками разных цветов и первичная прокатка замешанного компаунда, в результате которой получают первично прокатанный лист, ламинирование первично прокатанных листов с обрезкой листа до заданного размера и поворотом листа, проведение вторичной прокатки ламинированных листов с помощью низкотемпературного каландрирования при температуре от 60 до 100°С, с получением при этом полупродуктов гомогенного аморфно-мраморного покрытия пола, прессование двух частей полупродукта гомогенного аморфно-мраморного покрытия пола способом контактного прессования; и разрезка спрессованного полупродукта гомогенного аморфно-мраморного покрытия пола на две части в горизонтальном направлении с последующими шлифовкой и полированием нарезанных частей.
В качестве поворотного устройства для поворота первично прокатанного листа после нарезки преимущественно используют поворотное устройство, а ламинирование проводят путем ступенчатого непрерывного ламинирования, где непрерывность ламинирования листов осуществляется в отдельных циклах.
Согласно настоящему изобретению, поворотное устройство устанавливается на производственной линии с тем, чтобы разрезать лист до заданного размера и ламинировать его в отдельном цикле с поворотом листов. При этом обеспечивается непрерывная работа и может осуществляться прокатка при высоком давлении.
Вакуумный присос для ламинирования базового листа вакуумного поворотного устройства осуществляется путем добавления к компаунду на основе синтетической смолы по меньшей мере одного замещенного простого эфира полигликоля в качестве добавки для низкотемпературной обработки и смеси неполных сложных эфиров жирных спиртов и эфиров жирных кислот при поддерживании температуры на 10-20°С ниже температуры традиционной обработки.
Поскольку базовый лист является мягким и подвержен колебаниям, когда поверхностная температура базового листа после первичной прокатки превышает 140°С, вакуумный присос не может быть осуществлен в поворотном устройстве. Вакуумный присос не может быть также осуществлен из-за трещин, когда температура поверхности базового листа слишком низка. В настоящем изобретении с целью поддержания поверхностной температуры на 10-20°С ниже поверхностной температуры традиционного базового листа и для облегчения работы к компаунду на основе синтетической смолы добавляют добавки для низкотемпературной обработки.
Настоящее изобретение предлагает способ производства гомогенного аморфно- мраморного покрытия пола, включающий стадии получения листа путем замешивания кусочков разных цветов с компаундом, содержащим от 200 до 350 мас. ч. карбоната кальция в качестве наполнителя, от 20 до 40 мас. ч. пластификатора, от 3 до 10 мас. ч. эпоксидной смолы, от 2 до 10 мас. ч. стабилизатора на основе Ba-Zn, от 2 до 10 мас. ч. добавок для низкотемпературного процесса и разнообразные пигменты в 100 мас. частях поливинилхлорида, и первичной прокатки полученной смеси; ламинирования первично прокатанного листа с разрезкой первично прокатанного листа, в результате которой получают лист заданного размера, и поворотом первично прокатанного листа; получения полупродукта гомогенного аморфно-мраморного покрытия пола, имеющего волнистые прожилки и шероховатую поверхность, путем проведения вторичной прокатки на стадии ламинирования с использованием низкотемпературного каландрирования при температуре от 60 до 100°С на каландре; прессования двух частей полупродукта гомогенного аморфно-мраморного покрытия пола способом контактного прессования; и разрезки прессованного полупродукта гомогенного аморфно-мраморного покрытия пола в горизонтальном направлении на две части с последующей шлифовкой и полированием разрезанных частей.
Используемая в настоящем изобретении добавка для низкотемпературной обработки представляет собой по меньшей мере один из компонентов из группы, включающей замещенные полигликолевые эфиры и смесь неполных сложных эфиров жирных спиртов и эфиров жирных кислот, предпочтительно их смесь.
Синтетические смолы, которые могут быть использованы в настоящем изобретении, включают поливинилхлорид (ПВХ), но настоящее изобретение им не ограничивается и в нем может быть использована любая пригодная для прокатки термопластичная смола.
Настоящее изобретение относится к способу производства гомогенного аморфно-мраморного покрытия пола, а способ производства включает две операции. Первая представляет собой процесс производства полупродукта аморфно-мраморного покрытия пола, а второй является операция контактного прессования с последующими шлифовкой и затем полировкой.
В операции получения полупродукта аморфно-мраморного покрытия пола кусочки разных цветов замешивают с компаундом и замешанный компаунд подвергают первичной прокатке в лист. Лист поворачивают и ламинируют, а ламинированный лист подвергают вторичной прокатке путем низкотемпературного каландрирования с образованием полупродукта аморфно-мраморного покрытия пола, обладающего волнистыми прожилками и шероховатой поверхностью. Хотя этот способ предназначался для производства композиционного винилового покрытия пола традиционным путем, настоящее изобретение распространяет этот способ на получение волнистых прожилок и на шероховатой поверхности.
При этом в настоящем изобретении применяется внешний вид аморфного мрамора, отсутствующий в традиционном виниловом покрытии пола, получаемом традиционным гомогенным прессованием, и в дополнение к прессованию используется новый процесс контактного прессования, в результате чего получают новое гомогенное покрытие пола из синтетического мрамора.
Разница между композиционным виниловым покрытием пола и гомогенным виниловым покрытием пола определена корейским стандартом KS M3802, в котором устанавливается, что виниловый покрытие пола, содержащее 30% или более добавок, является гомогенным виниловым покрытием пола, а покрытие пола, содержащее 30% или более добавок, является композиционным виниловым покрытием пола.
В частности, в используемом в настоящем изобретении процессе низкотемпературного каландрирования поддерживается низкая температура прокатки, т.е. от 60 до 100°С, чтобы осуществлять на ламинированном листе определенной толщины высокотемпературное прессование и низкотемпературное каландрирование, основываясь на том, что при низкотемпературной обработке можно осуществить ламинирование базового листа путем его подъема с помощью вакуумного поворотного устройства при температуре ниже 140°С.
Настоящее изобретение относится к производству нового товарного гомогенного аморфно-мраморного покрытия пола путем изготовления полуфабриката гомогенного аморфно-мраморного покрытия пола, имеющего прожилки и шероховатую поверхность, с помощью каландрирования и проведения контактного прессования полуфабриката гомогенного аморфно-мраморного покрытия пола с последующим проведением разрезки, шлифовки и полирования. Волнистый рисунок и шероховатая поверхность образуются при высокотемпературной прокатке и каландрировании и, более конкретно, представляют собой трещины (шероховатая поверхность), возникающие в том момент, когда волнистые прожилки и горячий базовый лист подвергаются обработке высокотемпературным прессованием и низкотемпературным каландрированием. Используемые при низкотемпературной обработке добавки для низкотемпературной обработки обеспечивают легкое осуществление способа при более низкой, чем в традиционном способе, температуре и, более конкретно, позволяют ламинировать базовый лист с помощью вакуумного присоса.
Настоящее изобретение выполнено для того, чтобы создавать волнистые прожилки с образованием индивидуального внешнего вида, а шероховатую поверхность получают при низкотемпературном каландрировании с целью создания волнистых прожилок. Другими словами, поскольку шероховатая поверхность возникает в процессе низкотемпературного каландрирования, то для устранения шероховатой поверхности проводят контактное прессование с последующей шлифовкой и полированием, в результате чего поверхность становится гладкой, а волнистые прожилки превращаются в мягкий мраморный рисунок.
Согласно предпочтительному воплощению настоящего изобретения, в результате изготовления полуфабриката гомогенного аморфно-мраморного покрытия пола, имеющего волнистые прожилки и шероховатую поверхность, путем высокотемпературного прессования и низкотемпературного каландрирования с применением на полуфабрикате гомогенного аморфно-мраморного покрытия пола контактного прессования с последующей шлифовкой и полированием, подтверждается возможность получения мягкого мраморного рисунка, которые отличаются от внешнего вида традиционного аморфно-мраморного покрытия пола.
Как было описано выше, в настоящем изобретении применяется низкотемпературная обработка и добавки, применяемые только в композиционном виниловом покрытии пола и в процессе производства аморфного мрамора для гомогенного винилового покрытия пола, и обеспечивается разнообразие внешнего вида и высокое качество гомогенного винилового покрытия пола в отличие от традиционного гомогенного мраморного покрытия пола, изготовляемого с помощью традиционного прессования, с получением аморфно-мраморного внешнего вида и нового способа прессования.
Указанная выше и другие цели, характерные признаки и другие преимущества настоящего изобретения станут понятнее из приведенного ниже детального описания в сочетании с сопроводительными чертежами, в которых:
Фиг.1 представляет схематический вид, иллюстрирующий способ производства полуфабриката покрытия пола согласно настоящему изобретению;
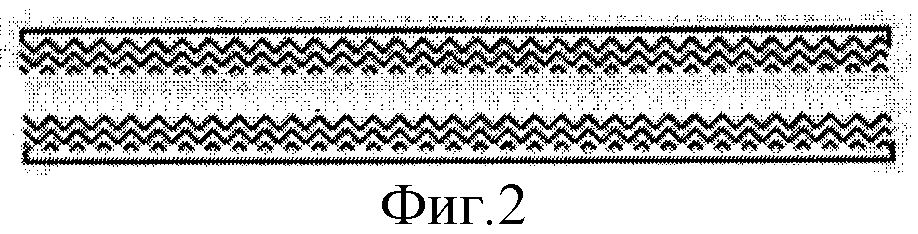
Фиг.2 представляет вид, иллюстрирующий контактный процесс согласно настоящему изобретению;
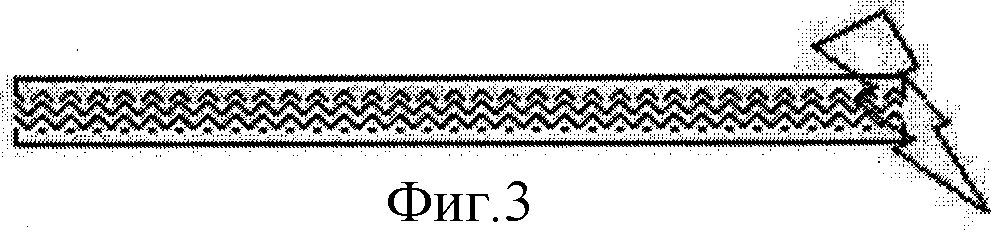
Фиг.3 представляет вид, иллюстрирующий операцию разделения полученного прессованием полуфабриката покрытия пола на две части согласно настоящему изобретению;
Фиг.4 представляет фотографию гомогенного аморфного покрытия пола согласно предпочтительному воплощению настоящего изобретения; и
Фиг.5 представляет фотографию гомогенного аморфного покрытия пола согласно еще одному воплощению настоящего изобретения.
Далее настоящее изобретение описывается подробно со ссылками на сопроводительные чертежи.
Согласно настоящему изобретению, товарное гомогенное аморфно-мраморное покрытие пола производится с помощью каландрирования, контактного прессования и шлифовки.
Фиг.1 представляет схематический вид, иллюстрирующий способ производства полуфабриката покрытия пола согласно настоящему изобретению. Способ в основном включает операцию компаундирования исходного материала, операцию замеса с равномерным нагревом и прессованием компаундированных исходных материалов, операцию смешения, в которой производится гомогенное смешение исходных материалов, и операцию каландрирования с образованием аморфно-мраморного рисунка.
Более конкретно, с целью получения синтетического гомогенного аморфного покрытия пола вначале замешивают поливинилхлоридный (ПВХ) компаунд с кусочками разных цветов и подвергают замешанный компаунд первичной прокатке, в результате которой получают базовый лист, базовый лист разрезают и поворачивают так, чтобы он мог быть ламинирован, а ламинированный лист подвергают вторичной прокатке с использованием операции низкотемпературного каландрирования, получая полупродукт покрытия пола, обладающий волнистыми прожилками и шероховатой поверхностью.
В состав базового листа 1 входят (на 100 мас. ч. ПВХ со степенью полимеризации 800-1000) от 200 до 350 мас. ч. карбоната кальция в качестве наполнителя, от 20 до 40 мас. ч. диоктилфталата (DOP) в качестве пластификатора, от 3 до 10 мас. ч. эпоксидной смолы, от 2 до 10 мас. ч. стабилизатора на основе Ba-Zn, от 2 до 10 мас. частей добавки для низкотемпературного процесса и разнообразные пигменты.
Обычно выражение «гомогенный» означает, что компоненты за исключением карбоната кальция содержатся в количестве равном или более 30%. «Связующее», как оно определено в корейском стандарте (KS), содержит виниловую смолу, пластификатор, стабилизатор и т.д. Состав связующего удовлетворяет определению «гомогенный».
Цветной кусочек 2 изготовляется следующим образом. Пигменты компаундируются в ПВХ, компаундированный лист прокатывается и прокатанный лист измельчается с помощью дробилки до кусочков размером от 0,5 до 20 мм. Используют кусочки, имеющие различную твердость, которую можно менять варьированием содержания пластификатора, которое отличается от его содержания в базовом листе.
Ниже детально описан способ производства гомогенного аморфно-мраморного покрытия пола согласно настоящему изобретению.
Прежде всего, компаундируют и распределяет заданное количество жидких и порошкообразных исходных материалов, после чего распределенные исходные материалы замешивают в мешалке Бенбери 3 при 120-150°С. Замешанные исходные материалы перерабатывают в лепешкообразный базовый лист 1 с помощью смесительного валка 4 при 100-130°С.
Базовый лист 1 и однотонные кусочки 2 разных цветов превращают в лист толщиной менее 3,0 мм с помощью смесительного каландра 5, лист измельчают и нагревают в печи 17 при 200-250°С, нагретый лист 1 прокатывают в лист толщиной от 1,0 до 5,0 мм с помощью первичного каландра 8 при 110-150°С, обрезают лист резаком 9, обрезанный лист присасывают с помощью вакуума и поворачивают на 90° с помощью поворотного (на 90°) устройства 10 и ламинируют 12 с заданным интервалом, определяющим цикличность операции. «Ламинированный с заданным интервалом» означает ламинирование с выдерживанием заданного интервала 13. Кусочки 2 могут независимо вводиться при первичном каландрировании.
Резак 9 служит для обрезки первично прокатанного листа 1 до заданной длины и выполнен таким образом, чтобы обрезать базовый лист на заданную длину, детектируя длину обрезаемого листа 1 с использованием оптического датчика.
Поворотное устройство 10 представляет собой поворачивающее на 90° вакуумное устройство и включает полый четырехугольный корпус и большое число силиконовых колпачков 11, установленных на нижней стороне корпуса с целью присасывания первично прокатанного базового листа 1 с помощью вакуумных колпачков 11 при отрицательном давлении от 2 до 20 кг/см2 в тот момент, когда лист 1 подходит к нужному положению. В процессе поворота вдоль направляющих присосанный базовый лист 1 подвергается ламинированию 12 и подается на вторичный каландр 14.
Таким образом, первично прокатанный базовый лист 1 получают замешиванием и прокаткой компаундированного ПВХ и кусочков 2 и мраморизуют в продольном направлении.
Далее, желательно выдерживать интервал ламинирования после поворота на 90° равным от 100 до 500 мм. Рисунок мрамора варьируется в соответствии с интервалом ламинирования и количеством ламинированных слоев. Так, если интервал и количество ламинированных слоев невелики, желаемый аморфный мрамор получен быть не может, так как в то время, когда первично образованный мрамор подвергается вторичной прокатке после поворота на 90°, в исходном ориентированном мраморе появляется мрамор, слегка сдвинутый в поперечном направлении.
Количество ламинированных базовых листов 1 зависит от толщины листа 1 и интервала ламинирования 13. При этом преимущественно ламинируются от 2 до 10 листов.
Эти ламинированные листы каландрируются с помощью вторичного каландра 14 при низкой температуре от 60 до 100°С, в результате чего получают полуфабрикат мраморного покрытия пола, обладающий волнистыми прожилками и шероховатой поверхностью. В этот момент образовавшийся в продольном направлении мрамор поворачивается на 90° и превращается в натуральный аморфный мрамор, где базовый лист 1 и кусочки 2 сочетаются друг с другом естественным образом. Толщина вторично прокатанного листа поддерживается равной от 2,5 до 4,5 мм.
Фиг.2 представляет иллюстрацию соединения полуфабриката покрытия пола с помощью прессования, осуществляемого при непосредственном контакте согласно настоящему изобретению. Вторично прокатанный лист разрезают на листы размером 1 м × 1 м и помещают эти листы в форму при непосредственном контакте друг с другом и прессуют их при 150-200°С.
Фиг.3 представляет иллюстрацию операции разделения, в которой полуфабрикат покрытия пола разделяют на две части при контактном прессовании согласно настоящему изобретению. Контактный полуфабрикат покрытия пола разрезают на части шириной от 3 до 5 мм и получают гомогенное аморфно-мраморное покрытие пола после шлифования этих частей.
В настоящем изобретении благодаря контактному прессованию и шлифованию шероховатая поверхность становится гладкой, а волнистый рисунок смягчается, в результате чего аморфно-мраморное покрытие пола выглядит как настоящий мрамор. Гомогенное аморфно-мраморное покрытие пола согласно настоящему изобретению обладает такой же долговечностью и стойкостью к загрязнению, как и традиционное покрытие пола, изготовленное с помощью гомогенного прессования и шлифования, причем гомогенное аморфно-мраморное покрытие пола, будучи поцарапанным или запачканным, может быть восстановлено до его исходного состояния простым удалением царапины или загрязнения, а при укладке гомогенного аморфно-мраморного покрытия пола отсутствуют зазоры.
Фиг.4 и 5 представляют фотографии товарного гомогенного аморфно-мраморного покрытия пола согласно настоящему изобретению. Традиционное мраморное покрытие пола получают прессованием частей или кусочков и оно обладает мраморными прожилками, среди которых отсутствуют ориентированные мраморные прожилки, или прожилки, которые присущи мрамору. Однако, поскольку в традиционном мраморном покрытии пола часто используется один и тот же рисунок, традиционное мраморное покрытие пола становится однообразным и устаревшим. Напротив, поскольку гомогенное аморфно-мраморное покрытие пола согласно настоящему изобретению имеет мягкий мраморный рисунок, отличающийся от рисунка традиционного мраморного покрытия пола, гомогенное аморфно-мраморное покрытие пола согласно настоящему изобретению является новым и индивидуальным.
С целью получения гомогенного аморфно-мраморного покрытия пола согласно настоящему изобретению, компаундируют и распределяют заданное количество соответственно жидких и порошкообразных исходных материалов. Равномерно распределенные исходные материалы замешивают с помощью винта в смесителе Бенбери 3 при 120-150°С. Замешанные исходные материалы перерабатывают в лепешкообразный базовый лист 1 с помощью смесительного валка 4 при 100-130°С.
Базовый лист 1 и кусочки 2 разных цветов превращают в лист толщиной менее 3,0 мм с помощью смесительного каландра 5, лист измельчают и нагревают в печи 17 при 200-250°С, нагретый лист 1 превращают в лист толщиной от 1,0 до 5,0 мм с помощью первичного каландра 8 при 110-150°С, обрезают лист резаком 9 до заданного размера, поворачивают на 90° с помощью всасывающего колпачка 11 поворотного устройства 10 и ламинируют 12. От двух до десяти листов, ламинированных с заданными интервалами 13, проходят через вторичный каландр 14 при 60-100°С, в результате чего обладающий волнистым рисунком и шероховатой поверхностью лист толщиной от 2,5 до 4,5 мм производится при низкотемпературном каландрировании.
С целью изготовления полуфабриката мраморного покрытия пола вторично прокатанный лист обрезают до листа размером 1 м × 1 м, полуфабрикат мраморного покрытия пола помещают в форму в условиях контактного прессования и прессуют при 150-200°С (см. фиг.2). Объединенный лист разделяют на две части с целью изготовления полуфабриката мраморного покрытия пола, имеющего толщину от 3 до 5 мм (см. фиг.3), и, таким образом, путем шлифовки этих кусков получают гомогенное аморфно-мраморное покрытие пола толщиной от 2 до 3 мм.
Хотя в качестве иллюстраций были обсуждены предпочтительные воплощения настоящего изобретения, для специалистов является очевидным, что возможны различные модификации, добавления и замены в рамках объема и сущности изобретения, раскрытых в прилагаемой формуле изобретения.
Реферат
Изобретение относится к покрытию пола, включающему синтетический гомогенный аморфный мрамор. Описан способ производства гомогенного аморфно-мраморного покрытия пола, включающий стадии: проведение первичной прокатки базового листа на основе термопластичной смолы и кусочков разных цветов на основе термопластичной смолы и пигментов, в результате чего получают первично прокатанный лист; ламинирование первично прокатанных листов с обрезкой листа до заданного размера и поворот листа; проведение вторичной прокатки ламинированных листов с помощью низкотемпературного каландрирования при температуре от 60 до 100°С, в результате чего получают полуфабрикат гомогенного аморфно-мраморного покрытия пола, обладающий волнистыми прожилками и шероховатой поверхностью; прессование двух частей полуфабриката гомогенного аморфно-мраморного покрытия пола с помощью контактного прессования; и разрезка прессованного полуфабриката гомогенного аморфно-мраморного покрытия пола на две части в горизонтальном направлении с последующей шлифовкой и полированием обеих частей. Технический результат - мраморное покрытие пола, имеющего индивидуальный внешний вид. 2 з.п. ф-лы, 5 ил.

Комментарии