Композитные ткани с упрочняющими полимерными областями и эластичными полимерными областями - RU2296054C2
Код документа: RU2296054C2
Чертежи





















Описание
Настоящее изобретение относится к композитным тканям, включающим в свой состав упрочняющие дискретные полимерные области и эластичные дискретные полимерные области.
Известны способы изготовления изделий из тканей, требующих некоторого упрочнения, способствующего увеличению прочности этих изделий в процессе их использования. Во многих случаях упрочнение изделия обеспечивается просто за счет использования всей подложки или ткани. Такие подходы могут, однако, приводить к увеличению стоимости и веса ткани, а также жесткости всей поверхности ткани - даже в тех областях, которые не требуют упрочнения. Кроме того, введение упрочняющих слоев, которые будут расширяться вместе с тканью, может также приводить к уменьшению ее воздухопроницаемости.
Чтобы решить часть этих проблем, к некоторым областям ткани или подложки, требующим упрочнения, можно добавлять небольшие вставки упрочняющих материалов. Способы обработки и добавления таких дискретных вставок могут, однако, оказаться проблематичными, приводя к снижению производительности и появлению дополнительных отходов (в тех случаях, когда дискретные вставки не присоединены надежно). Кроме того, в этих случаях необходима точная регистрация или расположение добавляемых вставок на ткани, что может потребовать использования адгезивов или других соединительных средств и т.д. Кроме того, дискретные вставки могут иметь относительно острые кромки, становясь, таким образом, источником раздражения или дискомфорта. Раздражение или дискомфорт могут быть упрочнены в тех случаях, когда упрочняющие частицы в основном располагаются на поверхности подложки.
Помимо упрочнения подложек или тканей может возникнуть необходимость в изготовлении изделий, обладающих также и некоторой эластичностью в дополнение к упрочняющим областям. Изготовление изделий, обладающих эластичностью, то есть способностью, по крайней мере, частично восстанавливать свои размеры после умеренного растяжения, может оказаться желательным по целому ряду причин. Например, эластичность в сочетании с прикрепляющими системами может быть полезна при изготовлении таких изделий, как одежда (например, подгузников, тренировочных брюк, женского белья и т.д.). Эластичность ткани может также обеспечить предметам одежды такое качество, которое мы называем динамическим соответствием, то есть способностью расширяться и восстанавливать свои размеры после движения, произведенного тем, на ком она надета.
Эластичность может быть полезна также и в других областях применения. Например, присоединение некоторых застежек к ткани будет более надежным в том случае, когда эти застежки будут находиться в растянутом состоянии, и при последующем использовании готового изделия застежки будут способны восстанавливаться до первоначального размера. В других случаях наличие эластичности может обеспечить легкое регулирование размера или длины застежки или другого изделия.
Хотя наличие эластичности может оказаться полезным в широком диапазоне различных применений, с другой стороны эластичность может вызвать некоторые проблемы в процессе изготовления. Многие попытки, направленные на обеспечение эластичности, основаны на введении в изделие отдельных эластичных компонентов, которые, например, приклеены или вшиты в подложку или другую неэластичную часть изделия для обеспечения необходимой эластичности. Изготовление таких композитных изделий может быть проблематично, поскольку надежное прикрепление компонентов, обладающих в течение длительного времени необходимой эластичностью, является довольно затруднительным процессом. Помимо того, стоимость такого изделия, а также трудности в изготовлении и прикреплении отдельных эластичных компонентов могут представлять определенные проблемы. Сложность обработки и крепления некоторых эластичных изделий и компонентов могут значительно снизить производительность процесса и привести к появлению дополнительных отходов (если отдельные компоненты не прикреплены надежно к изделию) и т.д.
В других случаях все изделие может быть сконструировано таким образом, чтобы обеспечить желательную эластичность. Например, получение многих систем с эластичными фиксирующими элементами основано на использовании эластичных ламинированных подложек, в которых эластичные материалы присутствуют в виде пленки, которая растягивается вместе с подложкой. Такой подход может привести к увеличению стоимости изделия, связанному с необходимостью введения в изделия совместно расширяющегося эластичного слоя или слоев. Кроме того, многие эластичные материалы не пропускают воздух. В связи с этим в тех случаях, когда в предметах одежды должны использоваться эластичные ламинированные подложки, может оказаться желательным перфорировать подложку, чтобы улучшить ее воздухопроницаемость. Однако такая дополнительная обработка увеличивает стоимость получения эластичной ламинированной подложки. Другим потенциальным неудобством эластичной ламинированной подложки является то, что может оказаться затруднительным обеспечить какое-либо изменение эластического восстановления в различных частях подложки.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к эластичному изделию, включающему: подложку, содержащую первую и вторую основные поверхности; одну или большее количество упрочняющих дискретных полимерных областей, прикрепленных к подложке, причем каждая упрочняющая дискретная полимерная область из одной или большего количества упрочняющих дискретных полимерных областей включает неэластомерную термопластичную композицию, которая пропитывает часть подложки; и один или большее количество эластичных элементов, прикрепленных к подложке, причем каждый эластичный элемент из одного или большего количества эластичных элементов включает эластичную дискретную полимерную область, включающую эластомерную термопластичную композицию, которая пропитывает часть подложки.
Подложка в заявленном изобретении представляет собой ламинированную подложку, состоящую из первой подложки и второй подложки, причем каждый эластичный элемент из одного или большего количества эластичных элементов расположен между первой подложкой и второй подложкой, при этом, по крайней мере, один эластичный элемент из одного или большего количества эластичных элементов расположен на первой основной поверхности подложки, а также, по крайней мере, один эластичный элемент из одного или большего количества эластичных элементов расположен на второй основной поверхности подложки.
Также изделие содержит ось удлинения, при этом каждый эластичный элемент из одного или большего количества эластичных элементов имеет продольный размер больше, чем поперечный размер, и, кроме того, в котором продольное направление каждого эластичного элемента из одного или большего количества эластичных элементов совпадает с направлением оси удлинения.
При этом количество эластомерного термопласта в каждом эластичном элементе из одного или большего количества эластичных элементов увеличивается при удалении от одного или большего количества упрочняющих дискретных полимерных областей в направлении, совпадающем с осью удлинения, а также, по крайней мере, одна упрочняющая дискретная полимерная область из одной или большего количества упрочняющих дискретных полимерных областей включает отверстие, сформированное в подложке в пределах кольца окружения, сформированного из неэластомерной термопластичной композиции, по крайней мере, одной упрочняющей дискретной полимерной областью.
Изделие также может содержать один или большее количество зазоров, сформированных в подложке, причем, по крайней мере, один из одного или большего количества эластичных элементов включает, по крайней мере, один зазор из одного или большего количества зазоров и содержит одну или большее количество складок, сформированных в подложке, причем, по крайней мере, один из одного или большего количества эластичных элементов включает, по крайней мере, одну складку из одной или большего количества складок.
При этом, по крайней мере, некоторые эластичные элементы из одного или большего количества эластичных элементов включают только одну складку из одной или большего количества складок.
По крайней мере, некоторые эластичные элементы из одного или большего количества эластичных элементов в заявленном изделии могут включать две или большее количество складок из одной или большего количества складок.
Заявленное изобретение относится также к способу получения композитной ткани, включающему: обеспечение первой подложки, включающей первую основную поверхность и вторую основную поверхность, множество эластомерных дискретных полимерных областей, сформированных эластомерной термопластичной композицией, расположенной на первой основной поверхности первой подложки, причем каждая эластомерная дискретная полимерная область из множества эластомерных дискретных полимерных областей пропитывает первую основную поверхность первой подложки; обеспечение второй подложки, включающей первую основную поверхность и вторую основную поверхность, множество эластомерных дискретных полимерных областей, сформированных неэластомерной термопластичной композицией, расположенной на первой основной поверхности второй подложки, причем каждая эластомерная полимерная дискретная область из множества дискретных неэластомерных полимерных областей пропитывает первую основную поверхность второй подложки; и совместное ламинирование первой и второй подложек.
При этом множество эластомерных дискретных полимерных областей на первой основной поверхности первой подложки после ламинирования расположены между первой подложкой и второй подложкой, а также множество эластомерных дискретных полимерных областей на первой основной поверхности первой подложки после ламинирования расположены между первой подложкой и второй подложкой и при котором ламинирование заключается в присоединении второй основной поверхности второй подложки к первой подложке.
Также в заявленном способе получение первой подложки может включать: обеспечение промежуточного валика, внешняя поверхность которого содержит одно или большее количество сформированных в системе углублений; подачу расплавленной эластомерной термопластичной композиции на внешнюю поверхность промежуточного валика; удаление избытка расплавленной эластомерной термопластичной композиции с внешней поверхности промежуточного валика, причем часть расплавленной эластомерной термопластичной композиции входит в одно или большее количество углублений и, кроме того, часть расплавленной эластомерной термопластичной композиции в одном или большем количестве углублений остается в одной или большем количестве углублений после удаления расплавленной эластомерной термопластичной композиции с внешней поверхности промежуточного валика; и перенос, по крайней мере, части расплавленной эластомерной термопластичной композиции в одном или большем количестве углублений на первую основную поверхность первой подложки при контакте первой основной поверхности первой подложки с внешней поверхностью промежуточного валика и эластомерной термопластичной композиции, находящейся в одной или большем количестве углублений, с последующим отделением подложки от промежуточного валика, приводящим к образованию множества эластомерных дискретных полимерных областей на первой основной поверхности первой подложки.
При этом перенос может сопровождаться прижатием первой основной поверхности первой подложки к внешней поверхности промежуточного валика и расплавленной эластомерной термопластичной композиции, содержащейся в одном или большем количестве углублений.
Изобретение относится также к способу получения композитной ткани, включающему: обеспечение подложки, содержащей первую основную поверхность и вторую основную поверхность; формирование множества дискретных эластомерных полимерных областей, состоящих из эластомерной термопластичной композиции на первой основной поверхности подложки, причем каждая дискретная эластомерная полимерная область из множества дискретных эластомерных полимерных областей пропитывает первую основную поверхность подложки; и формирование множества дискретных неэластомерных полимерных областей, сформированных из неэластомерной термопластичной композиции, расположенной на первой основной поверхности или второй основной поверхности подложки, причем каждая дискретная неэластомерная полимерная область из множества дискретных неэластомерных полимерных областей пропитывает вторую подложку, при этом формирование множества дискретных эластомерных полимерных областей может включать: обеспечение промежуточного валика, включающего внешнюю поверхность, которая содержит одно или большее количество сформированных там углублений; подачу расплавленной эластомерной термопластичной композиции на внешнюю поверхность промежуточного валика; удаление расплавленной эластомерной термопластичной композиции с внешней поверхности промежуточного валика, причем часть расплавленной эластомерной термопластичной композиции входит в одно или большее количество углублений, и, кроме того, часть расплавленной эластомерной термопластичной композиции в одном или большем количестве углублений после удаления избытка расплавленной эластомерной термопластичной композиции с внешней поверхности промежуточного валика остается в одном или большем количестве углублений; и перенос, по крайней мере, части расплавленной эластомерной термопластичной композиции, находящейся в одном или большем количестве углублений, на первую основную поверхность подложки за счет контакта первой основной поверхности подложки с внешней поверхностью промежуточного валика и расплавленной эластомерной термопластичной композицией, находящейся в одном или большем количестве углублений, а также последующее отделение первой подложки от промежуточного валика, приводящее к формированию множества дискретных эластомерных полимерных областей на первой основной поверхности подложки.
Перенос может сопровождаться, кроме того, прижатием первой основной поверхности подложки к внешней поверхности промежуточного валика и расплавленной эластомерной термопластичной композиции, содержащейся в одном или большем количестве углублений.
Также формирование множества дискретных неэластомерных полимерных областей включает: обеспечение промежуточного валика, включающего внешнюю поверхность, которая содержит одно или большее количество сформированных там углублений; подачу расплавленной неэластомерной термопластичной композиции на внешнюю поверхность промежуточного валика; удаление расплавленной неэластомерной термопластичной композиции с внешней поверхности промежуточного валика, причем часть расплавленной неэластомерной термопластичной композиции входит в одно или большее количество углублений, и, кроме того, часть расплавленной неэластомерной термопластичной композиции в одном или большем количестве углублений после удаления расплавленной неэластомерной термопластичной композиции с внешней поверхности промежуточного валика остается в одном или большем количестве углублений; и перенос, по крайней мере, части расплавленной неэластомерной термопластичной композиции, находящейся в одном или большем количестве углублений, к первой основной поверхности или второй основной поверхности подложки за счет контакта подложки с внешней поверхностью промежуточного валика и расплавленной неэластомерной термопластичной композицией, находящейся в одном или большем количестве углублений, а также последующее отделение первой подложки от промежуточного валика, приводящее к формированию множества дискретных неэластомерных полимерных областей на подложке.
При этом перенос сопровождается, кроме того, прижатием установки подложки к внешней поверхности промежуточного валика и расплавленной эластомерной термопластичной композиции, содержащейся в одном или большем количестве углублений.
Заявленное изобретение относится к композитной ткани, включающей: подложку, содержащую первую и вторую основные поверхности; множество неэластомерных дискретных полимерных областей, прикрепленных к подложке, причем каждая неэластомерная дискретная полимерная область из множества неэластомерных дискретных полимерных областей включает неэластомерную термопластичную композицию, которая пропитывает часть подложки; множество эластомерных дискретных полимерных областей, прикрепленных к подложке, причем каждая эластомерная дискретная полимерная область из множества эластомерных дискретных полимерных областей включает эластомерную термопластичную композицию, которая пропитывает часть подложки; и одну или большее количество разделительных линий в композитной ткани, причем одна или большее количество разделительных линий определяют границы множества отдельных участков в композитной ткани, а каждый участок из множества участков включает, по крайней мере, одну неэластомерную дискретную полимерную область из множества неэластомерных дискретных полимерных областей и, по крайней мере, одну эластомерную дискретную полимерную область из множества эластомерных дискретных полимерных областей.
При этом подложка композитной ткани содержит ламинированную подложку, включающую первую подложку и вторую подложку, и в которой каждая эластомерная дискретная полимерная область из множества эластомерных дискретных полимерных областей расположена между первой подложкой и второй подложкой, а также подложка может содержать ламинированную подложку, включающую первую подложку и вторую подложку, и в которой каждая эластомерная дискретная полимерная область из множества эластомерных дискретных полимерных областей расположена на первой основной поверхности или второй основной поверхности подложки.
В отдельных случаях подложка композитной ткани содержит ламинированную подложку, включающую первую подложку и вторую подложку, и в которой каждая неэластомерная дискретная полимерная область из множества неэластомерных дискретных полимерных областей расположена между первой подложкой и второй подложкой, а также ее подложка содержит ламинированную подложку, включающую первую подложку и вторую подложку, и в которой каждая неэластомерная дискретная полимерная область из множества неэластомерных дискретных полимерных областей расположена на первой основной поверхности или второй основной поверхности подложки.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Фиг.1 - вид в разрезе одной упрочняющей дискретной полимерной области, расположенной на композитной ткани, изготовленной в соответствии со способами, предлагаемыми в настоящем изобретении.
Фиг.2 - вид в плане промежуточного валика, который может быть использован для изготовления композитных тканей в соответствии со способами, предлагаемыми в настоящем изобретении.
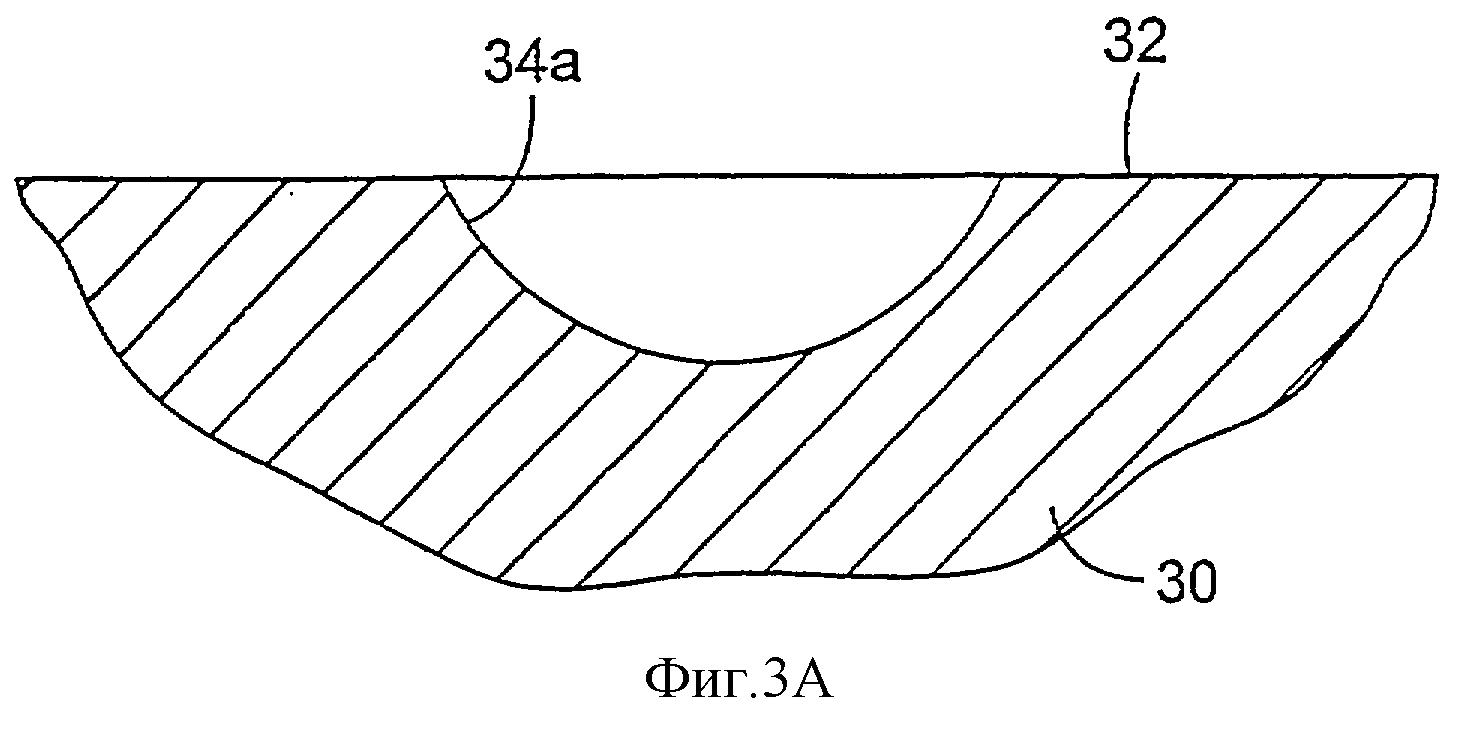
Фиг.3А - вид в разрезе по линии 3-3 (фиг.2) углубления, изображенного на фиг.2, в одну из точек в ходе формирования углубления.
Фиг.3В - вид в разрезе по линии 3-3 (фиг.2) углубления, изображенного на фиг.2, в другой точке в ходе формирования углубления.
Фиг.3С - вид в разрезе изображенного на фиг.2 углубления по линии 3-3 (фиг.2) в ходе формирования углубления.
Фиг.4 - вид в плане другого углубления на части промежуточного валика, которое может быть использовано для получения упрочняющих дискретных полимерных областей на композитной ткани в соответствии со способами, предлагаемыми в настоящем изобретении.
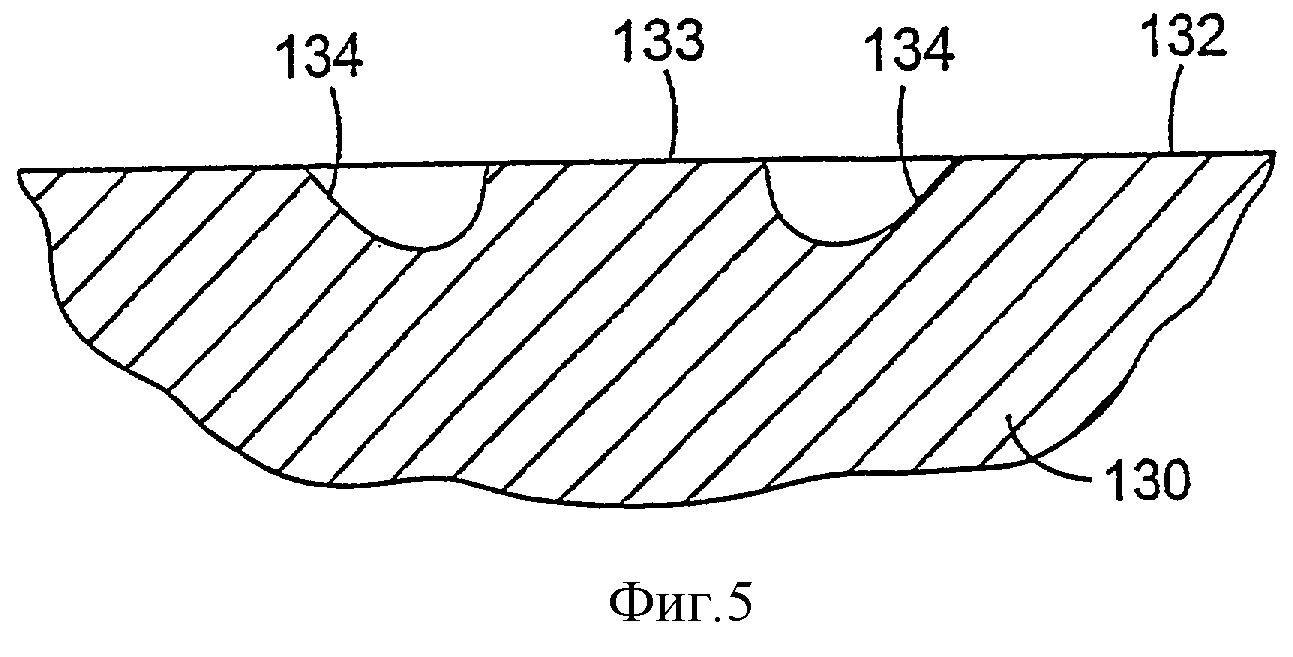
Фиг.5 - вид в разрезе изображенного на фиг.4 углубления, по линии 5-5 (фиг.4).
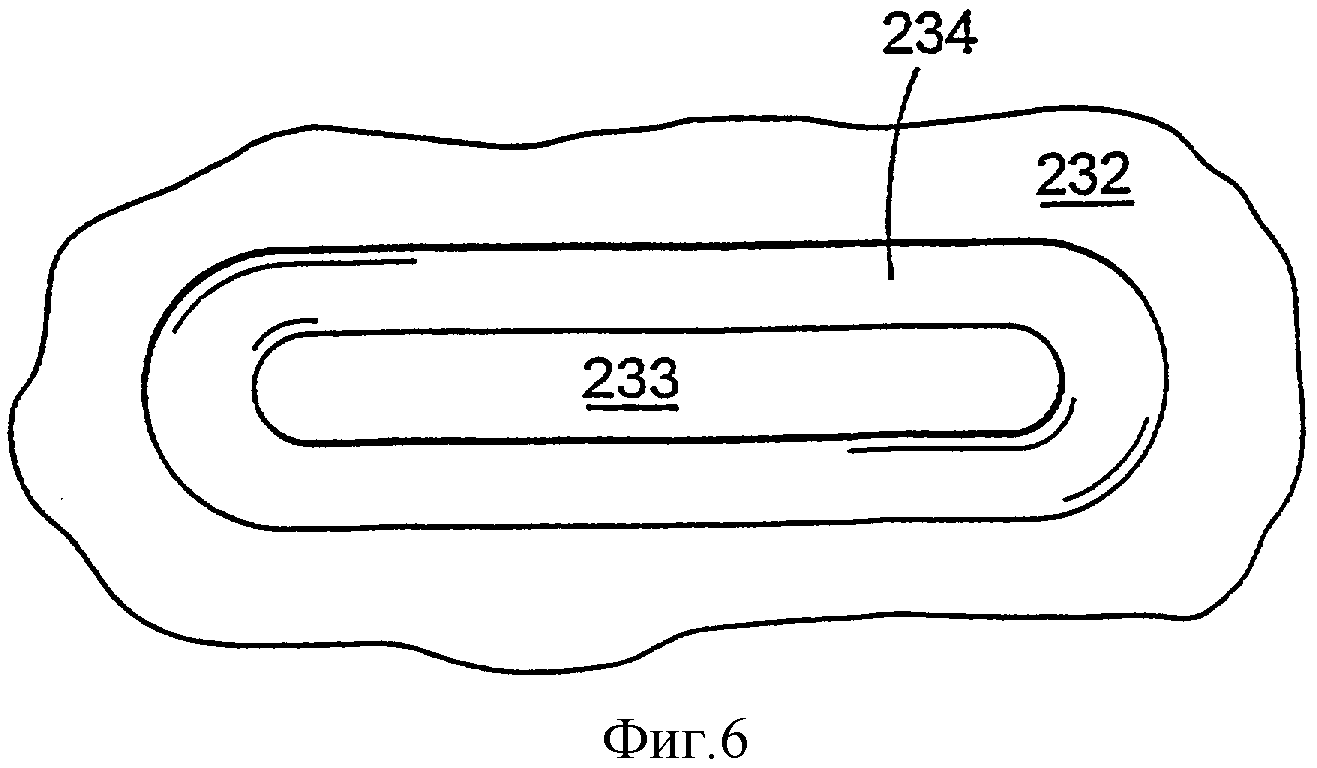
Фиг.6 - вид в плане другого углубления на части промежуточного валика, которое может быть использовано для получения упрочняющих дискретных полимерных областей на композитной ткани в соответствии со способами, предлагаемыми в настоящем изобретении.
Фиг.7 - вид в разрезе композитной ткани, изготовленной согласно способам, изложенным в настоящем изобретения, включающей упрочняющие дискретные полимерные области между двумя подложками.
Фиг.8 - вид в разрезе композитной ткани, показанной на фиг.7, перед присоединением двух подложек, необходимых для формирования композитной ткани в соответствии с способами настоящего изобретения.
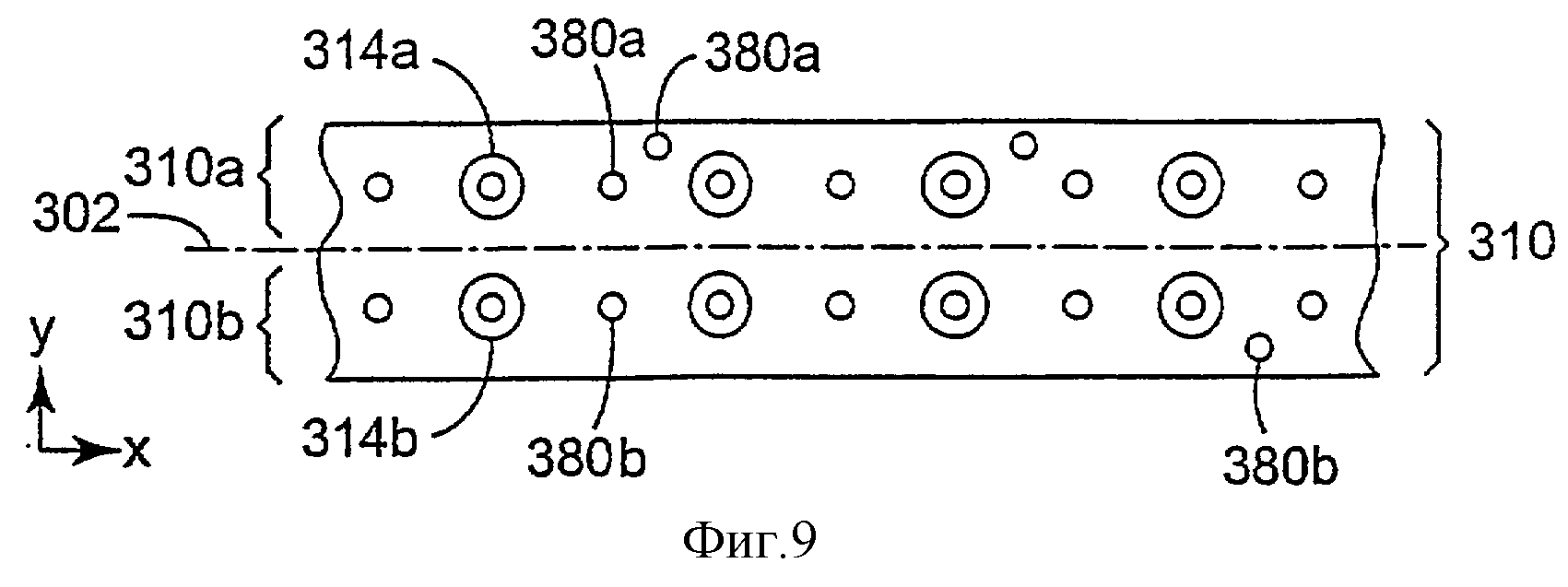
Фиг.9 - вид в плане одной подложки с упрочняющими дискретными полимерными областями, сформированными на подложках для получения композитной ткани в соответствии со способами, предлагаемыми в настоящем изобретении.
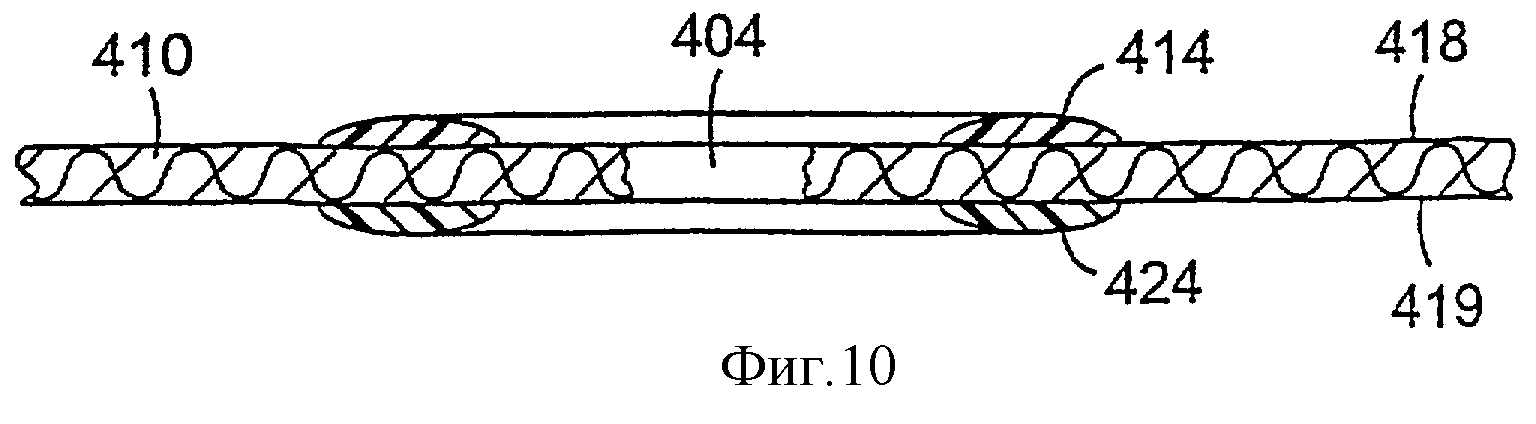
Фиг.10 - вид в разрезе другой композитной ткани с упрочняющими дискретными полимерными областями на обеих основных поверхностях подложки.
Фиг.11 - перспективный вид одного процесса переноса полимера, используемого для получения дискретных полимерных областей на подложке в соответствии со способами, предлагаемыми в настоящем изобретении.
Фиг.11А - схема, показывающая взаимное положение ракеля и углубления на промежуточных валиках, используемых в соответствии с настоящим изобретением.
Фиг.11В - увеличенное частичное поперечное сечение, изображающее удобный опорный валик, прижимающий подложку к промежуточному валику.
Фиг.11С - увеличенный частично вид в разрезе, изображающий сопряженный опорный валик, включающий выступы, согласующиеся с углублениями на промежуточном валике.
Фиг.12 - схема другого промежуточного валика и источника полимера, используемого в соответствии с зонными системами поставки полимера и применяемыми способами.
Фиг.13 - вид в плане изделия, сформированного в композитной ткани за счет упрочняющих дискретных полимерных областей на подложке в соответствии со способами, предлагаемыми в настоящем изобретении.
Фиг.14 - вид в разрезе изделия, показанного на фиг.13, по линии 14-14 (фиг.13).
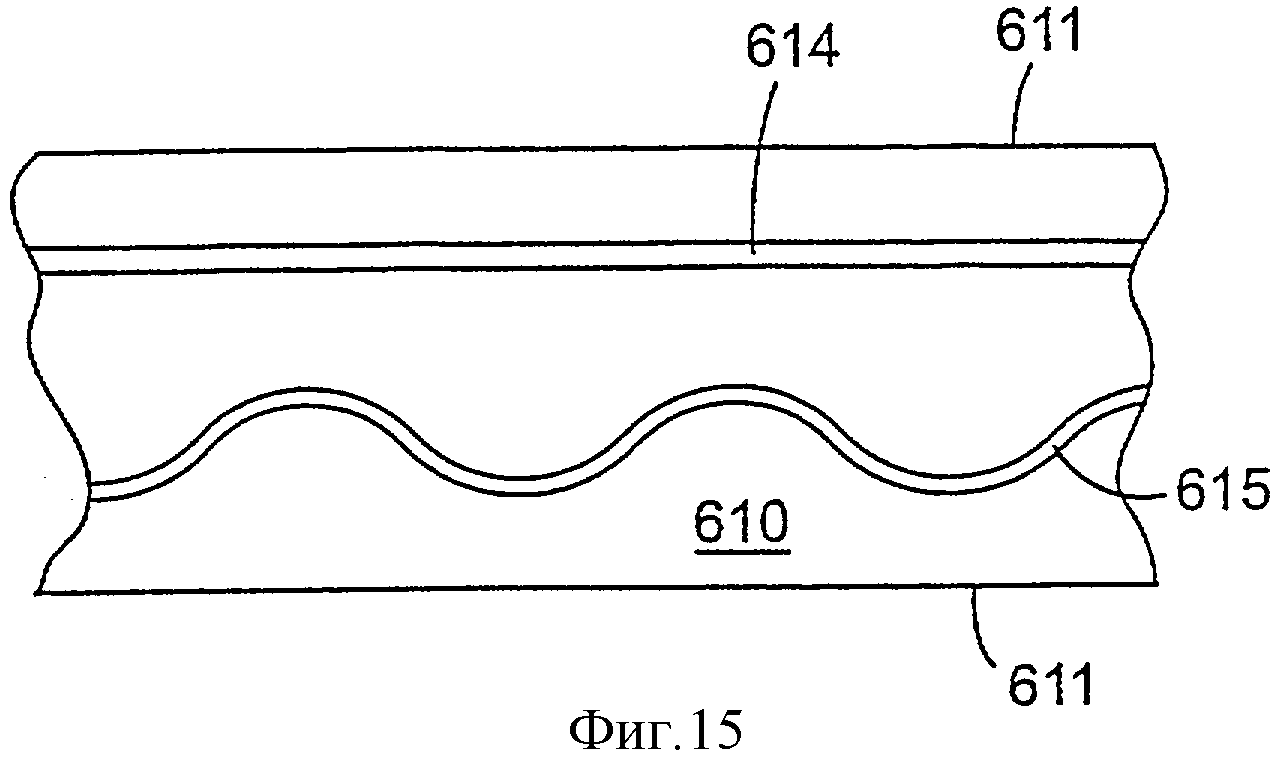
Фиг.15 - вид в плане части одной композитной ткани, изготовленной согласно настоящему изобретению.
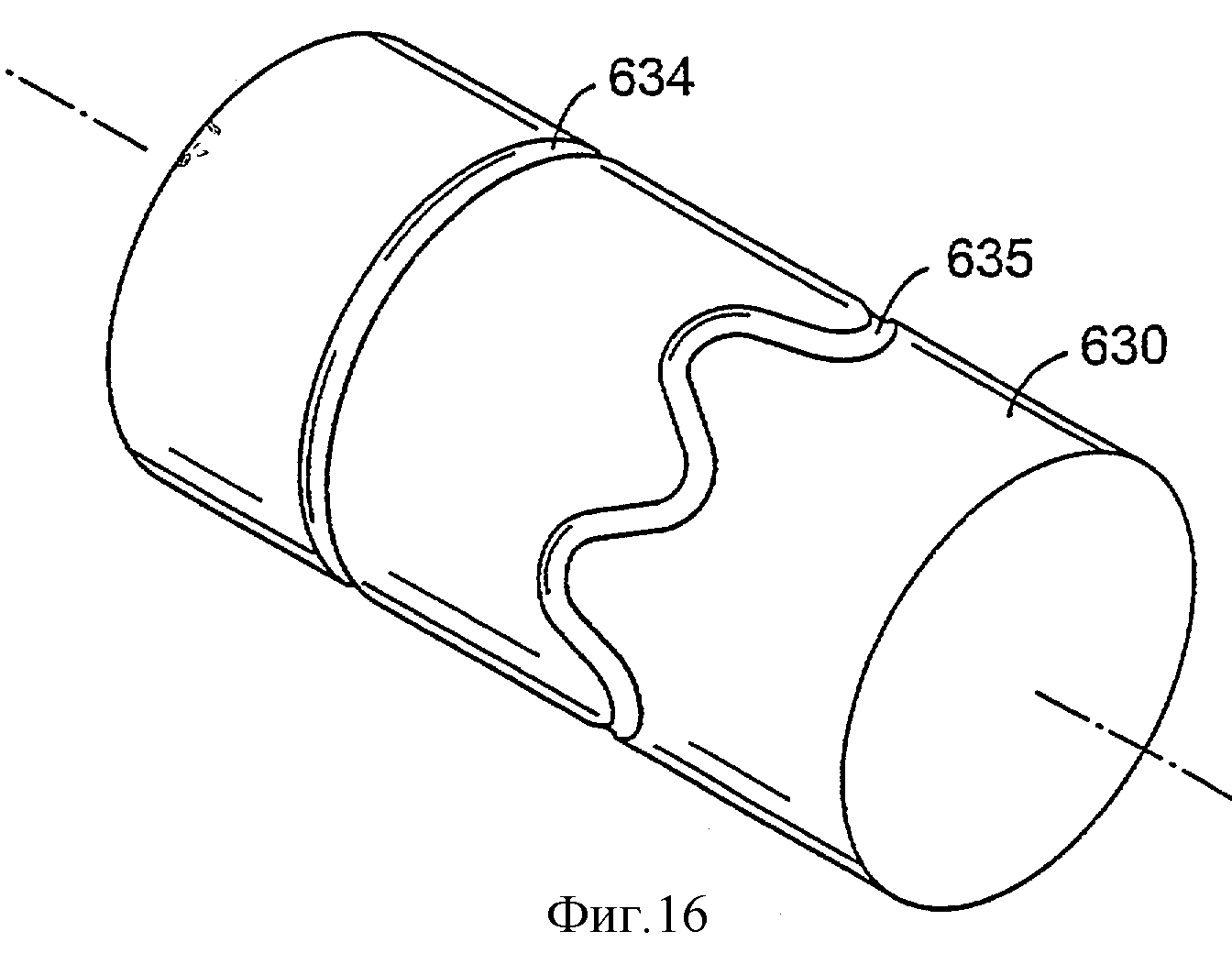
Фиг.16 - перспективный вид одного промежуточного валика, который может быть использован для получения композитной ткани, показанной на фиг.15.
Фиг.17 - вид в плане части одной композитной ткани, изготовленной согласно существующему изобретению, которая включает дискретные полимерные области, расположенные по всей ширине подложки.
Фиг.18 - вид в плане одного изделия, изготовленного из композитной ткани, включающей эластомерные и неэластомерные дискретные полимерные области.
Фиг.19 - вид в разрезе по линии 19-19 (фиг.18) изделия, изображенного на фиг.18.
Фиг.20 - вид в разрезе изделия, изготовленного из ламинированной композитной ткани, включающей эластомерные и неэластомерные дискретные полимерные области.
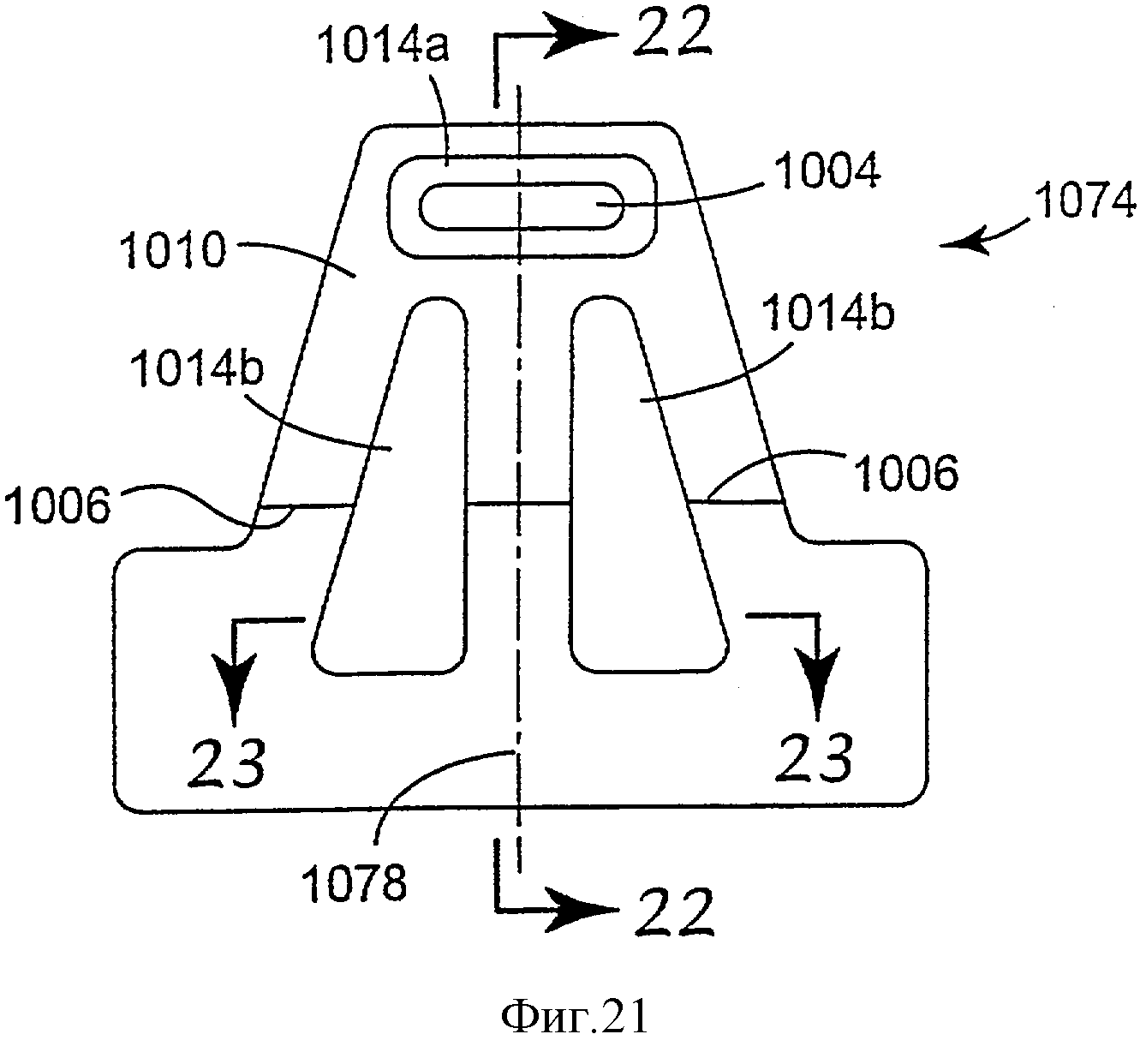
Фиг.21 - вид в плане другого изделия, изготовленного из композитной ткани, включающей эластомерные и неэластомерные дискретные полимерные области.
Фиг.22 - вид в разрезе по линии 22-22 (фиг.21) изделия, изображенного на фиг.21.
Фиг.23 - вид в разрезе по линии 23-23 (фиг.21) изделия, изображенного на фиг.21.
Фиг.24 - вид в плане одной композитной ткани, изготовленной в соответствии со способами, предлагаемыми в настоящем изобретении, и включающей сформированные в ней разделительные линии.
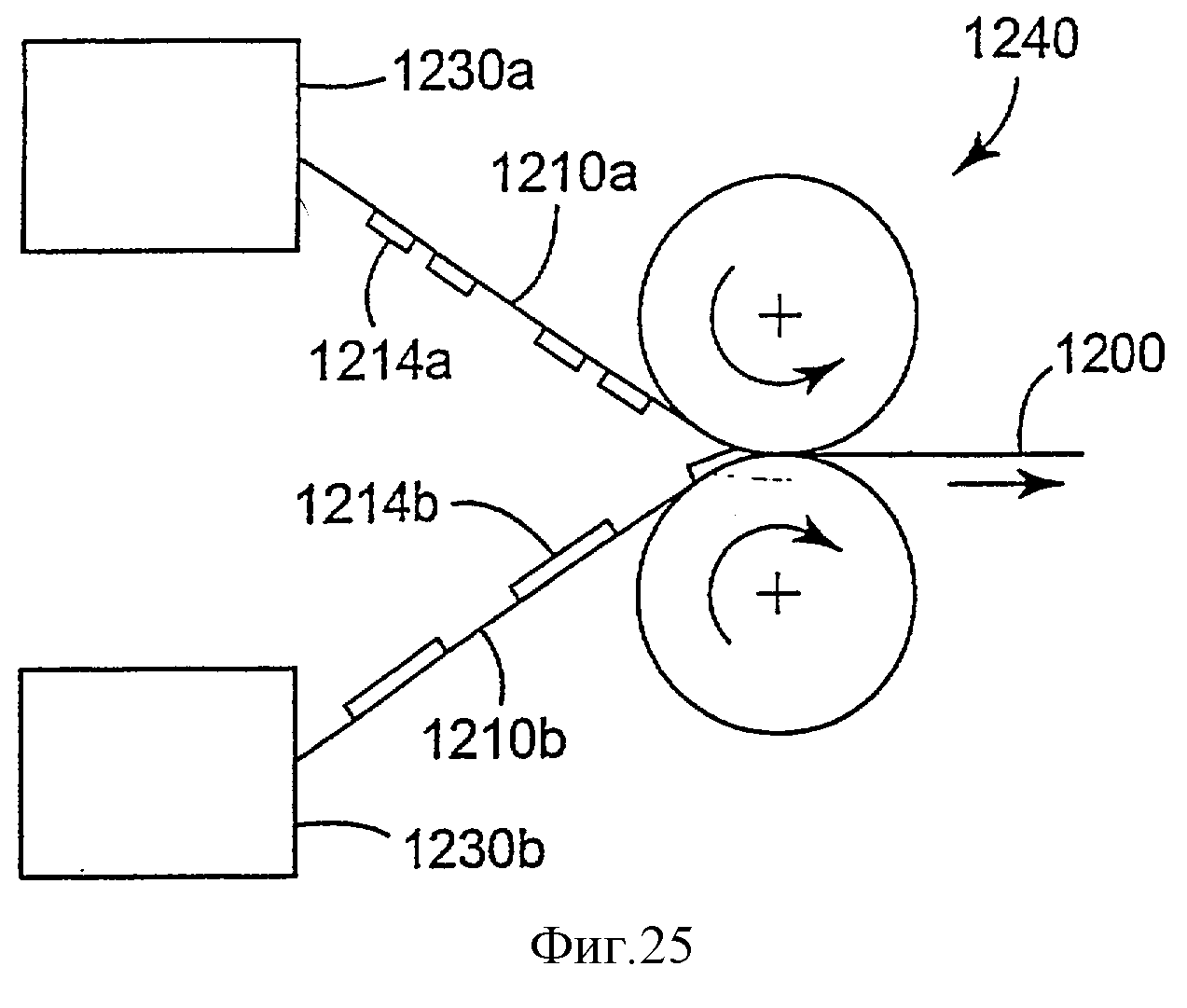
Фиг.25 - схема одной системы и способа для получения композитных тканей в соответствии со способами, предлагаемыми в настоящем изобретении.
Фиг.26 - схема другой системы и способа для получения композитных тканей в соответствии со способами, предлагаемыми в настоящем изобретении.
ПОДРОБНОЕ ОПИСАНИЕ ИЛЛЮСТРАТИВНЫХ ВАРИАНТОВ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
Как уже указывалось выше, настоящее изобретение предлагает способы и системы получения композитных тканей, которые включают в себя подложку с упрочняющими дискретными полимерными областями, расположенными на поверхности или внутри композитной ткани. Для иллюстрации различных вариантов композитных тканей, которые могут быть изготовлены в соответствии со способами настоящего изобретения, будут приведены различные варианты конструкции. Способы, предложенные в настоящем изобретении, не ограничиваются лишь этими иллюстративными материалами и ограничиваются лишь способами, изложенными в приведенной ниже формуле изобретения.
На фиг.1 приведено поперечное сечение части одной композитной ткани, изготовленной в соответствии со способами, предлагаемыми в настоящем изобретении. Композитная ткань включает в себя подложку 10 с первой основной поверхностью 18 и второй основной поверхностью 19. Одна или большее количество упрочняющих дискретных полимерных областей 14 расположены на первой основной поверхности 18 подложки 10. Понятно, что подложка может включать более одной упрочняющей дискретной полимерной области, как показано, например, на фиг.7-12.
Предпочтительно, чтобы каждая из упрочняющих дискретных полимерных областей 14 композитных тканей, изготовленных в соответствии с существующим изобретением, имела переменную толщину или высоту над поверхностью 18 подложки 10. Особенно предпочтительно, чтобы переменная толщина ткани достигалась за счет более тонкой дискретной полимерной области, находящейся наиболее близко к границе 15 упрочняющей дискретной полимерной области 14.
Комбинация более толстых центральных частей упрочняющей дискретной полимерной области 14 и более тонких границ 15 может обеспечить композитной ткани дополнительные преимущества. Более тонкие границы 15 могут быть более гибкими или более мягкими, что может сделать изделие более комфортным в том случае, если композитная ткань, содержащая такие дискретные полимерные области, используется для изготовления одежды, например для изготовления подгузников, хирургической одежды и т.д. В то же время более толстая центральная часть упрочняющей дискретной полимерной области 14 может обеспечить желательный уровень жесткости для дискретной полимерной области.
Упрочняющие дискретные полимерные области 14 могут закрывать любую желательную часть поверхности 18 подложки 10, на которой они расположены, хотя следует иметь в виду, что дискретные полимерные области 14 не будут закрывать всю поверхность подложки 10. Некоторые изменения общей площади поверхности подложки, занятой дискретными полимерными областями, могут быть такими, как описано, например, в заявке на патент США №09/257447, озаглавленной «Ткань, содержащая отдельные соединительные упрочняющие области» и зарегистрированном 25 февраля 1999 года (опубликованной как международная публикация, №WO 00/50229).
Кроме того, хотя дискретные полимерные области 14 изображены в виде не связанных друг с другом областей, необходимо иметь в виду, что некоторые композитные ткани, изготовленные с использованием систем и способов, описанных в настоящем изобретении, могут содержать относительно тонкий скин-слой термопластичной композиции, используемый для формирования дискретных полимерных областей. Такой скин-слой в некоторых случаях может соединять между собой некоторые или даже все дискретные полимерные области, расположенные на композитной ткани. Однако в любом случае количество полимерного материала в скин-слой будет недостаточным для того, чтобы обеспечить существенное упрочнение подложки за пределами дискретных полимерных областей большей толщины. В том случае, когда композитная ткань содержит также и эластомерные дискретные полимерные области (такие системы обсуждаются при рассмотрении фиг.18-26), количество эластомерного полимерного материала в любом эластомерном скин-слое будет недостаточным для придания существенной эластичности подложке за пределами более толстых эластомерных дискретных полимерных областей.
Подложки, используемые для соединения композитных тканей, описанных в настоящем изобретении, могут иметь разнообразные структуры. Например, подложки могут представлять собой тканый материал, нетканый материал, трикотажный материал, бумагу, пленку или любые другие непрерывные материалы, которые могут подаваться через определенный зазор. Подложки могут иметь различные свойства, характеризующие их коэффициент расширения, эластичность, гибкость, хорошее прилегание, воздухопроницаемость, пористость, жесткость и т.д. Кроме того, подложки могут иметь складки, гофры или другие отклонения от плоской конфигурации.
В некоторых случаях подложки могут характеризоваться определенной способностью к растяжению, а в некоторых случаях и эластичностью. Ткани, способные к растяжению, предпочтительно могут иметь начальный предел текучести при растяжении, равный, по крайней мере, приблизительно 50 г·с/см, предпочтительно, по крайней мере, приблизительно 100 г·с/см. Кроме того, растяжимые ткани могут предпочтительно представлять собой расширяемые растяжимые ткани.
Подходящие процессы для изготовления нетканых тканей, которые могут использоваться в рамках настоящего изобретения, включают, но не ограничиваются только этими процессами, эжектирование воздушным потоком, фильерный способ, гидроструйный способ, аэродинамический способ получения полотна из расплава, кардование. При использовании фильерного способа нетканые ткани получают путем экструзии расплавленного термопластичного материала, выходящего в виде нитей из ряда отверстий малого диаметра в оформляющей части мундштука. Диаметр получаемых при экструзии нитей быстро уменьшается при растяжении, например при использовании эжекторных и неэжекторных способов или других известных механизмов фильерного способа, таких, какие описаны в патентах США №4340563 (Appel и др.); 3692618 (Dorschner и др.); 3338992 и 3341394 (Kinney); 3276944 (Levy); 3502538 (Peterson); 3502763 (Hartman) и 3542615 (Dobo и другие). Ткани, изготовленные фильерным способом, предпочтительно должны быть связанными (точечное или непрерывное связывание).
Слой нетканой ткани может также быть получен из связанных кардных тканей. Кардные ткани изготавливают из отдельных штапельных волокон, которые пропускают через чесальное или кардовое устройство, где происходит разделение и выравнивание штапельного волокна в направлении подачи в машине. При этом формируется нетканая ткань с волокнами, сориентированными в основном в том же направлении. Однако для уменьшения ориентации волокна может использоваться процесс произвольного ориентирования волокон.
Чтобы получить продукт, обладающий необходимыми свойствами растяжения, после формирования кардной ткани проводят процесс ее связывания с помощью одного или различных способов связывания. Одним из способов связывания является порошковое связывание, при котором порошкообразный адгезив распределяют по ткани и затем адгезив активируют, обычно нагревая ткань горячим воздухом. Другой способ связывания отдельных волокон - связывание по определенной схеме, заключающееся в использовании нагретых каландровых валиков или ультразвукового связывающего оборудования. Обычно этот процесс проводят как на ограниченном участке ткани, так и на полной ее поверхности. В общем случае, чем большее количество волокон ткани связаны между собой, тем более высокие свойства растяжимости имеет нетканая ткань.
Процесс эжектирования воздушным потоком представляет собой еще один процесс, с помощью которого могут быть получены волокнистые нетканые ткани, используемые в рамках данного изобретения. При этом процессе пучки небольших волокон, длина которых обычно находится в пределах от приблизительно 6 мм до приблизительно 19 мм, разделяются и захватываются потоком воздуха и затем осаждаются на формовочном сите, часто с использованием вакуумной техники. Хаотично осажденные волокна затем связываются друг с другом с помощью, например, горячего воздуха или адгезива, подаваемого в виде аэрозоля.
При использовании аэродинамического формования из расплава нетканые ткани могут быть получены в результате экструзии термопластичных полимеров через многоканальный мундштук экструдера для нитей. Вышедший из экструдера расплав полимера сразу же обдувают подаваемым с высокой скоростью горячим воздухом или паром, поступающим с двух сторон мундштука. Под действием возникшего воздушного турбулентного потока образующиеся волокна переплетаются в связанную ткань, которая затем укладывается на поверхность приемника. В общем случае, для того, чтобы обеспечить изготовление ткани с достаточной целостностью и прочностью, пригодными для целей настоящего изобретения, сформированную эжектированием воздушным потоком ткань необходимо в дальнейшем подвергнуть связыванию способом эжектирования, нагревания или ультразвукового воздействия, как описано выше.
Ткань, способная к расширению, может быть получена с помощью способа, использующего надрезание материала и приведенного, например, в международной публикации №WO 96/10481 (Abuto и др.). Для получения эластичной растяжимой ткани необходимо, чтобы надрезы были не непрерывными, и обычно делают разрезы на ткани перед тем, как закрепить ее на любом эластичном компоненте. Хотя это и более трудоемко, тем не менее можно создать надрезы в неэластичном слое ткани и после того, как неэластичная ткань будет нанесена на эластичную ткань. По крайней мере, часть надрезов в неэластичной ткани должна быть практически перпендикулярна (или иметь практически перпендикулярный угол) по отношению к предполагаемому направлению растяжения или эластичного удлинения (по крайней мере, в первом направлении) эластичного слоя ткани. В целом, перпендикулярность в этом случае означает, что угол между продольной осью выбранного надреза или надрезов и направления растяжения должен находиться между 60 и 120 градусами. Достаточное число описанных надрезов обычно удовлетворяет этому требованию, поэтому полученный таким способом ламинат является эластичным. Нанесение надрезов в двух направлениях имеет преимущество в том случае, когда эластичный ламинат должен обладать эластичностью, по крайней мере, в двух различных направлениях.
Нетканый материал, используемый согласно настоящему изобретению, может представлять собой суженный или сужаемый с возможностью восстановления, как описано в патентах США №4965122; 4981747; 5114781; 5116662 и 5226992 (автор всех патентов Morman). В этих составных патентах нетканую ткань удлиняли в перпендикулярном направлении по отношению к желательному направлению растяжения. При таком направлении удлинения ткани она характеризуется высокими положительными характеристиками растяжения и восстановления первоначальной формы.
Предпочтительно, чтобы подложки, используемые в рамках настоящего изобретения, имели некоторую пористость на одной или обеих основных поверхностях подложки. В этом случае при нанесении расплавленной термопластичной композиции на одну из основных поверхностей подложки будет возникать механическая связь между расплавленной термопластичной композицией и подложкой за счет пропитывания подложки расплавленной термопластичной композицией и/или за счет капсулирования части пористой поверхности подложки. В рамках настоящего изобретения термин "пористый" включает как структуры, содержащие пустоты, так и структуры, сформированные совокупностью волокон (например, тканых, нетканых, трикотажных и т.д.), которые позволяют расплавленной термопластичной композиции проникать в промежутки между волокнами. Если пористая поверхность включает волокна, термопластичная композиция может предпочтительно капсулировать волокна или части волокон, находящиеся на поверхности подложки.
При выборе соответствующей подложки, на которую должна быть нанесена термопластичная композиция, необходимо учитывать тип и структуру материала или материалов подложки. Обычно для этой цели выбирают материалы, которые не плавятся, не размягчаются или не разрушаются каким-либо другим способом под действием температуры и давления, используемыми на стадии переноса термопластичной композиции к подложке. Например, подложка должна иметь достаточную внутреннюю прочность, чтобы она не разрушалась в ходе процесса. Предпочтительно подложка должна иметь достаточную прочность в направлении переноса в машине при температуре промежуточного валика, чтобы ее можно было удалить неповрежденной с промежуточного валика.
Используемый в данном описании термин "волокно" включает волокна неопределенной длины (например, нити) и волокна неравномерной длины, например штапельные волокна. Волокна, используемые в связи с настоящим изобретением, могут быть многокомпонентными волокнами. Термин "многокомпонентное волокно" относится к волокну, имеющему в поперечном сечении волокна, по крайней мере, два различных одинаково удлиняющихся домена структурированного полимера, в отличие от смесей, где эти домены имеют тенденцию быть рассеянными, расположенными хаотично или неструктурированными. Таким образом, различные домены могут быть сформированы из полимеров различных классов (например, найлона и полипропилена) или могут быть сформированы из полимеров одного и того же класса (например, найлон), но которые отличаются по своим свойствам или характеристикам. Термин "многокомпонентное волокно", таким образом, включает, но не ограничивается только ими, концентрические и эксцентрические волокна, имеющие бикомпонентную структуру, симметричные и асимметричные волокна, имеющие последовательную структуру, волокна с клиновидной структурой, а также полые волокна этих конфигураций.
Хотя подложки, изображенные на поперечных разрезах различных изделий, изготовленных в соответствии со способами, приведенными в настоящем изобретении, показывают однослойную структуру, следует иметь в виду, что подложки могут иметь как однослойную, так и многослойную структуру. При использовании многослойной структуры следует помнить, что различные слои могут иметь одинаковые или различные свойства, структуру и т.д. Некоторые примеры таких структур могут быть такими же, какие описаны, например, в заявке на патент США №09/257447, озаглавленный «Ткань, содержащая упрочняющие дискретные области». Заявка зарегистрирована 25 февраля 1999 года (опубликована как международная публикация, №WO 00/50229).
Дискретные полимерные области 14 могут быть получены из различных неэластомерных термопластичных полимерных материалов. Используемый в рамках настоящего изобретения термин "термопластичный" (и различные его вариации) означает полимер или полимерную композицию, которые размягчаются при нагревании и возвращаются к своему первоначальному состоянию или к состоянию, близкому к первоначальному, при охлаждении до комнатной температуры. Термопластичные композиции, используемые в рамках настоящего изобретения, должны обладать текучестью или должны быть способны проникать в углубления промежуточного валика, как будет описано ниже.
Подходящими термопластичными композициями являются такие композиции, которые могут быть переработаны в расплаве. Такими полимерами являются те, которые обладают достаточной текучестью, чтобы по меньшей мере частично заполнить углубления, и которые в процессе плавления не подвергаются значительному ухудшению свойств. Достаточный диапазон разнообразных термопластичных композиций имеет необходимый интервал плавления и текучести для их использования в процессе, предложенном в настоящем изобретении, в зависимости от геометрии углублений и условий обработки. Предпочтительно, чтобы расплавленные обрабатываемые материалы и условия их обработки были выбраны таким образом, чтобы любые вязкоэластические восстанавливаемые свойства термопластичных композиций не приводили к значительному выходу композиций за пределы стенок углублений до тех пор, пока не возникнет необходимость переместить термопластичную композицию к подложке.
Некоторые примеры неэластомерных термопластичных композиций, которые могут использоваться в рамках настоящего изобретения, включают, но не ограничиваются лишь этими продуктами, полиуретаны, полиолефины (например, полипропилены, полиэтилены и т.п.), полистиролы, поликарбонаты, полиэфиры, полиметакрилаты, сополимеры этилена и винилацетата, сополимеры этилена и винилового спирта, поливинилхлориды, полимеры этилен-винилацетата, модифицированные акрилатом, сополимеры этилена и акриловой кислоты, найлоны, фторуглероды и т.д.
Неэластомерный термопластичный полимер - это полимер, который плавится и возвращается к своему первоначальному состоянию или к состоянию, близкому к первоначальному, после охлаждения и который не обладает эластичными свойствами в обычных условиях (например, при комнатной температуре и нормальном давлении). Используемый в рамках настоящего изобретения термин "неэластомерный" означает, что материал после растяжения практически не возвращается к своему исходному состоянию. Кроме того, неэластомерные материалы могут предпочтительно выдерживать целый ряд циклов «деформация - восстановление». Предпочтительно, чтобы деформация в этом цикле составляла, по крайней мере, приблизительно 20 процентов или более и более предпочтительно, по крайней мере, приблизительно 30 процентов или более от первоначальной длины при умеренном удлинении, например приблизительно 50% (для тех материалов, которые могут быть растянуты до 50% без разрыва или других отрицательных эффектов).
Термопластичные составы, используемые согласно настоящему изобретению, могут быть также объединены с различными присадками, вводимыми для достижения требуемого эффекта. К таким присадкам относятся, например, наполнители, вещества для уменьшения вязкости, пластификаторы, повышающие клейкость вещества, красители (например, краски и пигменты), антиоксиданты, антистатики, повышающие связующие свойства добавки, препятствующие слипанию вещества, улучшающие скольжение добавки, стабилизаторы (например, стабилизирующие состояние при воздействии тепла и ультрафиолетовых лучей), пенообразующие вещества, микрошарики, стеклянные шарики, армирующие волокна (например, микроволокна), облегчающие разъем пресс-формы вещества, теплопроводные частицы, электропроводные частицы и т.п. Количества таких материалов, которые при введении в термопластичные композиции, способны приводить к появлению положительного эффекта, можно легко определить на основании практического опыта при обработке и использовании таких материалов.
На фиг.2 представлен вид в плане части внешней поверхности одного перемещающего инструмента, который может использоваться для нанесения упрочняющей дискретной полимерной области 14 на подложку 10, изображенную на фиг.1. Эта изображенная на рисунке часть внешней поверхности 32 включает сформированное там углубление 34. На фиг.2 изображен также ряд более мелких углублений 38, распределенных по поверхности 32 промежуточного валика. Каждое из углублений 38 меньше, чем большее углубление 34, как в смысле отпечатка, оставляемого углублением на поверхности (см. ниже), так и в отношении объема углубления. При использовании промежуточного валика более мелкие углубления 38 могут также заполняться расплавленной термопластичной композицией с меньшими дискретными полимерными областями, образованными углублениями 38. Как будет рассмотрено далее при анализе фиг.7-9, этот процесс может быть использован для различных целей.
Углубление 34 представляет собой предпочтительно соединение ячеек 34а, 34b, 34с и 34d, образованных на поверхности 32 с помощью любой подходящей техники, например механической обработкой, травлением, лазерной обработкой и т.д. Фиг.3А-3С изображают набор стадий, которые могут использоваться для получения комбинированного углубления 34 на промежуточном валике 30, показанном на фиг.2. Фиг.3А-3С представляют поперечный разрез системы, изображенной на фиг.2, по линии 3-3 (фиг.2). Поэтому эти рисунки не включают самые маленькие ячейки 34d, показанные на фиг.2.
Для лучшего понимания возможностей настоящего изобретения на фиг.2, кроме того, дана полная схема каждой ячейки. Надо понимать, однако, что части каждой из ячеек фактически могут быть не видны в окончательно сформированном комбинированном углублении 34. Кроме того, комбинированное углубление 34 состоит из множественных закругленных ячеек 34a-34d. Следует иметь в виду, однако, что комбинированные углубления, получаемые согласно настоящему изобретению, могут состоять из ячеек любой выбранной формы, например овальной, квадратной, треугольной и т.д. Кроме того, сложные комбинированные углубления, получаемые согласно настоящему изобретению, могут быть построены из ячеек, имеющих разнообразные формы и/или размеры.
В изображенном комбинированном углублении 34 ячейки 34а имеют наибольший диаметр и образуются на самой большой глубине от поверхности 32. Кроме того, как видно из фиг.3А, ячейки 34а могут образовываться в первую очередь. В другом варианте сначала могут формироваться более мелкие ячейки, а только затем формируются более крупные ячейки. После этого могут быть сформированы ячейки 34b, как это изображено на фиг.3В. Ячейки 34b, полученные в данном варианте осуществления изобретения, представленном на рисунке, формируются на меньшей глубине в промежуточном валике 30, чем ячейка 34а. На это может указывать тот факт, что ячейки 34b перекрывают более крупную ячейку 34а, так что не все выделенные более мелкие ячейки 34b действительно сформированы в промежуточном валике 30.
Заключительная стадия, изображенная на фиг.3С, представляет собой формирование более мелких ячеек 34с, расположенных дальше от центральной ячейки 34а, чем ячейки 34b. В таком варианте осуществления изобретения эти внешние ячейки 34с формируются на меньшей глубине, чем ячейки 34b, таким образом, способствуя основному утончению границ упрочняющей дискретной полимерной области, как видно, например, на фиг.1.
Хотя не было сделано никаких попыток объяснить полученные результаты с помощью какой-либо теории, можно предполагать, что особенности структуры (например, наличие границ, выступов и т.д.), сформированной на границе между различными ячейками в комбинированной структуре углубления 34, могут увеличить его способность удерживать расплавленную термопластичную композицию в ходе процесса переноса. Более подробно этот вопрос обсужден ниже.
Углубления на промежуточных валиках, используемых в настоящем изобретении, могут быть охарактеризованы с точки зрения площади, занятой их отпечатком на внешней поверхности инструмента формирования, максимального размера этого отпечатка (в любом направлении на поверхности валика), объема углубления, формы отпечатка и т.д.
При оценке углубления с точки зрения площади отпечатка углублений каждое из углублений 34 может иметь отпечаток, площадь которого составляет приблизительно 4 квадратных миллиметра (мм2) или более. В других ситуациях каждое из углублений 34 может иметь отпечатки площадью приблизительно 8 мм или более.
Другой параметр, с помощью которого могут быть охарактеризованы углубления, - размер наибольшего их отпечатка на поверхности 32 промежуточного валика 30. При оценке с точки зрения наибольшего размера отпечатка может быть показано, что наибольший размер отпечатка углубления составляет приблизительно 2 мм или больше, в некоторых случаях он достигает приблизительно 5 мм или более.
Еще один параметр, с помощью которого могут быть охарактеризованы углубления, используемые в рамках настоящего изобретения, - это объем углубления. Например, углубления могут иметь объем, равный, по крайней мере, приблизительно 3 кубическим миллиметрам или более, в другом варианте объем углубления составляет приблизительно 5 (пять) кубических миллиметров или более. Величина объема может иметь большое значение, поскольку, по крайней мере, часть расплавленной термопластичной композиции в ходе переноса может быть сохранена внутри углубления. Таким образом, чтобы компенсировать удержание термопластичной композиции внутри углубления, объем углубления предпочтительно должен превышать предполагаемый объем дискретных полимерных областей, которые будут сформированы углублениями.
Выбор ориентации углубления 34 на промежуточном валике 30 может быть обусловлен различными факторами. Удлиненное углубление 34 может быть расположено в направлении движения механизма (то есть в направлении подачи подложки), в поперечном направлении (то есть в направлении, перпендикулярном направлению подачи подложки) или ориентировано в любом промежуточном направлении между направлением движения механизма и направлением, поперечным ткани.
На фиг.4 и 5 показана еще одна разновидность формы углублений, сформированных в перемещающих инструментах, которые используются для получения упрочняющих дискретных полимерных областей на подложках с помощью способов, предлагаемых в настоящем изобретении. Углубление 134 расположено в поверхности 132 перемещающего инструмента в форме круглого лотка с островковым включением 133, находящемся в центре углубления 134, сформированного на внешней поверхности 132.
Углубления, которые включают островковые включения типа изображенного на фиг.4, могут использоваться для получения упрочняющих дискретных полимерных областей на подложке, часть которой остается необработанной и находится в окружении полимера. Получаемая в этом случае структура может быть использована, в частности, для упрочнения подложки, например, в области петли, зазора между валиками, перфорации, или другого отверстия, образованного в подложке. Подобные структуры можно использовать также и в других системах.
Островковое включение 133, сформированное в центре углубления 134, предпочтительно имеет такую же высоту, что и внешняя поверхность 132 промежуточного валика, которая окружает углубление 134. Хотя углубление 134 изображено только с одним островковым включением 133, при желании углубления, получаемые с помощью способов, предлагаемых в настоящем изобретении, могут включать два или большее количество островковых включений, расположенных внутри каждого углубления. Кроме того, форма островкового включения и окружающего углубления также может изменяться. Так, углубление, имеющее круглый внешний периметр, может содержать островковое включение, имеющее другую форму. В другом варианте островковое включение может не находиться в центре углубления, как изображено в фиг.4.
Другой вариант, изображенный на фиг.5, заключается в изменении глубины углубления 134. Наиболее глубоким местом в этом случае является место, расположенное вблизи островкового включения; в области внешнего периметра углубления 134 его глубина уменьшается. Такая структура может обеспечить получение упрочняющей дискретной полимерной области с наиболее гибкими гранями, что обусловлено уменьшением толщины полимерной области. Это явление обсуждалось выше при рассмотрении фиг.1. Кроме того, хотя углубление 134 не показано в виде комбинированной структуры, как это показано для углубления 34 на фиг.2, углубление 134, включающее островковое включение 133, также может быть сформировано в виде комбинированного углубления, включающего множество ячеек.
На фиг.6 изображено другое углубление 234, сформированное на поверхности 232 перемещающего инструмента, а также углубление 234, включающее островковое включение 233 в такой же манере, как и в случае углубления 134, показанного на фиг.4 и 5. В отличие от углубления 134 углубление 234 имеет в основном удлиненную овальную форму, которая может в большей степени способствовать формированию петель или подобных структур. И здесь, несмотря на то, что углубление 234 не изображено в виде комбинированной структуры, как в случае углубления 34 на фиг.2, оно может преимущественно быть сформировано и в виде комбинированного углубления множества ячеек.
На фиг.7 и 8 показан еще один вид композитной ткани, изготовленной в соответствии со способами, предлагаемыми в настоящем изобретении. Композитная ткань, изображенная на фиг.7, представляет собой ламинированную структуру, включающую первую подложку 310а, ламинированную второй подложкой 310b и в результате образующую ламинированную подложку 310. Между этими двумя подложками 310а и 310b расположен ряд дискретных полимерных областей 314. Ряд более мелких дискретных полимерных областей 380 расположен между крупными дискретными полимерными областями 314. Наличие более мелких дискретных полимерных областей 380 не является обязательным, то есть эти полимерные области не обязательно должны добавляться к крупным дискретным полимерным областям 314. Тем не менее эти более мелкие структуры могут быть полезными для соединения друг с другом двух подложек 310а и 310b между крупными дискретными полимерными областями 314.
В некоторых случаях присоединение двух подложек 310а и 310b может быть достигнуто с использованием только дискретных полимерных областей 314 и 380. Это может происходить в том случае, когда процесс ламинирования происходит в системе, где полимерные области 314 и 380 находятся еще в расплавленном состоянии, и таким образом они могут непосредственно связываться друг с другом противоположными дискретными полимерными областями, находящимися на противоположной подложке, или с самой противоположной подложкой. Одно преимущество этой структуры состоит в том, что ламинирование может быть достигнуто без дополнительных материалов и/или дополнительных стадий процесса. Совместное ламинирование подложек 310а и 310b может быть облегчено с помощью известных на практике различных материалов и/или способов, например, за счет термического связывания, а также с помощью адгезивов, смол, липких пленок/тканей и т.д. Подобные материалы и способы можно найти в патентах № США 2787244 (Hickin); 3694867 (Stumpf); 4906492 (Groshens); 5685758 (Paul и другие) и 6093665 (Sayovitz и другие).
Ламинированная структура, показанная на фиг.7, может оказаться полезной, например, для придания мягкости ткани с обеих ее сторон, придания ей способности пропускать воздух, для увеличения пористости и т.д. В этом отношении такая структура отличается от композитных тканей, в которых дискретные полимерные области расположены на наружной поверхности композитной ткани. Ламинированная структура композитной ткани, показанная на фиг.7, может также использоваться для обеспечения различных свойств на противоположных сторонах композитной ткани. Например, подложки 310а и 310b могут обладать различной пористостью или другими свойствами.
На фиг.8 показано ламинирование подложек 310а и 310b под действием сил, действующих в направлениях, указанных стрелками, расположенными на обеих сторонах рисунка. Один из аспектов, изображенных на фиг.8, состоит в комбинации дискретных полимерных областей 314а на подложке 310а с дискретными полимерными областями 314b, расположенными на поверхности противоположной подложки 310b. Такая комбинация дискретных полимерных областей 314а и 314b предназначена для формирования дискретных полимерных областей 314 в композитной ткани, как это показано на фиг.7.
Другой аспект, изображенный на фиг.8, заключается в том, что более мелкие полимерные области 380, показанные на фиг.7, могут быть построены из комбинации полимерной области 380а, расположенной на подложке 310а, и полимерной области 380b, расположенной на подложке 310b. В других случаях более мелкая полимерная область расположена только на одной из подложек 310а или 310b и в процессе ламинирования предпочтительно связывается непосредственно с противоположной подложкой. Аналогичным образом в некоторых случаях более крупные дискретные полимерные области 314 могут быть сформированы в результате нанесения полимера только на одну из подложек 310а или 310b перед присоединением противоположной подложки.
Другим возможным преимуществом показанной на фиг.7 и 8 композитной ткани с ламинированной структурой является то, что упрочняющие дискретные полимерные области 314, сформированные в результате совместного ламинирования двух отдельных полимерных областей 314а и 314b, могут обеспечить получение объединенной упрочняющей дискретной полимерной области 314, которая содержит большее количество полимера, чем то количество полимера, которое могло бы быть эффективно нанесено с помощью способов, предлагаемых в настоящем изобретении, при использовании только отдельной упрочняющей дискретной полимерной области. Это дополнительное количество полимера может обеспечить получение более жестких и более толстых дискретных полимерных областей или придать этой структуре дополнительные преимущества.
На фиг.9 показана схема композитной ткани, которая может использоваться для получения композитной ткани, изображенной на фиг.7. В этой структуре две части 310а и 310b одинарной, однородной подложки 310 могут быть сложены по линии сгиба 302. Такая процедура обеспечивает получение ламинированной структуры, показанной на фиг.7 и 8. В другом варианте, как видно, например, из фиг.8, перед проведением процесса ламинирования подложки 310а и 310b могут быть отделены друг от друга. Подложка 310 включает противоположные упрочняющие дискретные полимерные области 314а и 314b на частях 310а и 310b, которые объединяются после складывания подложки 310 по линии сгиба 302.
Подложка 310 включает в себя также ряд противоположных более мелких дискретных полимерных областей 380а и 380b на частях 310а и 310b, которые объединяются при складывании подложки 310 по линии сгиба 302. Кроме того, подложка 310 содержит некоторые более мелкие дискретные полимерные области 380а и 380b, которые не препятствуют нанесению аналогичных покрытий на противоположной стороне линии сгиба 302.
Дискретные полимерные области 314а и 314b показаны в виде однородно распределенных по регулярно повторяющейся схеме по поверхности подложки 310 участков с одинаковым интервалом между этими участками (как в направлении оси «х», так и в направлении оси «y»). Однако необходимо понимать, что при желании расстояние между упрочняющими дискретными полимерными областями 314а и 314b может быть и неоднородным. Кроме того, схема распределения упрочняющих дискретных полимерных областей в образце может быть нерегулярной и/или неповторяющейся.
В других вариантах настоящего изобретения части композитных тканей, изготовленных в соответствии с настоящим изобретением, могут включать равномерно расположенные дискретные полимерные области, как это показано на фиг.9, в то время как другие участки этой же композитной ткани могут не содержать никаких дискретных полимерных областей. В еще одном варианте настоящего изобретения части композитной ткани, изготовленной в соответствии с настоящим изобретением, могут включать равномерно расположенные дискретные полимерные области, как это показано на фиг.9. В то же время другие участки этой же композитной ткани могут включать дискретные полимерные области, которые расположены неравномерно и/или не повторяются. Кроме того, различные части композитной ткани, изготовленной в соответствии с настоящим изобретением, могут включать различные наборы дискретных полимерных областей, которые могут быть однородно расположены в повторяющихся частях, отличающихся друг от друга, а также могут быть сформированы произвольно и распределены неравномерно.
Дискретные полимерные области могут быть получены в любой желательной форме, например, они могут иметь форму квадратов, прямоугольников, шестиугольников и т.д. Дискретные полимерные области могут иметь или не иметь стандартную геометрическую форму, но могут иметь также произвольную форму. Кроме того, форма этих областей не обязательно должна представлять собой цельную фигуру; такие области могут иметь также островковые включения, сформированные в пределах формы, в которой не перемещается ни одна из термопластичных композиций. В еще одном варианте настоящего изобретения некоторые или все дискретные полимерные области могут иметь форму знаков, то есть букв, чисел или других графических символов.
Фиг.10 иллюстрирует еще один вариант композитной ткани, изготовленной в соответствии с настоящим изобретением. Композитная ткань включает в себя подложку 410 с противоположно расположенными основными поверхностями 418 и 419. Одна особенность ткани, показанной на фиг.10, заключается в двухстороннем характере упрочняющих дискретных полимерных областей, расположенных на противоположных основных поверхностях 418 и 419 соответственно. Упрочняющая дискретная полимерная область 414 расположена на основной поверхности 418, а упрочняющая дискретная полимерная область 424 находится на противоположной основной поверхности 419. Как дискретная полимерная область 414, так и дискретная полимерная область 424 находятся на противоположных сторонах композитной ткани.
Дискретные полимерные области на противоположных основных поверхностях изображены как области, распределенные на подложке 410 по определенной схеме. Другими словами, дискретная полимерная область 414 совмещена с дискретной полимерной областью 424 на противоположной стороне подложки 410. Кроме того, дискретная полимерная область 414 изображена в виде области, имеющей практически такие же размеры, как и дискретная полимерная область 424, расположенная на противоположной стороне подложки 410. Следует иметь в виду, однако, что в том случае, когда необходимо получить композитную ткань, имеющую дискретные полимерные области на обеих основных поверхностях, дискретные полимерные области на противоположных поверхностях могут иметь, а могут и не иметь одинаковые размеры, как показано на фиг.10. Следует понимать также, что дискретные полимерные области могут быть расположены вместе на подложке 410 или могут не находиться на этой подложке, как это показано на фиг.10.
Можно предположить, что упрочняющие дискретные полимерные области 414 и 424 образуют кольцевую структуру на подложке 410. Вследствие этого желательно, чтобы в подложке 410 можно было обеспечить произвольное дополнительное отверстие 404, как показано на фиг.10. Отверстие может быть получено с помощью любой подходящей техники, например с помощью механической перфорации, инструмента, лазерного резания, с помощью водяной или газовой струи и т.д. Следует понимать, что подобные отверстия могут быть получены также и, например, в ламинированной композитной ткани, показанной на фиг.7.
На фиг.11 показан перспективный вид одной системы и одного способа получения дискретных полимерных областей на одной поверхности подложки 10 в соответствии с принципами, изложенными в настоящем изобретении. Система, изображенная на фиг.11, включает в себя подложку 10, которая определяет маршрут движения ткани через систему. Подложка 10 перемещается по системе вниз по направлению стрелок на различных валиках, указывающих направление вращения. После разматывания или иного способа подачи из какого-либо источника (например, подложка 10 может изготавливаться в одной линии с системой, показанной на фиг.11) подложка 10 направляется в зазор между опорным валиком 20 и промежуточным валиком 30.
Процесс получения дискретных полимерных областей на подложке 10 включает подачу расплавленной термопластичной композиции на внешнюю поверхность 32 промежуточного валика 30, который содержит одно или большее количество углублений 34, сформированных на его внешней поверхности 32. Расплавленная термопластичная композиция 41 подается на внешнюю поверхность 32 промежуточного валика 30 с помощью питающего устройства, имеющего форму лотка 40 (или с помощью другого питающего устройства, например экструдера, шестеренчатого насоса и т.д.).
Избыток расплавленной термопластичной композиции стирают или удаляют с внешней поверхности 32 с помощью ракеля 42, расположенного против внешней поверхности 32 промежуточного валика 30. Действительно, несмотря на то, что теоретически можно идеально удалить всю термопластичную композицию с внешней поверхности 32 промежуточного валика 30, практически часть термопластичной композиции остается на внешней поверхности 32 после ее удаления с помощью ракеля 42.
При нанесении расплавленной термопластичной композиции на внешнюю поверхность 32 промежуточного валика 30 в углубления 34, сформированные на внешней поверхности 32 передаточного валика 30, предпочтительно поступает часть расплавленной термопластичной композиции. Если углубления 34 в процессе подачи расплавленной термопластичной композиции полностью не заполнены, использование ракеля 42 для удаления избытка этой композиции с внешней поверхности 32 промежуточного валика 30 может оказаться полезным для более полного заполнения углублений расплавленной термопластичной композицией.
Для получения желаемых изделий следует контролировать изменение температуры различных валиков в системе, изображенной в фиг.11. Предпочтительно, например, чтобы внешняя поверхность 32 промежуточного валика 30 была нагрета до выбранной температуры, равной или превышающей температуру плавления термопластичной композиции, которая должна быть нанесена на подложку 10. Нагревание промежуточного валика 30 может также привести к увеличению степени заполнения углублений 34 расплавленной термопластичной композицией.
Поскольку расплавленная термопластичная композиция 41 сама по себе нагрета при нахождении в лотке 40, ракель 42 также обычно будет нагреваться за счет тепла, выделяемого расплавленной термопластичной композицией. В случае применения другого способа может оказаться желательным регулировать также и температуру ракеля 42, например, устанавливая ее выше температуры плавления термопластичной композиции независимо от температуры лотка 40, содержащего расплавленную термопластичную композицию 41. Например, может оказаться желательным нагреть ракель 42 до температуры более высокой, чем температура плавления расплавленной термопластичной композиции.
На фиг.11А представлен частичный увеличенный вид в разрезе, показывающий взаимное положение ракеля 42 и углубления 34, расположенного на промежуточном валике 30. Одной из характеристик ракеля 42, которую можно регулировать, является толщина ракеля 42 или его длина 43 по отношению к внешней поверхности промежуточного валика 30 (измеренная в направлении подачи механизма или в направлении вращения промежуточного валика). Например, может оказаться полезным более толстый или более длинный ракель 42, поскольку он позволит расплавленной термопластичной композиции усаживаться внутри углублений 34 в течение более длительного времени и, таким образом, приведет к более полному заполнению углублений. Кроме того, помимо изменения длины ракеля 42 можно также регулировать давление или силу, прилагаемую ракелем к поверхности передаточного валика 30. Такая регулировка может проводиться с учетом различных факторов, включающих, например, характеристики расплавленной термопластичной композиции, характеристики передаточного валика и т.п.
Промежуточный валик 30 вместе с углублениями 34, заполненными, по крайней мере, частично желательной расплавленной термопластичной композицией, продолжает вращаться до тех пор, пока углубления 34 и расплавленная термопластичная композиция, которую они содержат, не прижимаются к подложке 10 и опорному валику 20 в зазоре для переноса (то есть возле зазора, образованного промежуточным валиком 30 и опорным валиком 20). Именно в этой точке начинается перенос находящейся в углублениях 34 расплавленной термопластичной композиции на подложку 10. Необходимо понимать, что при определенных условиях только часть термопластичной композиции в углублениях 34 может перейти на подложку 10.
При использовании подложки 10, включающей одну или большее количество пористых основных поверхностей, на которые наносится расплавленная термопластичная композиция в соответствии со способами настоящего изобретения, предпочтительно возникает механическое связывание расплавленной термопластичной композиции с пористой поверхностью подложки 10. Используемый в рамках настоящего изобретения термин "пористый" включает в себя как структуры, содержащие образовавшиеся там пустоты, так и структуры, сформированные из набора волокон (например, тканых, нетканых или трикотажных). Оба типа этих пористых структур позволяют расплавленным термопластичным композициям проникать внутрь этих структур.
Предпочтительно, чтобы давление в зазоре между промежуточным валиком 30 и опорным валиком 20 было достаточным для того, чтобы часть термопластичной композиции в дискретной полимерной области могла пропитать и/или капсулировать часть пористой подложки 10 и, таким образом, улучшить присоединение дискретных полимерных областей к подложке 10. В тех случаях, когда поверхность подложки 10 включает волокна (например, когда на основных поверхностях подложки 10 присутствует тканый, нетканый, или трикотажный материалы), для улучшения крепления дискретных полимерных областей к подложке 10 может быть предпочтительно, чтобы термопластичная композиция капсулировала все или, по крайней мере, некоторую часть волокон, присутствующих на поверхности подложки 10.
При некоторых условиях расплавленная термопластичная композиция в углублениях 34 может полностью проникать в подложку 10. Такая ситуация может иметь место, если, например, подложка 10 является пористой по всей своей толщине. В других случаях проникновение расплавленной термопластичной композиция может быть ограничено лишь одним или несколькими внешними слоями подложки 10.
Необходимо понимать, однако, что, несмотря на то, что внешние поверхности подложки 10 могут обладать некоторой пористостью, эта пористость может не обязательно простираться по всей толщине подложки 10. Например, подложка 10 может содержать широкий набор различных слоев, причем некоторые из этих слоев являются практически непористыми. В другом варианте подложка 10 по всей своей толщине может оказаться непористой, даже при том, что внешние поверхности подложки 10 обладают некоторой пористостью, как обсуждалось выше.
Опорный валик 20 может обладать множеством различных характеристик в зависимости от типа материала подложки и/или обрабатываемой расплавленной термопластичной композиции. В некоторых случаях внешняя поверхность опорного валика 20 может быть изготовлена из резины или другого соответствующего материала, который адаптируется к форме промежуточного валика 30. При использовании соответствующего материала типа резины он может иметь твердость, равную, например, приблизительно 10-90 единиц (измерение по Шору А).
Один такой вариант зазора для переноса изображен на фиг.11 В, где соответствующий опорный валик 130 изображен как вдавливающий часть подложки 110 в углублении 134 (там же находится термопластичная композиция 141). Если поверхность подложки 110, обращенная в сторону углубления 134, является пористой, то часть расплавленной термопластичной композиции 141 может быть внедрена в пористую поверхность подложки 110. Вдавливание подложки 110 в углубление может быть особенно выгодно, если углубление 134 полностью не заполнено расплавленной термопластичной композицией 141, поскольку такое вдавливание улучшает вероятность контакта между подложкой 10 и расплавленной термопластичной композицией 141.
В другом варианте поверхность подложки может быть вдавлена в углубления, находящиеся на промежуточном валике, с использованием сопряженного опорного валика. Этот вариант зазора для переноса изображен на фиг.11С, в котором опорный валик 220 содержит выступы 222, которые являются совместимыми или сопряженными с углублениями 234 на промежуточном валике 230. Выступы 222 предпочтительно должны вдавливать подложку в углубления таким же образом, как это имеет место в случае системы, изображенной на фиг.11В. Сопряженный опорный валик 220 может быть изготовлен из любого прилегающего материала, неприлегающего материала или комбинации этих материалов.
Вопросы, связанные с нагреванием промежуточного валика или любым другим способом регулирования его температуры, обсуждались выше. Желательно, чтобы температура внешней поверхности опорного валика также могла регулироваться. Например, может оказаться желательным охладить поверхности опорного валика до выбранной температуры, которая ниже температуры промежуточного валика. Охлаждение опорного валика может оказаться полезным для поддержания целостности подложки. Это особенно важно, если целостность подложки может быть нарушена в результате воздействия высокой температуры промежуточного валика (если этот валик нагрет) и/или расплавленной термопластичной композиции, находящейся в углублениях промежуточного валика.
Как видно из фиг.11, подложка 10 располагается вокруг опорного валика 20. В некоторых случаях часть расплавленной термопластичной композиции в углублениях может оставаться в углублениях 34, в то время как подложка 10 отходит от промежуточного валика 30. В результате, может наблюдаться тенденция к удлинению или натяжению расплавленной термопластичной композиции в углублениях 34 между промежуточным валиком 30 и подложкой 10.
Устройство типа нагретой проволоки 44, показанное на фиг.11, может использоваться для разделения любых жгутов термопластичной композиции, которые могут образовываться после отделения подложки 10 от промежуточного валика 30. Для необходимого разъединения друг от друга любых жгутов расплавленной термопластичной композиции могут быть использованы также другие устройства и/или способы. Примеры таких устройств и/или способов могут включать, но не ограничены лишь указанными ниже, горячие воздушные ножи, лазеры и т.д. Кроме того, при некоторых условиях в процессе производства не происходит натяжения термопластичной композиции между подложкой и промежуточным валиком.
Тенденция расплавленной термопластичной композиции в углублениях 34 претерпевать натяжение при выходе подложки из зазора для переноса приводит к появлению другой проблемы, которая должна быть разрешена при проведении процесса в соответствии с настоящим изобретением. Эта проблема связана с внутренней когезионной прочностью подложки 10 и/или пределом прочности на растяжение подложки 10. Особенно большое беспокойство эта проблема может вызывать в том случае, если подложка 10 включает волокнистые структуры (например, тканые, нетканые или трикотажные волокна), которые могут отделяться от остатка подложки за счет сил, возникающих при отделении подложки 10 от промежуточного валика 30. Эти соображения могут оказаться более важными, если расплавленная термопластичная композиция обладает специфическими свойствами (например, липкостью, высоким значением предела прочности при растяжении и т.д.), при которых жгуты расплавленной термопластичной композиции могут оказывать усилия на подложку 10, превышающие внутреннюю прочность когезии и/или предел прочности при растяжении подложки 10.
Например, если подложка 10 содержит нетканую связанную полимером часть, то температура промежуточного валика 30 и/или расплавленной термопластичной композиции может увеличиться выше температуры плавления полимера, что, в свою очередь, потенциально может привести к снижению внутренней когезионной прочности и/или предела прочности при растяжении подложки 10. В другом варианте нетканая подложка может содержать в своем составе волокна, температура плавления которых аналогична температуре промежуточного валика 30 и/или расплавленной термопластичной композиции, что также может привести к снижению внутренней когезионной прочности и/или предела прочности при растяжении подложки 10.
В любом случае для того, чтобы сохранить целостность подложки в процессе переноса расплавленной термопластичной композиции, необходимо по возможности контролировать температуру валиков и/или расплавленной термопластичной композиции. Например, опорный валик 20 может быть охлажден, что, в свою очередь, приведет к понижению температуры подложки 10 и будет способствовать сохранению его внутренней когезионной прочности.
В другом варианте нагревание промежуточного валика 30 и/или опорного валика 20 может быть использовано для повышения внутренней когезионной прочности и/или предела прочности на разрыв подложки 10. Например, если подложка 10 содержит в своем составе многокомпонентные волокна или волокна, имеющие различные композиции, некоторое уплотнение волокон или других компонентов подложки 10 может наблюдаться при нагревании подложки 10 в процессе переноса расплавленной термопластичной композиции от промежуточного валика 30 к подложке 10. Такое уплотнение волокон и компонентов подложки может повысить ее целостность за счет образования скин-слоя или другой повышающей прочность структуры на поверхности или внутри подложки 10. Некоторые процессы такого типа могут быть найдены, например, в патенте США №5470424 (Isaac и другие).
Хотя система и способ, изображенные на фиг.11, приводят к получению композитных тканей с упрочняющими дискретными полимерными областями только на одной основной стороне этих тканей, специалисты в данной области смогут определить, какие модификации необходимы для того, чтобы сформировать дискретные области на обеих основных сторонах подложки в соответствии с принципами настоящего изобретения. Один пример может включать, например, образование дискретных полимерных областей на одной поверхности каждой из двух отдельных подложек, последующее ламинирование этих двух подложек, приводящее к получению одинарной подложки с дискретными полимерными областями на ее обеих основных поверхностях (см., например, фиг.10). В другом варианте одинарная подложка может быть направлена в зазор, сформированный двумя передаточными валиками, причем эти промежуточные валики практически одновременно будут наносить дискретные полимерные области с обеих сторон ткани.
Хотя фиг.11 изображает вариант исполнения изобретения, при котором только одна термопластичная композиция перемещается под действием промежуточного валика 30, должно быть понятно, что две или большее количество различных термопластичных композиций могут быть приложены к внешней поверхности промежуточного валика 30. На фиг.12 изображена часть одной системы, использующей лоток 340, позволяющий подводить три расплавленных термопластичных композиции (в зонах А, В и С) к поверхности промежуточного валика 330, который вращается вокруг оси 331. Лоток 340 может, например, содержать барьеры 342, способствующие тому, что расплавленные термопластичные композиции, находящиеся в различных зонах лотка 340, не смешиваются в процессе обработки. В другом варианте для нанесения на промежуточный валик 330 различных термопластичных композиций могут быть использованы отдельные и различные лотки для каждой термопластичной композиции.
Промежуточный валик 330 также включает различные наборы углублений 334а, 334b и 334с, на которые могут быть нанесены различные расплавленные термопластичные композиции. Углубления в различных зонах промежуточного валика 330 имеют различные формы, различные размеры и между ними может быть разное расстояние. Например, треугольные углубления в зоне С расположены неравномерно и по неповторяющейся схеме, в то время как углубления в зонах А и В расположены равномерно, по повторяющейся схеме.
При работе с системой, изображенной на фиг.12, на одинарной подложке могут быть сформированы различные наборы дискретных полимерных областей с использованием различных термопластичных композиций. В связи с этим в такой системе могут быть использованы термопластичные композиции для получения множества различных свойств, относящихся к процессу производства или к использованию готовых изделий на основе композитных тканей.
На фиг.13 и 14 изображено изделие, которое может быть изготовлено из композитной ткани в соответствии со способами, предлагаемыми в настоящем изобретении. На фиг.13 показан вид в плане изделия, а на фиг.14 - вид в разрезе этого изделия по линии 14-14 на фиг.13. Изделие включает рамку 560, сформированную упрочняющей дискретной полимерной областью на подложке 510. Это изделие может быть использовано, например, в качестве фильтра, где рамка 560 обеспечивает цельную опору для подложки 510, которая представляет собой фильтрующую среду. Рамка 560, нанесенная в качестве упрочняющей дискретной полимерной области, предпочтительно не требует использования вяжущих веществ (например, адгезивов и т.д.) для прикрепления рамки 560 к фильтрующей подложке 510.
Показанное на рисунке изделие также содержит одну или большее количество дополнительных упрочняющих полос 562, которые проходят поперек центральной области подложки 510, определенной рамкой 560. Предпочтительно, чтобы упрочняющие полосы 562 были образованы дискретными полимерными областями, нанесенными на подложку 510 в соответствии со способами настоящего изобретения. Упрочняющие полосы 562 могут быть сформированы из того же самого или различных полимерных составов, что и рамка 560.
Фиг.15 и 16 изображают еще один вариант способа изготовления композитных тканей в соответствии с настоящим изобретением. На фиг.15 приведен вид в плане части композитной ткани, изготовленной согласно существующему изобретению. Композитная ткань включает подложку 610, на которой расположены две дискретные полимерные области 614 и 615. Два противоположных края 611 подложки 610 простираются по всей длине композитной ткани и вместе определяют продольный размер этой композитной ткани.
Дискретная полимерная область 614 в форме ровной полосы термопластичной композиции нанесена на подложку 610 вдоль всей длины композитной ткани. Как видно из фиг.15, дискретная полимерная область 614 может быть непрерывна по всей длине композитной ткани.
Дискретная полимерная область 615 представляет собой вариант дискретной полимерной области 614 и имеет волнистый по форме рельеф по сравнению с относительно прямой линейной формой дискретной полимерной области 614. В то же время холмистый рельеф дискретной полимерной области 615 также проходит по всей длине композитной ткани. Кроме того, как показано на фиг.15, дискретная полимерная область 615 также может быть непрерывна в продольном направлении композитной ткани.
На фиг.16 показан перспективный вид промежуточного валика 630, который может быть использован для переноса расплавленных термопластичных композиций на подложку в форме, показанной на фиг.15, в соответствии со способами, предлагаемыми в настоящем изобретении. Промежуточный валик 630 включает углубление 634, которое предпочтительно проходит непрерывно вокруг внешней окружности промежуточного валика 630 и формирует дискретную полимерную область 614, как это показано на фиг.15. Промежуточный валик 630 также включает углубление 635, простирающееся вокруг внешней окружности промежуточного валика 630 и формирующее дискретную полимерную область 615, изображенную на фиг.15.
Фиг.17 показывает другой вариант способа получения композитной ткани в соответствии с настоящим изобретением. На фиг.17 представлен вид в плане части композитной ткани, изготовленной согласно настоящему изобретению. Композитная ткань включает подложку 710, на которой расположены дискретные полимерные области 714а, 714b и 714с, причем эти дискретные полимерные области простираются поперек подложки. Два противоположных края 711 подложки 710 проходят по всей длине композитной ткани и вместе определяют продольный и поперечный размеры композитной ткани.
Каждая из дискретных полимерных областей 714а, 714b и 714с получается в форме полос термопластичного композитного материала, нанесенных на подложку 710, главным образом, в поперечном направлении композитной ткани, то есть проходящих между краями 711 подложки 710. Дискретные полимерные области 714а, 714b и 714с представляют собой различные варианты - от прямолинейных в случае 714а и 714b и до волнистых в случае 714с. В соответствии со способами, предлагаемыми в настоящем изобретении, можно предложить большое количество других вариантов расположения, формы и/или ориентации упрочняющих дискретных полимерных областей.
Помимо получения изделий, содержащих дискретные полимерные области неэластомерных термопластичных композиций на поверхности или внутри композитной ткани, в ряде случаев может также оказаться желательным получение такого рода упрочненных композитных тканей с одной или большим количеством дискретных полимерных областей эластомерных термопластичных композиций, придающих эластичность получаемым композитным тканям.
Один такой пример изделия, включающего дискретные полимерные области, имеющие эластомерную или неэластомерную природу, приведен на фиг.18 и 19. Изделие 874 может, например, быть получено в виде крепежного изделия, которое может быть использовано для крепления одежды (например, подгузников, одежды и т.д.). Это изделие 874 включает в свой состав упрочняющее кольцо 814а в форме дискретной полимерной области, сформированной из неэластомерной термопластичной композиции. Хотя только одна дискретная полимерная область 814а, сформированная из неэластомерной термопластичной композиции, изображена на рисунке в связи с изделием 874, следует иметь в виду, что изделия, получаемые с использованием способов настоящего изобретения, могут включить одну или большее количество таких упрочняющих дискретных полимерных областей.
Изделие 874 содержит также эластомерные термопластичные композиции в дискретных полимерных областях 814b. Хотя на фиг.18 изображены три такие области, надо понимать, что изделия, получаемые с использованием способов настоящего изобретения, могут включать только одну или большее количество дискретных полимерных областей, сформированных из эластомерной термопластичной композиции.
На фиг.19 приведен вид в разрезе показанного на фиг.18 изделия 874 по линии 19-19 (фиг.18). Как видно из этого рисунка, различные дискретные полимерные области 814а и 814b присутствуют на одной и той же основной поверхности подложки 810, на которой сформировано изделие 874. Однако, как уже обсуждалось выше, следует понимать, что любая комбинация дискретных полимерных областей 814а и 814b может быть расположена на одной и той же или на различных основных поверхностях подложки 810.
На фиг.19 показано также отверстие 804, образованное в подложке 810 по периметру кольца, состоящего из неэластомерной термопластичной композиции, формирующей дискретную полимерную область 814а. Как обсуждалось выше при рассмотрении фиг.10, такие отверстия могут быть получены с помощью любых подходящих способов. Это отверстие может, например, иметь такой размер, чтобы получить язычок или другую структуру, которая соответствует размеру зазора, сформированного отверстием 804, образованным в пределах дискретной полимерной области 814а, таким образом, чтобы удерживать язычок застежки или другую конструкцию в пределах зазора.
Крепежный элемент 874 включает также дискретные полимерные области 814b, которые предпочтительно играют роль упругих элементов, обеспечивающих придание эластичности изделию 874 в том случае, когда подложка 810 является неупругой. Даже если подложка 810 сама по себе является эластичной, дискретные полимерные области 814b могут все еще функционировать как упругие элементы, повышающие эластичность изделия 874.
Хотя подложка 810 предпочтительно способна растягиваться, нерастягиваемую подложку 810 можно также сделать способной к расширению, например, за счет разрезов 806 в подложке 810. Разрезы 806 наносятся на расстоянии, равном, по крайней мере, одной из дискретных эластомерных полимерных областей 814b. Некоторые примеры, в которых прорезание подложки используется для придания ей способности к растяжению или для увеличения степени растяжения подложки, описаны в международной публикации, №WO 96/10481 (Abuto и другие). Для обеспечения или улучшения способности к растяжению подложек, используемых в связи с настоящим изобретением, могут также использоваться и другие способы. Например, механические процессы растяжения, описанные в патентах США №4223059 (Schwarz) и 5167897 (Weber и другие.), могут быть использованы, чтобы обеспечить или улучшать способность подложки к растяжению.
На фиг.20 изображен ламинированный вариант эластичного крепежного элемента 874, показанного на фиг.18 и 19. Крепежный элемент 974 включает две подложки 910а и 910b, которые ламинированы таким образом, что дискретные полимерные области 914а и 914b расположены внутри композитной ткани 910. Изделие также включает отверстие 904, образованное в пределах упрочняющего периметр кольца, сформированного неэластомерной термопластичной композицией дискретной полимерной области 914а.
На фиг.21-23 представлены различные виды другого крепежного элемента, полученного с использованием способов, предлагаемых в настоящем изобретении. Крепящий язычок 1074 включает подложку 1010, на которую нанесено большое количество различных дискретных полимерных областей. Различные дискретные полимерные области обеспечивают образование упрочняющего периметр кольца (1014а), предназначенного для прикрепления изделия 1074 к дополнительной структуре и эластичных элементов (1014b), предназначенных для обеспечения эластичности крепежного элемента 1074. Как видно из фиг.21, язычок 1074 предпочтительно включает ось удлинения 1078.
Дискретная полимерная область 1014а расположена на дальнем конце крепежного элемента 1074. На фиг.22 представлен вид в разрезе изделия, показанного на фиг.21, по линии 22-22. На этом рисунке видна складка 1006, сформированная в подложке 1010, вместе с упругими элементами 1014b, перекрывающими эту складку 1006. В варианте, показанном на фиг.22, подложка 1010 включает только одну складку, хотя необходимо понимать, что, если желательно увеличить способность подложки к растяжению, изделия, получаемые в соответствии со способами, предлагаемыми в настоящем изобретении, могут включать одну или большее количество складок.
Дискретная полимерная область 1014а сформирована из неэластомерных материалов и поэтому дискретная полимерная область 1014а может способствовать распределению напряжения по ширине изделия 1074 (где ширина измерена в перпендикулярном направлении к оси удлинения 1078, показанной на фиг.21). Может оказаться желательным распределить усилия, приложенные к изделию 1074 в ходе его удлинения, чтобы уменьшить или предотвратить утолщения или перекручивания при растяжении изделия 1074. Распределение усилий по ширине изделия может также быть полезным для однородного распределения напряжений в поперечном направлении изделия 1074.
В показанном на рисунке варианте воплощения изобретения эластомерные дискретные полимерные области 1014b расположены на той же самой поверхности подложки 1010, что и неэластомерная дискретная полимерная область 1014а. Предпочтительно, чтобы в продольном направлении каждая из эластомерных дискретных полимерных областей практически совпадала с осью удлинения 1078. В рамках настоящего изобретения понятие продольное направление дискретных полимерных областей 1014b означает самый длинный линейный участок дискретной полимерной области 1014b, измеренный вдоль поверхности подложки 1010.
Другая особенность эластомерных дискретных полимерных областей 1014b - это их неоднородная или изменяющаяся ширина. Как видно из фиг.21, дискретные полимерные области 1014b становятся более широкими при их удалении от дискретной полимерной области 1014а. Если высота или толщина дискретных полимерных областей 1014b над поверхностью подложки 1010 постоянны, то конечный результат изменения ширины дискретных полимерных областей 1014b, показанных на фиг.21, заключается в том, что количество эластомерного материала в дискретных полимерных областях 1014b увеличивается при удалении от дискретной полимерной области 1014а. Изменяющаяся масса эластомерного материала может, например, привести к тому, что изделие 1074 будет иметь различную эластичность и/или способность к удлинению в различных местах, которые удалены от оси удлинения 1078 на разное расстояние. Можно использовать множество других вариантов распределения эластомерных материалов в дискретных полимерных областях 1014b для адаптации характеристик эластичности и/или растяжимости крепящего язычка 1074, например путем регулирования толщины полимерных областей, выбора используемых материалов и т.д.
На фиг.24 показана одна композитная ткань 1100, которая может быть, по крайней мере, частично изготовлена с использованием применяемой в этом случае системы, показанной на фиг.24. Композитная ткань 1100 включает большое количество различных дискретных полимерных областей 1114а и 1114b, расположенных на ткани. Кроме того, композитная ткань 1100 включает разделительные линии 1117, которые определяют границы множества различных крепящих язычков, подобных тем, что описаны выше при рассмотрении фиг.21-23. Разделительные линии 1117 определяют оцепленную конфигурацию крепежных элементов и включают неэластомерные дискретные полимерные области 1114а и эластомерные дискретные полимерные области 1114b, расположенные таким образом, чтобы можно было уменьшить количество отходов, образующихся при отделении композитной ткани 1100 по разделительным линиям 1117 с целью обеспечения желаемой надежности скрепления изделия. Разделительные линии 1117 могут принимать любую подходящую форму, которая облегчает разделение композитной ткани 1100 по разделительным линиям. Например, эти линии могут проходить вдоль надрезов, по слабым местам изделия, по перфорации и т.д.
Длина композитной ткани 1100 предпочтительно имеет направление вдоль прямой разделительной линии 1117, проходящей на фиг.24 слева направо. Хотя композитная ткань 1100 включает по ширине ткани 1100 (т.е. в направлении, перпендикулярном длине ткани) только две пары связанных язычков, следует понимать, что в соответствии со способами, предлагаемыми в настоящем изобретении, любое желательное количество связанных пар язычков может быть включено в одинарную композитную ткань.
Еще одной дополнительной особенностью, изображенной на фиг.24, являются участки связывания 1128, которые в приведенном варианте изобретения выполнены в форме полос. Эти полосы проходят по центральной линии разделения, делящей композитную ткань 1100 пополам, а также вдаль границ композитной ткани 1100. Хотя на рисунке они изображены в виде непрерывных полос, расположенных по длине композитной ткани 1100, по желанию каждое из эластичных изделий, определенных разделительными линиями 1117, может в других вариантах включать один или большее количество дискретных участков связывания.
Участки связывания 1128 предназначены для того, чтобы способствовать присоединению эластичных изделий, определенных разделительными линиями 1117, к более крупным изделиям, таким, например, как подгузники, одежда и т.д. Для успешного выполнения этой задачи участки связывания 1128 могут иметь произвольную конфигурацию. Например, участок связывания может представлять собой уплотненную область нетканой или тканой ткани, способной уплотняться под действием тепловых или других способов. В другом варианте или в дополнение к уплотнению участки связывания могут включать один или большее количество материалов, которые способствуют связыванию. В качестве таких материалов можно использовать, например, блок-сополимеры этилена и винилацетата, обладающие высокой липкостью сополимеры этилена с винилацетатом, адгезивы (активируемые давлением, вулканизацией, высокой температурой и т.д.), аморфные полиолефины и т.д. Выбор определенных материалов для их использования в качестве участков связывания 1128 зависит от необходимого типа связывания, а также от типа материалов, которые должны быть связаны между собой.
Одним из преимуществ участков связывания 1128 является то, что они могут быть сформированы из материалов, которые особенно удобны при работах по подсоединению, таких, например, как термическая, ультразвуковая сварка и т.д. Другое преимущество заключается в том, что размеры участков связывания могут быть достаточно большими, чтобы эти участки могли выполнять свои функции, но не настолько большими, чтобы напрасно расходовать большое количество материалов, используемых в участках связывания. В том случае, если для участков связывания 1128 будут использованы термопластичные композиции, эти участки связывания могут быть сформированы с помощью применяемых в настоящем изобретении способов переноса, в зависимости от состава используемых на участках связывания материалов.
Если эластичные изделия, определенные разделительными линиями 1117, должны использоваться в качестве, например, крепежных элементов, предпочтительно, чтобы участки связывания 1128 могли содержать механическую застежку или застежки, которые можно было бы отдельно присоединять к язычку. В другом варианте внутри участков связывания 1128 могут находиться адгезивные (активируемые под действием давления, вулканизации, высокой температуры и т.д.) или когезивные материалы.
Нанесение дискретных полимерных областей, сформированных из эластомерных термопластичных композиций, на подложку может быть осуществлено практически таким же образом, как и в описанном выше примере способа нанесения дискретных полимерных областей, сформированных из неэластомерных термопластичных композиций. Различные термопластичные композиции могут быть перенесены на подложки с помощью зонированной системы, рассмотренной ранее в комментариях к фиг.12. Перенос различных термопластичных композиций к подложкам может быть осуществлен также с помощью различных установок для переноса.
В другом варианте система может включать совместное ламинирование двух подложек, каждая из которых включает одну или другую эластомерную или неэластомерную дискретную полимерную область, описанные, например, выше. На фиг.25 представлено схематическое изображение одной такой системы и способа, в котором установка для переноса 1230а обеспечивает получение неэластомерных дискретных полимерных областей 1214а на подложке 1210а. Установка для переноса 1230b обеспечивает получение эластомерных дискретных полимерных областей 1214b на подложке 1210b. Каждая из установок переноса может, например, иметь такую же конструкцию, что и система, изображенная на фиг.11.
Обе подложки 1210а и 1210b направляются в установку ламинирования 1240, где происходит формирование ламинированной композитной ткани 1200, которая в изображенном на рисунке варианте содержит как неэластомерные дискретные полимерные области 1214а, так и эластомерные дискретные полимерные области 1214b, расположенные в пределах слоев, окружающих подложки 1210а и 1210b. В другом варианте предполагается, что один или оба набора дискретных полимерных областей могут быть ламинированы внешней ламинированной композитной тканью 1200.
На фиг.26 показаны другая система и способ, при котором различные дискретные полимерные области 1314а и 1314b последовательно наносятся на одну и ту же подложку 1310. Система и способ включают установку для переноса 1330а, на которой происходит обработка подложки, предназначенная для получения на ней первого набора дискретных полимерных областей 1314а. Затем подложка 1310 с нанесенными на нее дискретными полимерными областями 1314а направляется на вторую установку для переноса 1330b, где происходит нанесение на подложку 1310 второго набора дискретных полимерных областей 1314b. Хотя на фиг.26 показано, что второй набор дискретных полимерных областей 1314b расположен на противоположной стороне подложки 1310 по отношению к первому набору дискретных полимерных областей 1314а, следует понимать, что оба набора дискретных полимерных областей могут быть расположены на одной и той же стороне подложки 1310. В еще одном варианте различные наборы дискретных полимерных областей могут быть расположены на обеих сторонах подложки 1310.
Порядок нанесения любых эластомерных и неэластомерных дискретных полимерных областей на подложку 1310 может быть изменен. Кроме того, следует иметь в виду, что к системе и способу, изображенным на фиг.26, могут быть добавлены дополнительные установки для переноса, которые обеспечивают нанесение на подложку 1310 большего количества тех же самых дискретных полимерных областей или других дополнительных дискретных полимерных областей. К этой системе и способу могут быть добавлены и дополнительные установки ламинирования для ламинирования одной или большего количества дополнительных подложек на подложке 1310.
Как и в случае описанных выше неэластомерных термопластичных композиций эластомерные термопластичные композиции, используемые для эластичных дискретных полимерных областей, должны обладать определенной текучестью или способностью проникать в углубления, сформированные в перемещающем полимер промежуточном валике, которые будет описаны ниже. Подходящими эластомерными термопластичными композициями являются такие композиции, которые могут быть переработаны из расплава. К числу таких полимеров относятся полимеры, которые обладают достаточной текучестью, чтобы они могли, по крайней мере, частично заполнить углубления, и в то же время практически не разлагались в процессе плавления. Множество разнообразных эластомерных термопластичных композиций имеет требуемые характеристики плавления и текучести, позволяющие использовать эти полимеры в целях настоящего изобретения при различной геометрии углублений и различных условиях обработки. Кроме того, может быть предпочтительно, чтобы материалы, перерабатываемые из расплава, и условия их обработки были выбраны таким образом, чтобы любые вязкоупругие релаксационные свойства термопластичной композиции не позволяли ей в значительной степени отходить от стенок углубления до тех пор, пока не станет необходимым осуществить перенос термопластичной композиции к подложке.
Используемый в рамках настоящего изобретения термин "эластомерный" означает, что после растяжения материал практически сохраняет свою первоначальную форму. Кроме того, предпочтительно, чтобы эластомерные материалы имели только небольшую постоянную остаточную деформацию после деформации и релаксации. Причем при умеренном растяжении, например приблизительно на 50%, остаточная деформация предпочтительно не должна превышать приблизительно 30%, а более предпочтительно не должна превышать более приблизительно 20% от исходной длины. Эластомерные материалы могут представлять собой как чистые эластомеры, так и смеси, содержащие эластомерную фазу в таком количестве, при котором композиция сохраняет еще существенные эластомерные свойства при комнатной температуре. В патенте США №5501679 (Krueger и другие) приводятся некоторые сведения об эластомерных материалах, которые можно использовать в рамках настоящего изобретения.
Эластомерные термопластичные композиции могут включать один или большее количество полимеров. Например, эластомерная термопластичная композиция может представлять собой смесь, содержащую эластомерную фазу в таком количестве, при котором композиция проявляет эластомерные свойства при комнатной температуре. Подходящие эластичные термопластичные полимеры включают блок-сополимеры, такие как обычные блок-сополимеры типа А-В или А-В-А (например, стирол-изопрен-стирольные, стирол-бутадиен-стирольные, стирол-этилен-бутадиен-стирольные блок-сополимеры), эластомерные полиуретаны, олефиновые эластомеры, в частности эластомерные сополимеры этилена (например, этилен-винилацетатные сополимеры, этилен-октеновые эластомерные сополимеры, тройные сополимеры этилен-пропилен-диен), а также смеси этих продуктов друг с другом, с другими эластомерными термопластичными полимерами или с неэластомерными термопластичными полимерами.
Термопластичные составы, используемые согласно настоящему изобретению, могут также использоваться с различными присадками, вводимыми для достижения требуемого эффекта. К таким присадкам относятся, например наполнители, вещества для уменьшения вязкости, пластификаторы, повышающие клейкость вещества, красители (например, краски и пигменты), антиоксиданты, антистатики, повышающие связующие свойства добавки, препятствующие слипанию вещества, улучшающие скольжение добавки, стабилизаторы (например, стабилизирующие состояние при воздействии тепла и ультрафиолетовых лучей), пенообразующие вещества, микрошарики, стеклянные шарики, армирующие волокна (например, микроволокна), облегчающие разъем пресс-формы вещества, теплопроводные частицы, электропроводные частицы и т.п.Количества таких материалов, которые при введении в термопластичные композиции, способны приводить к появлению положительного эффекта, можно легко определить на основании практического опыта при обработке и использовании таких материалов.
Помимо процесса нанесения неупругого или упругого термопластичного полимера, содержащегося в дискретных областях, также имеется в виду, что на основную поверхность подложки с помощью известных способов могут быть нанесены также и дополнительные материалы. Такими дополнительными материалами могут быть, например, адгезивы, как описано, например, в патентах США №5019071 (Bany и другие), 5028646 (Miller и другие) и 5300057 (Miller и другие); или когезивы, как описано, например, в патентах США №5389438 (Miller и другие) и 6261278 (Chen и другие).
ПРИМЕР
Следующий пример приведен для лучшего понимания возможностей настоящего изобретения. Возможности настоящего изобретения не ограничиваются лишь данным примером.
Для того, чтобы продемонстрировать возможность использования двух различных полимеров для формирования одновременно эластичной области и упрочненной области на двух различных подложках с последующим ламинированием была приготовлена ткань с использованием оборудования, показанного на фиг.11 за исключением того, что для переноса упрочняющей дискретной полимерной области на вторую нетканую подложку (материал, изготовленный гидроструйным способом из полиэстра, SONTARA 8001, Dupont), указанное оборудование содержало второй промежуточный валик, идентичный промежуточному валику 30, второй резиновый опорный валик, подобный резиновому опорному валику 20, второй ракель, подобный ракелю 42, и вторую нагретую проволоку, аналогичную нагретой проволоке 44. В качестве расплавленного полимера, подаваемого на промежуточный валик 30 при температуре плавления 246°С, использовали блок-сополимер KRATON G-1657 SEBS, который с помощью двухшнекового экструдера диаметром 40 мм подавали на промежуточный валик 30 при температуре плавления 246°С. В качестве подложки 10 использовали материал, изготовленный гидроструйным способом из полиэстра, SONTARA 8001 (Dupont).
На промежуточный валик 30 с помощью механической обработки были нанесены семь различных областей, расположенных вокруг и поперек периферии валика. Каждая область имела определенную геометрию пазов и расстояния между их центрами. Область 1 была получена в результате механической обработки на фрезерном станке (диаметр фрезы 2 мм) с компьютерным управлением. Сформированные пазы имели форму пазов, расположенных параллельно оси валика. Длина этих пазов составляла 25 мм, глубина - 0,75 мм. Расстояние между пазами по оси валика составляло 13 мм, а расстояние между центрами пазов в направлении, перпендикулярном оси валика, составляло 7,5 мм. Имелось 12 рядов пазов, расположенных в шахматном порядке, каждый ряд пазов начинался со сдвигом 6,4 мм по отношению к предыдущему ряду. Область 2 была также получена в результате механической обработки на фрезерном станке с компьютерным управлением (диаметр фрезы 2 мм). Эта область имела 15 рядов пазов, расположенных параллельно оси валика. Длина паза составляла 114 мм, глубина - 0,375 мм. Расстояние между центрами пазов в направлении, перпендикулярном оси валика, составляло 6,0 мм. Область 3 получали аналогичным образом, используя фрезерный станок с компьютерным управлением (диаметр фрезы - 2 мм). Эта область также имела 15 рядов пазов, расположенных параллельно оси валика. Общая длина паза составляла 114 мм, глубина пазов - 0,5 мм. Расстояние между центрами пазов в направлении, перпендикулярном оси валика, составляло 6,0 мм. Область 4 получали аналогичным образом, используя фрезерный станок с компьютерным управлением (диаметр фрезы - 2 м). Она состояла из 12 рядов пазов, расположенных параллельно оси валика. В этом случае общая длина пазов составляла 114 мм, глубина - 0,5 мм. Расстояние между центрами пазов в направлении, перпендикулярном оси валика, составляло 7,5 мм. Область 5 получали аналогичным образом, используя фрезерный станок с компьютерным управлением (диаметр фрезы - 2 мм). Она состояла из 12 рядов, расположенных параллельно оси валика. Общая длина пазов 114 мм, глубина - 0,875 мм. Расстояние между центрами пазов в направлении, перпендикулярном оси валика, составляло 7,5 мм. Область 6 получали аналогичным образом, используя фрезерный станок с компьютерным управлением (диаметр фрезы - 2 мм). Она имела 9 рядов пазов, расположенных параллельно оси валика. Длина этих пазов 114 мм, глубина - 1,0 мм, расстояние между центрами пазов в направлении, перпендикулярном оси валика, составляло 10,0 мм. Область 7 была также получена в результате механической обработки на фрезерном станке с компьютерным управлением (диаметр фрезы 3 мм). Эта область имела 9 рядов пазов, расположенных параллельно оси валика. Общая длина пазов составляла 114 мм, глубина - 0,75 мм. Расстояние между центрами пазов в направлении, перпендикулярном оси валика, составляло 10,0 мм.
Температура второго промежуточного валика составляла 232°С. Латунный ракель 42, толщина которого в точке контакта с промежуточным валиком 30 составляла 1,5 мм, прижимался перпендикулярно внешней поверхности промежуточного валика с силой 123 Н/см. Прижимное линейное давление между промежуточным валиком и резиновым опорным валиком, используемое в процессе обработки, составляло 12 Н/см (20°С). В качестве расплавленного полимера, используемого для подачи на второй промежуточный валик, применяли полипропилен SC-917 (Basell Olefins). Полимер подавали при температуре плавления, равной 227°С, используя одношнековый экструдер диаметром 19 мм.
На второй промежуточный валик с помощью механической обработки на фрезерном станке с компьютерным управлением были нанесены по кругу 8 углублений, расположенных по периферии валика вблизи центра валика таким образом, чтобы не перекрывать углубления на промежуточном валике 30, формирующие эластичные области. Углубления имели эллиптическую форму: максимальное значение длинной оси составляло 7,6 см, а короткой оси - 1,9 см в самом широком месте эллипса. Длинная ось каждого эллипса располагалась параллельно направлению подачи машины (по направлению движения ткани). Расстояние между центрами эллипсов составляло 8,9 см. Эллиптические углубления формировали механической обработкой промежуточного валика в семь этапов процесса. На первом этапе фрезировались ячейки глубиной 0,333 мм с использованием 2 мм фрезы, ячейки располагались в форме эллипса на площади 7,6 см на 1, 9 см. На второй стадии с помощью фрезы диаметром 3 мм получали ячейки, глубина которых составляла 0,500 мм. На третьем этапе с помощью фрезы диаметром 4 мм получали ячейки, глубина которых составляла 0,666 мм. На четвертом этапе с помощью фрезы диаметром 5 мм получали ячейки, глубина которых составляла 0,833 мм. На пятом этапе с помощью фрезы диаметром 6 мм получали ячейки глубиной 0,999 мм. На шестом этапе с помощью фрезы диаметром 7 мм получали ячейки, глубина которых составляла 1,155 мм. И, наконец, на седьмом этапе получали ячейки глубиной 1,332 мм, используя фрезу диаметром 8 мм. Ячейки располагались таким образом, что более глубокие ячейки находились в середине эллипса; по мере уменьшения глубины ячеек они располагались все дальше от центра эллипса.
Температура промежуточного валика составляла 227°С. Линейное давление ракеля на поверхность второго промежуточного валика составляло 123 Н/см. Прижимное линейное давление в зазоре между промежуточным валиком и резиновым опорным валиком, используемое в процессе обработки, составляло 25 Н/см (20°С). Ткань, изготовленная гидроструйным способом, SONTARA 8001 (Dupont), была использована в качестве подложки. Для совместного ламинирования двух подложек использовали прижимное давление 6 Н/см между двумя резиновыми валиками. В результате такого ламинирования получали ткань, содержащую дискретные эластичные полимерные области и дискретные упрочняющие полимерные области.
Описанные выше конкретные варианты осуществления изобретения позволяют получить представление о применении изобретения на практике. Изобретение может быть эффективно применено на практике даже в отсутствие какого-либо элемента или компонента, не описанных особо в настоящем документе. Для полноты раскрытия сущности изобретения в настоящее описание включены все относящиеся к изобретению патенты, заявки на патенты и заявки и соответствующие ссылки на них. Для специалиста в данной области техники будет очевидно, что без отклонения от объема и сущности изобретения могут быть разработаны различные модифицированные варианты изобретения. Следует помнить о том, что иллюстративные варианты осуществления изобретения ни в коей мере не ограничивают объем изобретения.
Реферат
В настоящем изобретении раскрыто эластичное изделие, включающее подложку с одной или большим количеством упрочняющих дискретных полимерных областей, а также композитная ткань, включающая упомянутую подложку и способ ее получения. На подложке формируют множество дискретных полимерных областей из эластомерной и неэластомерной термопластичных композиций. Композитная ткань содержит одну или большее количество разделительных линий, определяющих границы множества отдельных участков, включающих, по меньшей мере, одну неэластомерную дискретную полимерную область и, по меньшей мере, одну эластомерную дискретную полимерную область. Композитная ткань содержит ламинированную подложку. Технический результат - получение дискретных полимерных областей, простирающихся по всей длине подложки, без возможного растягивания их вместе с основной поверхностью подложки. 4 н. и 22 з.п. ф-лы, 26 ил.
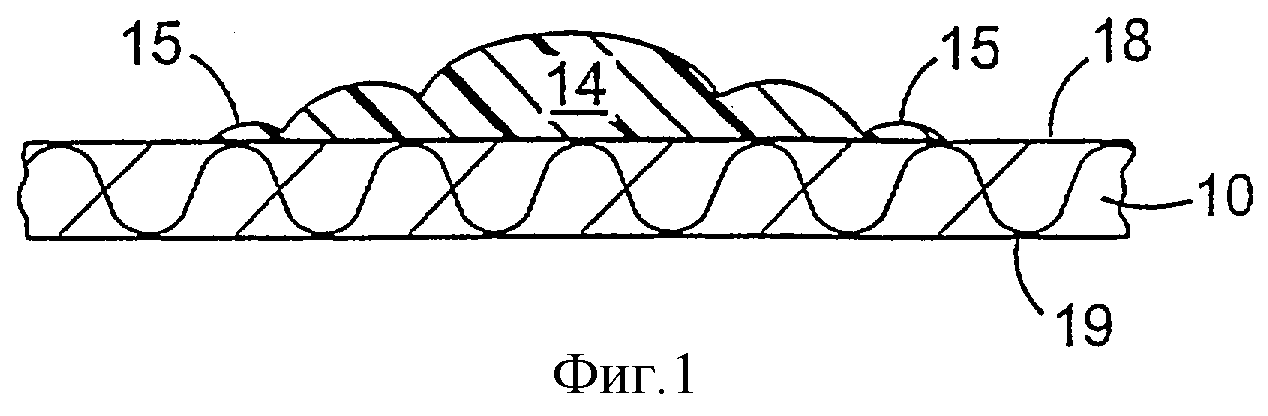
Комментарии