Пруток для декоративной сварки для поверхностных покрытий - RU2531166C2
Код документа: RU2531166C2
Чертежи


Описание
Область изобретения
[0001] Настоящее изобретение относится к прутку для декоративной сварки, соединяющему элементы поверхностного покрытия. Настоящее изобретение также относится к способу изготовления подобного прутка для декоративной сварки.
Предшествующий уровень техники изобретения
[0002] Поверхностные покрытия на базе поливинилхлорида, полиолефина или каучука широко применяются при декорировании поверхностей зданий или домов, так как они являются более приятными, эстетичными и более удобными, чем окрашенные поверхности.
Однако эти поверхностные покрытия, в особенности, напольные покрытия, как правило изготовляют в виде плиток или панелей, которые необходимо соединять друг с другом. Хорошо известно применение сварочного прутка для этой цели. Как правило, для этого используют термоплавкий пруток круглого сечения, вставляемый в сварочный аппарат, где пруток нагревают горячим воздухом, вследствие чего он проникает в пространство между двумя смежными элементами напольного покрытия и соединяет их друг с другом. После охлаждения излишек сварного прутка отрезается или стачивается П-образным резаком.
[0003] Сварочные прутки обычно выполнены из полимерных композиций, обладающих хорошей адгезией с соединяемыми элементами покрытия и обеспечивающих гибкость сварных прутков при температурах ниже температуры композиции соединяемых элементов и в то же время их легкое обрезание после сварки. Кроме того, сварочный пруток имеет температуру расплава ниже, чем соединяемые напольные элементы, чтобы предотвратить расплав упомянутых напольных элементов при соединении их сварочным прутком.
[0004] Для напольных покрытий с разноцветным декоративным рисунком предложно применение разноцветных сварочных прутков. Таким образом, с эстетической точки зрения сварочный пруток должен воспроизводить элемент дизайна поверхностного покрытия.
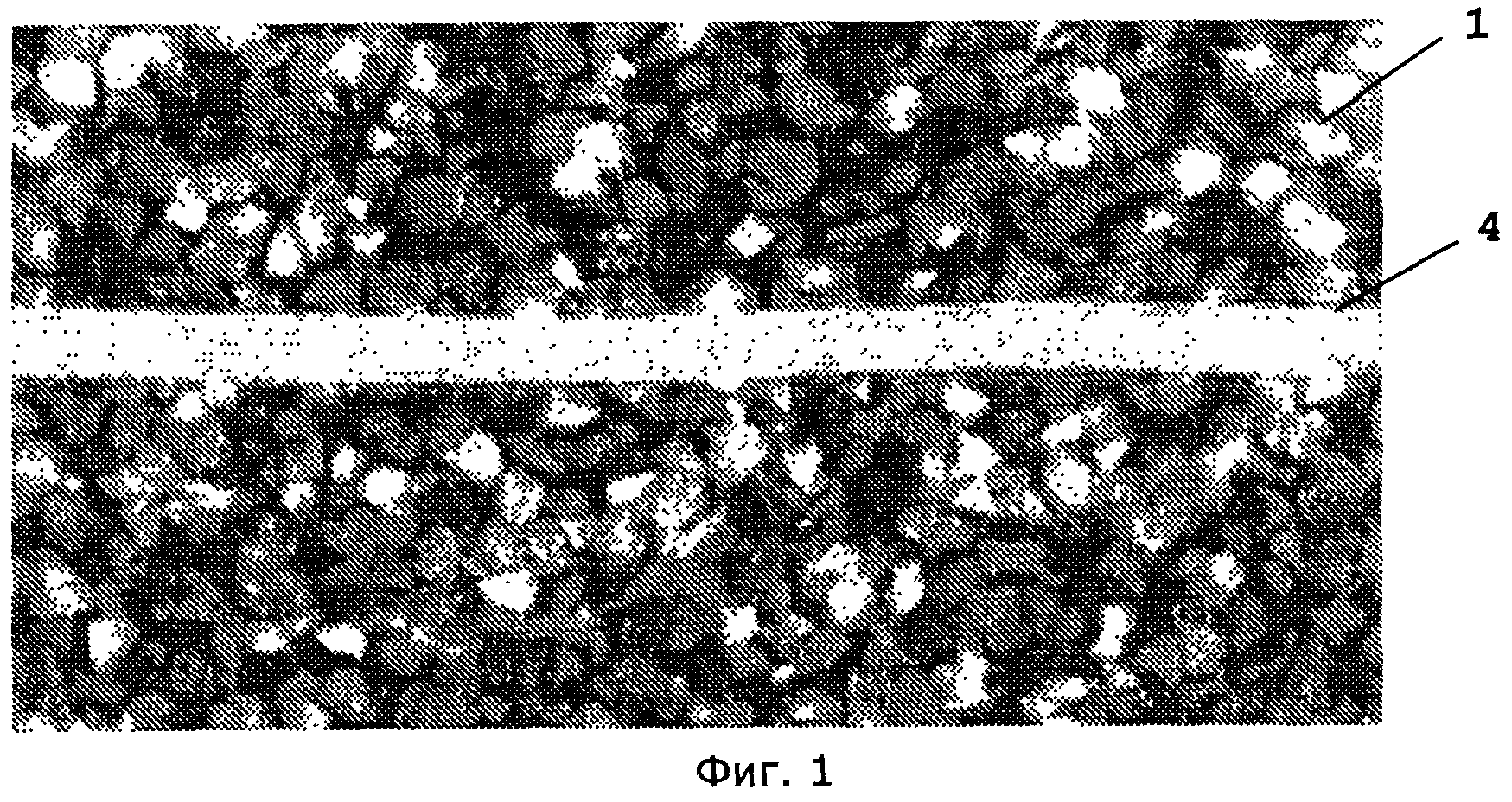
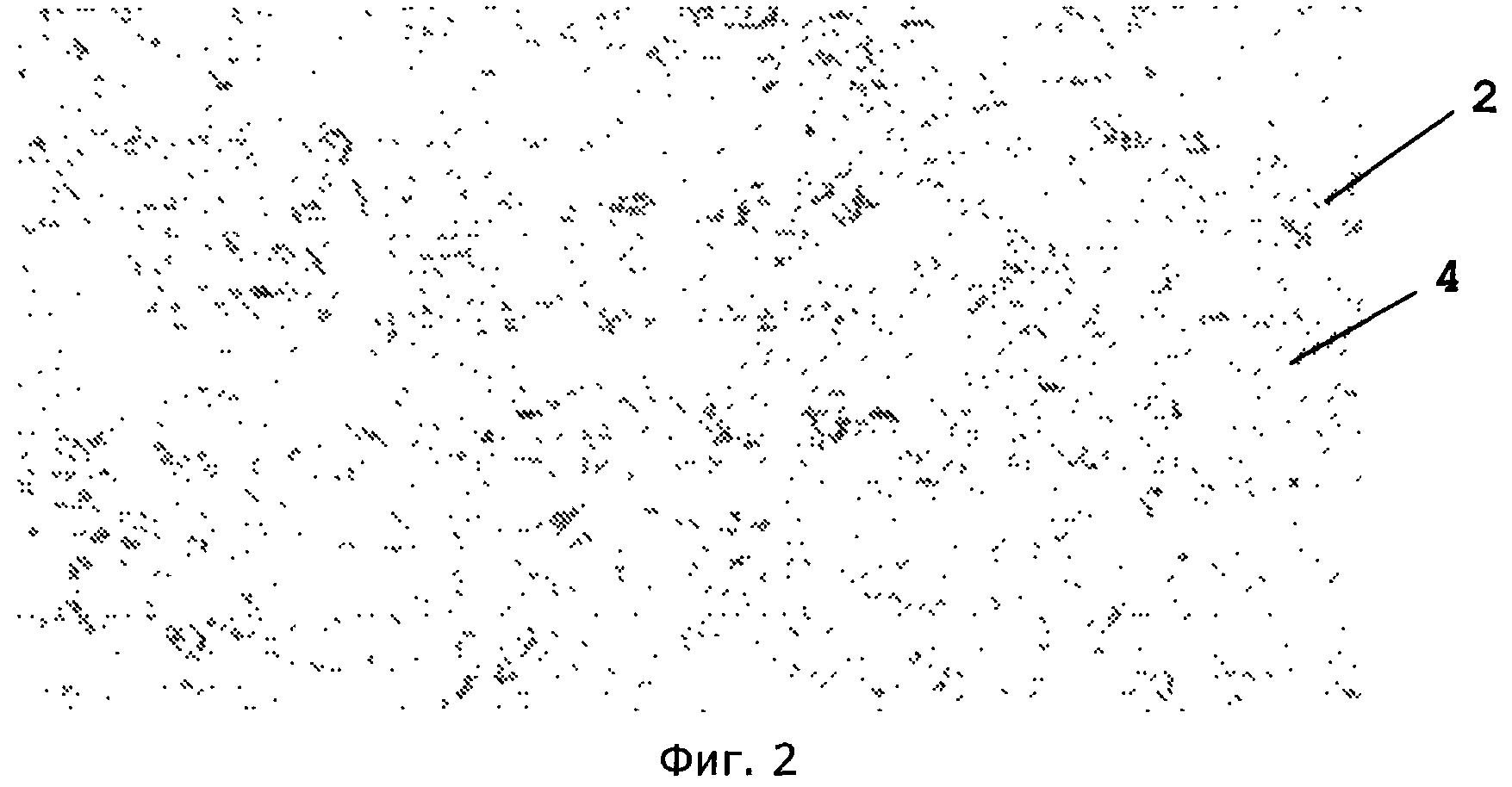
[0005] Обычно для покрытий на основе поливинилхлорида многоцветные сварочные прутки имеют композицию на основе поливинилхлорида и изготовлены экструзией. Однако экструдированные цветные сварочные прутки имеют внешний вид шва контрастного цвета (фиг.1 - 3), так как они неспособны надлежащим образом воспроизводить сложный разноцветный рисунок, в особенности трехмерный рисунок покрытия.
[0006] Для покрытий, имеющих разноцветный ломаный рисунок или обладающих аспектом трехмерности, были разработаны прутки для декоративной сварки, включающие в себя цветные включения или гранулы. Однако для подобных прутков для декоративной сварки неприменим экструзионный процесс по причине противоречивых требований для экструзионного процесса и процесса сварки элементов поверхностного покрытия.
[0007] Таким образом, предлагается изготовить прутки для декоративной сварки прессованием ПВХ (PVC) пленки, которая была ранее каландрирована в полукруглой форме для тиснения, как описано в ЕР 0 775 563.
[0008] В публикации WO 00/26004 описан процесс, при котором цветные гранулы распределяют на ленте конвейера с канавками, а упомянутые гранулы затем горячим прессованием наплавляют друг на друга для образования листа, который затем разрезают на сварочные прутки. В то время как в патенте США 5 635 266 описан процесс, в котором цветные кусочки располагают на несущем конвейере и группируют на листе, который разрезают на сварочные прутки и формуют прессованием в сварочные прутки с полукруглым сечением.
[0009] Кроме того, в заявке США 2003/0072936 описан процесс, в котором первый слой окрашенных частиц из ПВХ размещают на прокладочной бумаге, а второй слой прозрачных или полупрозрачных твердых частиц из ПВХ размещают на окрашенные частицы, причем частицы первого и второго слоя расплавляют при помощи тепла и давления в процессе прессования прокаткой.
[0010] Однако если сварочные прутки согласно предшествующему уровню техники повторяют цвета и общий аспект свариваемых элементов напольного покрытия, они визуально не интегрируются в узор напольного покрытия. В особенности для трехмерных покрытий изображение кусочка сварочного прутка создает изображение, отличное от оригинального покрытия, что приводит к прерыванию последовательности узора поверхностного покрытия.
[0011] Способ имитации элемента дизайна свариваемых элементов напольного покрытия может состоять в изготовлении нескольких сварочных прутков горячим теснением одного или двух элементов декоративного поверхностного покрытия в цилиндрическом устройстве тиснения, как описано в ЕР 1 619 009. Однако, как хорошо известно, сварочный пруток должен обладать свойствами, отличными от свойств элементов напольного покрытия, которые, как правило, являются многослойными элементами. Это решение не является удовлетворительным, так как подобные сварочные прутки не представляют требуемых свойств, например, с точки зрения температуры расплава, гибкости, адгезии и легкости обрезания, которыми должен обладать сварочный прут. Несомненно, согласно ЕР 1 619 009 сварочный пруток не демонстрирует положительный результат в испытании адгезивного сцепления по причине слабой адгезии и соединительных свойств. Более того, они не обладают диаметром достаточного размера для обеспечения хорошей адгезии и простого отрезания.
Цели изобретения
[0012] Целью настоящего изобретения является создание сварочного прутка для декоративной сварки, не имеющего недостатков предшествующего уровня техники и способа его изготовления.
[0013] Целью настоящего изобретения является создание новых решений для прутков декоративной сварки и способов их изготовления.
[0014] Целью настоящего изобретения является создание прутка для декоративной сварки, визуально интегрируемого в узор напольного покрытия, и способ изготовления этого прутка для декоративной сварки.
[0015] Кроме того, целью настоящего изобретения является создание устройства для осуществления способа изготовления прутка для декоративной сварки.
[0016] Целью настоящего изобретения также является создание напольного покрытия, содержащего пруток для декоративной сварки.
Сущность изобретения
[0017] Настоящее изобретение относится к прутку для декоративной сварки, соединяющему элементы декоративного поверхностного покрытия, содержащего нерасплавленные и окрашенные частицы на базе ПВХ, причем упомянутый пруток для декоративной сварки содержащий гелеобразную композицию на основе пластизоля, содержащий поливинилхлоридную смолу в бензоатном пластификаторе и нерасплавленные частицы на основе ПВХ, имеющие размер и цвет, идентичные или соответствующие частицам, используемым в соединяемых элементах декоративной поверхности.
[0018] Выражение «композиция на основе пластизоля» необходимо понимать как композицию, содержащую «пластизоль», т.е. жидкую взвесь, содержащую дисперсию одного или различных типов ПВХ в неводной жидкости, т.е. пластификаторы.
[0019] Согласно конкретным вариантам осуществления изобретения сварочный пруток может содержать одну любую из следующих характеристик или их соответствующее сочетание:
композиция на базе пластизоля, которая дополнительно содержит фталатный пластификатор и/или фосфатный пластификатор,
где бензоатный пластификатор составляет от 2,5% до 34% веса от общего веса композиции,
где соотношение бензоатного пластификатора и другого фталатного пластификатора и/или фосфатного пластификатора составляет от 5 до 100,
где композиция на основе пластизоля содержит присадку, причем эта присадка является стабилизатором, присадкой для удаления воздуха,
добавкой, уменьшающей вязкость, пигментом или их смесью,
где частицы на основе ПВХ составляют до 50% общего веса композиции на основе пластизоля.
[0020] Изобретение относится к способу изготовления прутка для декоративной сварки согласно изобретению, содержащему этапы, на которых берут частицы на основе ПВХ с размером и цветом, идентичными или соответствующими размерам и цветам, используемым в соединяемых элементах декоративной поверхности, берут жидкую взвесь поливинилхлоридной смолы в бензоатном пластификаторе, примешивают упомянутые окрашенные частицы на основе ПВХ в композицию на основе пластизоля, размещают упомянутую композицию на основе пластизоля на термостойкий ленточный конвейер, нагревают композицию на основе пластизоля до образования геля из композиции на основе пластизоля для образования листа, выполняют тиснение упомянутого листа при помощи устройства тиснения для образования нескольких сварочных прутков.
[0021] Согласно конкретным вариантам осуществления изобретения способ может содержать одну характеристику или сочетание любых из следующих характеристик: жидкая взвесь поливинилхлоридной смолы дополнительно содержит фталатный пластификатор и/или фосфатный пластификатор, устройство тиснения содержит два гравированных цилиндра, взаимодействующих для получения прутков с по существу круглым сечением.
[0022] Кроме того, настоящее изобретение относится к напольному покрытию, содержащему сварочный шов, реализованный при помощи сварочного прутка согласно изобретению.
Краткое описание чертежей
[0023] Фиг.1 представляет пруток для декоративной сварки согласно предшествующему уровню техники, соединяющий трехмерные элементы напольного покрытия.
[0024] Фиг.2 представляет сварочный пруток согласно предшествующему уровню техники, соединяющий элементы многоцветного напольного покрытия.
[0025] Фиг.3 представляет сварочный пруток согласно предшествующему уровню техники, соединяющий элементы напольного покрытия, содержащие многоцветные вставки.
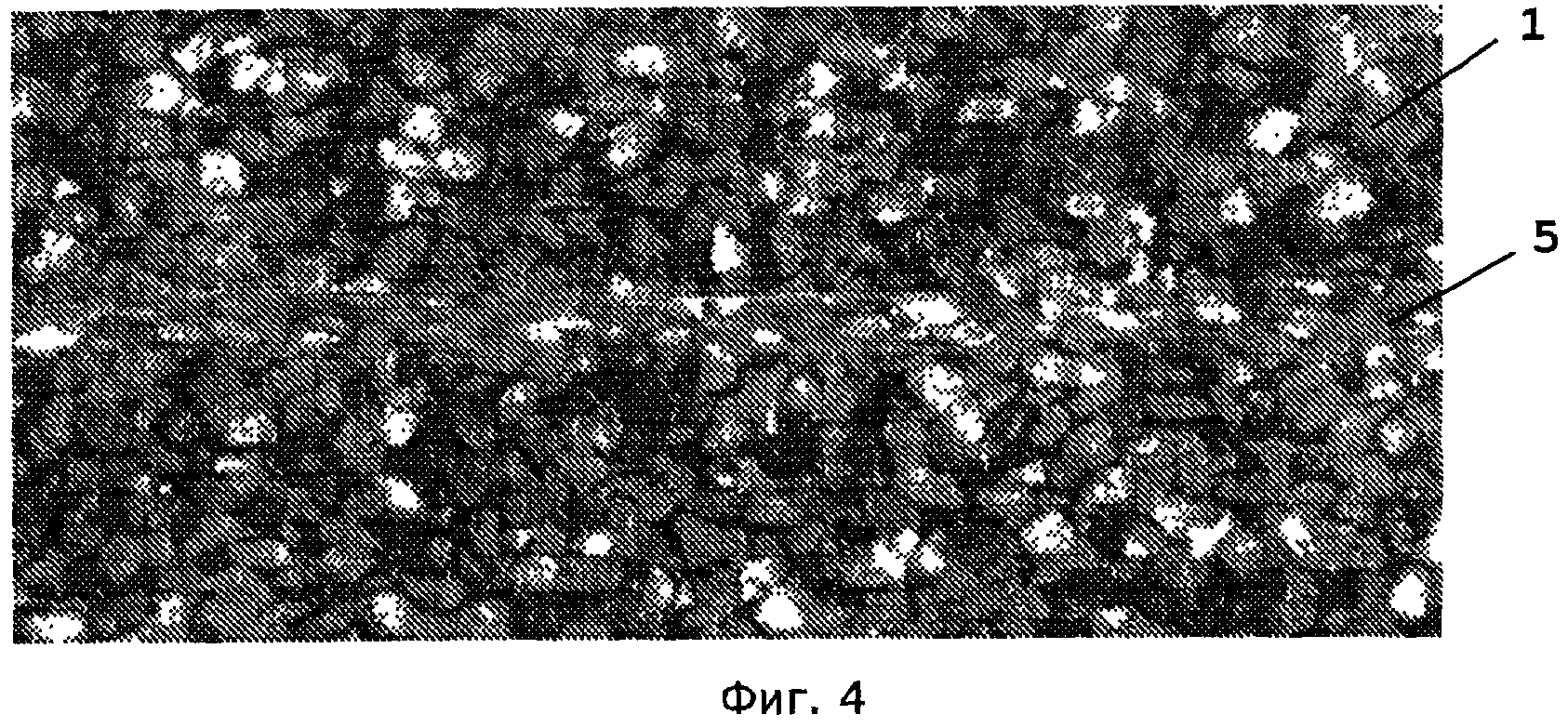
[0026] Фиг.4 представляет сварочный пруток согласно изобретению, соединяющий трехмерные элементы напольного покрытия.
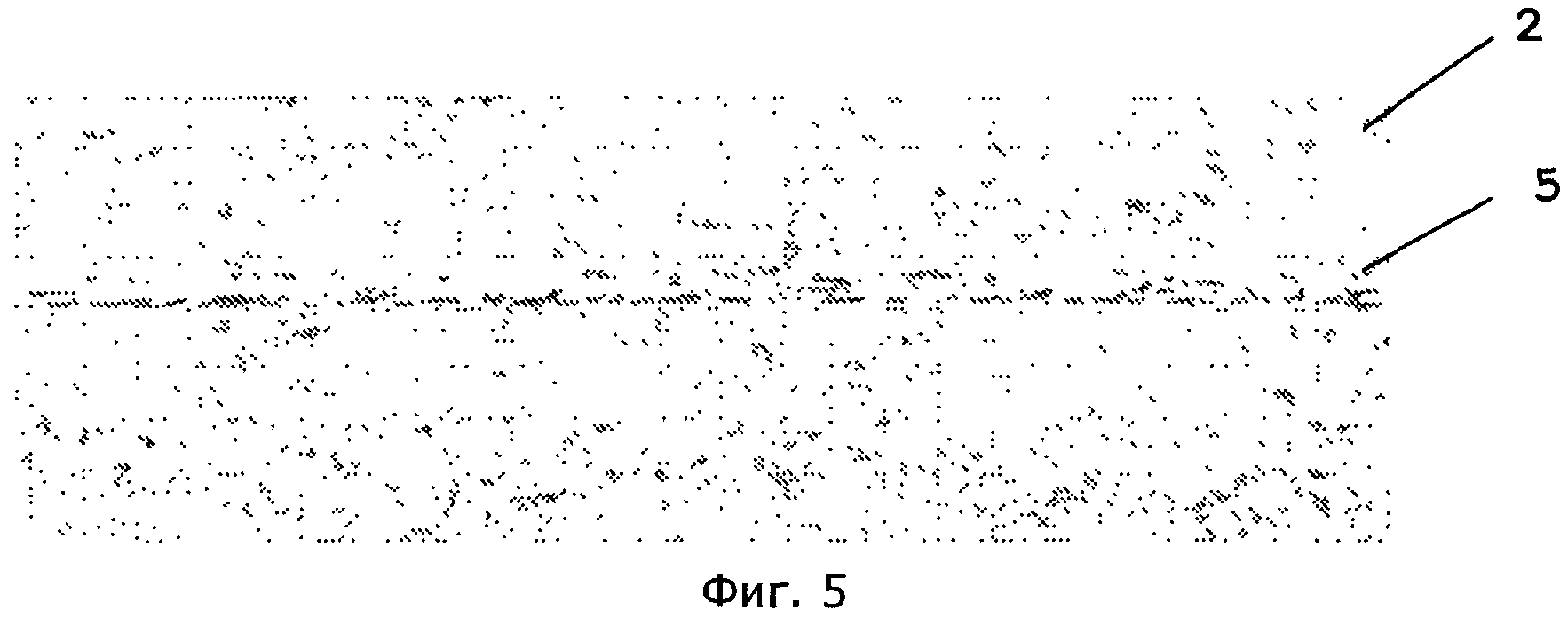
[0027] Фиг.5 представляет сварочный пруток согласно изобретению, соединяющий многоцветные элементы напольного покрытия.
[0028] Фиг.6 представляет сварочный пруток согласно изобретению, соединяющий элементы напольного покрытия, содержащие многоцветные вставки.
[0029] Фиг.7 является схематическим представлением оборудования для изготовления сварочного прутка согласно изобретению.
Подробное описание изобретения
[0030] Сварочный пруток для поверхностных покрытий должен объединять в себе не только эстетические требования, но также и многие механические требования (гибкость, адгезию,…), которые отличны от требований к элементам напольного покрытия.
[0031] Настоящее изобретение относится к прутку 5 для декоративной сварки к способу изготовления подобного прутка для декоративной сварки, соединяющего элементы напольного покрытия, в частности элементы покрытия на основе ПВХ, а именно элементы 2 покрытия на основе ПВХ, содержащие разноцветные включения или гранулы, или элементы 1 или 3 покрытия, имеющие трехмерный эффект.
[0032] В отличие от сварочных прутков согласно предшествующему уровню техники 4 пруток 5 для декоративной сварки согласно изобретению представляет преимущество, заключающееся в том, что он обладает требуемыми свойствами сварочного прутка, а также является визуально интегрированным в трехмерное изображение или изображение гранул напольного покрытия.
[0033] Пруток 5 для декоративной сварки согласно изобретению содержит гелеобразную композицию на базе пластизоля, содержащую поливинилхлоридную смолу, взвешенную в пластификаторе, и по существу содержит те же самые частицы на основе ПВХ, что и частицы, используемые в соединяемых декоративных поверхностных элементах, то есть частицы на основе ПВХ, идентичные или эквивалентные частицам, используемым в соединяемых элементах декоративной поверхности.
[0034] Преимущество использования композиции на основе пластизоля заключается в том, что в дополнение к обеспечению хорошей адгезии сварочного прутка с любыми поверхностными покрытиями на основе ПВХ он позволяет получить сварочный пруток 5, который может идентичным или аналогичным образом воспроизводить элементы дизайна большого количества покрытий с разноцветными узорами (фиг.4 - 6), приспосабливая размер и цвет нерасплавленных и окрашенных частиц на основе ПВХ прутка к частицам элементов покрытия, и факультативно содержит пигмент. Имитированные покрытия могут быть однородными покрытиями или покрытиями из нескольких слоев и содержать окрашенные включения или гранулы или обладать печатным окрашенным узором.
[0035] Более того, составы на основе пластизоля имеют преимущество, заключающееся в том, что их создают в прямом процессе, пригодном для изготовления сварочного прутка, воспроизводящего дизайн мрамора, либо имитацию объема любых элементов напольных покрытий.
[0036] Композиция на основе пластизоля является взвесью или эмульсией частиц одной или нескольких гомополимерных или сополимерных поливинилхлоридных смол, взвешенной по меньшей мере в одном пластификаторе, являющемся фталатным пластификатором, бензоатным пластификатором, фосфатным пластификатором или их смесью.
[0037] Композиция на основе пластизоля предпочтительно содержит бензоатный пластификатор. Бензоатный пластификатор предпочтительно является монобензоатным или дибензоатным пластификатором или их смесью. В предпочтительном варианте осуществления изобретения монобензоат является изононилбензоатом или 2-этилгексилбензоатом. В другом варианте выполнения изобретения пластификатор является дибензоатным, предпочтительно смесью диэтиленгликольдибензоата и дипропиленгликольдибензоата.
[0038] Предоставляя консистенцию густой пасты в композицию на основе пластизоля, бензоатный пластификатор имеет преимущество, заключающееся в том, что обеспечено более простое сгеливание композиции в пленку, например 4-миллимитровую пленку, по сравнению со сгеливанием с использованием классических пластификаторов. Кроме того, бензоатный пластификатор имеет преимущество, заключающееся в обеспечении сварочного прутка устойчивостью к образованию пятен.
[0039] Композиция на основе пластизоля предпочтительно содержит смесь бензоатного пластификатора и фталатного пластификатора и/или фосфатного пластификатора. Фталатный пластификатор предпочтительно выбирают из группы, состоящей из бензил-бутил фталата ББФ (ВВР), ди-(2-этилгексил)фталата ДЭГФ (DEHP), диизобутилфталата ДИБФ (DIBP), диизодецила ДИДФ (DIDP), диизогептилфталата ДИГФ (DIHP), ди(изононил) циклогексана-1, 2- дикарбоксилата ДИНЦГ (DINCH), диизононилфталата ДИНФ (DINP) или их смеси. Фосфатный пластификатор предпочтительно выбирают из группы, состоящей из крезилдифенилфосфата КДФ (CDP), дифенил 2-этилгексил фосфата ЭДФ (EDP), изодецил дифенилфосфата ИДФ (IDP), или их смеси.
[0040] Предпочтительная смесь пластификатора является смесью диэтиленгликольдибензоата и дипропиленгликольдибензоата, диизононилфталата ДИНФ (DINP) и крезилдифенилфосфата КДФ (CDP).
[0041] Предпочтительно по меньшей мере один пластификатор составляет от 17% до 35% общего веса композиции. Предпочтительно бензоатный пластификатор составляет до 35% общего веса композиции, фталатный пластификатор составляет до 35% общего веса композиции, а фосфатный пластификатор составляет до 15% общего веса композиции. В смеси пластификатора соотношение бензоатного пластификатора и другого пластификатора (фталатного и/или фосфатного пластификатора) предпочтительно составляет от 0,10 до 0,6.
[0042] Композиция на основе пластизоля может дополнительно содержать присадку, которая может быть стабилизатором, присадкой для удаления воздуха, добавкой, уменьшающей вязкость, пигментом или их смесью.
[0043] Присадка предпочтительно составляет от 1% до 5% от общего веса композиции.
[0044] Композиция на основе пластизоля может быть прозрачной или полупрозрачной, так что сварочный пруток имитирует трехмерное покрытие (фиг.4) или может содержать один или несколько пигментов, идентичных или соответствующих пигменту элементов покрытия, так что сварочный пруток имитирует рисунок мрамора на покрытии (фиг.6).
[0045] Многоцветные частицы на основе ПВХ в композиции на основе пластизоля имеют размер и цвет или цвета, идентичные или соответствующие размеру и цвету или цветам частиц в соединяемых элементах напольного покрытия. Частицы на основе ПВХ могут иметь любую пригодную форму для их участия в визуальной интеграции сварочного прутка в напольное покрытие. В предпочтительном варианте выполнения частицы на основе ПВХ имеют такую форму, что при обрезании сварочного прутка после сварки они имеют вид кусочков или стекляруса. Частицы на основе ПВХ предпочтительно являются в сущности круглыми или сферическими.
[0046] Многоцветные частицы на основе ПВХ имеют размер до 5 мм, предпочтительнее от 1,2 до 2,8 мм.
[0047] Многоцветные частицы на основе ПВХ составляют от 12% до 28% общего веса относительно 100 частей поливинилхлоридной смолы в композиции на основе пластизоля.
[0048] Частицы на основе ПВХ могут дополнительно содержать наполнитель, стабилизатор, антиоксидант, матирующее вещество, краситель или их смесь.
[0049] Примеры композиций сварочного прутка приведены в Таблице 1. Единица «ВЧ» означает «Весовых Частей» относительно 100 частей полимера (ПВХ).
[0050] Например, ПВХ полимер является В7021 или Р1430 фирмы Vestolit, или смесью 75% РВ1704Н фирмы Arkema и 25% Vinnolit C66W фирмы Vinnolit, или смесью 69.5% Pevikon® P1412 фирмы Ineos или Е70ТТ фирмы Vinnolit GmbH и 30.5% Vinnolit® C66W или C65V фирмы Vinnolit GmbH или 266SC/F фирмы Solvin.
[0051] В качестве примера бензоатным пластификатором является Santicizer 9500 фирмы Ferro, Benzoflex® 181, или Benzoflex® 284, или Benzoflex® 2088 фирмы Velsicol Chemical Corporation.
[0052] В качестве примера фталатным пластификатором является Jayflex® 77 фирмы Exxon Mobile или Vestinol 9 фирмы Oxeno Olefinchemie GmbH.
[0053] В качестве примера фосфатным пластификатором является Santicizer1439 фирмы Ferro, Disflamol® DPO или Disflamol® DPK фирмы Lanxess, или Santicizer 148 фирмы Ferro.
[0054] В качестве примера стабилизатором является Lankromark LZC649 фирмы Akcros, Lastab DP34 фирмы Lagor, или Lankromark LZB6137 фирмы Akcros.
[0055] В качестве примера присадкой для удаления воздуха является Byk3105 или Byk3160 или Byk3155 фирмы Byk.
[0056] В качестве примера добавкой, уменьшающей вязкость, является DPIIO фирмы E-chem, Byk5050 или Byk21151 фирмы Byk.
[0057] Пигментом, например, является любой пригодный краситель, ограничения имеют только эстетические соображения. Предпочтительно это Heliogen Blue K6911D фирмы BASF, Cromophtal® Red BRN фирмы Ciba или Bayferrox® 318 фирмы Lanxess.
[0058] Частицы на основе ПВХ являются либо многоцветными частицами, либо частицами различных цветов; их количество, размер и цвет выбирают с возможностью соответствия внешнему виду свариваемых элементов напольного покрытия. Например, частицы на основе ПВХ выполнены четырех различных цветов для ненаправленного напольного покрытия с большими частицами в дизайн-эффекте прозрачного слоя износа (Tarkett Century Croma®) (фиг.4) или двух различных цветов для напольного покрытия с небольшими частицами в дизайн-эффекте окрашенного слоя износа (настил Tarkett Safetred Universal®) (фиг.6) или шести различных цветов для напольного покрытия с трехмерным дизайн-эффектом в прозрачном слое износа (настил Tarkett Safetred Dimension®), или выполнены из разноцветных частиц для напольного покрытия с эффектом мрамора (настил Tarkett Optima®) (фиг.5).
[0059] Многоцветные частицы на основе ПВХ изготовляют при помощи любого соответствующего процесса. Их предпочтительно изготавливают измельчая цветную пленку на основе ПВХ, которая была ранее каландрирована или экструдирована, либо корд на основе ПВХ, который был ранее экструдирован. Лист на основе ПВХ или корд предпочтительно имеют один цвет для обеспечения одинарных цветных частиц. Однако лист на основе ПВХ или корд могут иметь различные цвета, например, с эффектом окраски под мрамор для изготовления разноцветных частиц.
[0060] Способ изготовления прутка для декоративной сварки согласно изобретению содержит этап, на котором размещают композицию сварочного прутка, содержащую композицию на основе пластизоля, содержащую цветные частицы на основе ПВХ, на ленточном конвейере 12 или на ленте, предпочтительно не используя никакую другую опору или подложку, затем выполняют сгеливание композиции, предпочтительно в диапазоне от 140 до 240°С, более предпочтительно приблизительно 200°С, причем этап сгеливания предпочтительно выполняют непосредственно после размещения упомянутой композиции, и этап, на котором выполняют тиснение, получая декоративный лист 13 для образования нескольких сварочных прутков 15.
[0061] Предпочтительно компоненты композиции сварочного прутка смешивают в пригодном миксере под действием вакуума для предотвращения вовлечения воздуха в сварочный пруток перед размещением на ленточный конвейер 12.
[0062] Декоративный лист 13 предпочтительно изготавливают толщиной, соответствующей окончательному диаметру требуемого сварочного прутка. Декоративный лист 13 предпочтительно имеет толщину около 4 мм. Сварочный пруток 5 предпочтительно имеет диаметр около 4 мм.
[0063] Способ согласно изобретению пригоден для различных прутов для декоративной сварки, так как в нем применяется также композиция на основе пластизоля, изменяется только наличие пигмента и/или тип частиц на основе ПВХ.
[0064] Устройство 6 для реализации способа изготовления сварочного прутка 5 представляет преимущество, заключающееся в том, что оно является компактным устройством, обладающим приблизительно размером экструдера.
[0065] В предпочтительном варианте выполнения изобретения устройство 6 содержит трубу 7, подающую пасту для размещения композиции сварочного прутка, шабер 8 для нанесения покрытий для распределения композиции на термостойкий ленточный конвейер 12 по всей ширине и для задания толщины пленки и боковые плиты 9 для предотвращения распределения композиции сварочного прутка вне ленточного конвейера 12.
[0066] Ленточный конвейер 12 имеет форму ленты и не содержит канавок. Он выполнен из любого пригодного термостойкого материала, например текстиля, или предпочтительно из метала, предпочтительно из нержавеющей стали. Ленточный конвейер 12 предпочтительно покрыт teflon®. Ленточный конвейер 12 предпочтительно нагревают.
[0067] Сгеливание композиции сварочного прутка выполняют с использованием любого пригодного устройства. Это может быть осуществлено, например, двумя инфракрасными нагревающими устройствами или предпочтительно двумя нагревающими устройствами 10 и 11 со стальными листами, расположенными по обеим сторонам ленточного конвейера 12 и рядом с упомянутым ленточным конвейером 12.
[0068] Устройство 6 дополнительно содержит устройство 14 тиснения, содержащее два гравированных цилиндра, например стальных, для тиснения декоративного листа 13 для получения нескольких прутков 15 для декоративной сварки, которые могут быть разрезаны для разделения сварочных прутков.
Реферат
Группа изобретений относится к прутку для декоративной сварки и к способу изготовления прутка для декоративной сварки. Пруток содержит нерасплавленные и окрашенные частицы на основе ПВХ и гелеобразную композицию на основе пластизоля, содержащую поливинилхлоридную смолу в бензоатном пластификаторе и нерасплавленные частицы на основе ПВХ. Последние имеют размер и цвет, идентичные или соответствующие частицам, используемым в соединяемых элементах декоративной поверхности. Способ изготовления прутка для декоративной сварки включает операции: берут жидкую смесь ПВХ-смолы в бензоатном пластификаторе, примешивают частицы на основе ПВХ в композицию на основе пластизоля, размещают ее на ленточном конвейере и нагревают композицию до образования геля и образования листа. Затем выполняют тиснение листа, формируя несколько сварочных прутков. Технический результат, достигаемый при использовании способа для получения прутка по изобретению, заключается в обеспечении сварочному прутку повышения свойств гибкости, адгезии, легкости обрезания и повышения температуры расплава. 4 н. и 7 з.п. ф-лы, 7 ил., 1 пр.
Формула
берут частицы на основе ПВХ с размером и цветом, идентичными или соответствующими размерам и цветам, используемым в соединяемых элементах декоративной поверхности,
берут жидкую взвесь поливинилхлоридной смолы в бензоатном пластификаторе,
примешивают упомянутые окрашенные частицы на основе ПВХ в композицию для образования композиции на основе пластизоля,
размещают упомянутую композицию на основе пластизоля на термостойком ленточном конвейере (12),
нагревают композицию на основе пластизоля до образования геля из композиции на основе пластизоля для образования листа (13),
выполняют тиснение упомянутого листа (13) при помощи устройства тиснения (14), формируя нескольких сварочных прутков (15).
Комментарии