Способ и устройство для изготовления отформованного изделия из армированной волокном пластмассы - RU2700600C1
Код документа: RU2700600C1
Чертежи






Описание
Область техники
[0001]
Настоящее изобретение относится к способу и устройству для изготовления отформованного изделия из армированной волокном пластмассы.
Предпосылки создания изобретения
[0002]
Известны способы формирования конструкционных элементов воздушных судов из армированной волокном пластмассы (FRP). Такие конструкционные элементы из FRP соединяются вместе механическим соединением с использованием заклепок или адгезива. В приведенной ниже патентной литературе 1 описана технология, в которой подготавливают подлежащие соединению вместе элементы, один как предварительно отвержденный армированный волокном композитный элемент, а второй как армированная ткань. Два элемента помещают в герметичную среду, внутри которой снижают давление и производят нагрев. Затем в герметичную среду инжектируют связующее для отверждения элементов. Описанная в патентной литературе 1 технология является примером интегрального литья методом вакуумного литьевого формования (VaRTM), в котором для облегчения пропитки связующим ткани используют разницу давления между вакуумом и атмосферой. Кроме метода VaRTM известны другие методы интегрального литья, использующие литье препрегов для того, чтобы отлить два элемента в единое целое.
Список библиографических ссылок
Патентная литература
[0003]
Патентная литература 1: JP-A-2005-246771
Изложение сущности изобретения
Технические проблемы
[0004]
При интегральном литье множества элементов расположение элементов относительно друг друга должно быть точным. В методах интегрального литья методом VaRTM отвержденный элемент из армированной углеродным волокном пластмассы (cFRP) должен быть зафиксирован в нижней оправке пресс-формы, а ткань (преформа) устанавливается на элемент cFRP и позиционируется относительно нижней оправки пресс-формы. В частности, при размещении ткани в верхней оправке пресс-формы и выравнивании верхней оправки пресс-формы по нижней оправке пресс-формы ткань выравнивается опосредованно.
[0005]
Когда нижнюю оправку пресс-формы выполняют из универсального материала, такого как сталь или алюминий, расходы невелики и резка несложна. Тем не менее при нагреве, применяющемся в методе VaRTM, нижняя оправка пресс-формы подвергается термическому расширению. В результате армированная ткань не может быть помещена в точное положение на cFRP. Эта проблема также встречается при соединении другими методами, помимо VaRTM, например интегральным литьем, включая литье препрегов.
[0006]
В свете вышеизложенных проблем целью настоящего изобретения является обеспечение устройства и способа для изготовления отформованного изделия из армированной волокном пластмассы, причем так, чтобы два элемента могли быть точно расположены относительно друг друга при интегральном литье элементов методом VaRTM.
Решение проблем
[0007]
Устройство для изготовления отформованного изделия из армированной волокном пластмассы в соответствии с первым аспектом настоящего изобретения содержит первую пресс-форму, в которой установлен отвержденный армированный волокном композитный элемент; вторую пресс-форму, вмещающую ткань, выполненную с возможностью присоединения к армированному волокном композитному элементу; и фиксирующий элемент, выполненный с возможностью вмещать в себя вторую пресс-форму и содержащий первую позиционирующую часть для позиционирования относительно позиционирующей части, размещенной на армированном волокном композитном элементе.
[0008]
В соответствии с этой конфигурацией, за счет того что фиксирующий элемент размещен относительно армированного волокном композитного элемента, вторая пресс-форма, помещенная в фиксирующий элемент, и ткань, находящаяся во второй пресс-форме, располагаются относительно армированного волокном композитного элемента. Другими словами, позиционирование ткани относительно армированного волокном композитного элемента не определено относительно первой пресс-формы, но определено относительно армированного волокном композитного элемента. Это позволяет точно позиционировать ткань, избегая воздействия теплового расширения первой пресс-формы.
[0009]
Устройство для изготовления отформованного изделия из армированной волокном пластмассы в соответствии со вторым аспектом содержит: вторую пресс-форму, вмещающую ткань, выполненную с возможностью присоединения к отвержденному армированному волокном композитному элементу; и фиксирующий элемент, выполненный с возможностью вмещать в себя вторую пресс-форму и содержащий первую позиционирующую часть для позиционирования относительно позиционирующей части, размещенной на армированном волокном композитном элементе.
[0010]
В соответствии с этой конфигурацией, за счет того что фиксирующий элемент размещен относительно армированного волокном композитного элемента, вторая пресс-форма, помещенная в фиксирующий элемент, и ткань, находящаяся во второй пресс-форме, располагаются относительно армированного волокном композитного элемента. Другими словами, позиционирование ткани относительно армированного волокном композитного элемента не определено относительно первой пресс-формы, но определено относительно армированного волокном композитного элемента. Это позволяет точно позиционировать ткань, избегая воздействия теплового расширения первой пресс-формы.
[0011]
Первый и второй аспекты предпочтительно включают конфигурацию, в которой армированный волокном композитный элемент содержит вторую позиционирующую часть в качестве позиционирующей части, причем вторая позиционирующая часть соответствует первой позиционирующей части.
В соответствии с такой конфигурацией позиционирование ткани относительно армированного волокном композитного элемента достигается соответствующей второй позиционирующей частью, расположенной на армированном волокном композитном элементе, и первой позиционирующей частью, расположенной на фиксирующем элементе.
[0012]
Устройство для изготовления отформованного изделия из армированной волокном пластмассы в соответствии с третьим аспектом настоящего изобретения содержит: первую пресс-форму, в которой установлен отвержденный армированный волокном композитный элемент; и гибкую форму, выполненную из гибкой резины, вмещающую ткань, выполненную с возможностью присоединения к армированному волокном композитному элементу, и содержащую третью позиционирующую часть для позиционирования относительно позиционирующей части, размещенной на армированном волокном композитном элементе.
[0013]
В соответствии с данной конфигурацией, за счет позиционирования гибкой формы относительно армированного волокном композитного элемента ткань, находящаяся в гибкой форме, позиционируется относительно армированного волокном композитного элемента. Другими словами, позиционирование ткани относительно армированного волокном композитного элемента не определено относительно первой пресс-формы, но определено относительно армированного волокном композитного элемента. Это позволяет точно позиционировать ткань, избегая воздействия теплового расширения первой пресс-формы. Гибкая форма выполнена из гибкой резины, например из силиконовой резины.
[0014]
Третий аспект предпочтительно имеет конфигурацию, в которой армированный волокном композитный элемент содержит вторую позиционирующую часть в качестве позиционирующей части, и при этом вторая позиционирующая часть соответствует третей позиционирующей части.
В соответствии с данной конфигурацией позиционирование ткани относительно армированного волокном композитного элемента достигается соответствующей второй позиционирующей частью, расположенной на армированном волокном композитном элементе, и третьей позиционирующей частью, расположенной на гибкой форме.
[0015]
Устройство для изготовления отформованного изделия из армированной волокном пластмассы в соответствии с четвертым аспектом настоящего изобретения содержит первую пресс-форму, в которой устанавливают отвержденный армированный волокном композитный элемент; и вторую пресс-форму, вмещающую ткань, выполненную с возможностью присоединения к армированному волокном композитному элементу, и содержащую четвертую позиционирующую часть для позиционирования относительно позиционирующей части, размещенной на армированном волокном композитном элементе.
[0016]
В соответствии с этой конфигурацией, за счет позиционирования второй пресс-формы относительно армированного волокном композитного элемента, ткань, помещенная во вторую пресс-форму, позиционируется относительно армированного волокном композитного элемента. Другими словами, позиционирование ткани относительно армированного волокном композитного элемента не определено относительно первой пресс-формы, но определено относительно армированного волокном композитного элемента. Это позволяет точно позиционировать ткань, избегая воздействия теплового расширения первой пресс-формы.
[0017]
Четвертый аспект предпочтительно имеет конфигурацию, в которой армированный волокном композитный элемент содержит вторую позиционирующую часть в качестве позиционирующей части, и при этом вторая позиционирующая часть соответствует четвертой позиционирующей части.
В соответствии с данной конфигурацией позиционирование ткани относительно армированного волокном композитного элемента достигается соответствующей второй позиционирующим частью, расположенной на армированном волокном композитном элементе, и четвертой позиционирующей частью, расположенной на второй пресс-форме.
[0018]
Способ изготовления отформованного изделия из армированной волокном пластмассы в соответствии с пятым аспектом настоящего изобретения включает в себя стадии: установки отвержденного армированного волокном композитного элемента в первую пресс-форму; установки ткани, выполненной с возможностью присоединения к армированному волокном композитному элементу, во вторую пресс-форму; установки второй пресс-формы в фиксирующий элемент; установки фиксирующего элемента на армированный волокном композитный элемент путем позиционирования первой позиционирующей части, расположенной на фиксирующем элементе, относительно позиционирующей части, расположенной на армированном волокном композитном элементе; и инжектирования связующего в армированный волокном композитный элемент и ткань, находящиеся в первой пресс-форме и второй пресс-форме.
[0019]
Способ изготовления отформованного изделия из армированной волокном пластмассы в соответствии с шестым аспектом изобретения включает в себя стадии: установки ткани, выполненной с возможностью присоединения к отвержденному армированному волокном композитному элементу, во вторую пресс-форму; установки второй пресс-формы в фиксирующий элемент; установки армированного волокном композитного элемента во вторую пресс-форму путем позиционирования позиционирующей части, расположенной на армированном волокном композитном элементе, относительно первой позиционирующей части, расположенной на фиксирующем элементе; и инжектирования связующего в армированный волокном композитный элемент и ткань, находящиеся во второй пресс-форме.
[0020]
Способ изготовления отформованного изделия из армированной волокном пластмассы в соответствии с седьмым аспектом настоящего изобретения включает в себя стадии: установки отвержденного армированного волокном композитного элемента в первую пресс-форму; установки ткани, выполненной с возможностью присоединения к армированному волокном композитному элементу, в гибкую форму из гибкой резины; установки гибкой формы на армированный волокном композитный элемент путем позиционирования третьей позиционирующей части, расположенной на гибкой форме, относительно позиционирующей части, расположенной на армированном волокном композитном элементе; и инжектирования связующего в армированный волокном композитный элемент и ткань, находящиеся в первой пресс-форме и гибкой форме.
[0021]
Способ изготовления отформованного изделия из армированной волокном пластмассы в соответствии с восьмым аспектом настоящего изобретения включает в себя стадии: установки отвержденного армированного волокном композитного элемента в первую пресс-форму; установки ткани, выполненной с возможностью присоединения к армированному волокном композитному элементу, во вторую пресс-форму; установки второй пресс-формы на армированный волокном композитный элемент путем позиционирования четвертой позиционирующей части, расположенной на второй пресс-форме, относительно позиционирующей части, расположенной на армированном волокном композитном элементе; и инжектирования связующего в армированный волокном композитный элемент и ткань, находящиеся во второй пресс-форме.
Полезные эффекты изобретения
[0022]
В соответствии с настоящим изобретением в интегральном литье множества элементов с помощью метода VaRTM расположение элементов должно быть относительно точным.
Краткое описание рисунков
[0023]
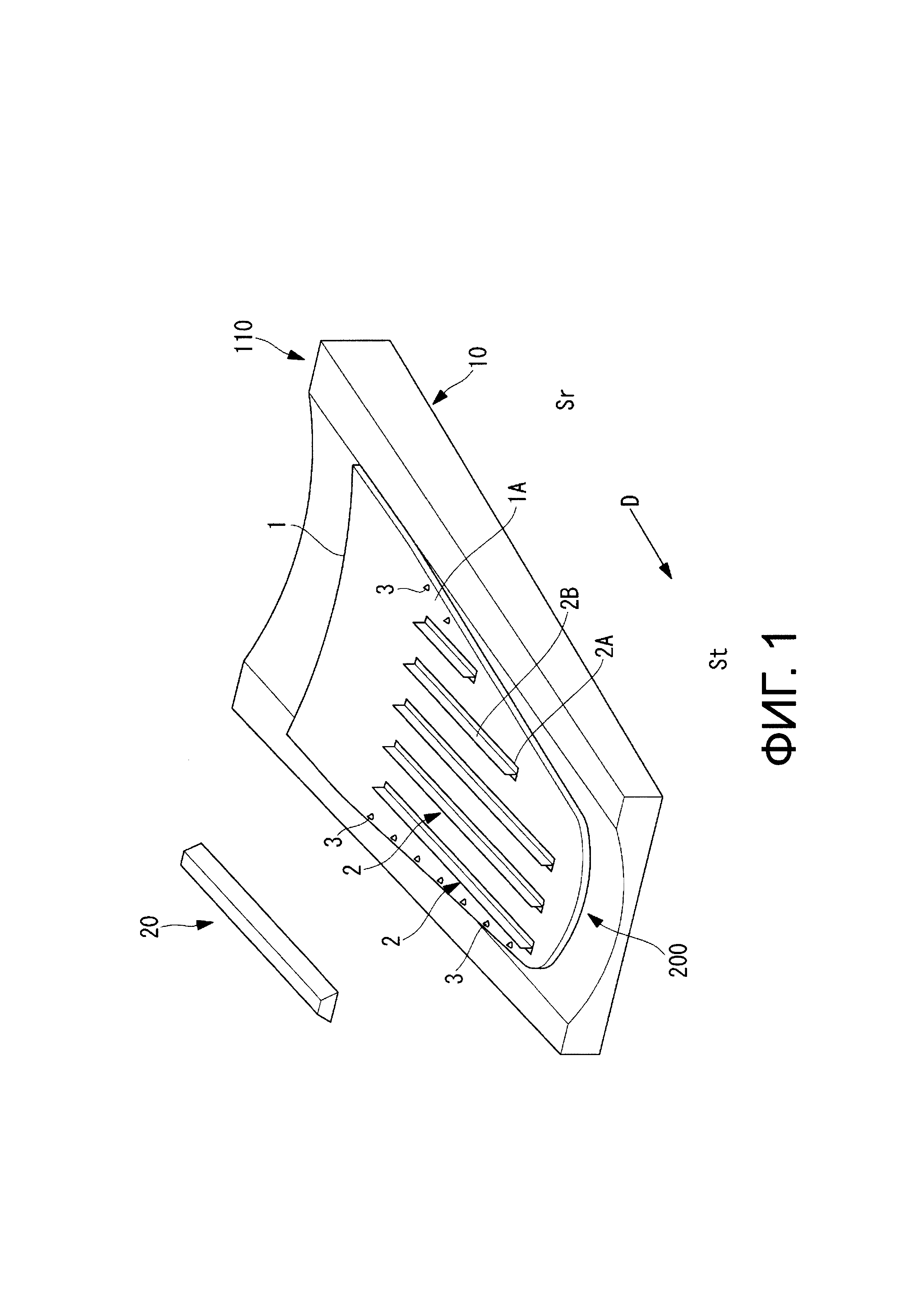
На ФИГ. 1 представлен вид в перспективе устройства для изготовления изделия из армированной волокном пластмассы в соответствии с первым вариантом осуществления настоящего изобретения.
На ФИГ. 2 представлен вид в вертикальном поперечном сечении устройства для изготовления изделия из армированной волокном пластмассы в соответствии с первым вариантом осуществления настоящего изобретения.
На ФИГ. 3 представлен вид в вертикальном поперечном сечении устройства для изготовления изделия из армированной волокном пластмассы в соответствии со вторым вариантом осуществления настоящего изобретения.
На ФИГ. 4 представлен вид в вертикальном поперечном сечении устройства для изготовления изделия из армированной волокном пластмассы в соответствии с третьим вариантом осуществления настоящего изобретения.
На ФИГ. 5 представлен вид в перспективе с пространственным разделением компонентов устройства для изготовления изделия из армированной волокном пластмассы в соответствии с четвертым вариантом осуществления настоящего изобретения.
На ФИГ. 6 представлен вид в перспективе устройства для изготовления изделия из армированной волокном пластмассы в соответствии с четвертым вариантом осуществления настоящего изобретения.
На ФИГ. 7 представлен увеличенный частичный вид в вертикальном поперечном сечении участка, представляющий участок А на ФИГ. 6.
Описание вариантов осуществления
[0024]
Ниже представлено описание вариантов осуществления настоящего изобретения со ссылкой на рисунки.
Первый вариант осуществления
Со ссылкой на ФИГ. 1 далее описывается устройство для изготовления отформованного изделия из армированной волокном пластмассы и способ изготовления такового в соответствии с первым вариантом осуществления настоящего изобретения.
В настоящем варианте осуществления отформованное изделие 200 из армированной волокном пластмассы из интегрально сформованных обшивки 1 и стрингера 2 изготовляют с помощью устройства 110 для изготовления, оборудованного фиксирующим элементом 30 для позиционирования стрингера 2 относительно обшивки 1.
[0025]
Сначала со ссылкой на ФИГ. 1 будет описана конфигурация в соответствии с примером отформованного изделия 200 из армированной волокном пластмассы. При этом будет описан пример конструкционного элемента из FRP, составляющий планер воздушного судна. Тем не менее настоящее изобретение может широко применяться для изготовления отформованных изделий из FRP, из которых изготовлены разнообразные устройства и конструкции.
[0026]
Отформованное изделие 200 из армированной волокном пластмассы включает в себя обшивку 1 и стрингер 2, расположенный на тыльной поверхности 1А обшивки 1.
Обшивка 1 формирует поверхностную обшивку крыла воздушного суда и собирается в коробчатую геометрическую форму вместе с лонжероном (не показан). Обшивка сформирована с криволинейной поверхностью. Ширина обшивки 1 постепенно уменьшается от корневой стороны Sr крыла к концевой стороне крыла St. Отметим, что геометрическая форма обшивки 1 не ограничена данным примером и может иметь одинаковую ширину по всей своей длине.
Обшивка 1 также включает в себя дополнительный участок 1В (смотри ФИГ. 2), который удаляют на окончательных стадиях. На дополнительном участке 1В сформированы вторые позиционирующие части 3. Как показано на ФИГ. 2, вторые позиционирующие части 3, например, имеют форму выступов. Вторые позиционирующие части 3 могут быть сформированы в единое целое с обшивкой 1 или же могут быть отдельным выступообразным элементом, вставляемым в отверстия, сформированные в обшивке 1.
[0027]
Стрингер 2 является удлиненным элементом, проходящим в продольном направлении D, имея больший размер в продольном направлении D, чем в направлении поперечного сечения, ортогонального продольному направлению D. Стрингер 2 имеет Т-образное поперечное сечение, тем не менее могут использоваться и иные геометрические формы.
Стрингер 2 включает в себя полку 2А, прикрепленную к обшивке 1, и стенку 2В, выходящую из центра ширины полки 2А. Множество стрингеров 2 расположены на тыльной поверхности 1А обшивки 1 с интервалами в направлении, пересекающем продольное направление D.
Стрингеры 2, расположенные на тыльной поверхности 1А обшивки, усиливают обшивку 1.
[0028]
Обшивка 1 и стрингеры 2 все выполнены из армированной волокном пластмассы (FRP), выполненной из ткани и связующего.
Ткань выполнена из множества листообразных элементов. Количество листообразных элементов, наслоенных друг на друга, зависит от требуемой толщины обшивки 1 или стрингера 2. Примеры волокна, которое на выбор может использоваться в ткани, могут включать в себя углеродное волокно и стекловолокно.
Связующее, которым может быть пропитана ткань, может быть термоотверждающим связующим, отверждающим при нагреве, например эпоксидная смола, полиимид, уретан и ненасыщенные полиэфиры. Кроме того, могут использоваться термопластичные смолы, отверждающиеся после нагрева, такие как полиамид, АБС-пластик, полиэфирэфиркетон (ПЭЭК) и полифениленсульфид (ПФС).
[0029]
В FPR, используемом в обшивке, и в FPR, используемом в стрингере 2, могут использовать одинаковые и разные типы волокна, типы связующего или конфигурации ткани.
В настоящем варианте осуществления для литья армированной волокном пластмассы используют метод VaRTM. Другими словами, путем создания вакуума для снижения давления до давления вакуума облегчается инжектирование связующего, и связующая ткань и связующее сжимаются разницей давления между давлением вакуумированного пространства и атмосферным давлением. Отметим, что настоящее изобретение также может быть применено и к методам, отличным от VaRTM, например методам, включающим совместное литье, такое как отливка препрегов, когда два элемента отливают в единое целое.
[0030]
Далее описывается производственное устройство 110, включающее в себя устройство для изготовления изделия 200 из армированной волокном пластмассы.
Как показано на ФИГ. 1 и 2, устройство 110 для изготовления обеспечено первой пресс-формой 10 для отливки обшивки 1 и второй пресс-формой 20 для отливки стрингера 2. В настоящем варианте осуществления связующая ткань, которая будет частью стрингера 2 и пропитывается связующим, приклеивается к отверждаемой формованной обшивке 1 с последовательным формированием с ней единого целого, то есть совместным литьем.
[0031]
Первую пресс-форму 10 формируют из универсального материала на выбор, такого как сталь. Первую пресс-форму 10 обеспечивают частью пресс-формы с криволинейной поверхностью для отливки обшивки 1 и периферической частью, являющейся частью вокруг пресс-формы.
[0032]
Вторая пресс-форма 20 удерживает ткань, то есть армированный волокном пластмассовый материал (заготовку), становящийся стрингером 2 после отливания на тыльную поверхность 1А обшивки 1. Для второй пресс-формы 20 подготавливают пресс-формы, по размеру и геометрической форме соответствующие стрингерам 2.
[0033]
Вторые пресс-формы 20 формируют из металла, такого как, например, алюминиевый сплав.
Как показано на ФИГ. 2, каждая из вторых пресс-форм 20 включает в себя внутреннюю поверхность, повторяющую геометрическую форму стрингера 2, сформированную перевернутой Т-образной формой обшивки 1 и имеющую по существу треугольное поперечное сечение.
[0034]
Каждая из вторых пресс-форм 20 разделена в продольном направлении D на блок 20А, расположенный на одной стороне стенки 2В (смотри ФИГ. 1) стрингера 2, и блок 20В, расположенный на другой стороне. Литейное пространство для отливки FRP сформировано на внутренней стороне блоков 20А, 20В.
[0035]
Как показано на ФИГ. 2, фиксирующий элемент 30 сформирован со множеством углубленных частей для помещения множества вторых пресс-форм 20 и имеет волнообразное поперечное сечение, как гофрированный лист. Герметизирующие части 21, 22 расположены между первой пресс-формой 10 и фиксирующим элементом 30, то есть на периферической части фиксирующего элемента 30 для образования герметичного пространства внутри фиксирующего элемента 30, где будет создаваться вакуум и куда будет инжектироваться связующее. Углубленные части, соответствующие герметизирующим частям 21, 22, сформированы на фиксирующем элементе 30. Фиксирующий элемент 30 обладает гибкостью и может передавать усилие прижатия, 20В, развиваемое разностью давления между наружным и внутренним пространством блоков 20А. Вследствие этого при создании вакуума ткань сжимается внутри блоков 20А и 20В усилием прижатия снаружи под воздействием вакуума. Это сжатие уменьшает объем ткани. Соответственно, при создании вакуума, когда ткань находится между блоком 20А и блоком 20В, блоки 20А и 20В сжимаются разностью давления между вакуумом и атмосферой. После уменьшения объема ткани зазор G закрывается и формируется литейная полость S. В литейную полость S инжектируют жидкое связующее снаружи через непоказанный инжекционный путь.
[0036]
Отметим, что в вышеописанном методе VaRTM вакуум создают только со стороны канала вакуумирования. Кроме того, для удаления излишков связующего после его инжектирования может быть выполнен процесс откачки за счет создания вакуума как со стороны отверстия инжектирования, так и со стороны канала отсасывания. В этом случае блок 20А и блок 20 сближаются для того, чтобы закрыть зазор G в процессе откачки.
[0037]
На фиксирующем элементе 30 сформированы первые позиционирующие части 31. Например, первые позиционирующие части 31 располагают в направлении, пересекающем продольное направление стрингеров 2 на любой из сторон вторых пресс-форм 20. Как показано на ФИГ. 2, в варианте осуществления, в котором первая позиционирующая часть 31 фиксирующего элемента 30 является углубленной частью, вторая позиционирующая часть 3 обшивки 1 является выступающей частью с геометрической формой, соответствующей такой форме первой позиционирующей части 31. С другой стороны, в варианте осуществления, в котором первая позиционирующая часть 31 фиксирующего элемента 30 является участком, выступающим к стороне обшивки 1, вторая позиционирующая часть 3 обшивки 1 может быть углубленной частью.
[0038]
Таким образом, фиксирующий элемент 30 позиционируется относительно обшивки 1, и фиксирующим элементом 30 может быть предотвращено перемещение стрингера 2 в направлении, ортогональном продольному направлению.
[0039]
Далее со ссылкой на ФИГ. 1 и 2 раскрывается способ изготовления отформованного изделия 200 из армированной волокном пластмассы.
Сначала формируют обшивку 1. Способ отливки обшивки 1 может быть выбран произвольно, но здесь будет кратко изложен способ с применением метода VaRTM.
Ткань, то есть материал FRP для обшивки 1, помещают в первую пресс-форму 10 и удерживают непоказанной пластинообразной оправкой пресс-формы. Ткань и оправку пресс-формы герметизируют в герметичном пространстве, сформированном между непоказанной пленкой-мешком и первой пресс-формой 10. Затем создают вакуум для снижения давления в герметичном пространстве, в результате чего ткань сжимается. Затем, при поддержании давления вакуума в герметичном пространстве, производят инжектирование связующего. После инжектирования связующего оно отверждается, пока постоянно поддерживают вакуум или линию вакуумирования перекрывают и прекращают создание вакуума.
Отметим, что после прекращения создания вакуума для нагрева связующего может быть выбран источник тепла на выбор. Примеры источника тепла включают в себя печь, нагревающий мат, нагреватель, работающий в дальнем инфракрасном диапазоне, и систему обогрева жидкостным теплоносителем.
Связующее отверждают до требуемой твердости, после чего ткань и связующее соединяются в единое целое с образованием обшивки 1. Отметим, что вторые позиционирующие части 3 формируются в дополнительной части 1В отформованной обшивки 1.
[0040]
Отформованную обшивку 1 временно удаляют из пресс-формы, например для ультразвукового контроля. Затем обшивку 1 возвращают в первую пресс-форму 10, где стрингер 2 присоединяют к тыльной поверхности 1А обшивки 1 и из обоих элементов формируют единое целое.
[0041]
Как показано на ФИГ. 1, фиксирующий элемент 30 размещают относительно обшивки 1 с помощью вторых позиционирующих частей 3 и первых позиционирующих частей 31.
Сначала вторые пресс-формы 20 с размещенными тканями выравнивают на тыльной стороне 1А обшивки 1. При этом ткани получаются зажатыми между блоками 20А, 20В вторых пресс-форм 20 и между блоками 20А и 20В образуется зазор G. Отметим, что между тканями и обшивкой 1 может быть проложен пленочный адгезив.
[0042]
Один фиксирующий элемент 30 помещают на верхнюю поверхность вторых пресс-форм 20. При этом вторые позиционирующие части 3 обшивки 1 вставляют в первые позиционирующие части 31 фиксирующего элемент 30. Таким образом, вторые пресс-формы 20 позиционируют относительно обшивки 1 посредством фиксирующего элемента 30. Здесь ткани оказываются помещенными внутри вторых пресс-форм 20 и посредством вторых пресс-форм 20 позиционируются относительно обшивки 1, и при этом ткани расположены в заданных местах на тыльной поверхности 1А обшивки 1. Затем, как описано далее, создают вакуум, выполняют инжектирование связующего и подогрев способом, как в методе отливки обшивки 1 для формирования стрингеров 2.
[0043]
Обшивку 1 и вторые пресс-формы 20 покрывают фиксирующим элементом 30 и снижают давление созданием вакуума в герметичном пространстве, сформированном между фиксирующим элементом 30 и первой пресс-формой 10. Фиксирующий элемент 30 обладает гибкостью и может передавать усилие прижатия, 20В, развиваемое разностью давления между наружным и внутренним пространством блоков 20А. Вследствие этого при создании вакуума ткань сжимается внутри блоков 20А и 20В усилием прижатия снаружи под воздействием вакуума. Это сжатие уменьшает объем ткани. Соответственно, при создании вакуума, когда ткань находится между блоком 20А и блоком 20В, блоки 20А и 20В сжимаются разностью давления между вакуумом и атмосферой. После уменьшения объема ткани зазор G закрывается и формируется литейная полость S. Пока поддерживают давление вакуума, в литейную полость S инжектируют жидкое связующее снаружи через непоказанный инжекционный путь.
[0044]
Затем связующее, которым пропитались ткани, нагревают. Тепло от источника тепла, используемого для нагрева связующего, также передается вторым пресс-формам 20 и первой пресс-форме 10.
[0045]
Тем не менее, за счет расположения второй пресс-формы 20 относительно обшивки 1 через фиксирующий элемент 30, термическое расширение первой пресс-формы 10 не влияет на вторые пресс-формы 20, и ткани могут быть расположены в правильном положении относительно обшивки 1.
[0046]
Когда посредством нагрева пропитавшее ткань связующее отвердится до нужной степени прочности, стрингеры 2 прилипают к обшивке 1 и формируют с ней единое целое. После этого при необходимости выполняют процесс вторичного отверждения и финишный процесс, завершая отформованное изделие 200 из армированной волокном пластмассы из соединенных в единое целое обшивки 1 и стрингеров 2.
[0047]
В данном варианте осуществления фиксирующий элемент 30 прикреплен к обшивке 1 и не прикреплена к первой пресс-форме 10. Это позволяет первой пресс-форме 10 избегать эффектов термического расширения, что позволяет добиться чрезвычайно точного позиционирования.
[0048]
Кроме того, фиксирующий элемент 30 также работает как пленка-мешок, что устраняет необходимость готовить отдельную пленку-мешок. Дополнительно, за счет первых позиционирующих частей 31, сформированных на фиксирующем элементе 30, позиционирование и подготовку пленки-мешка выполняют одновременно, снижая трудоемкость производственного процесса.
[0049]
Вторые позиционирующие части 3 сформированы на дополнительной части 1В, которая не нужна на отформованном изделии 200 из армированной волокном пластмассы. Соответственно, после отливки, когда будет произведен готовый продукт отформованного изделия 200 из армированной волокном пластмассы, дополнительную часть 1В, на которой сформированы вторые позиционирующие части 3, можно удалить. Это позволяет производить готовый продукт без выступающих частей или отверстий вторых позиционирующих частей 3.
[0050]
Второй вариант осуществления
Со ссылкой на ФИГ. 3 далее описывается устройство 120 для изготовления отформованного изделия из армированной волокном пластмассы и способ изготовления такового в соответствии со вторым вариантом осуществления настоящего изобретения.
В вышеописанном варианте осуществления обшивку 1 помещают в первую пресс-форму 10. На обшивку 1 устанавливают вторые пресс-формы 20, в которых содержатся ткани, на которые устанавливают фиксирующий элемент у 30. Однако настоящее изобретение не ограничивается данным примером.
[0051]
Когда каждый элемент переворачивают, вторые пресс-формы 20 могут быть установлены в фиксирующий элемент 30, а обшивку 1 можно установить на вторые пресс-формы 20. При этом фиксирующий элемент 30 поддерживается непоказанным опорным элементом.
[0052]
Когда обшивку 1 размещают на фиксирующий элементе 30, первые позиционирующие части 32 фиксирующего элемента 30 вставляются в позиционирующие части 4 обшивки 1. В показанном на ФИГ. 3 примере позиционирующие части 4 являются отверстиями, сформированным в обшивке 1. Первые позиционирующие части 32 фиксирующего элемента 30 являются выступами, выступающими в сторону обшивки 1.
[0053]
Таким образом, вторые пресс-формы 20 позиционируют относительно обшивки 1 посредством фиксирующего элемента 30. Здесь ткани оказываются помещенными внутри вторых пресс-форм 20 и посредством вторых пресс-форм 20 позиционируются относительно обшивки 1, и при этом ткани расположены в заданных местах на тыльной поверхности 1А обшивки 1.
[0054]
Обшивку 1 герметизируют в герметичном пространстве, образованном между пленкой-мешком 9 и фиксирующим элементом 30. Затем создают вакуум, чтобы снизить давление в герметичном пространстве. Фиксирующий элемент 30 обладает гибкостью и может передавать усилие прижатия, 20В, развиваемое разностью давления между наружным и внутренним пространством блоков 20А. Вследствие этого при создании вакуума ткань сжимается внутри блоков 20А и 20В усилием прижатия снаружи под воздействием вакуума. Это сжатие уменьшает объем ткани. Соответственно, при создании вакуума, когда ткань находится между блоком 20А и блоком 20В, блоки 20А и 20В сжимаются разностью давления между вакуумом и атмосферой. После уменьшения объема ткани зазор G закрывается и формируется литейная полость S. Пока поддерживают давление вакуума, в литейную полость S инжектируют жидкое связующее снаружи через непоказанный инжекционный путь.
[0055]
Затем связующее, которым пропитались ткани, нагревают. За счет того, что вторые пресс-формы 20 позиционированы относительно обшивки 1 через фиксирующий элемент 30, ткани могут быть расположены в правильном положении относительно обшивки 1.
[0056]
Когда посредством нагрева пропитавшее ткань связующее отвердится до нужной степени прочности, стрингеры 2 прилипают к обшивке 1 и формируют с ней единое целое.
[0057]
Настоящий вариант осуществления отличается от первого варианта осуществления, описанного выше, тем, что в нем не требуется элемент, соответствующий первой пресс-форме 10. Дополнительно, обшивка 1 сама функционирует как пресс-форма, а вторые пресс-формы 20 располагаются относительно обшивки 1 через фиксирующий элемент 30. Соответственно, устраняются погрешности позиционирования, возникающие из-за разного термического расширения, а ткани могут быть расположены в правильном положении относительно обшивки 1.
[0058]
Вторые позиционирующие части 4 сформированы на дополнительной части 1В, которая не нужна на отформованном изделии 200 из армированной волокном пластмассы. Соответственно, после отливки, когда будет произведен готовый продукт отформованного изделия 200 из армированной волокном пластмассы, дополнительную часть 1В, на которой сформированы вторые позиционирующие части 4, можно удалить. Это позволяет производить готовый продукт без выступающих частей или отверстий вторых позиционирующих частей 4.
[0059]
Третий вариант осуществления
Со ссылкой на ФИГ. 4 далее описывается устройство 130 для изготовления отформованного изделия из армированной волокном пластмассы и способ изготовления такового в соответствии с третьим вариантом осуществления настоящего изобретения.
В вышеописанном первом варианте осуществления фиксирующий элемент 30 и вторые пресс-формы 20 собирают вместе перед пропитыванием связующим тканей. Однако настоящее изобретение не ограничивается данным примером. Как показано на ФИГ. 4, вместо фиксирующего элемента 30 и вторых пресс-форм 20 можно использовать гибкую форму 40.
[0060]
Гибкая форма 40 удерживает ткани на тыльной поверхности 1А обшивки 1. Для гибкой формы 40 подготавливают гибкую форму 40, по размеру и геометрической форме соответствующую стрингерам 2. Гибкую форму 40 выполняют из гибкой резины, например из силиконовой резины, синтетического каучука или фторкаучука. Складчатые части частично армируют армирующими частями 41, выполненными, например, из стекловолокна.
[0061]
Гибкая форма 40 включает в себя внутреннюю поверхность, соответствующую геометрической форме стрингеров 2, выполненных в виде перевернутой Т-формы на обшивке 1, и имеет по существу постоянную толщину там, где она соответствует стрингеру 2.
[0062]
Когда отливают стрингер 2, ткани сжимаются внутри гибкой формы 40 посредством вакуума. Это сжатие уменьшает объем ткани. Соответственно, при создании вакуума, когда ткань находится внутри гибкой формы 40, гибкая форма 40 сжимается разностью давления между вакуумом и атмосферой. После уменьшения объема ткани гибкая форма 40 становится уже и формируется литейный объем S. В литейную полость S инжектируют жидкое связующее снаружи через непоказанный инжекционный путь.
[0063]
В настоящем варианте осуществления сначала тыльная поверхность 1А обшивки 1 покрывается одной гибкой формой 40. При этом вторые позиционирующие части 3 обшивки 1 вставляют в третьи позиционирующие части 42 гибкой формы 40. В показанном на ФИГ. 4 примере вторые позиционирующие части 3 являются оформленными выступами, сформированным в обшивке 1. Третьи позиционирующие части 42 гибкой формы 40 являются углубленными частями, геометрическая форма которых соответствует такой форме вторых позиционирующих частей 3.
[0064]
Таким образом, гибкая форма 40 позиционируется относительно обшивки 1. Здесь ткани находятся внутри гибкой формы 40, и за счет позиционирования гибкой формы 40 относительно обшивки 1 ткани располагаются в заданном положении на тыльной поверхности 1А обшивки 1.
[0065]
Затем, как описано далее, создают вакуум и производят нагрев аналогичным способом, как в методе отливки обшивки 1 для формирования стрингеров 2. Здесь ткани располагаются в гибкой форме 40. Пленочный адгезив располагают между тканями и обшивкой 1.
[0066]
Обшивку 1 и ткани покрывают гибкой формой 40 и снижают давление в герметичном пространстве, образованном между гибкой формой 40 и первой пресс-формой 10. В результате разность давления между герметичным пространством и атмосферой воздействует на гибкую форму 40, ткани и связующее на внутренней стороне гибкой формы 40, сжимает ткани, а связующее пропитывает их. После этого герметичное пространство внутри гибкой формы 40 уменьшается в размере.
[0067]
Затем связующее, которым пропитались ткани, нагревают. Тепло от источника тепла, используемого для нагрева связующего, также передается первой пресс-форме 10. Тем не менее, за счет позиционирования гибкой формы 40 относительно обшивки 1, термическое расширение первой пресс-формы 10 не влияет на гибкую форму 40, и ткани могут быть расположены в правильном положении относительно обшивки 1.
[0068]
Вторые позиционирующие части 3 сформированы на дополнительной части 1В, которая не нужна на отформованном изделии 200 из армированной волокном пластмассы. Соответственно, после отливки, когда будет произведен готовый продукт отформованного изделия 200 из армированной волокном пластмассы, дополнительную часть 1В, на которой сформированы вторые позиционирующие части 3, можно удалить. Это позволяет производить готовый продукт без выступающих частей или отверстий вторых позиционирующих частей 3.
[0069]
Четвертый вариант осуществления
Со ссылкой на ФИГ. 5-7 далее описывается устройство 140 для изготовления отформованного изделия из армированной волокном пластмассы и способ изготовления такового в соответствии с четвертым вариантом осуществления настоящего изобретения.
В вышеописанном варианте осуществления фиксирующий элемент 30 располагают относительно обшивки 1. Тем не менее, в настоящем варианте осуществления вторые пресс-формы 20 могут располагать относительно обшивки 1, не используя фиксирующий элемент 30. В данном варианте осуществления четвертые позиционирующие части 23 формируют на вторых пресс-формах 20.
[0070]
Как показано на ФИГ. 7, четвертые позиционирующие части 23 имеют форму, например, углубления. На обшивке 1 формируют позиционирующие части 5, по форме соответствующие четвертым позиционирующим частям 23. Позиционирующие части 5 могут быть сформированы в единое целое с обшивкой 1 или, как показано на ФИГ. 7, могут быть отдельным выступообразным элементом, вставляемым в отверстия 6, сформированные в обшивке 1.
[0071]
Сначала вторые пресс-формы 20 выравнивают на тыльной поверхности 1А обшивки 1. При этом позиционирующие части 5 обшивки 1 вставляют в четвертые позиционирующие части 23 вторых пресс-форм 20. Таким образом, вторые пресс-формы 20 принимают нужное положение относительно обшивки 1. Здесь ткани оказываются помещенными внутри вторых пресс-форм 20 и посредством вторых пресс-форм 20 позиционируются относительно обшивки 1, и при этом ткани расположены в заданных местах на тыльной поверхности 1А обшивки 1.
[0072]
Дополнительно, как показано на ФИГ. 5 и 6, на наклонной поверхности блоков 20А, 20В (смотри ФИГ. 2) вторых пресс-форм 20 устанавливают уголки 50. Это позволяет выровнять блоки 20А, 20В относительно центра вторых пресс-форм 20. Для обеспечения правильного выравнивания блоков 20А, 20В уголок 50 и блоки 20А, 20В предпочтительно скрепляют друг с другом на обоих концах по длине.
[0073]
Затем, как описано далее, создают вакуум и производят нагрев аналогичным способом, как в методе отливки обшивки 1 для формирования стрингеров 2. Другими словами, ткань располагается между блоками 20А, 20В (смотри ФИГ. 2) второй пресс-формы 20 аналогично тому, как это сделано в первом варианте осуществления. Между блоками 20А, 20В формируется зазор G. Пленочный адгезив располагают между тканями и обшивкой 1.
[0074]
Обшивку 1 и вторые пресс-формы 20 накрывают пленкой-мешком и снижают давление созданием вакуума в герметичном пространстве, сформированном между пленкой-мешком и первой пресс-формой 10. Фиксирующий элемент 30 обладает гибкостью и может передавать усилие прижатия, 20В, развиваемое разностью давления между наружным и внутренним пространством блоков 20А. Вследствие этого при создании вакуума ткань сжимается внутри блоков 20А и 20В усилием прижатия снаружи под воздействием вакуума. Это сжатие уменьшает объем ткани. Соответственно, при создании вакуума, когда ткань находится между блоком 20А и блоком 20В, блоки 20А и 20В сжимаются разностью давления между вакуумом и атмосферой. После уменьшения объема ткани зазор G закрывается и формируется литейная полость S. Пока поддерживают давление вакуума, в литейную полость S инжектируют жидкое связующее снаружи через непоказанный инжекционный путь.
[0075]
Затем связующее, которым пропитались ткани, нагревают. Тепло от источника тепла, используемого для нагрева связующего, также передается вторым пресс-формам 20 и первой пресс-форме 10. Тем не менее, за счет позиционирования вторых пресс-форм 20 относительно обшивки 1 без использования первой пресс-формы 10, термическое расширение первой пресс-формы 10 не влияет на вторые пресс-формы 20, и ткани могут быть расположены в правильном положении относительно обшивки 1.
[0076]
Вторые позиционирующие части 5 сформированы на дополнительной части 1В, которая не нужна на отформованном изделии 200 из армированной волокном пластмассы. После отливки, когда будет произведен готовый продукт отформованного изделия 200 из армированной волокном пластмассы, дополнительную часть 1В, на которой сформированы вторые позиционирующие части 5, можно удалить. Это позволяет производить готовый продукт без выступающих частей или отверстий вторых позиционирующих частей 5.
[0077]
Отметим, что с помощью вторых позиционирующих частей 5, сформированных на обшивке 1, предпочтительно позиционировать пластину из инвара (материала, имеющего низкое термическое расширение), а вторые пресс-формы 20 предпочтительно позиционировать на обшивке 1 с размещением между ними данной пластины посредством выступообразных (например, полукруглых) позиционирующих частей на пластине. Другими словами, выполненную из инвара (материала, имеющего низкое термическое расширение) пластину, на которой имеются выступообразные позиционирующие части для позиционирования, располагают между второй позиционирующей частью 5 и вторыми пресс-формами 20, как показано на ФИГ. 5. Такой вариант осуществления может снизить расходы, так как элемент из инвара (материала, имеющего низкое термическое расширение), используемый в этом варианте осуществления, является промышленно изготовляемым листовым изделием. Кроме того, если конфигурация вторых пресс-форм 20 не позволяет сформировать выступообразные позиционирующие части на дополнительной части 1В обшивки 1, позиционирование можно выполнить, используя описанную выше пластину из инвара (материала, имеющего низкое термическое расширение).
[0078]
Кроме того, в вышеописанных вариантах осуществления позиции, открытые в виде крепежного отверстия, в последующем процессе могут быть использованы как позиционирующие части. Дополнительно, если конфигурация вторых пресс-форм 20 не позволяет формировать выступообразные вторые позиционирующие части 3, 4, 5 на дополнительной части 1 В обшивки 1, то позиционирование может быть выполнено путем возможности обеспечения вторых позиционирующих частей 3, 4, 5 в готовом продукте.
Перечень условных обозначений
[0079]
1 Обшивка
2 Стрингер
10 Первая пресс-форма
20 Вторая пресс-форма
30 Фиксирующий элемент
40 Гибкая форма.
Реферат
Изобретение относится к устройству для изготовления отформованного изделия из армированной волокном пластмассы. Техническим результатом является повышение точности расположения армированного волокна в пластмассе при интегральном литье данных элементов методом VaRTM. Технический результат достигается устройством для изготовления отформованного изделия из армированной волокном пластмассы, которое содержит первую пресс-форму, в которой установлен отвержденный армированный волокном композитный элемент, вторую пресс-форму, вмещающую ткань, выполненную с возможностью присоединения к армированному волокном композитному элементу и фиксирующий элемент, выполненный с возможностью вмещать в себя вторую пресс-форму. При этом фиксирующий элемент содержит первую позиционирующую часть для позиционирования относительно позиционирующей части, размещенной на армированном волокном композитном элементе. Причем первая позиционирующая часть является углубленной частью, в которую вставляется позиционирующая часть, размещенная на армированном волокном композитном элементе, или выступающей частью, которая вставляется в позиционирующую часть, размещенную на армированном волокном композитном элементе. 8 н. и 3 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Устройство для изготовления изделий из композитного материала методом трансферного формования
Комментарии