Устройство для контактной сварки термопластов - SU1525018A1
Код документа: SU1525018A1
Чертежи


Описание
СП ГС
сд
Фчг.1
W
00
И;и)бр( тс11ие относится к спарке пластмасс , а имени;) к устройствам для коптакт- Hoit cTbiKOBoii сиарки листовых термопластов, и может на1гги применение при изготовлении конструкций из них в строительст- 0, машииосгрсх нии, химическом машинс;- строении.
Цель изобретения повышение качества соединения и рас1пирение техно.тогичес- ких возможностей за счет срезания излишек грата n.jc. ie образования соединения перед обжатием.
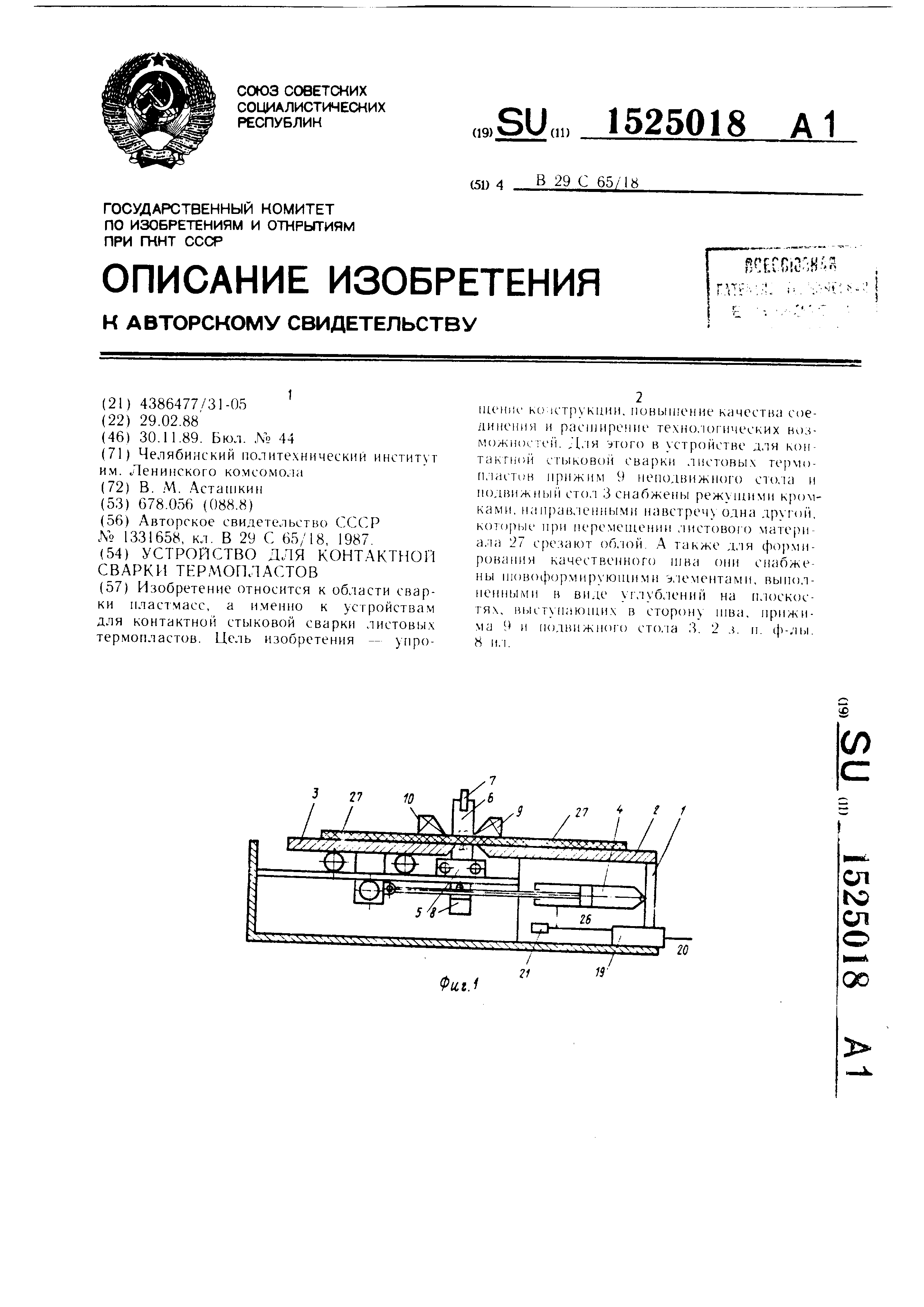
. 1 изображено устройство для кон I ак 1 noil сварки термогмастов, продольный р 13рез, па (п . 2 - дега.ть пюво- ф(рмируем1)1х :1, 1емепт(в и прпжимных ба,ток п их положепие в конце цикла сварки при окопчагельпом 01{ ормлении шва; ьш фи ,} -- по,1ожение э.теменгов в цикле оплавления кромок на прям(Ш нагревателе; на фиг. 4 то же, на наклонном нагревателе; на фиг, 5 момент среза i-рата сверху листа; па фи1 . 6 срез 1)ата снизу , 1иста; на фп1, 7 элемент и1снреде,:п1теля; на фиг. 8 регуля- гор дав,тения ирижима листов,
VcTpoiicTBO для контактной сварки термо- ii,iacT()B содержит станину 1, па которой установлены неподвижный стол 2 и нодвиж- Hbii i 3 с приводом перемеп1ения для ei4) подвода в зону сварки в виде си.тового цилиндра 4, подвнжны держатель 5, па ко- гором установ,тена рамка 6 с нагревателем 7 I механизмом подъема 8, На столах 2 и 3 стлмов,1ены прижимы 9 и 10, причем па одном СТОЛ. кромка прижима выполнена ре- жуше и выступает за торец стола (например на фиг, 1 и 2 кромка прижима 9 выступает :«а торец стола 2), противоположно расположенный стол выполнен с режущей к(П)мкойона выступает за
кромк пряжима в направлении ко П1ву, Прижимь, 9 II 10 чстановлеиы па ба, 1ках 11, зак)еп,1епн1 1х с noMonuiK) стоек па 11родо, ньгх торцах соогветствуюпшх сто,:и)в 2 и 3, Прижимы спабжепы силовыми приводами, вып(),п|енны 1п в виде )азме ценных между балками 11 п прижимами 9 и 10 :;ластич- iibix каме) 12 с размеп1енным11 внутри упругими ,темептами 13,
Выстчпакпцие кромки 14 прижима 9 п кромка 1Г) сго,та 3 выпо,тнепы режуншми,
.мируюпше улемент1 1 выполнены в впде уг,1уб,1енпй 1В, расположепных на высгупаюишх плоскостях стола .} и прижима 9. С низ сто,т()в 2 и 3 закреп.тены цептри- jyionuie 1незда 17 и па,тьцы 18,
Устро1ктво управ,тепия подачи рабочей среды вк.иочает распределпте, И) 19 дли подачи рабочей среды от ма -истрали 20 с помощью цилиндра 21, а также ре- гу,гятор 22 давления усилия прижимов 9 и 10, связапный с силовыми прнво- ..амп 12 прпжи.мов 9 и 10 приводом пе)е- меп1епия п()дв11жно|-о стола. Регулятор 22
5
0
5
0
5
0
5
0
5
дав,ченпя прижима имеет корпус 23, lu;.;;,;, ..- жнненный цилиндр с проточкой 24 и no:i ; - дяшие патрубки, при JIOM уп)авляк1П1ий патрубок 25 регу.тя1(.)ра 22 связан с магистралью 2Г) рабочего хода сил(во() цилиндра 4,
На cTO,iax 2 и 3 у,тг1жены свариваемые писты 27,
УстрО11сгво работает с,1едуюп1им образом,
В начале цикла столы 2 и 3 с прижатыми к ним н|)ижимамн 9 и 10 листами 27 разведены, нагреватель 7 введен в тык листов . Нодачей рабочеГ сред1)1 ог магистрали 20 через распределитель 19 столы 2 и 3 сводятся п происходит оплавление кромок ,чистов 27 на нагревателе 7. При этом возможно как прямое (фиг. 3), так и наклонное (фпг, 4) распо,тожение нагревате,1Я, в последнем случае повышается плспцадь шва, а из-за BbiciynoB кромок прижима 9 и стола 3 загиба кромки ,тисга 27 не происходит . Затем силов1 1м цилиндром 4 сто,ты 3 и 2 с листами 27 разр.одягся и пагревате,чь 7 поднимается, псх .те чего че)ез распреде, 1И- тель 19 и ма1 истра;1Ь 26 включается рабочий ход по;1впжно -о сто,та 3. lljMi этом (. екпия регулятора, управ.тяк)П1ая подачей шбочей С Н ДЬ1 в камеру 12 нрижпма 10, включена на подачу )абочей среды папрямую, минуя ре1 у,;1ято) 22, что обеспечивает гараптир(. Baiiiibiii прижим ,тисга па сто.те 3. Вместе с тем секция ре улято 1а 22, управляющая подачей рабочей среды в камеру 12 прижима 9, включена в положение подачи через регу,1ятор 22 прижима, управляющий патрубок 25 которого связан с магистра,тью 26 рабочего хода силового цилиндра 4, Как то,тько давление в магистра, 1и 26 достигае за.дапной ве,чичины ((.)на устанавливается пружиной пор1пня 24), ци,тиндр смешается вниз, нерек()1 1вает магпстра,ть и дает слнв рабочей среды из камеры 12 прижима 9,
В результате давление прижима падает до величины, пока начнется проскальзывание листа в прижиме 9. Дальше оно пе падает, так как от движения v-To/ia 3 из-за проскальзывания листа давление в магистрали 2() падает, п ци, переключает камеру 12 на магпстра,:|ь 20.
В резу,1)Гате с сопротивлением, обеспечивающим постоянное дав,тение осадкн пва, пр1)исходит проскальзывание , на столе 2, при этом режушая К1)омка 14 прижима 9 срезает граг сверху , 1иста и наползает на нюв,
После этого секции регулятора 19 устанавливаются в положение подачи рабочей среды от магистра.чи 20 в прижим 9 папрямую, обеспечивая прижим без проска,тьзыванпя, а в прижим (} -- через свой регу,1ятор 22.
В результате происходит проскальзывание ,П1ста на сто,те 3 и выступающая его режуп1ая кромка Incpeuu T- rpai спизччтпста, обеспечивая папо.тзание cTo. ia } на inoB снпзу . Далее секции регулятора 19 устанавливаются 5 положение подачи рабочей среды в камеры 12 прижимов 9 и К) напрямую от магистрали 20, обеспечивая прижим листов и а обеих столах.
Продолжающееся дав.лекие )або1нт() хода в цилиндре 4 производит осевое ойжа- тие шва, но образующийся доно;1ните,|ь- ный грат упирается в плоскосги прижима 9 и стола 3, уг,: ублениями в которых формируется усиление нва. (л)нме1пе- нием гнезд 17 и пальцев 18 об(Ч пе и1на- ется соосность столов 2 и 3 и их ()б1,едине- ние в единую плоскость.
По окончании сварки и ( шва давление в камерах 12 сбрасывается, , :i)y- гие элементы 13 поднимают прижимы 9 и 10 к ба;1ка.м 1 1 н свареншле ,1исгы вынимаются. Далее цикл повторяется
Форм1/ла ii.ionpt гения
I. Устройство для контактной сварки термопластов, содержащее размешсншле на станине ненодвижн1з1и CTO/I и HO.IBII. ный стол с приводом его iiepcMeiik iiiivj, установленш 1е на CTO.iax п))l /inciTJii,
0
0
5
(0рм юнп1е :;лементы, подвижный дер- ж;ате.1ь, на котором CMOtiiHpoBaH нагреватель, н 4ipoitcTBO управ,1ения подачи рабочей среды, отличающееся тем, что, с це.иж) повышения качества соединения и paciiuipe- (1,1огических возможностей, нрижн мы .1ИСТОВ снабжен) силовыми приводами, установленный на ненодвижно.м cTo.ie н(1и- жим я подвижный стол выгклтнены с шнмн кромкам, направленными навстречу , причем режущая кромка прижи- 1о.1нена выступающей над торцом сто- .la. а новоформукпцие элементы расиоло- Ж СН11 па выступающей части н 1ижима и по- ве||.1()С1 и п)отиво оложно )аспо.1оженпо1 о сто.la.
2 Хстройсгво по п. I, ог.и/чающееся ГСМ. ) нювоформующие э.и менты выно. не- ны || инле 1, ублений на поверхности iia iaiu ii части п)ижима с ) кромко|1 н III BciiXHc.iCTn нротивопо.южно распо. южен- П(Л о cT(),ia.
.5. . стройсгво но п, 1, отличающееся тем, чг) NiipoiiCTtio унрав.мения подачи рабочей cpcji.i снабжено рег у.тятором давления рабочей , связанн1 1м с си, 1овыми приво- laMii 11 1ижимов и нриводом перемещения п;; 1.в11 кпого сю.ча.

Реферат
Изобретение относится к области сварки пластмасс, а именно к устройствам для контактной стыковой сварки листовых термопластов. Цель изобретения - упрощение конструкции, повышение качества соединения и расширение технологических возможностей. Для этого в устройстве для контактной стыковой сварки листовых термопластов прижим 9 неподвижного стола и подвижный стол 3 снабжены режущими кромками, направленными навстречу одна к другой, которые при перемещении листового материала 27 срезают облой. А также для формирования качественного шва они снабжены шовоформирующими элементами, выполненными в виде углублений на плоскостях, выступающих в сторону шва, прижима 9 и подвижного стола 3. 2 з.п.ф-лы. 2 ил.
Формула
Комментарии