Способ изготовления пленки, и пленка, полученная этим способом (варианты) - RU2278033C2
Код документа: RU2278033C2
Чертежи


















Описание
Настоящее изобретение имеет отношение к созданию способа изготовления по меньшей мере одной пленки из пластика (из пластичного материала), в частности гибкой пленки, предназначенной для образования видимой лицевой поверхности детали отделки, предназначенной для установки, в частности, в салоне автомобиля и образования части его внутреннего пространства, причем такая деталь отделки содержит по меньшей мере одну предварительно изготовленную вставку с задней стороной, расположенной на каком-то расстоянии позади видимой поверхности, образованной указанным пластичным материалом, при этом указанный способ предусматривает получение пленки за счет нанесения по меньшей мере одного текучего пленочного материала для получения эластомерной неячеистой или микроячеистой пластиковой пленки, по меньшей мере на одной поверхности пресс-формы, и создание условий для отверждения текучего пленочного материала, для того чтобы получить указанный пластичный материал. Для изготовления собственно детали отделки используют по меньшей мере один структурный защитный слой, который соединяют с задней стороной изготовленной пленки, преимущественно при помощи промежуточного слоя вспененного материала.
В автомобильной промышленности детали внутренней отделки, такие как приборные панели, дверные панели, крышки или другие панели облицовки, становятся все более и более сложными. Новые компоненты легкового автомобиля, такие как электронные устройства, должны быть встроены в минимальное имеющееся пространство, чтобы повысить уровень комфорта и ответить на запросы водителя. Более того, следует иметь в виду, что требования с эстетической точки зрения становятся все более высокими, причем используют новые краски, зерно и материалы для того, чтобы сделать внутреннее пространство автомобиля более привлекательным.
Другой тенденцией является индивидуализация автомобилей, так как водители хотят, чтобы их автомобиль отождествлялся с их личностью. Водители хотят иметь большой выбор вставок для создания характерных личных признаков своего автомобиля. Требуется более широкая гамма цветов, материалов и функциональных возможностей для того, чтобы потенциальный покупатель принял решение о покупке определенной машины. В настоящее время процессы производства позволяют получать только ограниченное число версий и вариантов по причинам трудностей снабжения и стоимости.
Известные в настоящее время способы изготовления внутренних деталей отделки автомобиля обычно основаны на следующей концепции:
- изготовление видимого эстетического материала (пленки или фольги), который может быть образован из одного базового слоя или из базового слоя, покрытого краской, в частности так называемой формовочной краской или краской, наносимой иным образом на пленку;
- комбинирование этого эстетического материала с несущей подложкой или, другими словами, со структурным защитным (задним) слоем при использовании одностадийного процесса, в котором жесткую полиуретановую (PU) систему наносят, например, при помощи литьевого прессования (литьевого формования) R-RIM (R-RIM - усиленное реактивное литьевое прессование) на заднюю сторону пленки или при использовании двухстадийного процесса, в котором сначала изготавливают подложку (основу), например, при помощи процесса литьевого формования (литья под давлением) из жесткого ABS (сополимер акрилонитрила, бутадиена и стирола), а затем подложку на второй стадии комбинируют с пленкой с использованием, например, процесса обратного вспенивания полиуретана;
- высекание на штампе этих деталей для создания возможности интеграции предварительно изготовленных по отдельности вставок при их сборке с созданием готовой детали.
Сборка предварительно изготовленных вставок для получения детали отделки представляет собой сложную операцию, так как необходимо производить монтаж большого числа вставок или инструментов, проводов и т.п., что приводит к высоким издержкам производства. Более того, различные вставки из широкого диапазона материалов должны идеально входить в отверстия, прорезанные в детали. Отклонения размера отверстий и/или вставок приводят к ухудшению внешнего вида, что может быть результатом больших колебаний температуры внутри автомобиля (от -35°С до +130°С) или больших допусков процессов высекания деталей на штампе.
Другая проблема вставок, которые вводят в детали отделки, заключается в том, что они могут быть источником раздражающих скрипучих шумов, например, когда автомобиль едет по ухабистой дороге. Эти скрипучие шумы являются результатом вибраций вставок относительно пленки или других слоев детали отделки и вызванного этим действия трения. При запросах высокого качества эти скрипучие шумы являются важной проблемой в автомобильной промышленности, которую зачастую трудно разрешить.
В связи с изложенным задачей настоящего изобретения является создание способа изготовления детали отделки для внутреннего пространства (салона) автомобиля и пленки для такой детали отделки, который позволяет проще интегрировать (вводить) вставки в деталь отделки и который, более того, позволяет добиться создания качественного визуального перехода между видимой поверхностью детали отделки, образованной пленкой, и вставками, когда они остаются видимыми в готовой детали автомобиля.
Для решения указанной задачи в соответствии с настоящим изобретением предлагается способ, который характеризуется тем, что указанную предварительно изготовленную вставку устанавливают в указанную пресс-форму и адгезивно прикрепляют к указанному пластику, в частности по меньшей мере частично, за счет адгезии самого указанного текучего пленочного материала, ранее его полного отверждения.
Для интеграции предварительно изготовленных вставок в детали отделки их теперь не следует вводить в отверстия в собственно детали отделки, так как теперь они могут быть прикреплены к пленке при ее изготовлении без наличия в ней высеченных на штампе отверстий. Прикрепление вставки к пленке может быть осуществлено по способу в соответствии с изобретением, имеющему различные варианты.
В первом варианте предварительно изготовленную вставку устанавливают в заданное положение по отношению к поверхности пресс-формы и затем текучий пленочный материал наносят на поверхность пресс-формы и по меньшей мере на одну сторону предварительно изготовленной вставки в слое, который простирается по меньшей мере частично поверх поверхности пресс-формы и поверх указанной стороны вставки, что обеспечивает крепление вставок к пленке.
В изготовленной таким образом пленке вставка остается видимой на детали отделки, если только она не покрыта финишным (отделочным) элементом, который позже закрепляют на вставке.
Так как вставки интегрированы в пленку и прикреплены к пленке в ходе формовки указанной пленки из текучего пленочного материала, то может быть получен качественный визуальный переход между вставками и пленкой даже в случае некоторого изменения размеров вставок или после длительного воздействия сильных колебаний температур. В результате того, что пленка прикреплена к вставкам, она будет иметь более высокую размерную стабильность даже после длительного воздействия сильных колебаний температур, причем будет поддерживаться качество переходов между вставками и пленкой. В известных ранее способах такую стабильную по размерам вставку, напротив, получают неавтоматически и вводят, например, арматурную проволоку во вспененный защитный слой, имеющий контакт с задней стороной пленки, для того, чтобы избежать деформаций пленки или детали отделки.
Во втором варианте вставки имеют открытую лицевую сторону и удерживаются в пресс-форме таким образом, что их лицевая сторона находится на некотором расстоянии от поверхности пресс-формы, за счет контакта с которой формуется пленка, причем текучий пленочный материал вводят между поверхностью пресс-формы и лицевой стороной вставки для того, чтобы закрыть лицевую сторону вставки указанным пленочным материалом.
В этом варианте вставка может быть легко интегрирована в пленку за счет использования инжекционного процесса, в частности процесса реакционного инжекционного формования (РИФ), проводимого в закрытой пресс-форме, в том случае, когда видимую лицевую сторону пленки получают за счет контакта с одной поверхностью пресс-формы и когда вставку соединяют с возможностью разъединения с противоположной поверхностью пресс-формы, чтобы удерживать ее на некотором расстоянии от первой поверхности пресс-формы, для того чтобы текучий пленочный материал мог проникать между лицевой стороной вставки и поверхностью пресс-формы.
В третьем варианте вставка имеет открытую лицевую сторону и удерживается в пресс-форме таким образом, что ее лицевая сторона находится на некотором расстоянии от поверхности пресс-формы, за счет контакта с которой формуется пленка при ее наложении, причем указанную формовку проводят ранее установки предварительно изготовленной вставки в пресс-форму, когда первый слой текучего пленочного материала наносят на поверхность пресс-формы и вводят вставку в этот первый слой, преимущественно ранее полного отверждения этого слоя текучего пленочного материала, так чтобы вставка приклеилась к этому слою.
В этом варианте первый слой текучего пленочного материала, которым преимущественно является реакционная полиуретановая смесь, преимущественно напыляют в открытой пресс-форме на поверхность пресс-формы. Сразу после напыления вставка может быть легко установлена на заднюю сторону этого напыленного слоя.
При установке вставки на поверхность пресс-формы в соответствии с первым вариантом текучий пленочный материал может быть нанесен при помощи процесса напыления в открытой пресс-форме или может быть залит или инжектирован в закрытую пресс-форму, в частности, при проведении процесса реакционного инжекционного формования (РИФ) в том случае, когда текучий пленочный материал представляет собой реакционную смесь.
В различных вариантах способа в соответствии с настоящим изобретением в качестве указанного текучего пленочного материала преимущественно используют реакционную смесь, для того чтобы получить эластомерную неячеистую или микроячеистую полиуретановую пленку. Преимуществом использования реакционной смеси в каждом из различных методов нанесения (напыление, заливка или инжекция) является то, что температуры инструмента и давления инструмента являются относительно низкими, так что главным образом отсутствует риск повреждения внешнего вида или нарушения характеристик интегрированных вставок вне зависимости от того, являются ли они механическими, эстетическими и/или функциональными или электронными вставками.
В патенте США US-A-4810452 уже раскрыт способ изготовления облицовочной панели (фальш-панели) для салона автомобиля, в частности дверной панели, в соответствии с которым фрагменты макета и/или ткани сначала вводят в выемки на поверхности пресс-формы таким образом, чтобы задние стороны этих фрагментов были расположены заподлицо с поверхностью пресс-формы. Затем сплошной слой полиуретановой реакционной смеси напыляют на поверхность, которая образована поверхностью пресс-формы и задней стороной указанных фрагментов. В отличие от способа в соответствии с настоящим изобретением этот известный способ подходит только для нанесения тонких слоистых кроющих материалов на внешнюю сторону облицовочной панели. В способе в соответствии с настоящим изобретением вставки могут иметь существенную толщину и поэтому могут представлять собой функциональные элементы, причем эти вставки не наносят на поверхность пленки детали отделки, а погружают, по меньшей мере частично, в выемки видимой поверхности пленки таким образом, что их задняя сторона расположена на некотором расстоянии позади от видимой поверхности, образованной пластичным материалом пленки. Вставки даже могут иметь толщину больше чем толщина соседних участков собственно детали отделки, так что они проходят за пределы поверхности, образованной задней стороной структурного защитного слоя или основы, в области вокруг вставки.
В публикации WO 95/32850 также раскрыт способ изготовления эластомерной пленки, состоящей из двух или более окрашенных эластомерных полиуретановых материалов. В этом способе часть пресс-формы экранируют при помощи маски и напыляют эластомерный материал первого цвета на непокрытую часть поверхности. Затем маску снимают и напыляют эластомерный материал второго цвета на поверхность пресс-формы и частично на слой первой пленки, который был нанесен ранее. Затем наносят слой вспененного материала и структурный защитный слой. Недостаток этого известного способа заключается в том, что обе части пленки должны быть изготовлены из материала одного класса в самой пресс-форме. Более того, так как отдельные реакционные смеси и отдельные устройства для напыления должны быть предусмотрены для каждого цвета, то набор различных цветов для такого процесса изготовления является ограниченным. В способе в соответствии с настоящим изобретением используют предварительно изготовленные вставки, которые устанавливают в пресс-форме и которые не только создают эстетические вариации в пленке, но и являются также функциональными элементами. Интеграция таких предварительно изготовленных вставок в пленку и впоследствии в деталь отделки в публикации WO 95/32850 не описана.
В предпочтительной версии первого варианта способа в соответствии с настоящим изобретением поверхность пресс-формы имеет прямую (вертикальную) кромку, а предварительно изготовленная вставка имеет боковую сторону, при помощи которой вставку устанавливают с упором в прямую кромку пресс-формы.
Преимущество этого варианта заключается в том, что прямая кромка позволяет предотвратить покрывание текучим пленочным материалом боковой стороны вставки, а особенно его проникновение к лицевой стороне вставки. Другими словами, прямая кромка позволяет получить резкий и чистый переход между видимой поверхностью пленки и вставки на видимой стороне детали отделки.
В предпочтительном варианте способа в соответствии с настоящим изобретением предварительно изготовленную вставку, которая имеет видимую лицевую сторону, устанавливают в пресс-форме таким образом, что эта лицевая сторона главным образом расположена заподлицо с поверхностью пресс-формы, при контакте с которой формуют пленку.
В этом варианте вставку преимущественно оставляют непокрытой таким образом, что она образует часть видимой поверхности детали отделки.
В другом предпочтительном варианте способа в соответствии с настоящим изобретением вставку, которая имеет видимую лицевую сторону, устанавливают в пресс-форму таким образом, что ее лицевая сторона находится на некотором расстоянии позади поверхности пресс-формы, за счет контакта с которой формуют пленку, так что ее лицевая сторона заглублена внутрь видимой поверхности, образованной пленкой, причем указанный текучий пленочный материал не может полностью покрывать лицевую сторону вставки, в частности, за счет установки вставки в контакте с прямой кромкой или с выступающим участком поверхности пресс-формы таким образом, что пленка образует выемку на лицевой стороне вставки.
В этом варианте можно установить финишный элемент в выемку на лицевой стороне вставки, причем лицевая сторона может располагаться, в частности, заподлицо с видимой поверхностью пленки. Этот вариант также позволяет получить качественный переход между пленкой и лицевой стороной финишного элемента, среди прочего, благодаря тому, что кромка пленки прикреплена по периметру финишного элемента к вставке и, другими словами, является стабильной по размерам даже после продолжительного воздействия значительных колебаний температуры в салоне автомобиля.
Настоящее изобретение также связано с созданием пленки, в частности гибкой пленки, предназначенной для формирования видимой лицевой поверхности детали отделки, которую используют, в частности, в салоне автомобиля как часть его внутренней отделки, причем указанная пленка изготовлена из эластомерного неячеистого или микроячеистого пластика, в частности, в соответствии со способом по настоящему изобретению характеризуется тем, что содержит по меньшей мере одну предварительно изготовленную вставку, которая адгезивно прикреплена к пластичному материалу пленки и имеет заднюю сторону, которая находится на некотором расстоянии позади указанной видимой поверхности.
Указанные ранее и другие особенности, характеристики и преимущества изобретения будут более ясны из последующего детального описания некоторых предпочтительных вариантов способа изготовления детали отделки и пленки в соответствии с настоящим изобретением, данного в качестве пояснительного примера, не имеющего ограничительного характера и приведенного со ссылкой на сопроводительные чертежи.
На фиг.1 показано схематично поперечное сечение пресс-формы, приведенное для пояснения последовательных операций способа формования детали отделки салона автомобиля, в частности приборной панели, в соответствии с особым вариантом способа в соответствии с настоящим изобретением.
На фиг.2 показано увеличенное изображение детали II фиг.1, которая представляет собой эстетическую вставку, упирающуюся в прямую кромку, предусмотренную на поверхности пресс-формы и имеющую заднюю часть, частично покрытую полиуретановым материалом пленки.
На фиг.3 показано увеличенное изображение детали III фиг.1, которая представляет собой эстетическую вставку, упирающуюся только в одну сторону прямой кромки, предусмотренной на поверхности пресс-формы, и имеющую заднюю часть, полностью покрытую полиуретановым материалом пленки.
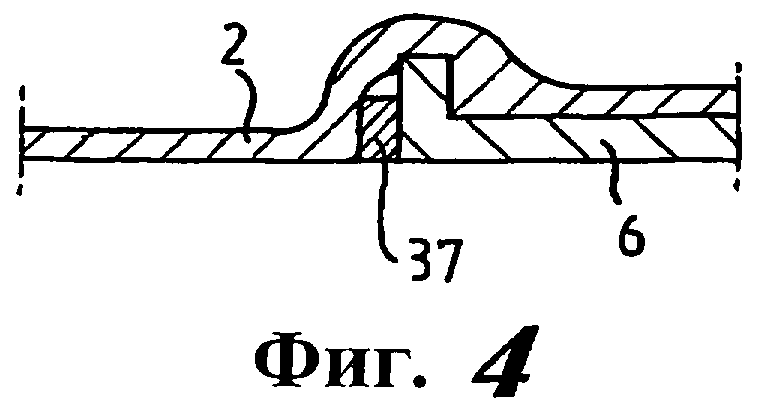
На фиг.4 и 5 показаны декоративные обрамления, вставленные в зазоры вокруг вставок.
На фиг.6-8 показаны увеличенные изображения, аналогичные фиг.2, но связанные с некоторыми вариациями вариантов.
На фиг.9-12 показаны различные варианты гибких губок вставок.
На фиг.13 показано увеличенное изображение, аналогичное показанному на фиг.2, но приведенное для пояснения интеграции функциональной механической вставки в деталь отделки, а более конкретно, для пояснения интеграции вентиляционного канала с использованием вспененного защитного слоя и структурного защитного слоя или основы, нанесенных так, как это показано на фиг.1.
На фиг.14 показан вентиляционный канал фиг.13, который интегрирован в деталь отделки, извлеченную из пресс-формы и имеющую заднюю часть, высеченную на штампе для создания отверстия, через которое регулируемые вентиляционные лопасти установлены в крышке.
На фиг.15 показано увеличенное изображение, аналогичное показанному на фиг.13, но приведенное для пояснения интеграции функциональной электронной вставки в деталь отделки, которая представляет собой, например, электронный программируемый логический контроллер, переключатели и светодиоды (СИД).
На фиг.16 показано увеличенное изображение, аналогичное показанному на фиг.13, но приведенное для пояснения интеграции механического соединителя, образованного при помощи кольца с резьбой в детали отделки.
На фиг.17 показан механический соединитель фиг.16, который интегрирован в деталь отделки, извлеченную из пресс-формы и имеющую финишный элемент, введенный в выемку, образованную на лицевой стороне механического соединителя детали отделки.
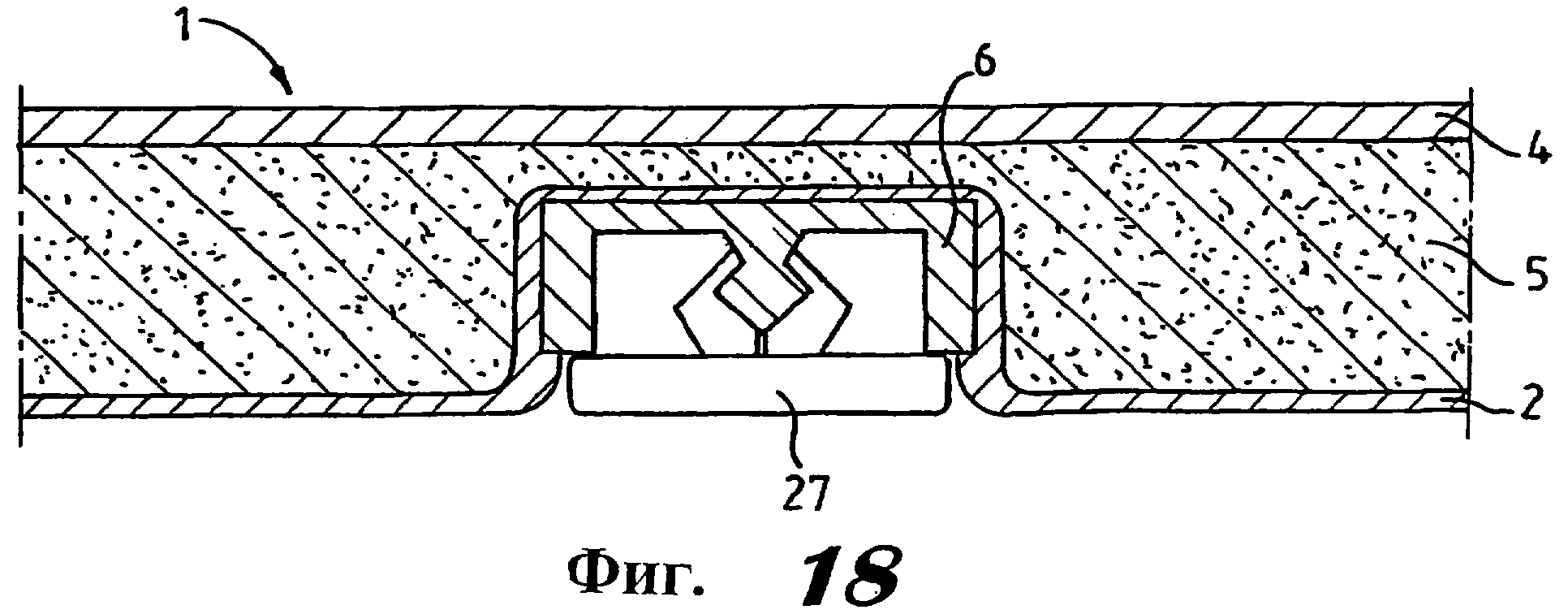
На фиг.18 показан альтернативный вариант механического соединителя фиг.17.
На фиг.19 показано изображение, аналогичное показанному на фиг.16, но приведенное для пояснения интеграции вставки с механическим и электрическим соединителем.
На фиг.20 показано увеличенное изображение, аналогичное показанному на фиг.2, но приведенное для пояснения интеграции электрического переключателя и других элементов электронной или электрической схемы в пленку.
Настоящее изобретение в целом имеет отношение к созданию способа изготовления детали отделки 1 для салона автомобиля, а в частности способа изготовления внутренних деталей отделки, таких как приборные панели, дверные панели, консоли, вещевые ящики ("бардачки") и т.п., или по меньшей мере пленки 2, которая образует видимую лицевую поверхность 3 таких деталей отделки 1 или панелей. В дополнение к пленке 2 деталь отделки 1 содержит по меньшей мере один структурный защитный слой 4 или жесткую подложку, объединенную с задней стороной пленки 2 обычно через промежуточный слой вспененного материала 5. По способу в соответствии с настоящим изобретением дополнительно интегрируют по меньшей мере одну предварительно изготовленную вставку 6 в деталь отделки 1. Эта вставка 6 может представлять собой эстетический, функциональный или электронный элемент. Существенным признаком изобретения является то, что вставка 6 имеет заднюю сторону 7, которая находится на некотором расстоянии позади от видимой лицевой поверхности 3, образованной при помощи пленки 2, или, другими словами, указанную вставку 6 не просто устанавливают, например приклеивают, ее задней стороной 7 на переднюю поверхность 3 пленки 2 аналогично тому, как это раскрыто в патенте США US-A-4810452.
Пленку 2, которая преимущественно представляет собой гибкую пленку, изготавливают за счет нанесения по меньшей мере одного текучего пленочного материала, для того чтобы получить эластомерную неячеистую или микроячеистую пластиковую пленку за счет контакта по меньшей мере с одной поверхностью 8 пресс-формы 9. Пленка обычно имеет среднюю толщину в диапазоне от 0.1 до 3 мм, а обычно в диапазоне от 0.5 до 1.5 мм, в то время как ее плотность обычно превышает 400 кг/м3, а преимущественно превышает 700 кг/м3 за счет того, что пленка является неячеистой или микроячеистой. Для определения средней толщины пленки или других слоев измеряют объем и площадь поверхности, а затем делят объем на площадь поверхности. Текучим пленочным материалом может быть расплавленный термопластический материал, а в частности термоэластопласты, такие как ТРО, PVC (поливинилхлорид), EV и т.п. Однако в соответствии с настоящим изобретением для получения эластомерного неячеистого или микроячеистого полиуретанового материала преимущественно используют реакционную смесь. Преимущество использования реакционной смеси заключается в том, что при этом можно поддерживать относительно низкие давления инструмента и температуры инструмента, в результате чего исключен существенный риск повреждения внешнего вида или нарушения характеристик интегрированных вставок. В приведенном далее подробном описании сделана ссылка только на использование такой реакционной смеси, однако специалисты легко поймут, что пленка может быть изготовлена также и из термопластических материалов при использовании известных технологий формования таких материалов.
В соответствии с предпочтительным вариантом реакционная полиуретановая смесь может быть нанесена при помощи процесса напыления на поверхность 8 открытой пресс-формы или может быть нанесена в закрытой пресс-форме, в частности залита или преимущественно инжектирована (впрыснута), при проведении процесса реакционного инжекционного формования (РИФ). Процессы напыления, заливки и РИФ хорошо известны сами по себе и поэтому нет необходимости в их более подробном объяснении. Кроме того, для проведения процесса напыления можно обратиться к технологии, которая описана в Европейском патенте ЕР-В-0303305.
Что касается реакционной полиуретановой смеси, то можно использовать светостойкую, цветную (окрашенную) полиуретановую реакционную смесь, как это раскрыто, например, в Европейском патенте ЕР-В-0 379 246 для процесса напыления и в публикации WO 98/14492 для процесса реакционного инжекционного формования.
В одной из версий варианта настоящего изобретения используют отделочный (финишный) слой, а в частности светостойкую полиуретановую краску или, другими словами, так называемую полиуретановую формовочную краску, которая может иметь водную основу или основу растворителя, которую наносят прежде всего на поверхность пресс-формы. Эта краска образует совместно с нанесенным позднее эластомерным слоем пленку 2. В этом варианте эластомерный слой не обязательно должен быть светостойким, так что для этого слоя может быть использована система ароматического полиуретана.
Структурный защитный слой 4 (или подложка), который наносят на заднюю часть пленки 2, может быть изготовлен из самых разных материалов, таких как PVC (поливинилхлорид), ABS (сополимер акрилонитрила, бутадиена и стирола), SMA (сополимер стирола и малеинового ангидрида), полиуретан и т.п., что обеспечивает необходимую прочность детали отделки 1 и делает ее независимой. Защитный слой 4 может быть образован на месте нахождения при помощи одностадийного процесса, а именно на задней части пленки 2, в частности, начиная с жесткой полиуретановой системы, которую наносят при помощи процессов S-RIM (структурного РИФ) или R-RIM (усиленного РИФ) в закрытой пресс-форме или при помощи технологии напыления в открытой пресс-форме, как это раскрыто, например, в Европейском патенте ЕР-В-0642411. Можно также сначала нанести полиуретановую вспененную систему на заднюю часть пленки 2 для образования промежуточного слоя вспененного материала 5, для того чтобы улучшить осязательное ощущение при касании панели (смотри также Европейский патент ЕР-В-0642411).
Структурный защитный слой 4 может быть также нанесен на заднюю часть пленки 2 при помощи двухстадийного процесса. При проведении такого процесса защитный слой 4, например, прежде всего формуют при помощи инжекции или реакционного инжекционного формования. На второй стадии он может быть, например, непосредственно приклеен на заднюю часть пленки 2. Однако для улучшения осязательного ощущения при касании детали отделки 1 его обычно соединяют с задней частью пленки через промежуточный слой вспененного материала 5, который образуют на месте между пленкой 2 и структурным защитным слоем 4. Реакционная полиуретановая или иная смесь для создания такого вспененного материала может быть залита на пленку 2 непосредственно перед нанесением на нее жесткого защитного слоя 4 или может быть инжектирована (впрыснута) между пленкой 2 и защитным слоем 4.
Отличительной характеристикой способа в соответствии с настоящим изобретением является то, каким образом предварительно изготовленная вставка или вставки 6 интегрируют в деталь отделки 1. В частности, эти вставки адгезивно прикрепляют к пластичному материалу пленки, преимущественно по меньшей мере частично, за счет адгезии собственно указанного текучего пленочного материала, ранее его полного отверждения или, другими словами, ранее полного отверждения реакционной смеси. Так как вставка прикреплена к пленочному слою, то пленка 2 остается стабильной по размерам вокруг вставки, в результате чего может быть получен качественный переход, причем за счет указанного крепления также могут быть исключены скрипучие шумы. Более того, не требуется проведение дополнительных операций сборки для крепления вставки в детали отделки. Однако это не мешает последующей установке при помощи способа в соответствии с настоящим изобретением других элементов на деталь отделки или на введенные в нее вставки.
На фиг.1 показано схематично, как могут быть проведены операции способа в соответствии с настоящим изобретением для изготовления детали отделки 1 для салона автомобиля, а в частности для изготовления приборной панели. В этом варианте предварительно изготовленную вставку или вставки 6 прикрепляют к пленке 2 за счет установки их в заданное положение на поверхности пресс-формы 8 и за счет последующего нанесения реакционной смеси для пленки 2 на указанную поверхность пресс-формы 8 и по меньшей мере на одну сторону вставок 6 в слое, который простирается, по меньшей мере частично, поверх поверхности пресс-формы 8 и поверх указанной стороны вставок 6.
В варианте, который показан на фиг.1, используют пресс-форму 9 из двух частей. Ранее введения в нее вставок 6 в пресс-форму 9 при необходимости прежде всего напыляют разделительный состав и/или формовочное покрытие. В показанном варианте вставки 6 устанавливают в заданное положение на поверхность пресс-формы 8 в нижней части пресс-формы. Затем напыляют реакционную полиуретановую смесь при помощи напылителя 10 в слое, который простирается поверх поверхности пресс-формы 8 и по меньшей мере частично поверх задних сторон 7 вставок 6.
При проведении второй стадии заливают реакционную смесь для получения полиуретанового слоя вспененного материала 5 при помощи разливочного сопла или смесительной головки 11 на заднюю строну полиуретановой пленки 2, преимущественно, когда пленка 2 еще остается липкой. В случае подрезов изготовленная на первой стадии пленка может быть перенесена во вторую пресс-форму, нижняя часть которой содержит два или больше узлов, что позволяет произвести выемку детали отделки из пресс-формы.
Затем при проведении третьей стадии закрывают самую верхнюю часть пресс-формы 9, имеющую связанный с ней предварительно изготовленный структурный защитный слой 4, и дают возможность отвержения пленки и промежуточного слоя вспененного материала ранее выемки полученной детали отделки 1 из пресс-формы. В этом варианте структурный защитный слой 4 может быть изготовлен, в частности, из термопластика, такого как, например, ABS (сополимер акрилонитрила, бутадиена и стирола) или SMA (сополимер стирола и малеинового ангидрида), который может быть инжектирован в отдельную пресс-форму. Само собой разумеется, что структурный защитный слой может быть также изготовлен, например, из реакционной полиуретановой или полиизоциануритовой смеси.
Вместо заливания вспененного материала в пресс-форму 9 перед ее закрыванием этот вспененный материал может быть также инжектирован после закрывания пресс-формы 9 между пленкой 2 и структурным защитным слоем 4.
В другой версии варианта настоящего изобретения реакционная смесь для получения полиуретанового слоя вспененного материала 5 может быть напылена в ходе проведения второй стадии при помощи напылителя на заднюю сторону полиуретановой пленки 2. Когда промежуточный слой вспененного материала 5 уже образован указанным образом, пресс-форму закрывают и инжектируют в полость пресс-формы при помощи третьего напылителя подходящую реакционную смесь, например полиуретановую или полиизоциануритную реакционную смесь, для того чтобы получить жесткий структурный защитный слой 4.
Вставки 6, показанные на фиг.1, остаются видимыми на готовой детали отделки 1 автомобиля, а более конкретно, имеют лицевую сторону 12, которая остается непокрытой и образует часть видимой поверхности 3 детали отделки 1. Они могут быть сделаны из эстетических материалов с вариацией от мягких до твердых, таких как кожа, ткани, вспененные материалы и т.п. или дерево, металл, пластмасса, например, такая как ABS (сополимер акрилонитрила, бутадиена и стирола), PC (поликарбонат), или даже прозрачные или декоративные материалы. Они также могут быть маскированы.
Для того чтобы получить качественный законченный переход на видимой лицевой стороне детали отделки 1 между полиуретановым материалом пленки 2 и кромками эстетических вставок 6, поверхность пресс-формы 8 снабжена прямыми кромками 13, причем вставки 6 устанавливают в заданное положение так, что их боковые стороны 14 прилегают к этим прямым кромкам 13. На фиг.2 показано с увеличением прилегание боковых сторон 14 одной вставки к прямым кромкам 13. В том случае, когда визуальный аспект в определенной области не имеет особого значения, как, например, в случае второй вставки фиг.1, показанной с увеличением на фиг.3, то может быть использована всего одна нижняя прямая кромка или даже эти кромки могут совсем не использоваться.
В том случае, когда визуальный аспект является важным, прямая кромка или выступ 13 преимущественно имеет основание с толщиной d от 0.1 до 5 мм, а преимущественно от 0.25 до 1 мм. В самом деле, толщина указанного основания определяет ширину зазора между слоем эластомерной пленки и вставкой в готовой детали, возможно с радиусом, как это показано на фиг.13 и 14, когда это требуется по эстетическим соображениям. По эстетическим соображениям иногда может потребоваться скрыть зазор из поля зрения. Однако это проще сделать при запрессовке в указанный зазор декоративной рамки 37, которая имеет, например, отделку под хромирование или под дерево. В варианте, показанном на фиг.4, декоративная рамка 37 имеет ширину, равную ширине зазора, и создает поэтому узкую кромку вокруг вставки. На фиг.5 показан другой вариант, в котором рамка 37 имеет декоративный верхний участок, который частично закрывает соседние кромки вставки и пленочного материала. В этом варианте рамка снабжена ласточкиным хвостом для более прочного зажима в зазоре.
В том случае, когда вставка остается видимой, преимущественно следует избегать проникновения реакционной смеси для пленки между прямыми кромками 13 и боковыми сторонами вставок 6 вниз к лицевой стороне 12 вставок. За счет припуска размера вставки по отношению к размеру между прямыми кромками создается небольшое давление, обеспечивающее уплотнение при напылении. Прямые кромки 13 имеют высоту h, составляющую по меньшей мере 0.5 мм, преимущественно по меньшей мере 1 мм, а еще лучше по меньшей мере 2 мм. В зависимости от вязкости реакционной смеси давление, с которым вставка упирается в прямые кромки, позволяет исключить загрязнение лицевой стороны вставок за счет проникновения реакционной смеси. В том случае, когда сама вставка имеет слишком малую толщину, высота, на протяжении которой она упирается в прямую кромку, при необходимости может быть увеличена за счет нанесения вспененного защитного слоя на заднюю часть вставки и/или за счет предусмотрения фланцев 15 на ее периферических кромках, как это показано на фиг.6.
Как это показано на фиг.7, вставка 6 может быть дополнительно снабжена боковым выступом 16, при помощи которого вставка ложится сверху на прямую кромку 13 таким образом, что этот выступ 16 выдается за прямую кромку 13. В том случае, когда реакционную смесь для пленки 2 напыляют на поверхность пресс-формы 8, экранирующий эффект, который создает боковой выступ 16, также способствует предотвращению проникновения реакционной смеси между вставкой 6 и прямой кромкой 13. С другой стороны, как это показано на фиг.8, боковой выступ 16 может быть также использован для подвешивания вставки 6 на прямой кромке 13 таким образом, что ее лицевая сторона 12 находится на некотором расстоянии позади поверхности пресс-формы 8, на которой формуют пленку. Другими словами, при этом лицевая сторона 12 вставки заглублена внутрь видимой поверхности, образованной при помощи слоя эластомерной пленки 2. В отличие от этого, в описанных здесь ранее вариантах вставки 6 были установлены таким образом, что их лицевые стороны 12 располагались главным образом заподлицо с поверхностью пресс-формы 8, при контакте с которой формуется пленка 2, так что в местах установки вставок получают качественную непрерывную видимую поверхность. Однако в некоторых случаях вставки преимущественно устанавливают в небольшие выемки на поверхности пресс-формы, так чтобы они несколько выступали из видимой поверхности детали отделки.
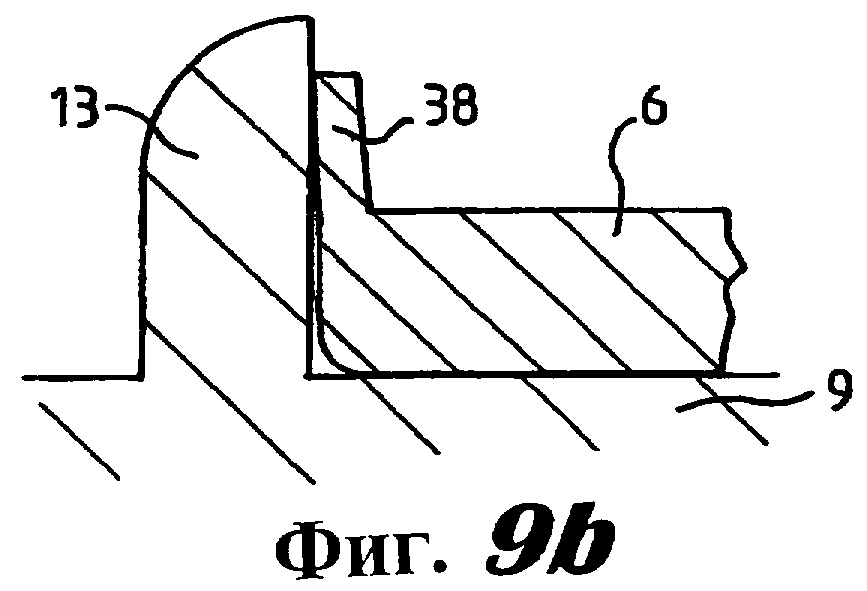
На фиг.9-12 показаны дополнительные варианты, в которых получают улучшенное уплотнение между вставкой 6 и прямой кромкой 13 за счет гибкой губки 38. На фиг.9а показана губка 38, которая выступает наклонно вверх из верхней части боковой стороны вставки 6 и дополнительно отгибается вверх при прижиме вставки к прямой кромке. За счет этого получают эффективное уплотнение, как это показано на фиг.9b. На фиг.10а и 10b показан другой вариант губки, соответственно в ее исходном и деформированном состояниях. На фиг.11 и 12 показаны другие возможные профили губки 38. Обычно толщина и длина показанных на чертежах губок составляет от 0.2 до 5 мм.
Интегрированные в пленку 2 вставки 6 могут не только выполнять эстетическую функцию, но и иметь функциональное назначение. В примере, приведенном на фиг.13 и 14, показан вентиляционный канал 17, расположенный между прямыми кромками 13 у поверхности пресс-формы 8 таким образом, что получают качественный законченный переход между слоем эластомерной пленки 2 и декоративной "хромированной" лицевой стороной 12 вставки 17. Эта вставка 17 имеет закрытую заднюю сторону 7, так что ее задняя часть может быть полностью покрыта эластомерным материалом пленки 2, слоем вспененного материала 5 и структурным защитным слоем 4. Как это показано на фиг.14, задняя сторона вставки 17 может быть затем открыта путем высекания на штампе различных наложенных слоев. За счет этого не только воздух может проходить через вентиляционный канал, но и регулируемые лопасти 18, предназначенные для управления направлением потока воздуха и/или для перекрытия вентиляционного отверстия, могут быть установлены с задней стороны в вентиляционном канале 17. Альтернативно эти лопасти могут быть уже введены при установке вставки в заданное положение.
Другой пример функциональной вставки 6 показан на фиг.15. В этом варианте показан программируемый логический контроллер (ПК) 19, имеющий боковые выступающие фланцы 16, которые устанавливают таким образом, что эти фланцы ложатся сверху на прямые кромки 13. На своей видимой лицевой стороне ПК может иметь, например, различные СИД (светодиоды) и переключатели, в то время как на своей задней стороне ПК может иметь, например, электрический соединитель 20. ПК имеет такую большую толщину, что напыление реакционной смеси для пленки 2 можно проводить только с его боковых сторон. Для предотвращения покрывания вспененным материалом промежуточного слоя вспененного материала 5 задней части, а в частности электрического соединителя 20 ПК, предварительно изготовленный структурный слой 4 снабжают отверстием, которое охватывается направленным вниз фланцем 21, который заходит в канавку 22 на задней стороне ПК. В вариации этого варианта сначала в деталь отделки может быть интегрирован только корпус ПК, а собственно ПК затем может быть легко встроен в указанный корпус.
В ранее описанных вариантах предварительно изготовленные вставки 6 имеют лицевую сторону 12, которая остается непокрытой и образует часть видимой поверхности детали отделки 1. Однако в соответствии с настоящим изобретением вставка 6 может быть также по меньшей мере частично скрыта из поля зрения за счет крепления к ней финишного элемента, закрывающего вставку 6. В этом случае вставка 6 преимущественно установлена так, что ее лицевая сторона 12 расположена на некотором расстоянии позади от поверхности пресс-формы 8, при контакте с которой формуется пленка 2, так что ее лицевая сторона 12 заглублена внутрь видимой поверхности 3, образованной пленкой 2. Реакционная смесь для пленочного слоя 2 не может полностью покрывать лицевую сторону 12 вставки 6, в частности, за счет прижима вставки 6 к прямой кромке 13 или за счет ее установки на выступающем участке 23 поверхности пресс-формы таким образом, что пленка 2 образует выемку 24 впереди вставки 6.
Такой вариант показан на фиг.16. В этом варианте вставка 6 представляет собой кольцо с внутренней резьбой 25, которое установлено на заплечике 26 выступа 23 поверхности пресс-формы 8. Центральная часть выступа 23 идет до верхней кромки кольца 25 и предотвращает проникновение реакционной смеси для пленки к кольцу 25. Как это показано на фиг.17, после выемки детали отделки из пресс-формы декоративный финишный элемент 27 может быть ввинчен в кольцо с резьбой 25, преимущественно до тех пор, пока декоративная лицевая сторона 28 этого финишного элемента 27 не будет располагаться заподлицо с видимой поверхностью 3, образованной пленкой 2. В этом случае также может быть получен законченный качественный переход между лицевой стороной финишного элемента и. видимой поверхностью отформованного эластомерного пленочного слоя 2.
Вместо резьбы для крепления финишного элемента 27 к интегрированной вставке 6 может быть также использовано байонетное соединение, соединение с защелкиванием или любое другое быстро соединяемое соединение. Кольцо также может иметь только направляющую, в то время как финишный элемент вставляют в заднюю часть детали отделки и прикрепляют к ней при помощи отдельного элемента крепления. В этом варианте преимущественно предусматривают набор различных сменных финишных элементов 27, которые могут быть прикреплены к вставке или вставкам. Преимущество этого варианта заключается в том, что достаточно просто может быть предложена целая серия возможностей индивидуализации, так как финишные элементы могут быть установлены в конце процесса изготовления автомобиля или даже позднее, например при продаже автомобиля или при его эксплуатации. На фиг.18 показано возможное соединение с защелкиванием между вставкой 6 и финишным элементом (деталью) 27. На практике аналогичное соединение с защелкиванием уже используют между структурным защитным слоем 4 и финишным элементом. Однако при помощи способа в соответствии с настоящим изобретением вставка может быть более точно установлена по отношению к видимой лицевой поверхности 3 пленки 2, при этом получают качественный переход между лицевой стороной 28 финишного элемента и лицевой поверхностью 3 пленки.
Финишный элемент 27 может иметь не только эстетическую функцию, но может быть также образован при помощи функционального, а в частности электронного, элемента. Возможная вставка для такого элемента показана на фиг.19. Эта вставка имеет форму, аналогичную кольцу фиг.16, однако она снабжена микросхемой 29 с соединительными выводами 30 и дополнительным электрическим соединителем 31, к которому подключены электрические провода 32. Финишный элемент, который содержит, например, светодиоды (СИД) и переключатели или кнопки, может быть установлен в этой вставке при помощи соединения с защелкиванием. В другом варианте электрический или электронный компонент может быть также, например, ввинчен или введен с защелкиванием во вставку, показанную соответственно на фиг.17 и 18. В этом случае электрические провода могут быть пропущены через отверстие, прорезанное через структурный защитный слой 4 в задней части вставки 6.
В соответствии с настоящим изобретением вставка 6 не обязательно должна быть установлена на поверхности пресс-формы 8, причем она может также удерживаться таким образом, что ее лицевая сторона 12 находится на некотором расстоянии от поверхности пресс-формы 8, при контакте с которой формуется пленка 2, так что лицевая сторона вставки 6 покрыта реакционной смесью пленки. Это можно сделать, например, если прикрепить вставку к верхней части пресс-формы и инжектировать или залить реакционную смесь между поверхностью противоположной части пресс-формы и лицевой стороной вставки.
С другой стороны, можно также легко нанести ранее установки предварительно изготовленной вставки 6 в пресс-форму первый слой 33 реакционной смеси для пленки 2 на поверхность пресс-формы 8 и затем установить вставку на этот первый слой 33. Можно также использовать отдельный адгезив (клей) для прикрепления вставки к первому слою 33, однако вставку преимущественно устанавливают на этот слой реакционной смеси ранее его полного отвержения таким образом, что вставка 6 прилипает к этому слою 33. Это может быть сделано быстро при помощи робота, так как в этом случае не требуется предварительное нанесение адгезива, а вставка адгезивно фиксируется на пленке при помощи реакционной смеси самой пленки. Дополнительное прикрепление вставки к эластомерному пленочному слою может быть обеспечено за счет последующего нанесения промежуточного слоя вспененного материала или структурного защитного слоя, если не используют слой вспененного материала.
Однако по способу в соответствии с настоящим изобретением и как это показано на фиг.20 используют второй слой 34 дополнительной реакционной смеси для получения эластомерного неячеистого или микроячеистого полиуретанового материала, причем указанная смесь может быть такой же, как и реакционная смесь, которую использовали для указанного первого слоя 33, или отличаться от нее, при этом указанный второй слой наносят после установки в заданное положение предварительно изготовленной вставки 6 на первый слой 33, на заднюю сторону первого слоя 33 и по меньшей мере на одну сторону вставки 6. В этом случае вставка 6 адгезивно сцеплена с пленкой 2 не только при помощи реакционного материала первого слоя 33, но также и за счет реакционного материала второго слоя 34. При использовании относительно тонких вставок 6 второй слой 34 дополнительной реакционной смеси может быть также нанесен на заднюю сторону вставки 6 таким образом, что она будет полностью капсулирована в пленку 2. Второй слой 34 дополнительной реакционной смеси преимущественно наносят ранее полного отвержения первого слоя 33 эластомерного материала, так чтобы получить хорошее сцепление между указанными двумя слоями без использования праймера.
В описанных выше вариантах, в которых лицевая сторона вставки 6 покрыта эластомерным пленочным слоем, вставка преимущественно представляет собой электронную схему или ее деталь и содержит, в частности, элемент, выбранный из группы, в которую входят электронная печатная плата, а преимущественно гибкая печатная плата, электрические провода (проводники), преимущественно предусмотренные на гибкой печатной плате, электрические нажимные кнопки, элементы считывания электронного кода, датчик, микросхема, микроэлектронные элементы, интегрированные развитые логико-информационные элементы, элементы технологии микропроцессорных карт, проводящие волокна, интерфейсы и антенны, элементы системы обнаружения автомобиля, а также комбинации указанных элементов. Например, вставка, которая показана на фиг.20, содержит электрический выключатель 35, подключенный к электрическим проводникам, предусмотренным на тонкой гибкой печатной плате 36, которая расположена между двумя слоями пленки.
В том случае, когда вставка представляет собой устройство считывания электронного кода, позволяющее идентифицировать автомобиль или даже определять его местоположение в случае угона, преимущество описанного выше способа заключается в том, что кодирующее устройство может быть случайным образом установлено роботом на первый слой, так что оно не может быть легко удалено угонщиком, который не знает, где точно расположено это кодирующее устройство.
Реферат
Изобретение относится к способам изготовления пленки 2, предназначенной для образования видимой лицевой поверхности детали отделки 3 внутреннего пространства - салона автомобиля, и конструкциям пленки, полученным данными способами. Деталь отделки содержит по меньшей мере одну предварительно изготовленную вставку 6 с задней стороной 7. Пленку изготавливают за счет нанесения по меньшей мере одного текучего пленочного материала по меньшей мере на одну поверхность пресс-формы для образования на ней эластомерной неячеистой или микроячеистой пластиковой пленки 2 и за счет создания условий для отверждения текучего пленочного материала. Перед объединением любого структурного защитного слоя или промежуточного слоя вспененного материала с задней стороной пленки предварительно изготовленную вставку адгезивно прикрепляют к указанному пленочному материалу В качестве указанного текучего пленочного материала преимущественно используют реакционную полиуретановую смесь. Предварительно изготовленную вставку прикрепляют преимущественно адгезивно, по меньшей мере частично, за счет адгезии собственно указанного текучего пленочного материала, ранее его полного отверждения. Технический результат заключается в упрощении интеграции вставок в детали отделки и качественном визуальном переходе между пластиковой пленкой и вставками. 6 н. и 24 з.п. ф-лы, 22 ил.

Комментарии