Изобретение относится к производству резиновых технических изделий и может
быть использовано для удаления облоя после вулканизации с армированных резинотехнических
деталей, например сальников.
Цель изобретения - сокращение расхода
хладагента и повышение эффективности его использования.
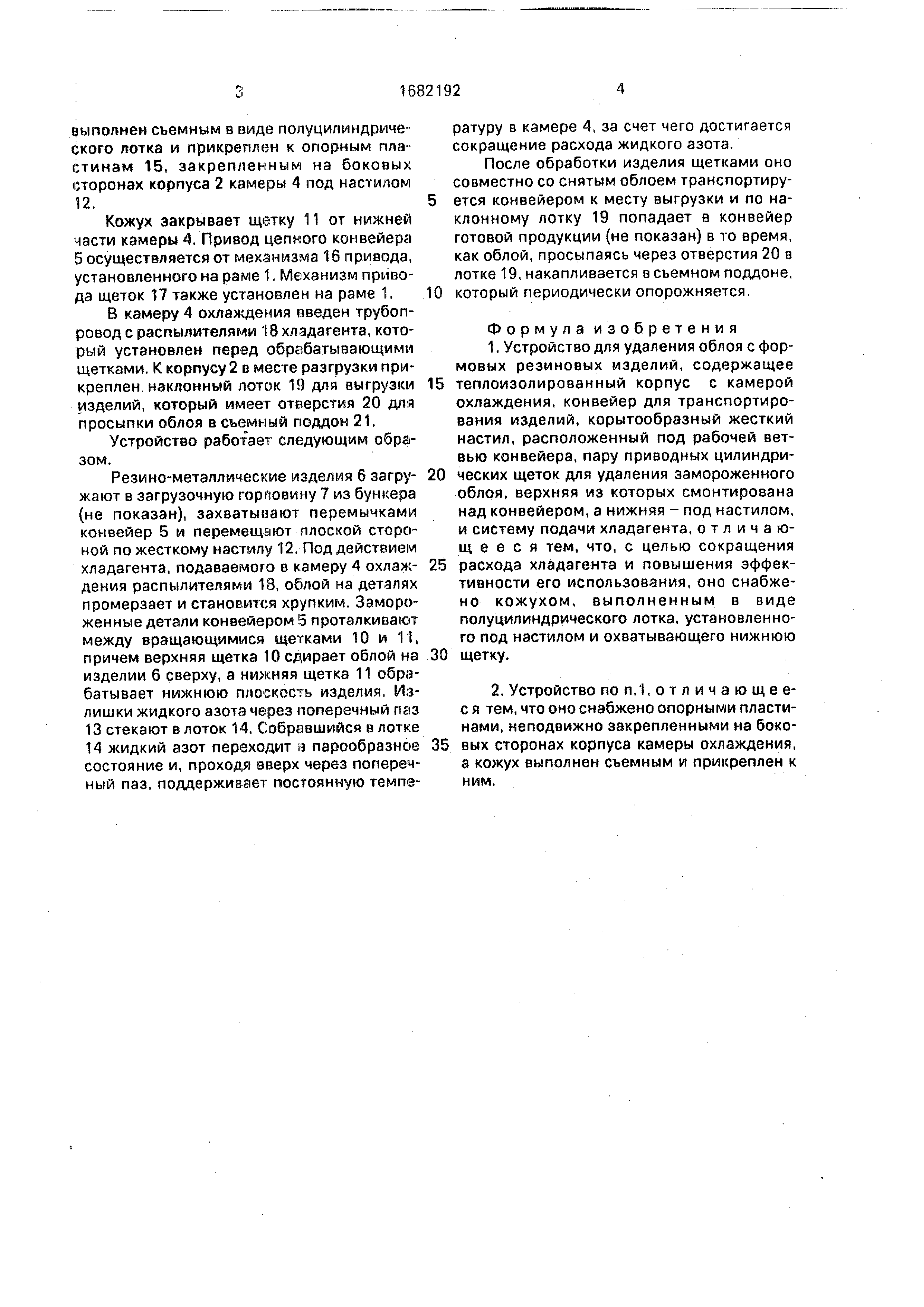
На чертеже изображено устройство, общий вид.
Устройство состоит из рамы 1, на которой закреплен корпус 2 с теплоизолирующей
наружной поверхностью. Корпус закрыт теплоизолирующей крышкой 3, так
что между ними образуется камера 4 охлаждения . Корпус 2 и крышка 3 выполнены корытообразными
. 3 камере охлаждения установлен конвейер 5, который состоит из
двух тяговых цепей, соединенных перемычками (не показаны), и служит для транспортирования
изделий 6. Открытая часть конвейера между боковыми стенками корпуса образует загрузочную горловину 7.
Конвейер имеет рабочую ветвь 8 и холостую ветвь 9. Внутри камеры 4 охлаждения установлена
пара цилиндрических приводных щеток - верхняя 10 и нижняя 11. Под рабочей
ветвью конвейера установлен жесткий настил 12, при этом верхняя щетка 10 расположена
выше жесткого настила над ведущей ветвью конвейера, а нижняя щетка 11
расположена под жестким настилом. В месте установки щеток в жестком настиле выполнен
поперечный паз 13 для прохождения ворса нижней щетки. Нижняя щетка закрыта кожухом 14. причем кожух
О 00
ГО
ю
го
выполнен съемным в виде полуцилиндрического
лотка и прикреплен к опорным пластинам 15, закрепленным на боковых сторонах корпуса 2 камеры 4 под настилом
12.
Кожух закрывает щетку 11 от нижней части камеры 4. Привод цепного конвейера
5 осуществляется от механизма 16 привода, установленного на раме 1. Механизм привода
щеток 17 также установлен на раме 1.
В камеру 4 охлаждения введен трубопровод
с распылителями 18 хладагента, который установлен перед обрабатывающими
щетками. К корпусу 2 в месте разгрузки прикреплен наклонный лоток 19 для выгрузки
изделий, который имеет отверстия 20 для просыпки облоя в съемный поддон 21.
Устройство работает следующим образом ,
Резино-металлические изделия 6 загружают в загрузочную горловину 7 из бункера
(не показан), захватывают перемычками конвейер 5 и перемещают плоской стороной
по жесткому настилу 12. Под действием хладагента, подаваемого в камеру 4 охлаждения
распылителями 18, облой на деталях промерзает и становится хрупким. Замороженные
детали конвейером 5 проталкивают между вращающимися щетками 10 и 11,
причем верхняя щетка 10 сдирает облой на изделии б сверху, а нижняя щетка 11 обрабатывает
нижнюю плоскость изделия. Излишки жидкого азота через поперечный паз
13стекают в лоток 14. Собравшийся в лотке
14жидкий азот переходит в парообразное
состояние и, проходя вверх через поперечный паз. поддерживает постоянную температуру в камере 4, за счет чего достигается сокращение расхода жидкого азота.
После обработки изделия щетками оно совместно со снятым облоем транспортируется
конвейером к месту выгрузки и по наклонному лотку 19 попадает в конвейер
готовой продукции (не показан) в то время, как облой, просыпаясь через отверстия 20 в
лотке 19, накапливается в съемном поддоне,
который периодически опорожняется.
Формула изобретения
1.Устройство для удаления облоя с формовых
резиновых изделий, содержащее
теплоизолированный корпус с камерой
охлаждения, конвейер для транспортирования изделий, корытообразный жесткий
настил, расположенный под рабочей ветвью конвейера, пару приводных цилиндрических
щеток для удаления замороженного облоя, верхняя из которых смонтирована
над конвейером, а нижняя - под настилом, и систему подачи хладагента, отличающееся
тем, что, с целью сокращения
расхода хладагента и повышения эффективности
его использования, оно снабжено кожухом, выполненным в виде полуцилиндрического лотка, установленного
под настилом и охватывающего нижнюю
щетку.
2.Устройство поп.1,отличающее- с я тем, что оно снабжено опорными пластинами
, неподвижно закрепленными на боковых сторонах корпуса камеры охлаждения,
а кожух выполнен съемным и прикреплен к ним.


Комментарии