Способ изготовления линзы, способ изготовления полностью обработанной линзы и ее заготовок - RU2116891C1
Код документа: RU2116891C1
Чертежи








Описание
Настоящая заявка представляет отчасти продолжение заявки с порядковым N 07/740.946, зарегистрированной 6 августа 1991 г. , которая была отчасти продолжением заявки с порядковым N 07/594.136, зарегистрированной 10 октября 1990 г., которая была отчасти продолжением заявки с порядковым N 07/446.151, зарегистрированной 5 декабря 1989 г., которая была отчасти продолжением заявки с порядковым N 07/422.399, зарегистрированной 12 октября 1989 г., заявки с порядковым N 07/339.217, зарегистрированной 17 апреля 1989 г., заявки с порядковым N 07/190.856, зарегистрированной 6 мая 1988 г., и заявки с порядковым N 07/114.962, зарегистрированной 30 октября 1987 г., теперь патента США N 4.873.029.
Изобретение касается способов быстрого и дешевого производства многофокальных и прогрессирующих пластмассовых очковых линз с оптическими свойствами из предварительно сформованных линз данного предписания.
При изготовлении линз, в частности линз для очков, часто оказывается желательным использовать пластмассы из-за их легкого веса и прочности. Пластмассовые линзы обеспечивают также сравнительно экономичную коррекцию зрения. Способы изготовления пластмассовых линз различных предписаний хорошо известны. В патенте США N 4.873.029 и одновременно рассматриваемых заявках с порядковыми номерами 190856 (зарегистрированной 6 мая 1988 г.) и 339.217 (зарегистрированной 17 апреля 1989 г.) заявителя, которые включены здесь путем ссылки, как будто полностью изложены, раскрыты способы изготовления пластмассовых линз офтальмологического свойства для очков.
Однако известные способы других авторов не в состоянии обеспечить быстрое и экономичное средство для изготовления надежных многофокальных (например, бифокальных, трифокальных и так далее) или прогрессирующих пластмассовых линз с высоким показателем качества. В патенте США 3.248.460 ("патент '460") раскрывается способ отливки пластмассовых линз из термореактивных или термопластических материалов, в котором пластмассовую заготовку, имеющую значительно меньшую кривизну, чем требуется для полного предполагаемого предписания линзы, используют в качестве основы, на которую отливают дополнительный слой материала. В патенте '460 для обеспечения пространства между пластмассовой заготовкой и формой и удержания смоляного вещества в создаваемой ими полости используется обычная оптическая прокладка. Дополнительный слой материала изменяет кривизну получающейся линзы на протяжении большей части поверхности, изменяя тем самым предписание получающейся полностью обработанной линзы до требуемой степени. Материал в соответствии с патентом '460 отверждают нагревом. Однако такой процесс теплового отверждения требует нагревания в течение более 12 ч, делая таким образом формование линзы длительным, растянутым процессом.
В патенте США N 3.946.982 раскрываются также способы отливки цельной поверхности линзы с соответствующим рецепту слоем, используя обычную оптическую прокладку.
Обычная технология промышленной отливки линз требует использования "обычных оптических прокладок", которые удерживают вместе элементы, используемые для отливки линзы, давая возможность отливать слой на получающейся в результате линзе и создавая по существу непроницаемое для воздуха окружающее пространство для процесса отливки. В большинстве случаев эти обычные оптические прокладки можно использовать только один раз, а затем они выбрасываются. Следовательно, нужно держать значительное количество различных прокладок.
Отливка кабинетных линз требует еще большего количества необходимых обычных оптических прокладок и оборудования для производства различных предписаний окончательно обработанных линз. В одной такой системе необходимо держать в наличии и постоянно заменять (после одного использования) примерно 737 обычных оптических прокладок для того, чтобы изготавливать все предписания. Необходимо также запасти примерно 200 "двигателей оптического центра" для перемещения или децентрирования оптического центра. Эти двигатели оптического центра также не используются повторно и должны постоянно заменяться. Необходимость содержать и заменять эти различные запасные обычные оптические прокладки и двигатели оптического центра (ДОЦ) вносит существенный вклад в стоимость отливки линз. В случае отливки кабинетных линз эти элементы могут составлять примерно 32% стоимости материалов отливки линзы при использовании такой системы.
Другие пытаются изготавливать многофокальную или прогрессирующую пластмассовую линзу, используя технологию наслоения. При такой технологии соединяют предварительно сформованную секцию из пластмассы с другой отверждаемой пластмассовой соответствующей предписанию линзой. Участок заранее сформованной секции, определяющей многофокальную или прогрессирующую зону полностью обработанной линзы, посредством клея соединяют с предписанной линзой. Однако такие способы являются громоздкими с технической точки зрения и неэкономичными из-за расходов на содержание большого количества заранее сформованных частей линз, чтобы можно было сформовать все возможные изменения, допускающие основную коррекцию и многофокальную коррекцию. Кроме того, оптические свойства таких линз сомнительны из-за трудности согласования поверхности заранее сформованной линзы и облатки.
В случае отливки кабинетных линз, когда отливают полностью обработанную соответствующую предписанию линзу, и в меньшей степени при промышленной отливке линз, когда отливают главным образом полуобработанные заготовки линз, в процессе формовки может также оказаться необходимым устраивать эффект призмы. Настоящие способы создания призмы в пластмассовых линзах также оказались громоздкими. "Призму" в конструкциях линз создают с целью смещения оптического центра линзы от ее геометрического центра в некоторое другое предпочтительное местоположение. В случае прогрессирующих линз ее также используют в качестве компенсирующей линзы с верхним расположением основания, создаваемой прогрессирующей литейной формой. В многофокальных линзах полезно смещать оптический центр дистанционного участка линзы с целью более точного выравнивания с многофокальной зоной линзы, облегчая тем самым переход от дистанционного предписания к предписанию многофокальной зоны (ближняя зона) линзы.
При отливке полностью обработанной линзы призму заливают в линзу хорошо известным в технике способом. Однако в случаях полуобработанных линз для создания призмы у линз должна быть обработана поверхность таким образом, чтобы создать как призматический эффект, так и корректирующее оптическое предписание. Обработка поверхности требует дополнительных оборудования и времени, что делает такие способы менее подходящими для быстрого и дешевого изготовления линз от начала до конца.
При рассмотрении общей перспективы производства линз, начиная с жидкой смолы и заканчивая полностью обработанной линзы, смонтированной в оправе, обычный процесс чрезвычайно сложный, длительный и трудный. Отверждение требует 12-14 ч, массовая лабораторная обработка поверхности отвержденной полуобработанной заготовки линзы дополнительно примерно 30 мин и чистовая обработка линзы еще примерно 30 мин. Таким образом, общий процесс изготовления линзы может потребовать 13-15 ч, что затрудняет быстрое по требованию изготовление предписанных линз, если только нет в запасе полуобработанных заготовок, используют оборудование для обработки поверхности. Все это сильно увеличивает общую стоимость изготовления, которая в конечном итоге переходит покупателю.
Поэтому желательно обеспечить более быстрый, экономичный и значительно более простой способ изготовления многофокальных или прогрессирующих линз. Было бы также желательно обеспечить способ изменения предписания или конструкции (то есть многофокальную, прогрессирующую, с призматическими эффектами и так далее) предварительно сформованной предписанной пластмассовой линзы, который был бы и быстрым и дешевым. Предпочтительно, чтобы таким способом можно было изготавливать линзы без применения обычной оптической прокладки.
Изобретение касается быстрого, более простого и относительно дешевого способа обеспечения многофокальной или прогрессирующей зоны в заранее сформованной пластмассовой очковой линзе с оптическими свойствами с целью изготовления в результате полностью обработанной многофокальной или прогрессирующей линзы. Предварительно сформованная линза имеет предопределенную коррекцию линзы (то есть кривизну или предписание) в ее оптическом центре, который не изменяется в полностью обработанной линзе. Предварительно сформованная линза может быть полностью обработанной линзой (имеющей кривизну или коррекцию на передней и задней поверхностях) или полуобработанной заготовочной линзой (имеющей кривизну или коррекцию только на одной поверхности).
Предварительно сформованную линзу можно также "предварительно обтачивать" до требуемой формы, чтобы полученная в результате линза оказалась готовой для монтажа после процесса отливки без необходимости дополнительной обточки. В некоторых предпочтительных вариантах осуществления можно использовать предварительно сформованную с предварительной обточкой линзу с предварительно обточенной формой, так что получаемой линзе придают требуемую форму без необходимости дополнительной обточки. При использовании находящейся в распоряжении формы предварительно сформованную линзу и имеющуюся форму можно обтачивать вместе после выравнивания должным образом оптического центра, многофокального сегмента или прогрессирующей зоны и астигматической оси и использовать для отливки окончательной линзы требуемой формы без значительного подтека. В некоторых из таких вариантов осуществления можно использовать специальную прокладку, имеющую скос, который обеспечивает паз или фаску вокруг получаемой в результате линзы, предназначенную для непосредственного закрепления линзы в оправе очков. В качестве альтернативы, предварительно сформованную линзу с предварительной обточкой можно использовать вместе с формой, имеющей значительно большие размеры, чем предварительно сформованная линза, так что полученная в результате линза изготавливается с очень маленьким подтеком.
С помощью отливки оптического сегмента или другой многофокальной либо прогрессирующей зоны на поверхности предварительно сформованной линзы можно быстро и дешево получить бесчисленное количество конструкций линз. Такой способ сокращает большое количество разных комбинаций форм, обычно необходимых для отливки многофокальных или прогрессирующих линз. Кроме того, в некоторых вариантах осуществления это исключает большое, дорогостоящее и громоздкое количество обычных оптических прокладок и двигателей оптического центра (ДОЦ), как правило, используемых при отливке кабинетной линзы. В большинстве случаев изготовленные в соответствии с изобретением линзы также не требуют дополнительной обработки поверхности для достижения надлежащего предписания и можно исключить дополнительный этап обработки поверхности призмы в полностью обработанной линзе с целью смещения оптического центра. Соответствующие настоящему изобретению способы позволяют изготавливать бифокальные, многофокальные, прогрессирующие и асферические линзы из предварительно сформованных предписанных линз. Предварительно сформованная линза служит по существу в качестве формы, которая используется в процессе отливки и образует часть готовой линзы.
На предварительно сформованную линзу можно отлить либо только многофокальную или прогрессирующую зону, либо в сочетании с дополнительным тонким непредписанным слоем смолы, действующим в качестве носителя для смолы, определяющей многофокальную или прогрессирующую зону. Следует также отметить, что предварительно сформованная линза и форма, используемые на практике для различных вариантов осуществления настоящего изобретения, не обязательно должны иметь одинаковую базисную кривую.
Соответствующий настоящему изобретению способ можно также использовать для превращения линз одиночного зрения, многофокальных или прогрессирующих линз в асферические линзы посредством добавления вещества на поверхность линзы. В таких вариантах осуществления полость, образованная предварительно сформованной линзой и формой, соответствует требуемой форме поверхности, необходимой для создания асферического эффекта.
В противоположность традиционным способам отливки линз соответствующие настоящему изобретению способы обеспечивают сравнительно быстрое изготовление линз при значительно меньших затратах. Используя раскрытые здесь способы, в которых для отверждения используют ультрафиолетовый свет, на отверждение потребуется примерно 5-30 мин, не требуется обработка поверхности, и на окончательную доводку потребуется еще примерно 30 мин. Таким образом, настоящее изобретение обеспечивает способ производства многофокальных и прогрессирующих линз с оптическими свойствами примерно в течение 1 ч или меньше, начиная с жидкой смолы и заканчивая полностью обработанной линзой в оправе. Это дает возможность осуществлять поставку предписанных линз по требованию и без ожидания пациента в течение значительного периода времени. Из-за возможности отливать без обычных оптических прокладок в некоторых случаях соответствующие настоящему изобретению способы позволяют даже осуществлять доводку (то есть обточку и подкрашивание) предварительно сформованной линзы точно в соответствии с оправой заказчика до добавления тонкого непредписанного слоя носителя и многофокальной или прогрессирующей поверхности.
Различные другие преимущества соответствующих настоящему изобретению способов и изготовленных таким образом линз будут очевидны из нижеприведенного подробного описания некоторых вариантов осуществления изобретения.
Изобретение иллюстрируется фиг. 1-12.
Для иллюстрации на чертежах относительная толщина различных элементов сильно увеличена.
Фиг. 1-5 представляют поперечные сечения собранных вместе формы и предварительно сформованной линзы в соответствии с настоящим изобретением.
Фиг. 6 представляет вид спереди бифокальной линзы, изготовленной в соответствии с настоящим изобретением.
Фиг. 7 представляет вид спереди формы и предварительно сформованной линзы (штрихпунктирная линия), иллюстрирующий физическое смещение оптического центра (отмеченного знаком "+") предварительно сформованной линзы относительно участка формы, соответствующего оптическому сегменту, а также иллюстрирующий астигматическую ось (показанную штрих-пунктирной линией 31), установленную для особого предписания.
Фиг. 8 представляет вид сбоку собранных вместе предварительно сформованной линзы и предварительно сформованной облатки в соответствии с настоящим изобретением.
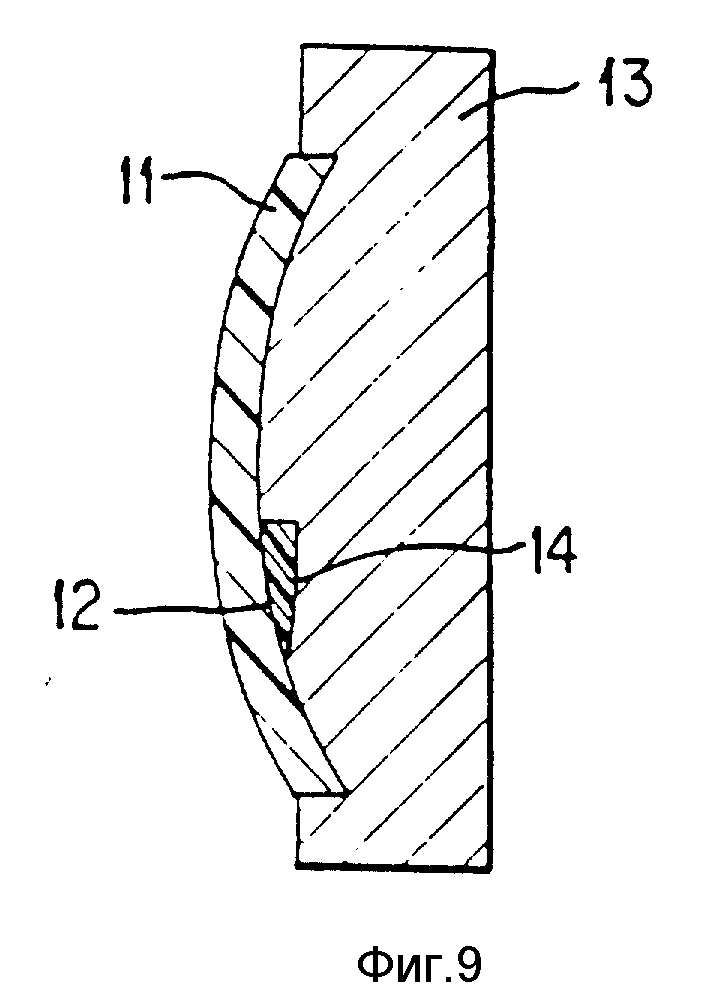
Фиг. 9 представляет поперечный разрез узла для отливки выпуклой стороны линзы в соответствии с настоящим изобретением.
Фиг. 10 представляет вид спереди предварительно сформованной линзы, предназначенной для использования в соответствии с настоящим изобретением, смонтированной с распорками для увеличения толщины отливки, которые в конечном итоге становятся частью завершенной линзы.
Фиг. 11 представляет поперечное сечение узла, предназначенного для повторной заливки поверхности линзы в соответствии с некоторыми способами настоящего изобретения.
Фиг. 12 представляет поперечное сечение устройства формы линзы, где наружная поверхность линзы имеет кривизну, отличную от кривизны формы.
В способе изготовления полностью обработанной линзы, имеющей многофокальную или прогрессирующую зону, используют форму, состав смолы с оптическими свойствами, предварительно сформованную пластмассовую линзу, имеющую заданную коррекцию в ее оптическом центре. Предварительно сформованную линзу соединяют с формой таким образом, чтобы образовалась полость для заполнения смоляным составом. Затем смолу отверждают и придают очертание с помощью полости, которое соответствует очертанию многофокальной или прогрессирующей зоны. Коррекция линзы в оптическом центре упомянутой получающейся в результате линзы оказывается по существу такой же, как и заданная коррекция линзы в оптическом центре предварительно сформованной линзы.
В соответствии с раскрываемыми здесь способами, дополнительно к отливке только многофокальной или прогрессирующей зоны можно отличать тонкий не предписанный слой вещества по некоторой части или всей поверхности предварительно сформованной линзы. Такой дополнительный слой действует как "носитель" для многофокальной или прогрессирующей поверхности без влияния на заданное дистанционное предписание предварительно сформованной линзы. В таких случаях полость также может соответствовать форме такого носителя.
На фиг. 1-3 изображено образование линз в соответствии с раскрываемыми здесь способами. Форма 13 и предварительно сформованная линза 11 образуют полость 14, которая содержит область оптического смоляного состава. На фиг. 1 и 3 полость 14 определяет многофокальный (бифокальный) сегмент 12. На фиг. 2 полость 14 определяет сегмент 12 и слой носителя 16 (который не изменяет дистанционного предписания предварительно сформованной линзы). При отверждении сегмент и/или/ носитель затвердевают и соединяются с предварительно сформованной линзой, создавая полностью обработанную линзу.
Форму и предварительно сформованную линзу можно соприкасать между собой а) после нанесения смоляного состава на предварительно сформованную линзу, б) после нанесения смоляного состава на форму или в) до нанесения смоляного состава на любой из этих элементов (то есть смоляной состав вводят в полость, образованную формой и предварительно сформованной линзой).
Полости, образуемой предварительно сформованной линзой и формой, придают очертание или конфигурацию, наряду с другими целями, для обеспечения соответствия требуемой конфигурации многофокальной или прогрессирующей зоны полностью обработанной линзы и сохранения коррекции линзы в оптическом центре получаемой в результате линзы по существу такой же (предпочтительно такой же), как и заданная коррекция линзы в оптическом центре предварительно сформованной линзы, даже когда поверхность предварительно сформованной линзы заливают слоем носителя. Как описано здесь, это справедливо даже тогда, когда оптический центр получающейся линзы сдвигают для получения надлежащего выравнивания относительно многофокальных и прогрессирующих предписаний. В некоторых вариантах осуществления по крайней мере одну поверхность предварительно сформованной линзы или формы закрывают маской перед обеспечением соприкосновения линзы с формой. Полость также можно сделать с конфигурацией, соответствующей конфигурации получаемой призматической зоны, которая создает призму в получающейся линзе.
Изготовленные в соответствии с таким способом полностью обработанные оптические линзы обеспечивают первую коррекцию линзы в их оптических центрах и имеют вторую зону, смещенную от оптического центра (то есть многофокальную или прогрессирующую зону), которая обеспечивает вторую коррекцию линзы.
Обеспечен также способ формовки такой многофокальной линзы посредством большого количества этапов. Предварительно сформованную линзу вначале заливают, как описано выше, для обеспечения промежуточной линзы, имеющей промежуточную коррекцию во второй зоне, величина которой находится между величинами первой и второй линзовых коррекций. Затем промежуточную линзу опять заливают, как было описано, для обеспечения кривизны во второй зоне, соответствующей второй линзовой коррекции (и носителя, если используется).
Раскрываются также линзы, изготавливаемые в соответствии с настоящим изобретением, в которых добавление многофокального оптического сегмента создает в полностью обработанной линзе полезный положительный переход. Такие линзы обеспечивают по крайней мере третью линзовую коррекцию и четвертую линзовую коррекцию. Третью линзовую коррекцию обеспечивает третья зона, смежная с оптическим сегментом и расположенная между оптическим центром предварительно сформованной линзы и центром сегмента. Четвертую линзовую коррекцию обеспечивает четвертая зона внутри сегмента и расположенная между оптическим центром предварительно сформованной линзы и центром сегмента. Как описывается ниже, величина третьей линзовой коррекции находится между величинами первой и четвертой линзовых коррекций, а величина четвертой линзовой коррекции - между величинами второй и третьей линзовых коррекций, так что обеспечено постепенное дискретное изменение в предписании. Это явление наблюдается главным образом в связи с добавлением оптического сегмента с плоской верхней частью.
Соответствующие настоящему изобретению способы можно использовать для добавления многофокальной или прогрессирующей зоны к передней поверхности линзы, задней поверхности линзы и к ним обеим. Для образования "оптического сегмента" кривизну линзы предпочтительно следует изменять только на небольшом участке поверхности предварительно сформованной линзы. Соответствующие настоящему изобретению способы можно использовать для образования зон почти любой многофокальной или прогрессирующей оптической конфигурации, включая без ограничения бифокальные, трифокальные и прогрессирующие линзы. При изготовлении многофокальной или прогрессирующей линзы предварительно сформованную линзу можно обрабатывать в соответствии с настоящим изобретением с целью создания оптического сегмента, обеспечивающего вторую линзовую коррекцию (то есть бифокальную), третью линзовую коррекцию (то есть трифокальную) и так далее, каждая из которых отличается от коррекции фокусного расстояния предварительно сформованной линзы (то есть в ее оптическом центре). В таких вариантах осуществления изобретения форме придают такую конфигурацию, чтобы она соответствовала требуемой конфигурации многофокальной или прогрессирующей зоны получающейся линзы и любого слоя носителя, если он используется, Раскрываемые способы можно также использовать для изменения оптической силы на участках предварительно сформованной линзы для создания призмы и изготовления многофокальных или прогрессирующих линз из предварительно сформованных линз. В процессе отливки и отверждения форму и предварительно сформованную линзу можно удерживать вместе, помимо других средств, посредством периферийного зажима вокруг крайней периферии предварительно сформованной линзы и формы, обычной оптической прокладки, которая удерживает предварительно сформованную линзу и форму вместе, с помощью силы, обеспечиваемой весом предварительно сформованной линзы, если ее положить на верх формы, капиллярного притяжения, возникающего от очень тонкого слоя смоляного вещества между формой и предварительно сформованной линзой (происходящего от сжимающего усилия формы или предварительно сформованной линзы, действующего на смоляное вещество), или их сочетания. Однако предпочтительные варианты осуществления настоящего изобретения не требуют использования обычной оптической прокладки, позволяя, таким образом, осуществлять более разнообразное и гибкое литье и делая такие способы значительно более экономичными, чем традиционные способы отливки с использованием обычных оптических прокладок. Возможность отливки линз без обычных оптических прокладок дополнительно устраняет ограничительный элемент, ограничивающий возможности конструирования линз из-за физических ограничений обычной оптической прокладки.
В некоторых из таких вариантов осуществления формовочный материал заливают в форму без использования обычных оптических прокладок, а предварительно сформованную линзу помещают сверху смолы и слегка прижимают, выдавливая формовочный материал из формы до такого состояния, пока поверхность линзы не будет отделена от формы тонким несущим слоем из формовочного материала. Форму и предварительно сформованную линзу удерживают вместе капиллярным притяжением смоляного слоя, весом и/или другим средством. Таким образом, тонкий несущий слой материала отливают на поверхности предварительно сформованной линзы, дополнительно к сегменту или другой оптической поверхности, определяемой формой, без использования обычной оптической прокладки. Если используется меньше смоляного материала, то такой способ можно также применять для отливки многофокальной или прогрессирующей зоны также без отливки носителя. В качестве альтернативы для достижения аналогичного эффекта форму можно опускать на предварительно сформованную линзу, содержащую формовочный материал.
Соответствующие настоящему изобретению способы отличаются от известных процессов тем, что для отливки тонкого слоя смоляного вещества применяют сжимающие усилия. Кроме того, в соответствующем настоящему изобретению процессе смоляное вещество уплотняется или сжимается при отверждении, так что верхняя часть формы и предварительно сформованной линзы опускается к нижней части.
Соответствующие настоящему изобретению способы полезны в отношении любой предварительно сформованной "пластмассовой" оптической линзы независимо от того, каким способом такая линза была сформована. Используемая здесь "пластмассовая" линза является линзой, изготовленной из смоляных веществ с оптическими свойствами. Такие вещества включают без ограничения смеси, содержащие аллилдигликолькарбонаты (типа веществ "Мастеркаст 1" и "Мастеркаст 2", представляющих товарные знаки фирмы "Вижин саенсиз", г. Монровия, штат Калифорния, и "CR-39", представляющего товарный знак фирмы "PPG индастриз"), аллиликовые эфиры типа триаллилцианурата, триаллилфосфата, триаллилцитрата, диаллифенилфосфоната, акриловых эфиров, акрилатов, метиловых, аллиловых и бутиловых метакрилатов, поликарбонатов, стирениксов, лексана, полиэфирных смол, типа смол, образованных из этиленгликольмалеината, и других жидких мономерных и полимерных веществ, имеющих высокие индексы преломления (типа HiRi, представляющего товарный знак фирмы "PPG индастриз"). Кроме того, при применении настоящего изобретения можно использовать светочувствительные или предварительно подкрашенные смоляные материалы.
Используя соответствующие настоящему изобретению способы, можно изменять любую поверхность предварительно сформованной линзы (то есть переднюю, заднюю или обе). Можно обрабатывать выпуклые или вогнутые поверхности. Можно также обрабатывать только части поверхностей.
Например, как показано на фиг. 1, кривизну поверхности 11 линзы можно изменить на небольшой площади посредством обеспечения "оптического сегмента" 12, который по существу меньше, чем предварительно сформованная линза 11. Такие оптические сегменты чаще всего служат для обеспечения бифокального или трифокального зрения, но их можно также использовать для других целей.
В других вариантах в соответствии со способом настоящего изобретения можно изменять всю поверхность линзы, например, для преобразования предварительно сформованной линзы в прогрессирующую линзу, обеспечивая, например, цельную многофокальную, бифокальную или трифокальную линзу, либо вызывая в полностью обработанной линзе призматические эффекты. Если в таких вариантах осуществления необходимо, то дополнительно к сегменту, как показано на фиг. 2, поверхность предварительно сформованной линзы повторно заливают дополнительным непредписанным слоем носителя из смоляного вещества для создания требуемой конструкции линзы без изменения предписания или коррекции в оптическом центре полностью обработанной линзы. Дополнительный слой носителя предпочтительно является очень тонким (предпочтительно толщиной 0,025-0,5 мм) для того, чтобы способствовать быстрому отверждению и снизить вероятность развития напряжения и деформации в получающейся полностью обработанной линзе.
Хотя оптические сегменты можно размещать в любое место на линзе, для нормальных применений необходимо правильно размещать оптический сегмент, чтобы избежать появления вредных призматических эффектов. Оптимально, для нормальных очков оптический сегмент следует размещать примерно на 1,5 мм левее или правее и на 3-5 мм ниже оптического центра линзы. В некоторых применениях типа рабочих очков для близкого видения над головой владельца оптический сегмент можно оптимально разместить примерно на 1,5 мм левее или правее и на 3-5 мм выше оптического центра линзы. Можно также использовать другие местоположения оптического сегмента, если правильно располагать оптический центр и сегмент.
Соответствующие настоящему изобретению способы можно также использовать для надлежащего ориентирования оптического центра линзы относительно многофокальной или прогрессирующей зоны. Кроме того, их можно использовать для отливки компенсирующей призмы с расположенным внизу основанием совместно с отливкой прогрессирующей линзы. Соответствующие конструкции линз, обеспечивающие призматические эффекты, будут очевидны для специалистов в данной области техники. Когда требуется создание призмы, изготавливают литейную форму и размещают ее относительно предварительно сформованной линзы так, чтобы обеспечить требуемую добавочную толщину получающейся линзы. Форму и предварительно сформованную линзу можно надлежащим образом ориентировать с помощью распорок, обеспечивающих требуемое разнесение, соответствующее необходимой толщине, для образования установленных призматических эффектов. Такие распорки могут иметь любую форму, включая клинья, и могут быть сделаны из любого подходящего материала. Распорки можно включить в обычную оптическую прокладку, если она используется, или образовать на поверхности формы либо предварительной отливки. Для специалистов в данной области техники будут очевидны и другие средства, предназначенные для ориентирования формы и предварительно сформованной линзы с целью создания призматических эффектов.
Как показано на фиг. 7, оптический центр можно передвигать или перемещать посредством физического передвижения оптического центра 25 предварительно сформованной линзы 11 для выравнивания с требуемым местоположением непосредственно выше края многофокальной зоны, в случае многофокальной линзы, или с надлежащим положением формы, в случае прогрессирующей линзы, затем заливки новой поверхности линзы. Поскольку в некоторых соответствующих настоящему изобретению способах не используют обычную оптическую прокладку, можно выполнять такое смещение предварительно сформованной линзы относительно формы. Обычные способы с использованием обычной оптической прокладки делают такое смещение фактически невозможным, потому что обычная оптическая прокладка не позволяет перемещать линзу относительно формы. Следует также отметить, что при перемещении предварительно сформованной линзы относительно размера формы, как только что было описано, можно создавать более полезную площадь линзы путем увеличения размера предварительно сформованной линзы, чтобы большая часть поверхности формы соприкасалась с предварительно сформованной линзой, создавая, таким образом, большую поверхность полностью обработанной линзы. Однако для получения требуемого перемещения или децентровки можно либо делать большего размера предварительно сформованную линзу или форму, либо предварительно сформованную линзу и форму оставить одинакового размера и просто сдвинуть их относительно друг друга.
В некоторых конструкциях линз необходимо проводить регулирования для приспособления астигматизма в предписании полностью обработанной получающейся линзы. В таких случаях предварительно сформованную линзу и форму необходимо поворачивать относительно друг друга до степени, соответствующей правильной астигматической оси. Предварительно сформованную линзу и форму можно либо приводить в соприкосновение под нужным углом, либо поворачивать относительно друг друга после приведения в соприкосновение. Форму, предварительно сформованную линзу или обычную оптическую прокладку (если она используется) можно факультативно обеспечивать соответствующими метками (например, транспортирными линиями) для определения правильной астигматической оси. В качестве альтернативы форму и предварительно сформованную линзу можно собирать в круговом транспортире или на нем, который служит для выравнивания астигматической оси и удержания собранного узла на месте.
В многофокальных линзах важно правильно ориентировать оптический центр, многофокальную зону и астигматическую ось полностью обработанной линзы относительно друг друга. Как показано на фиг. 7, этого можно достигнуть, например, путем объединения способов, описанных выше, для включения призматических эффектов и для выравнивания астигматической оси.
Как правило, предварительно сформованную линзу преобразуют путем отливки слоя смоляного материала с оптическими свойствами по крайней мере на части поверхности предварительно сформованной линзы. Как показано на чертежах, контур отливки определяется формой 13. Форму 13 делают такой, чтобы образованная между линзой 11 и формой 13 полость 14 соответствовала требуемому изменению кривизны линзы, включая многофокальную или прогрессирующую зону (например, оптический сегмент 12) и непредписанный слой носителя 16, если он используется. Например, как показано на фиг. 1, форма 13 имеет такую конфигурацию, что полость 14 определяет оптический сегмент 12 в требуемом местоположении и требуемой толщины и очертаний для обеспечения нужной конструкции линзы. На фиг. 2 полость 14 определяет оптический сегмент 12 и непредписанный носитель 16. Подобным же образом, как показано на фиг. 9, форму 13 можно изготавливать так, чтобы полость 14 определяла новую структуру на задней поверхности предварительно сформованной линзы 11 с целью изменения поверхности для обеспечения требуемой конструкции линзы.
Формы можно изготавливать из любого материала, который обеспечивает поверхность с оптическими свойствами при использовании для отливки, например из кронгласа или электропрессованного никеля. В технике известны способы изготовления подходящих форм и приспосабливания таких форм для использования в соответствии с настоящим изобретением.
Для отливки новой поверхности линзы на предварительно сформованную линзу, форму или в полость распределяют оптический смоляной мономерный материал, а затем его отверждают. В некоторых вариантах осуществления для формования требуемой новой поверхности материалом можно заполнять только часть полости. Подходящие оптические смоляные материалы включают наряду с другими ранее описанные материалы. В качестве смоляного вещества можно также использовать некоторые материалы, применяемые для линз с "твердым покрытием" (типа описанных в патентах США NN 4.758.448 и 4.544.572, которые здесь включены посредством ссылки), обеспечивая тем самым прочную поверхность участков полностью обработанной линзы, отлитой в соответствии с настоящим изобретением. Материалы твердого покрытия можно также смешивать с другими смолами для использования при осуществлении на практике настоящего изобретения. Более того, в качестве материала получающейся линзы может входить смесь пластмассовых материалов с высоким индексом и материалов, более устойчивых к царапинам. Однако смоляной материал следует выбирать так, чтобы при отверждении он оказывался и твердым, и связанным с материалом поверхности предварительно сформованной линзы. Смоляной материал предпочтительно формуют так, чтобы обеспечивались межмолекулярные связи с материалом предпочтительно сформованной линзы.
В предпочтительных вариантах осуществления изобретения и предварительно сформованная линза, и смоляной материал, используемый для повторной заливки поверхности линзы содержат один и тот же или аналогичный материал. Использование одного и того же или аналогичных материалов предотвращает отделение или "образование волосных трещин" (то есть растрескивание) новой поверхности от предварительно сформованной линзы в результате разных скоростей расширения-сжатия материалов предварительно сформованной линзы и новой отливки. Заявитель полагает также, что использование одного и того же или аналогичных материалов дает возможность образования межмолекулярных связей между новой смолой и поверхностью предварительно сформованной линзы.
Состав смоляного материала может также содержать различные добавки, которые изменяют получающуюся линзу, включая без ограничения подкрашивания, просветляющие покрытия, покрытия против царапин и ультрафиолетовые ингибиторы. Получающуюся линзу можно также подвергать обработкам, которым часто подвергают пластмассовые линзы, включая без ограничения подкрашивания и покрытия ультрафиолетовыми ингибиторами, просветляющие покрытия и покрытия против царапин в соответствии с известными способами.
Покрытия получаемой линзы можно также обеспечить посредством переноса покрытий с формы на получаемую линзу. В таких вариантах осуществления форму сначала покрывают веществом, подлежащим переносу на линзу, типа покрытий против царапин, просветляющих, светочувствительных или твердых покрытий. Затем покрытую форму применяют, как было описано выше. Если материал покрытия имеет большее сродство со смоляным материалом линзы, чем с поверхностью формы, покрытие будет перенесено на поверхность получаемой линзы. В технике известны подходящие материалы и способы их применения, включая без ограничения материалы, раскрытые в патенте США NN 4.758.448 и 4.544.572.
Ультрафиолетовое отверждение позволяет использовать подкрашивающие вещества в составе смолы, которые разлагаются или улетучиваются во время термических процессов отверждения. Если используется ультрафиолетовое отверждение, то в большинстве случаев подкрашивающие вещества можно добавлять в смоляную смесь до отверждения и вводить их относительно равномерно в получающуюся полностью обработанную линзу. Поскольку в некоторых случаях нет необходимости осуществлять значительный нагрев в процессе ультрафиолетового отверждения, подкрашивающее вещество удерживается смоляным материалом во время процесса отверждения. Это получается потому, что здесь не используют тепловой инициатор на пероксидной основе.
В некоторых вариантах осуществления, как показано, например, на фиг. 2, предварительно сформованную линзу закрывают лентой 16 или другими подходящими материалами. Закрывание можно применять на той стороне линзы, на которой должна осуществляться отливка в соответствии с настоящим изобретением, предотвращая тем самым заливку на нежелательных участках поверхности линзы. В качестве альтернативы, маску можно накладывать на противоположную поверхность линзы для ограничения площади, через которую ультрафиолетовое излучение может достигать смоляного материала, ограничивая тем самым площадь, на которой отверждается смола. Маски можно также применять на форме, предварительно сформованной линзе или на обеих элементах и на обеих сторонах каждого и любого компонента.
Однако подкрашивание линз с оптическим сегментом, отвержденным с помощью ультрафиолетовых лучей, может создавать некоторые проблемы. Когда такие линзы замачивают в подкрашивающей ванне, оптический сегмент может получаться темнее, чем нужно, из-за более низкой плотности сегмента, что вызвано неравномерным отверждением в результате его переменной толщины. Этих проблем можно избежать несколькими путями. Во-первых, предварительно сформованную линзу можно предварительно подкрашивать, а затем заливать в соответствии с настоящим изобретением. Поскольку в таких вариантах осуществления нет необходимости применять подкрашивание к оптическому сегменту, проблема подкрашивания устраняется, хотя эффект подкрашивания все же наблюдается по всей поверхности линзы. Во-вторых, перед подкрашиванием можно закрывать переднюю поверхность (включая оптический сегмент) получаемой линзы. Таким образом, краска абсорбируется только задней поверхностью линзы, а не оптическим сегментом. В качестве красительной маски предпочтительно используют прозрачную маску, чтобы можно было контролировать процесс образования тона.
Предварительно сформованную линзу и форму можно разделять распорками, которые поддерживают требуемое расстояние между линзой и формой, обеспечивая тем самым новую заливку поверхности нужной толщины. Распорки можно вводить в виде части обычной оптической прокладки, используемой для удержания линзы и формы вместе, либо можно использовать независимо от обычной оптической прокладки. Между линзой и формой в различных точках по периферии собранного узла линзы с формой можно располагать любой подходящий материал, например небольшие кусочки ленты, как показано на фиг. 10. Использование ковровой ленты обеспечивает толщину поверхности примерно 0,4 мм, тогда как использование липкой ленты обеспечивает толщину поверхности 0,2-0,3 мм. Распорки можно также конструировать из того же или аналогичного материала, из которого изготовлена предварительно сформованная линза и/или/ состоит смоляная смесь. При отверждении такая распорка может оказаться введенной в получающуюся полностью обработанную линзу. И наконец, распорки могут быть частью формы или предварительно сформованной линзы (например, выпуклые бугорки на поверхности, обеспечивающие требуемое разделение). В некоторых вариантах осуществления распорки не используют, а предварительно сформованную линзу и форму либо не разделяют, либо разделяют с помощью тонкого слоя носителя из смоляной смеси, образованного капиллярным действием при соединении предварительно сформованной линзы и формы. Такие слои, отливаемые в соответствии с настоящим изобретением, имеют толщину не более 0,025-0,05 мм. В большинстве случаев при таких способах обычную оптическую прокладку не применяют.
В некоторых вариантах осуществления смолу не заливают в полость до сборки формы и предварительно сформованной линзы. В таких вариантах смоляной материал вводят в получившуюся полость через канал в форме, обычной оптической прокладке или предварительно сформованной линзе, обращая внимание на предотвращение образования воздушных раковин внутри полости. Любые заусеницы или другие случайные элементы, образующиеся из-за наличия такого канала или другой конструкции, затем можно удалить во время чистовой обработки получающейся линзы.
После соединения формы и предварительно сформованной линзы смоляной материал в образовавшейся полости необходимо отвердить и соединить с поверхностью предварительно сформованной линзы. Смоляной материал можно отверждать любым способом, соответствующим составу такого материала. Большинство материалов можно отверждать воздействием нагрева или ультрафиолетового излучения ("УФ"). Другие способы отверждения могут включать без ограничения ультразвуковое, инфракрасное, сверхвысокочастотное и другие формы излучения. До использования оптического смоляного материала с ним смешивают тепловые ингибиторы (типа диизопропилперкарбоната) и/или/ ультрафиолетовые инициаторы (типа 2-гидрокси-2-метил-1-фенил-пропан-1-он или 1-гидроксициклогексилфенилкетон).
Подходящие источники ультрафиолетового света включают источники, изготавливаемые фирмой "Филипс корпорейшн" и идентифицируются как рефлекторные лампы TL/IOR/UVA, галоидные лампы высокого давления HPM, металлические галоидные лампы среднего давления HPA и ртутные лампы высокого давления HPR. В предпочтительных вариантах осуществления во время процесса отверждения применяют источник ультрафиолетового излучения (300-450 нм) до образования достаточно твердого слоя (примерно в течение 5-30 мин). В некоторых случаях линзы, подлежащие затверждению, помещают на поворотный круг для вращения линз через поток падающего излучения для получения более равномерного отверждения и максимального увеличения количества линз, которые можно отливать на данной площади. Другие подходящие источники ультрафиолетового света и условия воздействия зависят от применяемого состава смолы и будут очевидными для специалистов в данной области техники.
Отверждение можно также осуществлять, используя "мерцающий" источник ультрафиолетового света. При отверждения мерцающим источником обеспечивается тенденция создания оптического сегмента с меньшим изменением плотности.
Тепло или ультрафиолетовый свет либо и то и другое можно применять при любом способе, подходящем для материала, из которого сделаны форма и предварительно сформованная линза. В отличие от термического отверждения ультрафиолетовое отверждения требует по крайней мере одну прозрачную для ультрафиолетового излучения поверхность, через которую может проходить ультрафиолетовый свет для достижения смоляного мономерного материала. Хотя предварительно сформованная линза обеспечивает одну прозрачную поверхность, образование формы из прозрачного для УФ-излучения материала обеспечивает дополнительные прозрачные поверхности и способствует более быстрому и более равномерному отверждению. При применении нагрева, ультрафиолетового излучения или и того и другого, инициаторы вызывают полимеризацию и соединение оптического смоляного материала с поверхностью предварительно сформованной линзы.
В некоторых вариантах осуществления настоящего изобретения используют отражающую поверхность на поверхности формы для отражения ультрафиолетового света обратно через отверждаемый смоляной материал линзы. Форма содержит отражающую поверхность, согласующуюся с поверхностью заливки формы. Открытую часть отражающей поверхности хорошо полируют для отражения лучей ультрафиолетового света от источника ультрафиолетового излучения. Эта часть отражающей поверхности может действовать непосредственно как поверхность заливки, которая создает поверхность линзы с оптическими свойствами, или может быть закреплена под прозрачным слоем, который действует как фактическая поверхность заливки формы.
Некоторые материалы можно отверждать с помощью сочетания нагрева и ультрафиолетового света, применяемых последовательно или одновременно. Например, одновременно рассматриваемая заявка заявителя с порядковым N 190.856, зарегистрированная 6 мая 1988 г., которая вводится здесь путем ссылки, раскрывает смоляной материал и способ отверждения такого материала с использованием как нагрева, так и ультрафиолетового излучения. Такой материал включает жидкий мономер, термический инициатор, плюс светочувствительный к ультрафиолетовому излучению инициатор. В этом процессе смоляной материал линзы из жидкого мономера помещают в требуемое соединение предварительно сформованной линзы с формой и подвергают тепловому отверждению, используя ванну с нагретой текучей средой (предпочтительно с температурой 150-180oF) в течение короткого периода времени, менее десяти (10) мин. Тепло повышает активность термического инициатора и преобразует смесь материала линзы в гель, который замораживает светочувствительный инициатор на месте во всем материале линзы. Более того, это гелеобразное состояние заранее устанавливает оптический каркас, необходимый для оптической линзы, относительно свободной от оптических искажений или дефектов. После того как смесь материала линзы достаточно застуденеет, ее подвергают воздействию ультрафиолетового света для активации светочувствительного инициатора и завершения процесса полимеризации или отверждения для образования полностью обработанной линзы.
Предпочтительные составы смолы для использования при таком процессе объединенного воздействия теплом и ультрафиолетовым светом включают смоляной мономер (типа CR-39), 0,5-5,0% по весу термического инициатора (типа диизопропилперкарбоната) и 1-8% по объему светочувствительного инициатора (типа 2-гидрокси-2-метил-фенил-пропан-1-он или 1-гидроксициклогексилфенилкетона, чувствительного к ультрафиолетовому свету). Другие смолы могут включать аллилдигликолкарбонаты, аллиловые эфиры, триаллилцианурат, триаллилфосфат, триаллилцитрат, диаллилфенил фосфат, акриловые эфиры, акрилаты, метилметакрилат, аллилметакрилат, бутилметакрилат, поликарбонаты, стирелики, лексан, полиэфиры, пластмассы с высоким индексом, пластмассы со средним индексом, уретаны, эпоксидные смолы и силиконы.
В частности для процессов изготовления линз с использованием отверждения ультрафиолетовым светом в получающейся линзе желтый оттенок может оставаться или может появиться по мере старения. Это окрашивание или "пожелтение" можно снизить посредством отверждения материала линзы с добавлением некоторых химических агентов, предотвращающих пожелтение. Они включают аминовый стабилизатор света со связанным амином (HALS), оптические осветлители, которые обеспечивают желтеющие или связанные феноловые антиокислители. Другой способ заключается в использовании светочувствительного инициатора, который не входит в аминовую группу и который не вызывает пожелтение.
Нашли также, что случайное последующее отверждение и дополнительное пожелтение или изменение цвета может происходить после отверждения линзы, произведенного путем воздействия ультрафиолетовым излучением дольше, чем требуется, или нечаянного воздействия на линзу солнечного света либо искусственного света, который включает длины волн из УФ-спектра, во время обработки или использования. Дополнительное воздействие ультрафиолетового света создает продолжающийся эффект отверждения из-за оставшегося инициатора ультрафиолетового света в сформованной пластмассовой линзе. Это может быть причиной чрезмерной хрупкости и косметического обесцвечивания линзы, в результате чего она может легко ломаться и может уменьшаться нормальный срок службы или коммерческий сбыт линзы.
Раскрываемое здесь изобретение может включать использование УФ-ингибиторов (замедлителей), нанесенных на поверхность отвержденной линзы или абсорбированных в поверхность отвержденной линзы для устранения любого дополнительного влияния на УФ-инициаторы и существенного предотвращения или полного исключения пропускания волн УФ-света в линзу. Такие процессы дополнительно описаны в одновременно рассматриваемой заявке на патент США с серийным N 339.217, зарегистрированной 17 апреля 1989 г. Такое покрытие может иметь форму антиотражательного покрытия, покрытия против царапин, любых подкрашивающих покрытий или простого покрытия от определенных длин волн, которое по существу прозрачное и предназначено для предотвращения пропускания длин волн ультрафиолетового спектра. Такие УФ-ингибиторы хорошо известны в технике и не нуждаются в подробном описании здесь. Желательно иметь УФ-ингибитор, исключающий весь УФ-свет и другие волны, имеющие длину 500 нм и меньше, особенно между 300-425 нм.
Этот процесс обработки обычно включает после этапов отверждения просто погружение отвержденных линз в горячую ванну, имеющую любое одно из вышеупомянутых покрытий для покрытия поверхностей, достаточного для того, чтобы вся поверхность линзы оказалась покрытой ингибитором. Этот процесс погружения, а также другие процессы нанесения вышеотмеченных покрытий хорошо известны специалистам в данной области техники. УФ-ингибитор можно использовать в растворе или в другой форме смеси с вышеописанными покрытиями, чтобы на линзу можно было нанести требуемое покрытие вместе с ингибитором в процессе одного этапа. Некоторая часть ингибитора может поглощаться материалом линзы. При нанесении УФ-ингибитора вышеописанным способом можно использовать другие известные методы покрытия.
Перед обработкой поверхности линзы, если требуется какое-то дополнительное упрочнение, линзу можно подвергать "последующему отверждению". Хотя последующее отверждение можно использовать при любом из вышеупомянутых процессов, обычно его не применяют для отверждений в ванне, поскольку форма и другие мешающие среды могут повлиять на способность достижения максимальной твердости. Для последующего отверждения линзу предпочтительно после термического и/или/ УФ-отверждения следует отделить от формы и подвергнуть непосредственно УФ-облучению или нагреву. Это последующее отверждение с использованием УФ и/или/ теплового источника, упрочняет материал линзы еще больше, чем потребуется такая дополнительная твердость. В некоторых случаях последующее отверждение УФ-облучением проводят с фильтрующей маской, которая позволяет большему количеству УФ-излучения проникать на большую глубину поверхности линзы.
Применение соответствующего настоящему изобретению оптического сегмента может в отдельных случаях создавать незначительный, но полезный переход в полностью обработанной линзе рядом с краем сегмента. Это явление наблюдали главным образом в связи с образованием многофокальных сегментов, имеющих плоский край. Например, как показано на фиг. 6, когда применяют обычный +250 бифокальный сегмент 28 с плоской вершиной на плоской предварительно сформованной линзе, главное предписание сегмента может составлять +250, в то время как верхний край сегмента может иметь только +212. Оптический центр предварительно сформованной линзы может оставаться плоским, но площадь линзы непосредственно над сегментом может представлять, например, +87. Этот полезный переход обеспечивает возможный эффект, заключающийся в том, что когда взгляд владельца перемещается от главного предписания к бифокальному предписанию, происходит облегчение взора при переходе от более низкого увеличения к более высокому, требуя таким образом менее резкого изменения при аккомодации.
Фактически бифокальная линза, имеющая такой переход, обеспечивает по крайней мере четыре разные коррекции или предписания линзы в разных ее зонах. Как показано на фиг. 6, линза имеет первую коррекцию в зоне 17 ее оптического центра и вторую коррекцию во второй зоне 18 в центре бифокального сегмента. Геометрический центр линзы отмечен позицией 30. Третья коррекция линзы обеспечена третьей зоной 19, расположенной рядом с краем сегмента (то есть рядом со второй зоной) примерно на воображаемой линии (показанной пунктирной линией), простирающейся от геометрического центра сегмента к оптическому центру линзы. Четвертая коррекция линзы обеспечена четвертой зоной 20, расположенной внутри сегмента (то есть внутри второй зоны) и примерно на той же воображаемой линии. Величина третьей коррекции линзы находится между величинами первой и четвертой коррекции линзы, а величина четвертой коррекции находится между величинами второй и третьей коррекции линзы. Например, в ранее описанном примере первая, вторая, третья и четвертая коррекции линзы представляют плоскую, +250, +87 и +212 соответственно. В других многофокальных линзах с помощью сегмента можно также обеспечить дополнительные коррекции. Однако во многих случаях такой переход нежелателен и его можно предотвратить или уменьшить несколькими способами. В настоящее время заявитель полагает, что переход вызывается неровным отверждением сегмента и тонкого слоя носителя, которые отливают на поверхности предварительно сформованной линзы. Из-за различных толщин участков вновь наносимой поверхности отверждение происходит с разными скоростями и разными степенями во время облучения УФ-светом или других способов отверждения. В результате этого образуются площадки линзы, более твердые, чем другие, и может появиться неровная усадка и напряжение разных участков линзы, создавая тем самым переход. Следовательно, для предотвращения или смягчения перехода служат любые средства, предназначенные для содействия ровному отверждению вновь отлитой поверхности.
Например, предварительно сформованную линзу можно обеспечить маской, селективно пропускающей УФ-свет с разными уровнями. Более толстые участки отлитой поверхности покрывают маской, пропускающей больше света, тогда как более тонкие участки отлитой поверхности покрывают маской, пропускающей значительно меньше света. В ранее описанном случае для добавления, например, бифокального сегмента +250 участок маски, покрывающей самый толстый верхний край сегмента, должен пропускать 100% падающего УФ-света, участок, покрывающий остальную часть сегмента, должен постепенно уменьшаться по всему спектру до тех пор, пока самый тонкий участок сегмента не будет принимать только 55% падающего света, а участок, покрывающий остальную поверхность предварительно сформированной линзы, должен пропускать 50%.
При другом способе для достижения более ровного отверждения сегмента и тонкого слоя используют шторку или диафрагму, связанную с источником УФ-света, которую открывают и закрывают так, что более толстые площадки вновь отлитой поверхности подвергаются воздействию большего количества света, чем более тонкие поверхности. Это можно выполнять посредством либо воздействия светом на всю поверхность, а затем постепенного закрывания диафрагмы так, чтобы оставались открытыми только более толстые участки поверхности, либо воздействия только на более толстые участки поверхности и затем постепенного открывания диафрагмы для воздействия на большую часть поверхности до тех пор, пока воздействие не будет распространено на всю поверхность.
Переход можно также избежать, уменьшить или переместить путем изменения технологического процесса отливки несколькими способами. Во-первых, отливка слоев носителя толще 0,8 мм снижает вероятность возникновения искажений. Во-вторых, оптический сегмент можно отливать несколькими слоями меньшей толщины. Например, как показано на фиг. 4 и 5, предварительно сформованную линзу 11 можно отливать с носителем 16 и сегментом 21, имеющими половину окончательной требуемой силы увеличения. Затем эту линзу отливают снова, как показано на фиг. 5, с дополнительным слоем носителя 22, формой 23, соответствующей полной требуемой толщине окончательного сегмента 12, получая в результате полностью обработанную линзу, имеющую требуемый оптический сегмент. В-третьих, требуемый сегмент можно отливать, отверждать и затем снова отливать с дополнительным слоем, используя форму одного и того же очертания, как показано, например, на фиг. 11. Такой слой может представлять тонкую пленку (например, 0,025-0,05 мм) или толстый слой, если используются прокладки. Повторная отливка заполняет любые переходы, искажения или дефекты, которые могут возникать во время первой отливки. Поскольку вновь отливаемый слой представляет очень тонкую пленку из смоляного материала, он не восприимчив к переходу или другой аберрации. Нашли, что примерно 90% линз, имеющих искажение, корректируются путем повторной заливки поверхности линзы слоем толщиной по крайней мере примерно 0,2 мм. Повторную заливку можно повторять снова и снова, пока не будет достигнуто требуемое качество поверхности ввиду того, что при каждой повторной заливке получающаяся толщина линзы почти не увеличивается. После этого получающаяся поверхность оказывается свободной от этого типа перехода. В-четвертых, переход можно также аннулировать или уменьшить посредством образования оптического сегмента с более тонким краем, чем сегмент с плоским верхом. Например, можно использовать изогнутый верх или круглый сегмент. В-пятых, этот эффект можно уменьшить также путем снижения падающей УФ-радиации при одновременном увеличении времени отверждения УФ-светом. В-шестых, переход можно устранить или уменьшить путем создания формы, приспособленной для перехода посредством обеспечения избыточного смоляного материала, который дает неровную усадку, с целью достижения требуемой формы перехода. И наконец, искажение можно снизить, используя смоляной материал с низкой скоростью усадки.
Кроме того, способ повторной заливки можно использовать для корректирования других дефектов в бракованных или поврежденных отлитых линзах. Дефектную линзу можно вновь залить тонким непредписанным пленочным слоем, используя форму такой же конфигурации для устранения дефектов, снижая таким образом потери в выходе продукции во время производственного процесса. Соответствующие этому способу повторные заливки можно отверждать любым подходящим образом в течение значительно меньшего времени, чем при первоначальной отливке из-за того, что отверждению подлежит тонкий пленочный слой. Более того, можно добиться существенной экономии благодаря использованию меньшего количества смоляного материала и, в большинстве случаев, исключению необходимости использования обычной оптической прокладки.
В соответствии с настоящим изобретением предварительно сформованную линзу можно также объединять со второй предварительной отливкой, обеспечивающей многофокальную или прогрессирующую зону. Как показано на фиг. 8, вторая предварительная отливка 26 обеспечивает многофокальную зону 27. Вторую предварительную отливку 26 и предварительно сформованную линзу 11 соединяют друг с другом так, чтобы образовалась полость 28, соответствующая тонкому слою носителя 29 смоляного материала. Отверждение смолы связывает вторую предварительную отливку 26 с предварительно сформованной линзой 11. Вторая предварительная отливка, предварительно сформованная линза и смоляной материал предпочтительно состоят из одного и того же материала, хотя можно использовать и разные материалы. Факультативно можно использовать обычную оптическую прокладку или форму для того, чтобы помочь удерживать вторую предварительную отливку и предварительно сформованную линзу в надлежащей ориентации и для обеспечения требуемой толщины слоя носителя.
Отделение формы от получаемой линзы можно облегчить помещением собранного устройства на лед или в какой-либо другой источник холода (например, фреон). Воздействие холодом вызывает сжатие получаемой линзы и формы и отрыв друг от друга, так что компоненты можно разделить значительно легче. Хотя можно применять и более традиционные способы разделения, использующие водяную ванну, разделение с помощью источника холода исключает необходимость удалять воду с получаемой линзы и форм, прежде чем можно будет выполнять следующие операции.
Используемые соответствующие настоящему изобретению отливки линз, получаемые линзы можно размечать разными "невидимыми" метками посредством использования форм, имеющих незначительные дефекты, соответствующие этим меткам, при отверждении с помощью УФ-света. Когда форма содержит дефект, он преломляет УФ-свет так, что воздействие источника света на смолу становится неровным. Неровное отверждение вызывает безвредную деформацию в получаемой линзе, которая соответствует дефекту в линзе, создавая таким образом метку. Во многих случаях эта метка будет невидимой для невооруженного глаза и ее можно заметить только при использовании полярископа. Например, на форме можно штамповать числа, соответствующие предписанной отливке, маркируя тем самым получаемую линзу предписанием, видимым с помощью полярископа. Эти метки можно также использовать для маркировки характеристик линзы, включая без ограничения астигматическую ось, оптический центр, базисную кривую, правую, левую, прогрессирующую зону, оптический сегмент и номер формы.
Некоторые варианты осуществления настоящего изобретения демонстрируются с помощью нижеприведенных примеров, которые в любом отношении служат в качестве иллюстраций, а не ограничения изобретения.
Пример 1. Форме придали такой вид, чтобы она определяла очертания оптического сегмента, который предназначался для обеспечения бифокальности. Форму изготовили из кронгласа, электропрессованного никеля или другого материала, имеющего способность отливать поверхности с оптическими свойствами.
Затем был приготовлен оптический смоляной материал, состоящий из вещества Мастеркаст 1 или 2 (содержащего тепловой инициатор), и добавлен УФ-инициатор (2-гидрокси-2-метил-фенилпропан-1-он в количестве 6,5% по объему). После этого смоляную смесь распределяют в форму. На переднюю поверхность предварительно сформованной линзы (сделанной из вещества Мастеркаст 1 или 2) наложили маску в виде ленты, покрывающей всю такую переднюю поверхность, за исключением площадки, где необходимо было прикрепить оптический сегмент 12. Маска предохраняла попадание смолы на поверхность линзы в ненужных местах и служила для блокирования или пропускания УФ-излучения только на площадку, которая подлежит отверждению. Затем форму и покрытую маской предварительно сформованную линзу соединили так, чтобы образовалась полость, соответствующая конфигурации оптического сегмента. Предварительно сформованную линзу положили на верх формы, заполненной смоляным материалом, и слегка надавили для выжимания избыточного смоляного материала. Вес предварительно сформованной линзы и капиллярное действие смоляного материала оказались достаточными для удержания собранного узла вместе без использования обычной оптической прокладки.
Затем смоляной материал был отвержден с использованием УФ-света (300-450 нм) до достаточного затвердевания смолы (примерно 10-20 мин), при этом использовали источник УФ-света, изготовленный фирмой "Филлипс Корпорейшн" и идентифицированный как рефлекторная лампа TL/IOR/UVA. После этого форму и предварительно сформованную линзу разделили. Далее произвели обработку кромки, чистовую обработку и монтаж полностью обработанной линзы.
Пример 2. Линзу изготовили так, как описано в примере 1, за исключением того, что смоляной материал отверждали с использованием сочетания нагрева и УФ-облучения. Собранный узел предварительно сформованной линзы и формы, содержащий мономерный смоляной материал, поместили в водяную ванну примерно с температурой 180oF до застудевания смоляного материала (примерно 10-15 мин). После этого собранный узел подвергали УФ-облучению, как описано в примере 1, в течение 10-20 мин для завершения отверждения. Далее произвели обработку кромок, чистовую отделку и монтаж полученной линзы.
Пример 3. Линзу изготовили и отвердили, как описано в примере 1, за исключением того, что смоляной материал включал вещество Мастеркаст 1 или 2 (без температурного инициатора) и тот же УФ-инициатор, а предварительно сформованную линзу не закрывали маской.
Пример 4. Линзу изготовили так, что обеспечили многофокальную оптическую поверхность и создали соответствующие призматические эффекты. Линзу изготовили и отвердили, как описано в примере 3, за исключением того, что используемая для удержания вместе предварительно сформованной линзы и формы обычная оптическая прокладка была приспособлена для разделения краев предварительно сформованной линзы и формы, чтобы обеспечить необходимую дополнительную толщину получающейся линзы, создавая требуемый призматический эффект. В качестве альтернативы, между краем предварительно сформованной линзы и формой были размещены клинья соответствующей толщины для обеспечения требуемого разнесения.
Пример 5. Линза была изготовлена, как описано в примере 3. Затем собранный узел формы и линзы поместили в пластмассовую или резиновую обычную оптическую прокладку, которая окружила по периферии собранный узел и удерживала его вместе. Обычная оптическая прокладка была приспособлена таким образом, что линза и форма оказывались разделенными небольшим промежутком, позволившим образовать тонкий слой смолы по всей поверхности предварительно сформованной линзы. Коррекция линзы в оптическом центре получающейся линзы оказалась такой же, как у предварительно сформованной линзы.
Пример 6. Линзу изготовили, как описано в примере 3. Три квадрата из липкой ленты (шириной примерно 1-2 мм) были равномерно распределены вокруг внешнего края передней поверхности предварительно сформованной линзы. Квадраты действовали как распорки для создания при заливке тонкого непредписанного слоя носителя (толщиной примерно 0,2 мм) на поверхности предварительно сформованной линзы.
Пример 7. Линзу отлили посредством физического перемещения оптического центра предварительно сформованной линзы с целью правильного выравнивания с оптическим сегментом полностью обработанной линзы. Определяющую оптический сегмент форму заполнили порцией смоляного состава. Была обеспечена предварительно сформованная линза, имеющая диаметр, значительно больше диаметра формы. Для заливки полностью обработанной линзы оптический центр предварительно сформованной линзы разместили и затем расположили ("переместили") с надлежащим выравниванием относительно участка формы, соответствующего оптическому сегменту. После выравнивания из-за своего большего диаметра предварительно сформованная линза все еще закрывала всю форму, между тем как часть предварительно сформованной линзы выступала за форму. Затем предварительно сформованную линзу слегка нажимали к форме и из полученной полости выдавилась избыточная смола. Обычную оптическую прокладку не использовали, а собранный узел предварительно сформованной линзы и формы удерживали капиллярным действием смоляного материала. После отверждения отлитую линзу отделили от формы. Затем ту часть предварительно сформованной линзы, которая выступала за пределы формы (и не была залита новой смолой), обрезали, оставляя полезную предписанную поверхность линзы для дальнейшей окончательной обработки.
Пример 8. Линзу изготовили, как описано в примере 3, для обеспечения оптического сегмента +250 с плоской вершиной 28. Полученную полностью обработанную линзу проверили на содержание незначительной полезной деформации, как описано выше. Затем эту "деформированную" линзу использовали в качестве предварительно сформованной линзы и снова залили, используя ту же форму в соответствии с тем же способом. Полученная линза оказалась фактически свободной от прежде замеченного деформирования.
Пример 9. Линзу изготовили, как описано в примере 3, за исключением того, что предварительно сформованная линза была сделана из пластмассы с высоким показателем (HiRi), материала, отличающегося от смоляного материала заливки слоя носителя и оптического сегмента (Мастеркаст 1 или 2, содержащего CR-39), который мягче и имеет другой показатель преломления. Залитый слой связан с поверхностью предварительно сформованной линзы и обеспечено изделие с оптическими свойствами.
Добавочный слой смолы может принять форму покрытия защиты от царапин или твердого покрытия. Предварительно сформованную линзу при таком способе изготавливают из пластмассового материала, который может не иметь нужную твердость или устойчивость против царапин. В этой системе выбирают смолу, например, имеющую характеристики, благодаря которым она приобретает большую устойчивость к царапинам, чем материал предварительно сформованной линзы. Такая смола известна в технике, и здесь нет необходимости подробно ее описывать. При выполнении этот процесс используют, как описано выше в связи с другими чертежами. То есть смолу, в данном случае смолу, устойчивую к царапинам, помещают в форму. Затем предварительно сформованную линзу размещают рядом с формой так, что смола, как показано, растекается по всей поверхности линзы. После этого форму и линзу отверждают УФ-светом или другой техникой излучения света с целью отверждения смолы и связывания материала с поверхностью предварительно сформованной линзы. Таким образом, не только производят формовку многофокальной поверхности на поверхности предварительно сформованной линзы для образования многофокальной или прогрессирующей дополнительной линзы, как описано выше, но также создают линзу с более твердой поверхностью, чем можно получить иным путем.
Большей частью упоминаемым здесь излучением света является ультрафиолетовое (УФ), которое используют при некоторых технологиях отверждения. Часто можно использовать другие типы источников электромагнитных волн, таких как гамма-лучи, рентгеновские лучи, видимые и инфракрасные. Естественно, потребуются соответствующие инициаторы.
В данном варианте осуществления из состава смол выбрана смола, устойчивая к царапинам, которая имеет большее сродство с материалом предварительно сформованной линзы, чем формы. После отверждения это способствует изъятию линзы с прикрепленным к ней многофокальным сегментом из формы. Что касается описанных выше процессов, то после этого изъятия линза готова для использования, требуя только обточку кромок перед установкой в оправу очков.
Хотя это было описано в связи с твердым покрытием, можно использовать покрытия, устойчивые к царапинам, фотохроматические или антиотражательные, либо другие типы пленок или покрытий. Такая система может также обеспечить эффект получения линзы с большой ударной вязкостью из-за процесса сцепления поверхности.
При изготовлении готовой линзы необходимо использовать прокладку, которая не только вмещает собранный узел форм и обеспечивает герметическую свободную от кислорода окружающую среду, но также предусматривает усадку смолы во время отверждения. Следует отметить, что когда происходит отверждение законченной линзы, образуются две оптические поверхности или кривизны, которые в сочетании с показателем преломления и толщиной обеспечивают оптическую силу полученной линзы.
С помощью раскрываемого изобретения создают полностью обработанную или полуобработанную линзу благодаря использованию предварительно сформованной линзы, имеющей две существующие поверхности и оптические кривизны. Добавление одной новой поверхности и кривизны к этим существующим предварительно сформованным придает новые и более важные свойства, создавая коммерчески приемлемые полученные в результате линзы с оптическими свойствами. На границе раздела предварительно сформованной линзы и смолы должна быть обеспечена чрезвычайно прочная связь, а отверждение должно быть ровным и полным.
Это дополнительно усложняется, когда производят отверждение слоев неровной толщины на предварительно сформованной линзе. Из-за добавления слоев разной толщины произойдет неровная усадка. Примерами неровной толщины, добавляемой к предварительно сформованной линзе с целью создания получающейся в результате линзы, служат многофокальные поверхности или прогрессирующие поверхности. Все это приведено только в качестве примера и не должно служить ограничением объема притязаний данного изобретения.
Эта неровная усадка создает неровности поверхности, которые проявляются в виде нежелательного астигматизма, обычно, но не всегда, обнаруживаемого на участках резкого перехода толщины. Один отличный пример этого можно найти непосредственно ниже и рядом с уступом или кромкой многофокального сегмента с плоской вершиной. Этот нежелательный астигматизм делает линзы коммерчески неприемлемыми. Кроме того, во многих случаях эта неровная усадка будет вызывать также помутнение поверхности, растрескивание поверхности, помутнение и растрескивание слоя под поверхностью.
Нашли, что если сначала отверждать внешнюю поверхность, ближайшую к поверхности раздела формы, на поверхности образуется корка или оболочка. Эта частично отвержденная оптическая корка или оболочка принимает характер структурной оболочки, которая при более глубоком отверждении сохраняется и противостоит изменениям кривизны поверхности раздела формы и смолы, вызываемым неровной усадкой. Эта усадка имеет место в значительной степени в основе кристаллического вещества между поверхностью границы раздела формы и смолы и границы раздела предварительной отливки и смолы. Благодаря образованию отверждения этой внешней оптической оболочки или корки слои неровной толщины при добавлении к предварительно сформованной линзе можно выполнять с минимальным поверхностным астигматизмом или минимальной неровностью.
Эту корку или оболочку можно образовывать, используя ряд технических приемов, например путем управления источником света или источником света, обеспечивающим разные длины волн или интенсивности ультрафиолетового света, использования ингибиторов, инициаторов или их различных сочетаний. Во время отверждения можно использовать по крайней мере восемь разных способов для достижения нужного типа отверждения.
Один пример такого типа многоуровневого отверждения заключается в использовании такого уровня интенсивности для отверждения внешней поверхности смолы в форме, чтобы при отверждении происходило такое уменьшение интенсивности ультрафиолетового излучения, чтобы проникновение в объем смолы под внешней поверхностью значительно уменьшилось с целью доведения до минимума или исключения отверждения этого участка смолы. Таким образом, внешняя поверхность смолы отверждается в значительной степени независимо от части смолы под наружной поверхностью. Затем после отверждения наружной поверхности интенсивность УФ-излучения увеличивают с целью проникновения за наружную поверхность и завершения процесса отверждения смолы между наружной поверхностью и предварительно сформованной линзой.
Того же эффекта можно добиться путем изменения длины волны УФ-излучения. Другими словами, длину волны можно выбирать так, чтобы сначала отверждалась только поверхностная площадь смолы, и изменять эту длину волны во время процесса отверждения для последующего отверждения остальной части смолы под поверхностью.
Третий аналогичный эффект можно получить путем использования смолы, которая по самой своей природе задерживает некоторое количество ультрафиолетового света. Поэтому вначале затвердевает и образуется корка или оболочка, а затем с течением времени источник света осуществляет отверждение более глубоких слоев. Такие смолы в технике известны.
Это свойство поверхностного отверждения можно усилить или управлять посредством присадок к смоле, которые задерживают свет источника УФ-излучения. Таким образом, независимо от того, выбирают ли различную интенсивность или различные длины волн, ингибиторы способствуют первоначальному отверждению поверхности, препятствуя отверждению нижележащей смолы. Дополнительное отверждение смолы под поверхностью не происходит, пока не изменится интенсивность, длина волны или время прохождения ультрафиолетового света, соответственно, сквозь поверхность и не преодолеет действие ингибиторов.
Четвертого аналогичного эффекта можно достигнуть посредством использования высокого уровня фотореактивного ингибитора, который преднамеренно замедляет реакцию. Этот высокий уровень инициатора вызывает сильное возбуждение поверхности, обусловленное концентрацией инициатора у поверхности. По самой своей природе он вначале вызывает отверждение поверхности, а затем с течением времени и продолжением воздействия светом - более глубокие области.
Третий аналогичный эффект можно получить, используя два разных фотореактивных инициатора, один из которых усиливает отверждение поверхности, а другой усиливает отверждение более глубоких слоев. Такие фотореактивные инициаторы хорошо известны и имеются в продаже.
Шестой аналогичный эффект можно получить, просто используя источник света, который по самой своей природе имеет интенсивность, достаточную только для медленного и методического отверждения сначала поверхностной корки или оболочки, а затем с течением времени отверждения все глубже и глубже. При этом способе длину волны и интенсивность не меняют. Однако важно обеспечить надлежащее уравновешивание интенсивности света от источника и ультрафиолетового реагирования, чтобы не происходило слишком глубокое и слишком быстрое отверждение.
Седьмой аналогичный эффект можно получить путем совместного использования теплового инициатора и фотореактивного инициатора, возбуждая вначале один или другой инициатор для образования оптической корки или оболочки, а затем возбуждая другой для достижения более глубокого отверждения.
Восьмой аналогичный эффект можно получить с помощью любой комбинации вышеупомянутых примеров, пока не образуется вначале оптическая корка или оболочка перед отверждением более глубоких слоев.
После надлежащего отверждения новую поверхность, добавленную таким способом к линзе, можно закаливать в воздушном термостате или путем погружения в горячую жидкую ванну.
Особенно для многофокального типа линз нашли, что если обеспечено дополнительное пространство в области многофокальной части полости формы, можно использовать получающиеся линзы меньшего размера. На каждую сторону многофокальной зоны полости помещают две распорки (ленты, маленькие кусочки материала, аналогичного материалу линзы, и так далее), имеющие примерно такую же толщину, как липкая лента. Это слегка увеличивает зазор между предварительно сформованной линзой и формой вблизи многофокальной зоны полости в форме. В результате во время процесса отверждения имеется достаточный объем многофокальной зоны линзы для избежания напряжений, которые в противном случае могут появиться на периферии границы раздела между линзой и формой. Эту особую технологию можно также использовать для обеспечения надлежащего слоя смолы в случае линз с высоким предписанием выше ±3,75 дптр оптической смолы.
Как известно в технике, многофокальную зону с дистанционной зоной линзы соединяет канал для образования того, что обычно называют "прогрессирующей" линзой. Увеличение зазора, как описано выше, можно использовать прогрессирующей зоной линзы, как в случае многофокального сегмента.
Этот зазор можно также получить путем формирования выступа у самого основания многофокальной зоны формы. Такой выступ образуется выемкой вдоль края формы для вмещения дополнительной смолы. Это лучше заметно на фиг. 4, на которой изображено поперечное сечение устройства линзы и формы. Ниже многофокальной зоны увеличен объем для принятия дополнительной смолы. Таким образом, когда смола распространяется после расположения линзы в форме, часть смолы остается в выемке. Это обеспечивает дополнительную смолу по периферии, гарантируя наличие дополнительного количества смолы для избежания появления вредных эффектов во время процесса отверждения, которые в противном случае делают периферийную часть линзы неприемлемой, требующей дополнительной обработки кромки и уменьшающей годную к использованию получающуюся линзу.
В другом варианте осуществления предварительно сформованную линзу делают большего размера, чем форма, для размещения определенных предписаний. В тех случаях, когда окончательная линза имеет овальную форму, предварительно сформованная линза должна иметь диаметр, равный или больше, чем наибольший диаметр окончательной линзы. Для этой цели форма должна иметь больший диаметр, равный 74 мм, а меньший диаметр, равный 70 мм, в виде овала. В этом случае предварительно сформованная линза имеет диаметр, равный по крайней мере 74 мм.
Это создает преимущество при регулировании линзы на требуемое предписание пациента. Предварительно сформованную линзу поворачивают относительно оси астигматизма, наносят метки для центрации и расстояния между зрачками (РМЗ). Затем обтачивают кромки линзы, образуя овал, концентрический с формой. Таким путем внешний периметр линзы согласуют с внешним периметром формы. Этапы отливки такие же, как описано выше, но при овальной конфигурации предварительно сформованной линзы и формы для размещения астигматизма. После завершения процесса отливки полностью обработанную линзу вынимают и обтачивают кромки для вставления в оправу.
Другой способ отверждения смолы, залитой на поверхность предварительно сформованной линзы, заключается в использовании нагревания в сочетании с УФ-светом. Известно, что это имеет несколько благоприятных эффектов. Такой способ усиливает связь между тонкой пленкой и предварительно сформованной линзой. Нагревание в дополнение к облучению ультрафиолетовым светом явно увеличивает молекулярную активность, вызывая лучшее взаимодействие на границе раздела между пленкой и линзой. Появляется большая вероятность того, что связь будет более однородной по всей поверхности линзы. Усиление связи отчасти вызвано увеличением пустот, которые проникают в поверхность пластмассовой линзы на микроуровне. Благодаря такому действию смола имеет большую возможность заполнить эти пустоты, усиливая тем самым связь между двумя элементами. Кроме того, полагают, что это сохраняет молекулы и цепи более подвижными на внешней поверхности, ближайшей к форме, усиливая таким образом такое положение, что чем более оптически чистая поверхность, тем она имеет большую равномерность и регулярность кривизны.
Часто во время отверждения заготовки линзы или предварительно сформованной линзы с формой их поворачивают с целью облегчения отверждения всей линзы. Однако даже этот способ может дать неровное отверждение. Нашли, что колебание может обеспечить лучшее отверждение, особенно у центра линзы. При вращении центр линзы может оказаться относительно неподвижным, что дает большую твердость в центре, чем в других местах. Колебание включает это застаивание, поскольку центр линзы движется с остальной линзой, вследствие чего исключается чрезмерно непропорциональное отверждение. Такое колебание можно использовать вместе с вращением и независимо от него.
Выше приведено описание способа наложения многофокальной зоны с тонким слоем на поверхность линзы, которая уже имеет нужную кривизну для конкретного предписания, предпочтительно для коррекции дистанционной линзы. Однако нашли, что при некоторых предписаниях предварительно сформованная линза должна иметь кривизну своей внешней формовочной поверхности, до некоторой степени отличающуюся от кривизны при ее дистанционной коррекции. Это происходит потому, что многофокальная зона требует очень много пластмассовой смолы, и эти преимущества тонкого слоя и аннулирование искажений могут уменьшиться или утратиться. Таким образом, необходимо выравнивание асимметрии.
Нашли, что в таких условиях конфигурация основы линзы должна быть такой, чтобы она могла непараллельно входить в полость формы. Для выполнения этого, конфигурацию, отличную от конфигурации формующей поверхности, приспосабливают для уменьшения объема, требуемого многофокальной зоной. Это, естественно, приводит к отличию поверхности формы от участка основы линзы на всем протяжении, как было описано выше. Тем не менее нашли, что в области линзы определенного предписания и с определенной кривизной это позволяет добавлять к основе линзы многофокальные зоны без вредных действий искажения, минимизируя в то же время добавляемую толщину.
Как показано на фиг. 12, форма линзы 100 с формующей поверхностью 102 имеет предварительно выбранную кривизну, которая в конечном итоге, при объединении с линзой одиночного зрительного восприятия, изгибается, в результате чего появляется участок дистанционой коррекции. Многофокальный участок 106 имеет достаточную оптическую силу для обеспечения основы предварительно сформованной линзы 104 с многофокальной размерностью. Можно видеть, что наружная поверхность 108 основы предварительно сформованной линзы 104 имеет кривизну, отличающуюся от кривизны формующей поверхности 102, даже в тех областях, где нет многофокальной зоны. Однако основа предварительно сформованной линзы 104 соответствует участку дистанционной коррекции формующей поверхности, когда завершают процесс формования.
При такой системе, как и раньше, смолу помещают в форму. Линзу формуют с целью получения офтальмологических свойств, так что при завершении отверждения полностью обработанная линза оказывается линзой, которую можно использовать в очках или других устройствах. Обработка поверхности не требуется, необходимо только обточить кромки и затем смонтировать в оправе очков. После помещения смолы в форму 100, основу линзы 104 просто кладут на верх формы 100 и дают возможность осуществлять формование посредством капиллярного действия смолы 100 по всей полости, образованной между основой линзы 104 и формой 100. Затем комбинацию основы линзы, смолы и формы отверждают, давая возможность смоле затвердеть. Когда система полностью затвердеет, основу линзы вынимают из формы вместе со сформованной линзой, имеющей дистанционную и многофокальную зоны с требуемыми офтальмологическими свойствами. Остается только довести или обточить кромки и поместить линзу в ее оправу.
В показанной на фиг. 12 системе предварительно сформованная линза расположена недалеко от центра формы, при нахождении краев линзы на большем расстоянии от формы, чем центра линзы. Альтернативный способ заключается в том, что один край линзы выравнивают с соседним с ним краем формы. Таким образом, пространство или расстояние между линзой и формой, как правило, увеличивается при удалении от местоположения выравнивания к противоположному краю. При этом способе можно лучше сохранять нужную связь между линзой и формой и исключать нежелательное перемещение во время процесса производства.
При использовании систем для изготовления линз, формуемых в процессе массового производства, можно также использовать заливку поверхности тонкими слоями. Например, в системе, где заготовки линз формуют посредством заливки материала под давлением методом впрыска, обычно лицевая часть линзы может иметь поверхность с известной оптической силой или кривизной, а тыльная поверхность пустая или не имеющая офтальмологических свойств. Используемая форма имеет нужную кривизну для лицевой поверхности линзы. В предпочтительном варианте осуществления кривизна позволяет обеспечивать многофокальную, прогрессирующую или асферическую лицевую поверхность. Смолу помещают в форму, а затем заготовку линзы, изготовленную заливкой материала в форму под давлением методом впрыска, прижимают к форме и вдавливают в нее, и оставляют ее лежать на смоле, чтобы смола растекалась по всей полости между поверхностью формы и поверхностью линзы. После того как система окажется в этом состоянии, ее далее отверждают до тех пор, пока смола достаточно затвердеет. Затем заготовку линзы вынимают вместе со смолой, затвердевшей на поверхности, имеющей внешнюю поверхность, соответствующую кривизне формы.
При наличии такой заготовки линзы после определения предписания остается только обработать начисто обратную сторону линзы с помощью стандартных приемов обработки поверхности, которые включают шлифование и полирование обратной поверхности до требуемой кривизны. Дополнительных усилий по обработке лицевой поверхности не требуется, поскольку в процессе формования создается поверхность линзы с оптическими свойствами. После обработки линзы до требуемой оптической силы и оптических свойств можно обточить ее кромки и смонтировать в оправу, выбираемую заказчиком. При этой системе значительно экономичнее производить, прописывать и продавать линзы с оптическими свойствами, чем при многих используемых прежних системах, поскольку данная система предлагает быстрый, легкий, эффективный и экономичный способ изготовления линз или плоских заготовок без необходимости содержать большое количество различного рода материальных запасов, полуобработанных заготовок линз.
Вышеприведенное описание отчасти касается различных покрытий, характеристики которых не зависят от процесса формовки. Раскрыто, что смолы с более высоким показателем преломления, добавленные к лицевой поверхности, снижают многофокальные кривые выступающей поверхности и общую толщину полностью обработанной линзы. Нашли, что благодаря использованию смолы с более высоким показателем преломления, чем показатель преломления обратной стороны линзы одиночного видения, толщина многофокального выступа в случае облицованной многофокальной или прогрессирующей поверхности будет меньше, линза оказывается косметически более привлекательной, облегчается отверждение линзы с офтальмологическими характеристиками. Процесс изготовления такой линзы аналогичен вышеописанному, но со смолой, имеющей более высокий показатель преломления.
Нашли, что при отверждении источником электромагнитных волн неровных толщин смолы, имеющей электромагнитные инициаторы, а не тепловые инициаторы, нагревание также играет очень важную роль в выравнивании уровней отверждения по всем неровным толщинам. Полагают, что нагревание возбуждает электромагнитные инициаторы, ослабляет цепи и позволяет проводить более глубокое и более ровное отверждение, даже если разные толщины смолы возбуждают одинаковым уровнем электромагнитной энергии. Обычно можно ожидать, что более толстые участки смолы, подвергаемые воздействию электромагнитной энергии одинаковой длины волны, одинаковой интенсивности и в течение одинакового интервала времени облучения, получают меньшее отверждение и меньшую твердость, чем более тонкие участки. Нашли, что благодаря использованию нагревания эти различия в отверждении можно значительно снизить.
Очень хорошим примером этого может служить многофокальная выпуклая форма, содержащая смолу и собранная с предварительно сформованной линзой, когда ее подвергают действию источника ультрафиолетового света среднего давления без нагрева, жесткость по Барколу (испытание на твердость) ее полностью обработанной поверхности составляет ±77 на дистанционном участке, где наносят слой толщиной ±0,06 мм. В многофокальной зоне, где добавляют слой толщиной ±0, 6 мм, величина барколовой жесткости может составлять до ±60 (Баркол), когда ее подвергают воздействию светом такой же длины волны, такой же интенсивности и в течение такого же интервала времени. Однако при применении нагревания примерно до температуры ±160oF во время цикла электромагнитного отверждения дополнительно к использованию источника электромагнитных волн проведенные Барколовы измерения показали примерно ±85 (Баркола) на дистанционном участке (добавленной тонкой секции) и примерно ±84 (Баркола) на многофокальном участке (или добавленной толстой секции). Эти результаты достигнуты в противоположность эксперименту без нагревания, в котором использовали ту же смолу, не имеющую тепловых инициаторов, при одинаковых всех других переменных, за исключением добавления нагрева.
Таким образом, добавление нагрева, который можно применять только в качестве примера, но не для ограничения конвекции, излучения, теплопроводности, СВЧ, инфракрасного, видимого света, термообработки, может ускорить процесс и обеспечить более ровное отверждение и более равномерную твердость по поверхности с неровными толщинами. Более того, по-видимому, при отверждении всей толщины линзы, нагрев, даже хотя и не используется тепловой инициатор, может облегчить осуществление более ровного отверждения на участках линзы, где толщина не постоянная.
Выше приведено подробное описание некоторых примеров осуществления настоящего изобретения. Их не следует рассматривать в качестве ограничения объема притязаний изобретения заявителя, которое определено прилагаемой формулой изобретения.
Реферат
Предложены сравнительно дешевые способы изготовления полуфабриката линзы, линзы (варианты) и полностью обработанной линзы (варианты), включающие обеспечение заготовки линзы 11, имеющей формующую поверхность заданной кривизны с оптическими свойствами и тыльную поверхность, предназначенную для шлифования и полирования на последующем этапе изготовления линзы. Заготовку линзы располагают относительно формы 13 с образованием узкой полости 14, 16 для формования внешней поверхности линзы с оптическими свойствами. В указанную полость подают смолу из материала с оптическими свойствами, содержащую инициатор, активируемый УФ-излучением. При этом смола по существу не содержит тепловых инициаторов. Затем осуществляют отверждение смолы с помощью подачи ультрафиолетового излучения и тепла. Тепло подают регулируемым образом для обеспечения выравнивания степени отверждения участков смолы, имеющих неодинаковую толщину. 6 с. и 18 з. п. ф-лы, 12 ил.

Комментарии