Способ изготовления монолитной структуры крыла с цельным профилем - RU2469854C2
Код документа: RU2469854C2
Чертежи














Описание
Настоящее изобретение относится к способу изготовления структуры крыла, имеющему характеристики, определенные в п.1 формулы изобретения.
Пример способа такого типа описан в ЕР 0582160. Целью этого способа является создание структурных компонентов из композитного материала, используя в качестве исходного материала волокно, такое как стекловолокно или углеродное волокно, предварительно пропитанное термореактивной смолой. Этот предварительно пропитанный материал наносят слоями на лекала, которым придана форма в соответствии с требованиями процесса. В частности, в ЕР 0582160 описан способ изготовления монолитных коробчатых структур, в которых панели из сырого, то есть еще неполимеризованного предварительно пропитанного материала собирают друг с другом посредством усиливающих элементов, или лонжеронов, также выполненных из сырого предварительно пропитанного материала, и структуру, сформированную таким образом, внутри структуры оболочки (т.е. в закрытой форме) затем вводят в автоклав для цикла полимеризации смолы, пропитывающей материал.
Этот способ подходит для изготовления структур крыла, таких как центральный короб многолонжеронного крыла. Передняя кромка и задняя кромка структуры крыла затем крепятся механически.
Способ такого типа позволяет уменьшить количество механических сборочных операций, тем самым снижая себестоимость производства и вес, добавляемый механическими соединительными элементами, и позволяет получить чистую аэродинамическую поверхность (другими словами, не содержащую соединительных элементов). Кроме того, в детали, изготовленной таким способом, снижаются риски, связанные с напряжением структуры и коррозией металлических деталей во время эксплуатации.
В WO 2004/000643 A и в US 6743594 B1 раскрываются способы изготовления, изложенные в ограничительной части п.1 формулы изобретения.
Целью настоящего изобретения является создания способа производства монолитной структуры крыла, в которой еще более сокращено количество механических сборочных операций для максимизации преимуществ, описанных выше.
Таким образом, согласно настоящему изобретению, предлагается способ изготовления структуры крыла, имеющий признаки, приведенные в п.1 формулы изобретения.
Этот способ может применяться для изготовления панелей, лонжеронов (без промежуточных ребер), передних кромок и задних кромок из композитного материала в монолитный узел процессом полимеризации всей структуры в закрытой форме. В результате формируется структура крыла с цельным профилем, другими словами, структура, образованная многолонжеронным, несущим нагрузку коробом с интегрированными передней кромкой и задней кромкой. Это сокращает до минимума все операции, относящиеся к механической сборке этих элементов, что дает преимущества, заключающиеся в снижении себестоимости и веса. Кроме того, резкое сокращение количества соединительных элементов и интеграция структуры короба, передней кромки и задней кромки в устройстве, которое точно определяет профиль, существенно снижет лобовое сопротивление и, вероятно, радарную сигнатуру компонента.
Предпочтительные варианты настоящего изобретения определены в зависимых пунктах формулы.
Согласно настоящему изобретению также предлагается структура крыла, произведенная способом по настоящему изобретению.
Далее следует описание некоторых предпочтительных, но не ограничивающих вариантов настоящего изобретения, со ссылками на приложенные чертежи, где:
Фиг.1 - упрощенный вид сверху структуры винглета, изготовленного способом по настоящему изобретению.
Фиг.2 - упрощенный вид в сечении структуры по фиг.1.
Фиг.3 - упрощенный вид в сечении участка обшивки нижней поверхности структуры по фиг.1, уложенной на верхнюю полуформу.
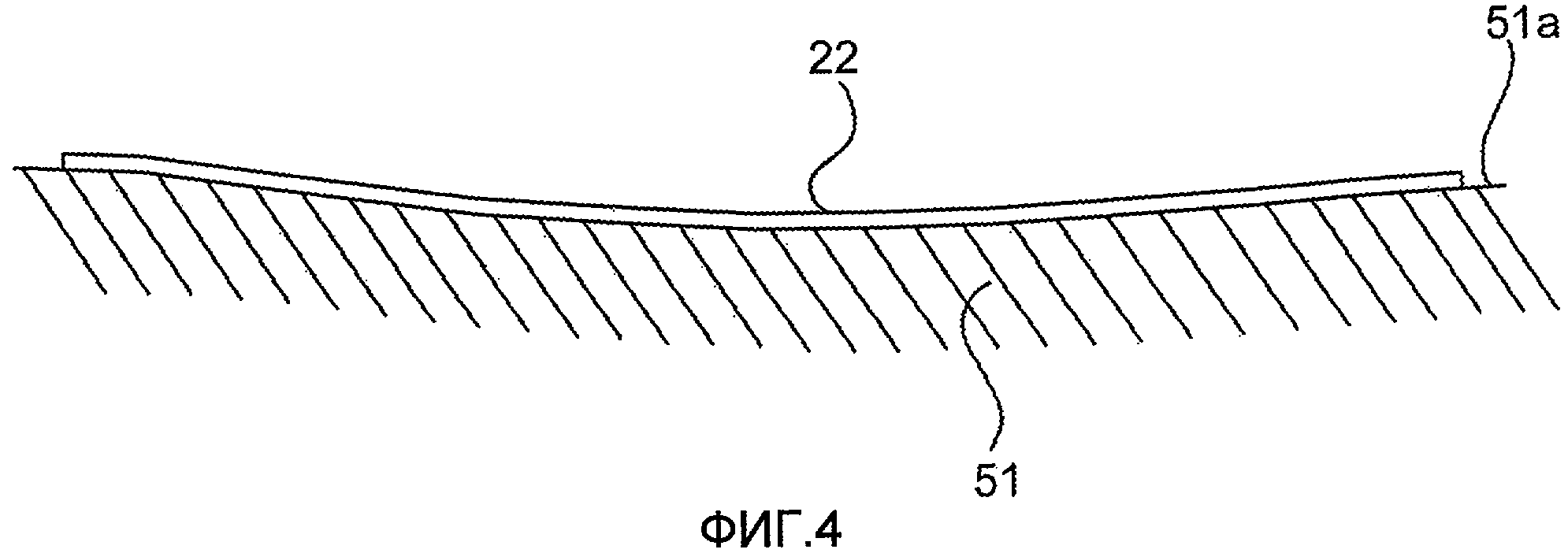
Фиг.4. - упрощенный вид в сечении участка обшивки верхней поверхности структуры по фиг.1, уложенной на нижнюю полуформу.
Фиг.5 - упрощенный вид сверху элемента жесткости с сотовой ячеистой структурой обшивки структуры по фиг.1.
Фиг.6 - схематическое сечение, иллюстрирующее элемент жесткости по фиг.5 на подготовительном этапе.
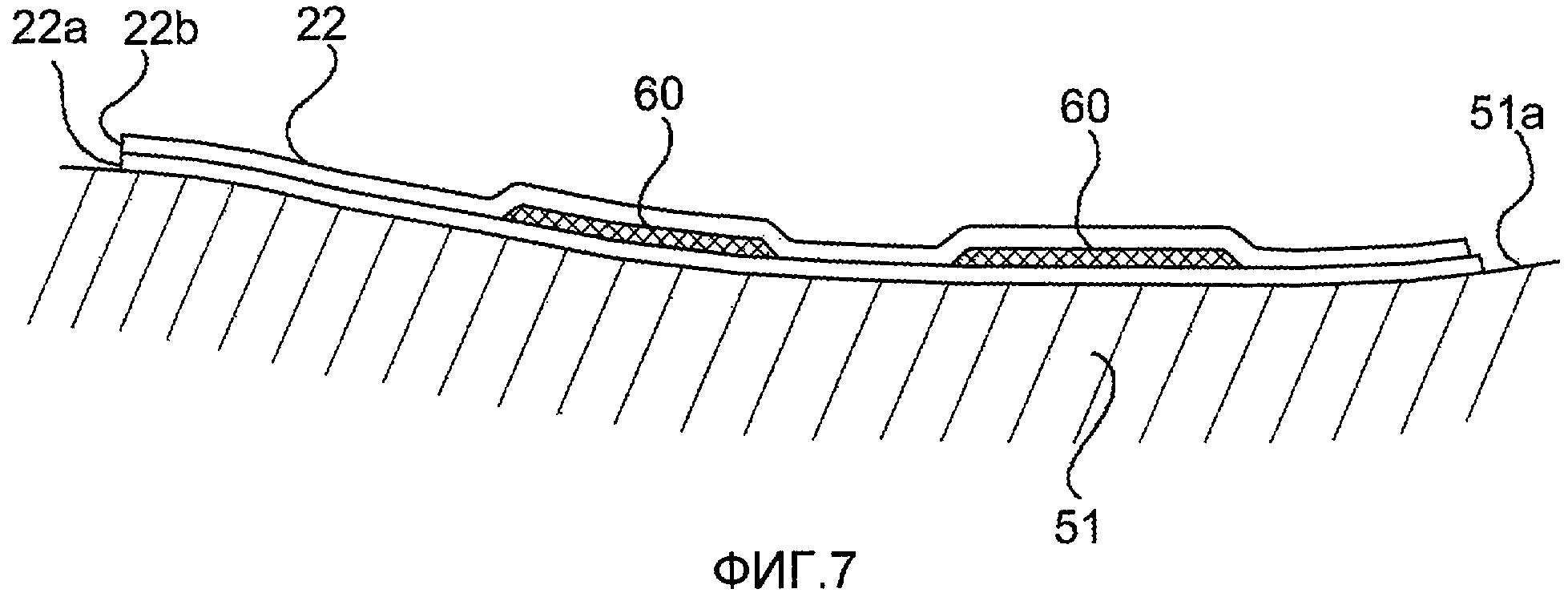
Фиг.7 - упрощенное сечение участка обшивки верхней поверхности по фиг.4, в которую вставлены элементы жесткости, относящиеся к типу, показанному на фиг.5.
Фиг.8 - упрощенный вид в сечении передней кромки структуры по фиг.1, уложенной на имеющее определенную форму устройство.
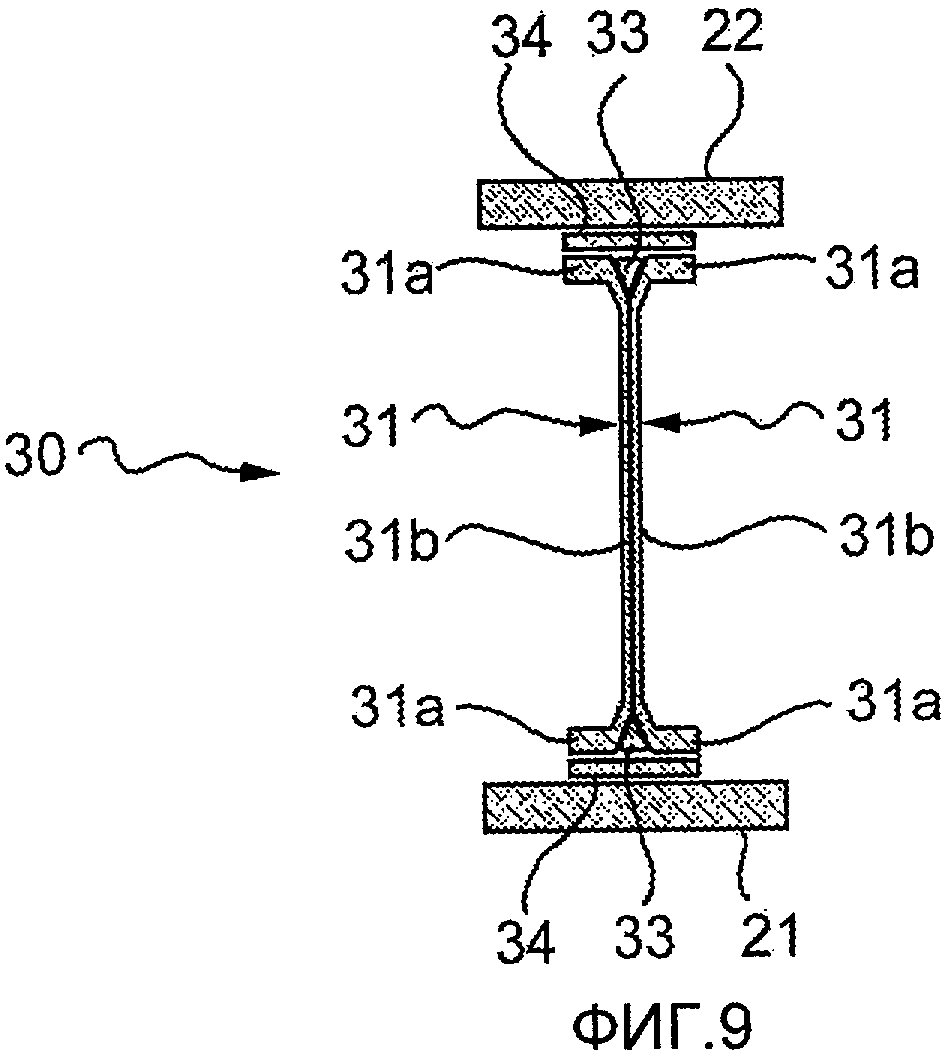
Фиг.9 - сечение детали лонжерона по фиг.1.
Фиг.10а - 10d - этапы изготовления лонжерона по фиг.9.
Фиг.11 - частичное сечение в увеличенном масштабе зоны передней кромки структуры по фиг.1.
Фиг.12 - частичное схематическое сечение зоны задней кромки структуры по фиг.1.
Фиг.13 - структура по фиг.1 в форме, которая закрыта для проведения цикла полимеризации.
Фиг.14 - частичное сечение в увеличенном масштабе сегмента структуры по фиг.1 по линии XIV-XIV.
На фиг.1 и 2 показана структура 10 крыла, произведенная способом по настоящему изобретению. Для целей настоящего изобретения термин "крыло" означает любой аэродинамический элемент в форме крыла, например собственно крыло, стабилизатор, винглет, руль направления и т.п.
Для упрощения, однако, в настоящем описании будут приводиться ссылки на винглет. Структура 10 винглета таким образом содержит внешнюю обшивку 20, образованную участком 21 обшивки нижней поверхности, участком 22 обшивки верхней поверхности, расположенной над ней, и участком 23 передней кромки и участком 24 задней кромки, которые соединяют друг с другом участок 21 обшивки нижней поверхности и участок 22 обшивки верхней поверхности на их концах, таким образом образуя профиль структуры 10.
Структура 10 винглета относится к многолонжеронному типу и, следовательно, содержит множество лонжеронов 30, которые проходят в направлении протяжения структуры 10 и соединяют участок 21 обшивки нижней поверхности и участок 22 обшивки верхней поверхности для формирования коробчатой структуры.
В положении участка 24 обшивки задней кромки участок 21 обшивки нижней поверхности и участок 22 обшивки верхней поверхности соединены клиновидным телом 40 из пеннопластического материала.
Вся наружная обшивка 20 и лонжероны 30 выполнены путем соединения слоев предварительно пропитанного материала, используя процессы, описанные ниже. Предпочтительно, предварительно пропитанный материал имеет матрицу из эпоксидной смолы, армированную волокнами углерода. Для целей настоящего описания термин "предварительно пропитанный материал" означает обычный полуфабрикат, содержащий армирующие волокна и матрицу из смолы, в которую внедрены эти волокна. Волокна могут располагаться в разных конфигурациях, например, однонаправленным слоем, двумя слоями с ориентацией, отличающейся одна от другой, или в форме ткани. Предварительно пропитанный материал, в основном, изготовлен в форме ленты и намотан на бобины.
Таким образом, предварительно пропитанный материал заранее разрезают до нужного размера для подготовки различных компонентов структуры 10.
На фиг.3, 4, 7 и 13 показано устройство 50 оболочечного типа, содержащее первую и вторую полуформы 51 и 52 для изготовления структуры 10. На этапе укладки предварительно пропитанного материала вторую полуформу 52 располагают так, чтобы она была обращена вверх, как показано на фиг.3. На последующем этапе полимеризации вторую полуформу 52 переворачивают и устанавливают поверх первой полуформы 51, как показано на фиг.13. В частности, соединительная линия полуформ 51 и 52 должна быть достаточно точной, чтобы не иметь никаких разрывов, что позволяет получить контролируемую аэродинамическую поверхность без каких-либо ступеней. Оболочечное устройство 50 выполнено в соответствии с содержанием патента ЕР 0582160, упомянутого выше.
Полуформам 51 и 52 придана такая форма, чтобы придать нужный профиль уложенному на них материалу, и таким образом они имеют соответствующие поверхности 51а и 52а формы, которые воспроизводят требуемую форму, придаваемую соответственно, участку 22 обшивки верхней поверхности и участку 21 обшивки нижней поверхности.
Полуформы 51 и 52 и, в частности, поверхности 51а и 52а формы предназначены для обычного использования в чистой комнате в условиях контролируемой температуры и влажности для последовательного наложения (наслоения) множества слоев предварительно пропитанного материала так, чтобы получить слоистую структуру. Более конкретно участок 22 обшивки верхней поверхности формируют на поверхности 51а формы, а участок 21 обшивки нижней поверхности формируют на другой формирующей поверхности 52а.
Поверхности 51а и 52а формы таким образом должны быть обработаны антиадгезивом для форм или должны быть покрыты антиадгезивной пленкой для облегчения отделения готовой детали от поверхностей 51а и 52а формы по окончании цикла полимеризации.
Для уменьшения веса до минимума при сохранении максимальной жесткости участок 21 обшивки нижней поверхности и участок 22 обшивки верхней поверхности формируют так, чтобы создать «сэндвич»-конфигурацию, с сердечником, образованным элементами 60 жесткости, выполненными из материала с сотовой структурой, показанными на фиг.1, 5-7 и 14. Предпочтительно, материал с сотовой структурой выполнен из Nomex®, например изделия HRH-10 компании Hexcel Corp., Stamford, Connecticut, USA.
На фиг.1 показано расположение элементов 60 жесткости на обшивке 21 нижней поверхности и на обшивки 22 верхней поверхности. Эти элементы 60 расположены в зонах, подверженных наибольшим нагрузкам. В показанном примере элементы 60 жесткости имеют разный размер, имеются в количестве четырех штук и расположены, если смотреть сверху, между соседними лонжеронами 30. Элементы 60 жесткости выполнены путем обработки сотового материала так, чтобы получить тело 61, как показано на фиг.5, с трапецеидальным сечением.
Поскольку сотовый материал Nomex®, из которого выполнены элементы 60 жесткости, не способен выдерживать давления, используемые для цикла окончательной полимеризации структуры 10, их подвергают процессу предварительной стабилизации. В результате этого процесса стабилизации получают «сэндвич»-структуру, показанную на фиг.6, которой на верхнюю грань 61а и нижнюю грань 61b тела 61 нанесены пленка эпоксидного клея 63, слой 62 предварительно пропитанной ткани из углеродного волокна и слой 65 отсоединяемой ткани.
Эту «сэндвич»-структуру подвергают циклу стабилизирующей полимеризации в автоклаве в вакуумном мешке для стабилизации адгезии слоев 62 предварительно пропитанной ткани из углеродного волокна к сотовому телу 61. В одном примере подходящего цикла для упомянутых материалов «сэндвич» выдерживают при температуре 180оС и давлении 3 бар в течение 60-90 минут.
Подготовка «сэндвич»-структуры для полимеризации/стабилизации также включает, как обычно, связывание слоев 62 ткани из волокон углерода с устройством для наслоения (не показано), используя полосы материала 64 с периметрической вентиляцией (сухое стекловолокно) и наложение внешних снимающихся слоев 65 ткани. Понятно, что такое связывание может осуществляться альтернативными процедурами, например процедурой "шероховатой полосы" (соединительной полосы), при которой к форме крепят металлические полосы, и поверхность этих полос имеет шероховатые участки, с которыми связывается предварительно пропитанная ткань.
После такой стабилизации элементы 60 жесткости затем разрезают и придают им такую форму, чтобы их можно было вставить внутрь участка 22 обшивки верхней поверхности и участка 21 обшивки нижней поверхности, как показано на фиг.1 и 7, которые относятся только к участку 22 обшивки верхней поверхности. Для этого первую часть 22а слоев предварительно пропитанного материала укладывают на полуформу 51; затем в заранее определенные положения укладывают элементы 60 жесткости; и, наконец, наслоение слоев предварительно пропитанного материала завершают, укладывая вторую часть 22b этих слоев так, чтобы покрыть элементы 60 жесткости. Процедура для участка 21 обшивки нижней поверхности идентична.
Участок 21 обшивки нижней поверхности и участок 22 обшивки верхней поверхности, полученные для использования в описанных выше этапах процесса, являются "сырыми", т.е. матрица смолы составляющего предварительно пропитанного материала еще не полимеризовалась.
Во время укладки слоев участков 21 и 22 обшивки между разными слоями можно применять датчики контроля, например, такие, которые описаны в WO 95/24614 и US 5493390. Таким образом можно вставить оптоволоконные датчики с решетками Брэгга, которые встраиваются в критических зонах структуры для контроля собственной деформации структуры 10 во время структурных испытаний. Поэтому применяя такую проверку, датчики можно использовать для контроля состояния структуры на протяжении всего срока службы этой структуры, при этом датчики могут показать состояние усталости, что позволяет проводить операции предупредительного обслуживания и/или ремонта.
На фиг.8 показано имеющее определенную форму устройство 80 для изготовления участка 23 обшивки передней кромки. Это устройство 80 имеет форму, предназначенную для придания требуемого профиля материалу, который укладывается на него и, следовательно, имеет формующую поверхность 80а, которая воспроизводит требуемую форму, придаваемую участку 23 обшивки передней кромки.
Имеющее определенную форму устройство 80 и более конкретно формующая поверхность 80а подготовлена обычным образом в условиях чистой комнаты при контролируемых условиях температуры и давления, для последовательного нанесения (наслаивания) множества слоев предварительно пропитанного материала для получения слоистой структуры, образующей участок 23 обшивки передней кромки. Этапы уплотнения с использованием вакуумного мешка можно осуществлять между этапами нанесения слоев. Участок 23 обшивки передней кромки, изготовленный для использования в этапах описанного выше процесса, является "сырым", другими словами, матрица смолы образующего этот участок предварительно пропитанного материала еще не полимеризовалась.
На фиг.9 показано сечение детали одного из лонжеронов структуры 10 по фиг.1. Этот лонжерон 30 содержит два полулонжерона 31, образованных С-образными элементами, соединенными друг с другом своими центральными спинками 31b, а их концевые полки 31а отогнуты так, чтобы в комбинации образовать двутавровую структуру. Между спинками и полками этих секций, вдоль двух продольных углублений, расположенных на соединительных зонах, наложены вставки 33 треугольного сечения. Наконец, на концах секций лонжерона установлены закрывающие полосы 34, закрывающие углубления, в которые заранее были установлены вставки 33.
На фиг.10а-10d показаны этапы примера процесса изготовления лонжерона 30 обычного типа. Тип процесса, используемого для производства лонжерона, и конкретная форма лонжерона не являются существенными признаками настоящего изобретения. Существенным признаком, однако, является то, что лонжерон 30, изготовленный для использования на этапах вышеописанного процесса, должен быть "сырым", другими словами, матрица смолы образующего его предварительно пропитанного материала должна быть еще не полимеризована.
На фиг.10а показан этап процесса, на котором из тонкого листа совершенно плоского предварительно пропитанного материала 31' получают С-образный полулонжерон 31. Формующее устройство, в целом обозначенное позицией 90, содержит удлиненную оправку 91, в целом прямоугольного сечения, одна сторона которой лежит на жесткой плоской плите 92. Тонкий лист из предварительно пропитанного материала 31' сначала укладывают на оправку 91, которую вводят в устройство высокотемпературного формообразования, оснащенное инфракрасными лампами 94, которые нагревают лист для такой температуры, что слои предварительно пропитанного материала начинают скользить относительно друг друга во время операции гибки фланцев (другими словами, концевых полок) без образования морщин. Когда достигается требуемая температура, прилагается разрежение, используя вакуумный клапан 101 (фиг.10а). Вакуумный мешок 95, надетый на тонкий лист 31' и герметизированный относительно плиты 92, под действием разрежения усаживается вниз, отжимая вниз "полки" листа 31' и воспроизводя форму оправки 91. Таким способом каждому исходному тонкому листу 31' высокотемпературным формообразованием придают С-образную форму.
По завершении горячего формообразования двух сырых С-образных полулонжеронов на зоны соединения между спинками 31b и полками 31а этих полулонжеронов наносят полосу 96 клея, по всей длине этих полулонжеронов. Затем два полулонжерона накладывают друг на друга, как показано на фиг.10b.
Как показано на фиг.10с, затем вдоль двух продольных углублений, расположенных в зонах соединения между спинками и полками полулонжеронов, устанавливают вставки 33, сформированные из ленты предварительно пропитанного материала. Для того чтобы закрыть каждую вставку 33, наносят слой клея 98.
Затем наносят закрывающие полосы, выполненные из слоистого предварительно пропитанного материала, как показано на фиг.10d. Наконец, лонжерон 30 уплотняют, используя вакуумный мешок.
Клиновидное тело из легкого пенопластического материала, показанное на фиг.2, обрабатывают отдельно. Предпочтительно, клиновидное тело 40 изготавливают из вспененного материала с закрытыми порами, например Rohacell® 51 WF, выпускаемого компанией Degussa GmbH, Дюссельдорф, Германия. По причинам, которые будут описаны ниже, клиновидное тело 40 обрабатывают так, чтобы его высота была больше номинального размера, который оно имеет внутри готовой структуры.
Сырые компоненты структуры 10, изготовленные на этапах процесса, описанных выше, затем собирают на первой полуформе 51, на которой уже лежит участок 22 обшивки верхней поверхности. В частности, участок 23 обшивки передней кромки переносят на опорный элемент 100, расположенный на одной стороне участка 22 обшивки верхней поверхности, так, чтобы соединить ее с участком 23 обшивки передней кромки. Лонжероны 30 также устанавливают вместе с поддерживающими элементами 100, на которые их заранее перенесли, и на противоположной стороне устанавливают клиновидное тело 40 и крепят его к участку 22 обшивки верхней поверхности пленкой клея 99, как показано на фиг.12. Положение опорных элементов 100 относительно участка 23 передней кромки и относительно лонжеронов 30 регулируют концевыми втулками (не показаны), которые прикреплены к опорным элементам 100 и которые сцепляются с эталонными кремальерами (не показаны), прикрепленными к форме 51. Опорные элементы 100 служат для поддержки еще неполимеризованного предварительно пропитанного материала компонентов, которые они поддерживают. Опорные элементы 100 покрыты трубчатыми вакуумными мешками, как предусмотрено в патенте ЕР 0582160.
Когда перечисленные выше компоненты установлены на первой полуформе 51, вторую полуформу 52 переворачивают и устанавливают на первой полуформе 51 так, чтобы установить сырой участок 21 обшивки нижней поверхности на лонжероны 30 и на опорные элементы 100 так, чтобы получить сырую структуру 10 крыла в конфигурации, показанной на фиг. 13.
Дополнительно установка второй полуформы 52 заставляет участок 21 обшивки нижней поверхности соединиться с участком 23 обшивки передней кромки и заставляет часть участка 21 обшивки нижней поверхности лечь на клиновидное тело 40, которое уже установлено на участке 22 обшивки верхней поверхности. Таким образом завершается формирование наружной обшивки 20 структуры 10.
Для обеспечения непрерывности наружной обшивки 20 ее части предпочтительно соединяют соединением со швами вразбежку. На фиг.11 показана часть структуры 10 у передней кромки. Как можно увидеть, слои участка 23 обшивки передней кромки наложены друг на друга так, что они заканчиваются не в одной точке, а в нескольких точках, образуя кромки 23а и 23b ступенчатого профиля. Таким же образом слои участка 22 обшивки верхней поверхности и участка 21 обшивки нижней поверхности наложены друг на друга таким образом, чтобы сформировать кромки 21а и 22b ступенчатого профиля, которые являются ответными кромкам 23а и 23b, соответственно участка 23 обшивки передней кромки, с которыми они соединены.
Швы вразбежку также применяются для соединения лонжеронов 30 посредством их концевых полок и покрывающих полос 34, как показано на фиг.14. Во избежание прерывистости в зонах стыков между одним лонжероном 30 и другим также используются швы 31g и 34g вразбежку.
Как указано выше, клиновидное тело 40 вставлено между участком 21 обшивки нижней поверхности и участком 22 обшивки верхней поверхности.
Как пояснялось выше, клиновидное тело 40 имеет вертикальную толщину большую, чем ее номинальный размер. Это приводит к тому, что задняя кромка структуры 10 уплотняется взаимным сжатием между неполимеризованными слоями участка 22 обшивки верхней поверхности и участка 21 обшивки нижней поверхности и клиновидным телом 40 из-за силы смыкания оболочечного устройства 50. Такое тело может создавать необходимое реактивное давление на обшивки, только если оно сминается и приводится от увеличенного калиброванным образом размера к номинальному размеру.
Для этого клиновидное тело 40 обрабатывают с допуском, равным процентному отношению толщины полимеризованных слоев, и его высота таким образом увеличивается на величину, которая меняется в соответствии с толщиной участка 21 обшивки нижней поверхности и участка 22 обшивки верхней поверхности. Это увеличение процентного отношения было найдено изобретателями экспериментальным путем, используя указанные выше материалы, и составляет приблизительно 20%, которое зависит от коэффициента увеличения неполимеризованных слоев относительно толщины полимеризованных слоев.
Сырую структуру 10, полученную на вышеописанных этапах и помещенную в оболочечное устройство 50, затем помещают в автоклав (не показан) для проведения цикла окончательной полимеризации для консолидации участка 21 обшивки нижней поверхности, участка 22 обшивки верхней поверхности, участка 23 обшивки передней кромки и лонжеронов 30 и одновременного отвердения (совместного отвердения) различных компонентов.
Внутри автоклава, в наибольшей части структуры 10, показанной позицией I, с помощью трубчатых вакуумных мешков, выполненных по патенту ЕР 0582160, к сырым компонентам прилагается давление, а в части II давление создается реакцией на сдавливание клиновидного тела 40, как пояснялось выше. Если предварительно пропитанный материал является углеродным волокном/смолой, максимальное давление цикла полимеризации составляет 6 бар, а максимальная температура 180°С.
Реферат
Изобретение относится к способу изготовления структуры крыла. Множество слоев предварительно пропитанного материала укладывают на первую полуформу и на вторую полуформу для формирования первой сырой обшивки и второй сырой обшивки структуры крыла. Множество слоев предварительно пропитанного материала последовательно укладывают на имеющее определенную форму устройство для получения сырой обшивки передней кромки. Из предварительно пропитанного материала формируют сырые лонжероны. Из пенопластического материала формируют клиновидное тело, предназначенное для установки между первой и второй сырыми обшивками на задней кромке структуры крыла. Сырые лонжероны координированно устанавливают на первую сырую обшивку, при этом рядом с лонжеронами устанавливают съемные опорные элементы. Вторую полуформу переворачивают и устанавливают на первую полуформу для помещения второй сырой обшивки на лонжероны и опорные средства для получения сырой структуры крыла. Сырую структуру крыла подвергают циклу полимеризации, используя вакуумный мешок. Изобретение позволяет сократить количество механических сборочных операций. 2 н. и 3 з.п. ф-лы, 17 ил.
Формула
последовательно укладывают на первую полуформу (51) множество слоев предварительно пропитанного материала для формирования первой сырой обшивки (22) упомянутой структуры крыла,
последовательно укладывают на вторую полуформу (52) множество слоев предварительно пропитанного материала для формирования второй сырой обшивки (21) упомянутой структуры крыла,
формируют множество сырых лонжеронов (30), каждый из упомянутых лонжеронов содержит множество слоев предварительно пропитанного материала,
координировано позиционируют упомянутые сырые лонжероны на первую сырую обшивку (21), используя съемные опорные элементы (100), на которых лонжероны были заранее установлены,
переворачивают второю полуформу и помещают ее на первую полуформу для позиционирования упомянутой второй сырой обшивки на лонжеронах и опорных средствах для получения сырой структуры крыла,
подвергают сырую структуру крыла циклу полимеризации, используя вакуумный мешок,
последовательно укладывают на имеющее определенную форму устройство (80) множество слоев предварительно пропитанного материала для формирования сырой обшивки (23) передней кромки структуры крыла, формируют клиновидное тело (40) из легкого пенопластического материала, при этом клиновидное тело предназначено для установки между первой и второй обшивками на задней кромке упомянутой структуры крыла,
по завершении этапа установки сырых лонжеронов на первую сырую обшивку (21), позиционируют клиновидное тело на первой сырой обшивке так, чтобы при установке второй сырой обшивки на лонжероны, сырая обшивка передней кромки соединялась с первой и второй сырыми обшивками, а клиновидное тело размещалось между первой и второй сырыми обшивками,
так, чтобы получить в конце цикла полимеризации структуру крыла с контролируемым цельным профилем, не содержащим механических соединительных элементов;
отличающийся тем, что при обработке клиновидного тела (40) ему придают высоту, превышающую номинальный размер, который оно имеет внутри упомянутой структуры в конце полимеризации.
Комментарии