Способ изготовления листа термопластичного материала, по меньшей мере, с одной выровненной кромкой, устройство, а также система обработки кромок - RU2363579C2
Код документа: RU2363579C2
Чертежи
Описание
Изобретение касается способа изготовления листа термопластичного материала, по меньшей мере, с одной выровненной кромкой с признаками ограничительной части пункта 1 формулы изобретения.
Интегральные пенопластовые листы из сердцевины из вспененной пластмассы и непроницаемых, выровненных поверхностей известны. Поверхности могут изготавливаться свободными от пор и с сильным блеском посредством экструзии, например, непластифицированного ПВХ и использоваться для разнообразного назначения. Преимущество заключается в особенности в незначительной плотности листа, которая посредством пористой сердцевины снижается.
Разумеется, ширина листов при экструзии варьируется, так что края для определенных областей применения, в которых важны плоские кромочные плоскости и точные кромочные радиусы, должны быть вдоль обрезаны, чтобы получить желаемую ширину листов. Полученная таким образом кромка хотя изготовлена точной и прямой, однако является слоистой конструкцией, учитывая в особенности крупнопористую сердцевину, что по сравнению с выровненными непроницаемыми поверхностями листа создает искажения. Наряду с этим в крупных порах обрезных кромок могут осаждаться грязь и бактерии, что как раз в предпочтительных областях применения пенопластовых листов, таких как санитарные области, медицинская техника и спасательные суда, является вредным.
Также в массивных пластмассовых листах кромки после обрезки не всегда являются свободными от заусенцев и гладкими.
Заготовки листов поэтому часто должны быть встроены так, чтобы обрезные кромки не были очевидны, например, вследствие того, чтобы они своими кромками встраивались в профиль.
Поэтому задачей является усовершенствование способа экструзии листа термопластичного материала, в особенности пенопластового листа, вышеуказанного рода с тем, чтобы листы, по меньшей мере, на одной кромке были уплотненными и/или выровненными.
Поставленная задача решается благодаря тому, что кромка полотна после калибровки нагревается, по меньшей мере, до температуры плавления и одновременно боковая область поверхности (краевая область) поддерживается путем охлаждения при температуре ниже температуры размягчения.
Особенное преимущество изобретения состоит в получении точной и однородной кромки посредством одновременного охлаждения боковой поверхности пластмассового листа во время расплавления торцевой плоскости.
Расплавление вместе с незначительным прижимным усилием выравнивающего устройства способствует точному формованию кромки, которая определяется контуром выравнивающего устройства. Имеющиеся неровности, такие как бороздки, устраняются.
Интеграция этапов способа согласно изобретению в обычный способ экструзии ведет к продольному вытягиванию начинающей плавиться кромки на торцевой стороне выравнивающего устройства с протягиванием и таким образом к очень ровной кромке.
Посредством охлаждения стабильность формы в области края листа продолжает сохраняться несмотря на расплавление кромки. Коробления, искривления или прочие повреждения ровных больших поверхностей листов таким образом предотвращаются.
Далее изобретение касается подходящего для осуществления способа выравнивающего устройства для получения кромки листа термопластичного материала с признаками пункта 5 формулы изобретения.
В качестве направляющего паза здесь определена конфигурация, которая прижимается к кромке, предназначенной для выравнивания, и в которую одновременно направляются боковые области поверхности листа. Этот направляющий паз может быть помещен в металлический корпус. Он, однако, может быть выполнен, например, также из трех прямоугольных подогнанных друг к другу штампов для торцевых плоскостей и двух боковых плоскостей, которые в другом способе связаны друг с другом. Существенной является только U-образная конфигурация трех названных плоскостей, внутрь которых направлен лист.
Чтобы воспрепятствовать теплопроводности внутри выравнивающего устройства как можно дольше, может быть предусмотрен в каждом случае между нагревательным и охлаждающим средствами или в каждом случае между торцевой плоскостью и боковой плоскостью, по меньшей мере, один изолирующий слой.
Особенно предпочтительным является, если между областью поперечного сечения, в которой расположено нагревательное средство, и областью поперечного сечения, в которой расположено охлаждающее средство, в каждом случае предусмотрена, по меньшей мере, одна изолирующая область, которая образована направляющим пазом и отверстием, которое распространяется на большую часть длины выравнивающего устройства.
Воздушная прослойка, находящаяся в направляющем пазе или отверстии, блокирует последующую передачу тепла, так что потери тепла в области нагрева по существу определяются сильно пониженными тепловыми потоками, которые проходят через соединительную поперечину между областью нагрева и охлаждения. Для области нагрева вместе с тем необходимо немного тепловой энергии и для области охлаждения - немного энергии для термостатирования охлаждающего средства. Кроме того, на обрабатываемых кромках пластмассового листа создан больший температурный градиент, так что стабильность формы охлажденной боковой области поверхности возрастает, и одновременно посредством увеличенной подачи тепла в кромки ускоряется расплавление. Посредством улучшенного охлаждения соседних областей расплавленная пластмасса на кромках затвердевает снова настолько быстро, что изменения формы после прохождения выравнивающего устройства исключаются.
В качестве нагревающего средства может быть предусмотрен канал нагрева, по которому протекает нагретая жидкость, например масло. В жидкости вне устройства может точно поддерживаться температура, так что подача тепла в область нагрева поддается определению.
Альтернативно нагревающее средство выполнено посредством, по меньшей мере, одного электрического нагревательного патрона. Таким образом, по сравнению с нагревом жидкостями с равномерной температурой обеспечивается преимущество в улучшенном и более быстром регулировании температуры. Поскольку нагревательный патрон встраивается через отверстие в выравнивающем устройстве, не возникает никаких непосредственных потерь тепла нагревающего средства в окружающую среду.
Оказалось особенно благоприятным, когда нагревающее средство проходит через 0,4 до 0,6-кратную длину выравнивающего устройства. При нагревании только приблизительно свыше половины длины выравнивающего устройства остается приблизительно в такой же степени длинная область в выравнивающем устройстве, которая хотя охлаждается, но не нагревается более, и таким образом возможно охлаждение термопластичного материала до температуры ниже температуры размягчения, в то время как кромка еще проходит в направляющем пазе выравнивающего устройства и, кроме того, калибруется.
В качестве охлаждающего средства, в частности, предусмотрены каналы охлаждения, по которым течет охлаждающая жидкость, в особенности вода.
Предпочтительно каналы охлаждения питаются от общей подающей линии охлаждающей жидкости, так что может устанавливаться одинаковый температурный уровень в боковой области на верхней и нижней стороне пластмассового листа. К тому же поперечное сечение выравнивающего устройства должно быть выполнено возможно зеркально симметрично, во всяком случае относительно области поперечного сечения для охлаждения.
Чтобы последующую обработку образующейся заготовки листа также можно было провести независимо от экструзии бесконечных пластмассовых плит, далее предлагается система обработки кромки с признаками пунктов 15 или 16 формулы изобретения.
Заготовка листа при этом или согласно первому варианту осуществления фиксируется на подвижном ползуне направляющего устройства и через неподвижно установленное выравнивающее устройство насквозь протягивается.
Согласно второму варианту осуществления пластмассовый лист неподвижно фиксируется и с помощью подвижного выравнивающего устройства, которое движется вдоль кромки, далее обрабатывается.
Предпочтительно предусмотрены два выравнивающих устройства, которые установлены зеркально относительно направления движения. Таким способом можно одновременно обработать две противоположные параллельные кромки. Это касается не только прямоугольной заготовки, но и также многоугольной заготовки с четным числом кромок.
Предпочтительно также, если ползун, на котором фиксируется лист, или ползун, который поддерживает, по меньшей мере, одно выравнивающее устройство, снабжен вращающим устройством. Таким образом возможно, только с одним выравнивающим устройством или парой зеркально расположенных друг против друга выравнивающих устройств обработать все кромки друг за другом без перезакрепления заготовки пластмассового листа, посредством автоматического программного управления.
Чтобы можно было обрабатывать не только квадратную заготовку, но и также прямоугольную, предпочтительно предусмотрено еще одно регулирующее устройство, действующее поперек оси симметрии пластмассового листа, по меньшей мере, для одного выравнивающего устройства. Тем самым выравнивающее устройство может автоматически перемещаться и быть подогнано к переменному отрезку кромки после вращения заготовки.
Изобретение далее подробно объясняется со ссылками на чертежи. На чертежах, в частности, изображено:
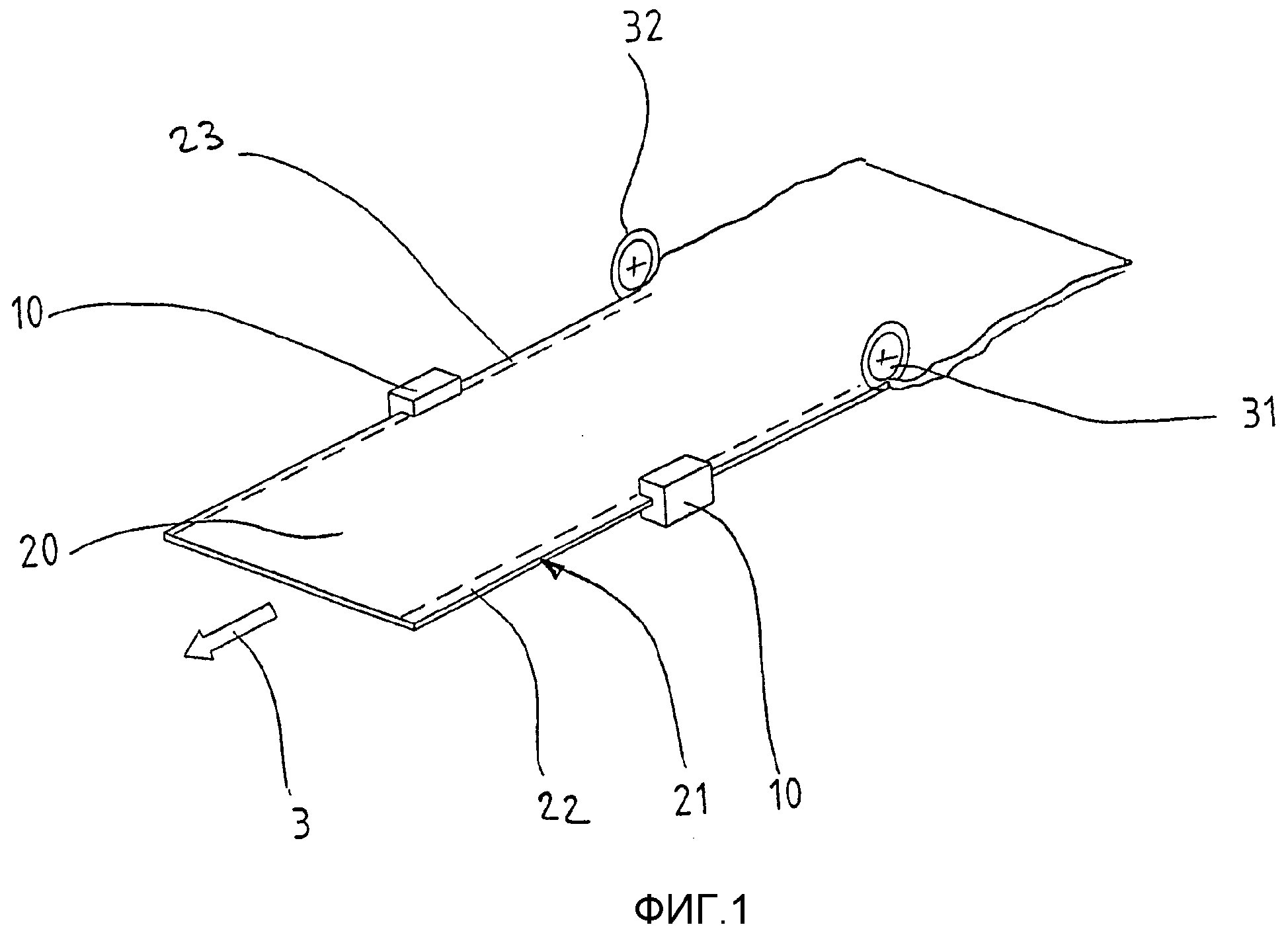
Фиг.1 - часть устройства для изготовления пластмассового листа в схематичном виде в перспективе;
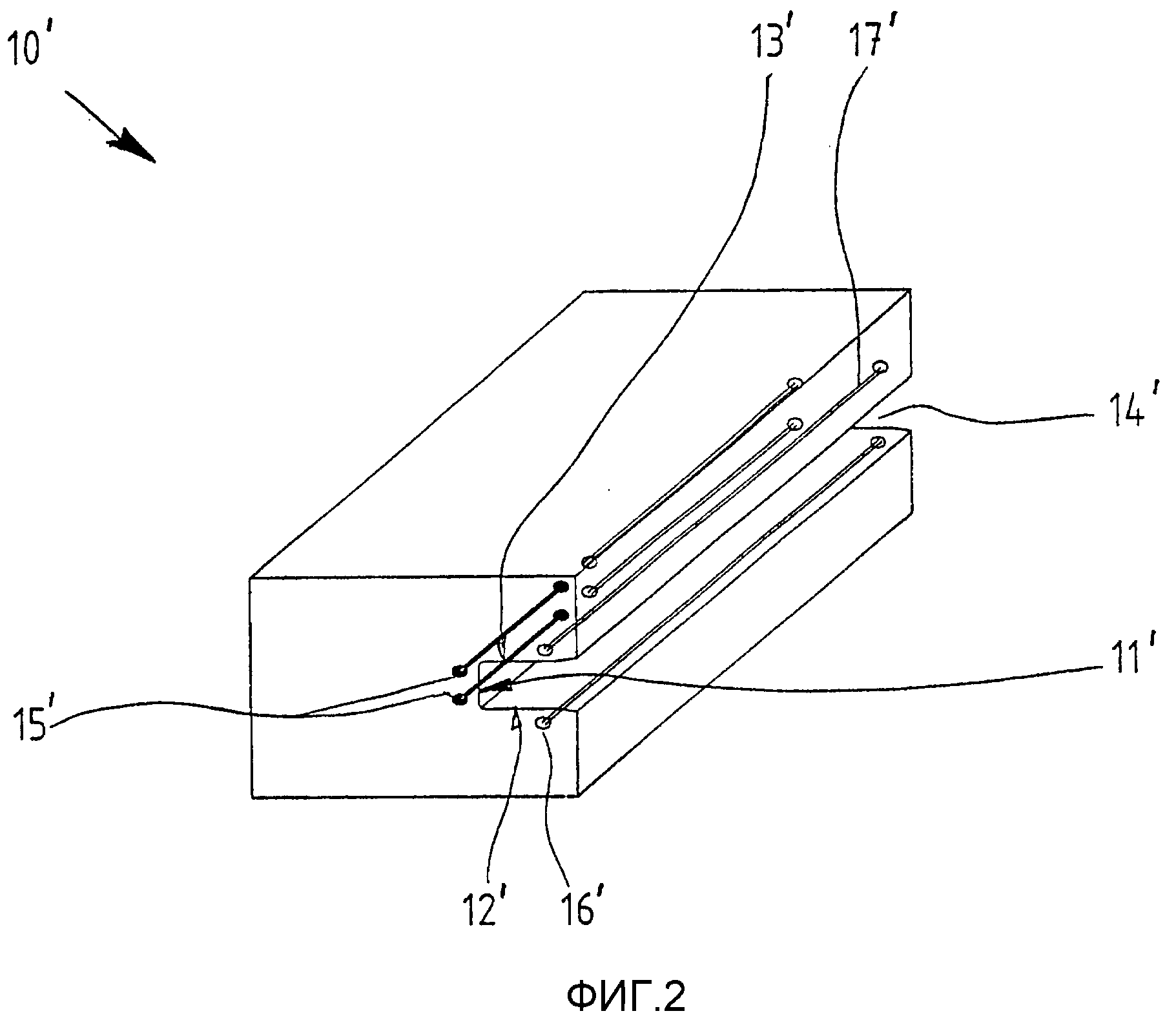
Фиг.2 - первый вариант выполнения выравнивающего устройства также на виде в перспективе;
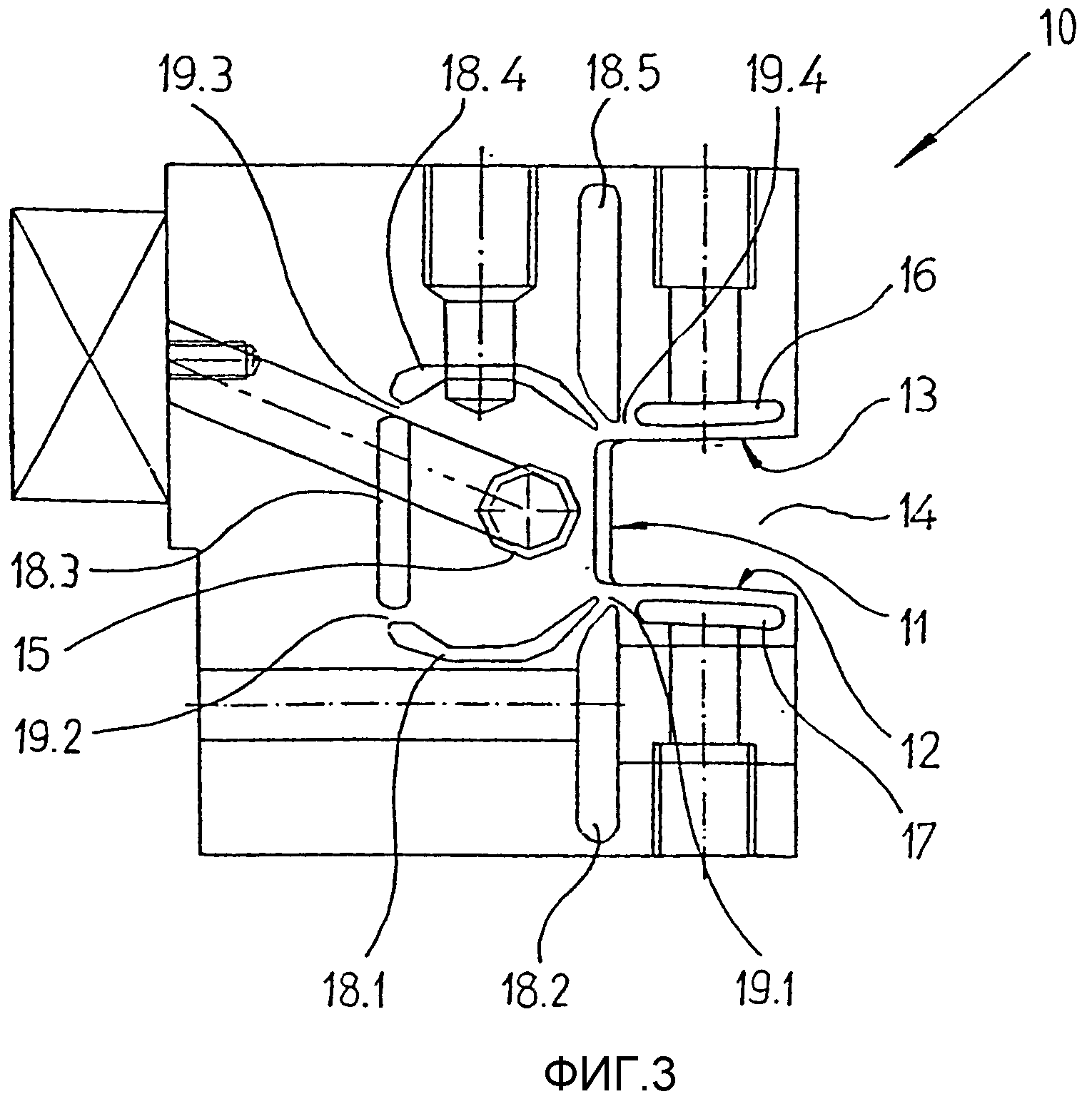
Фиг.3 - второй вариант выполнения выравнивающего устройства, вид спереди;
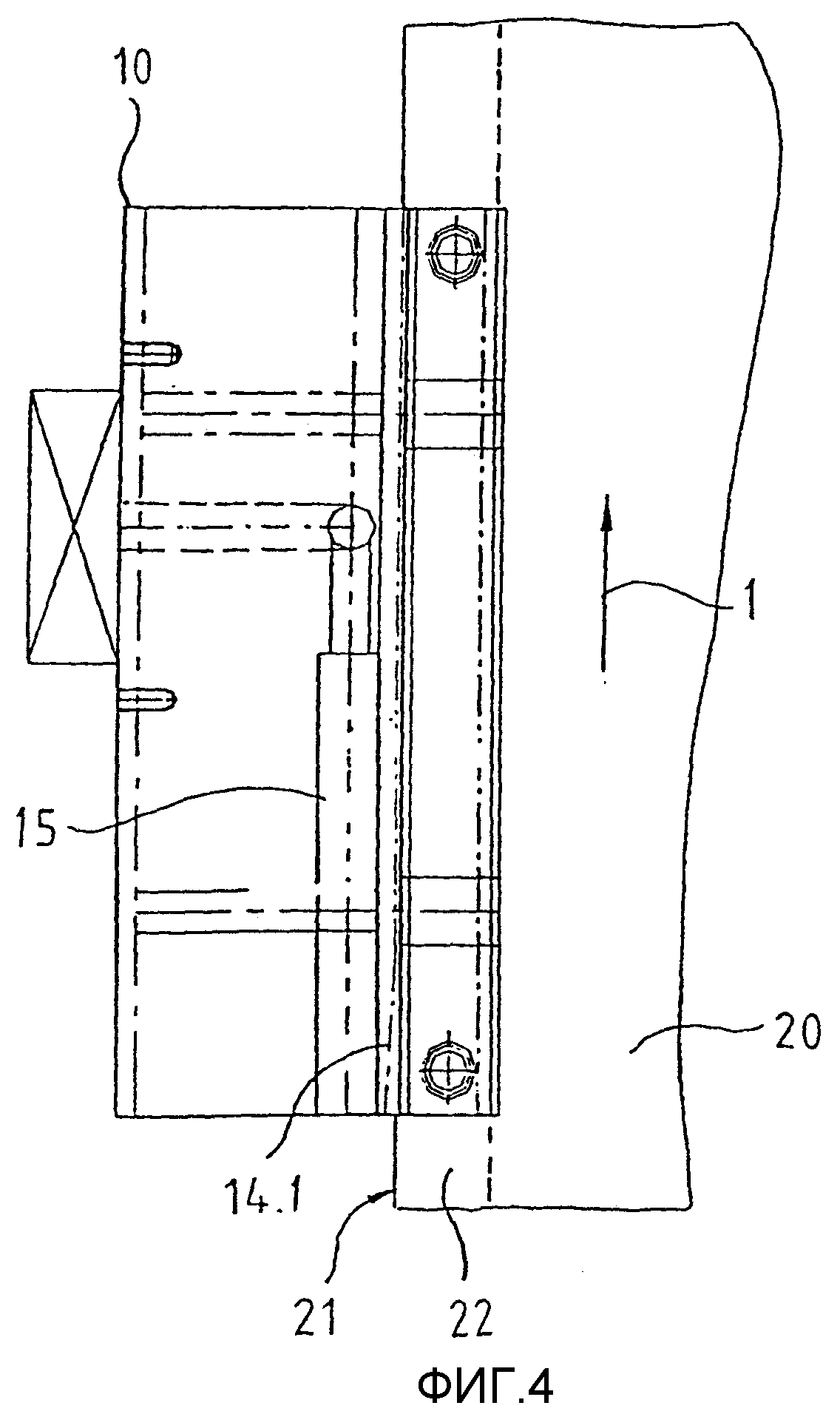
Фиг.4 - выравнивающее устройство из фиг.3, вид сверху, и
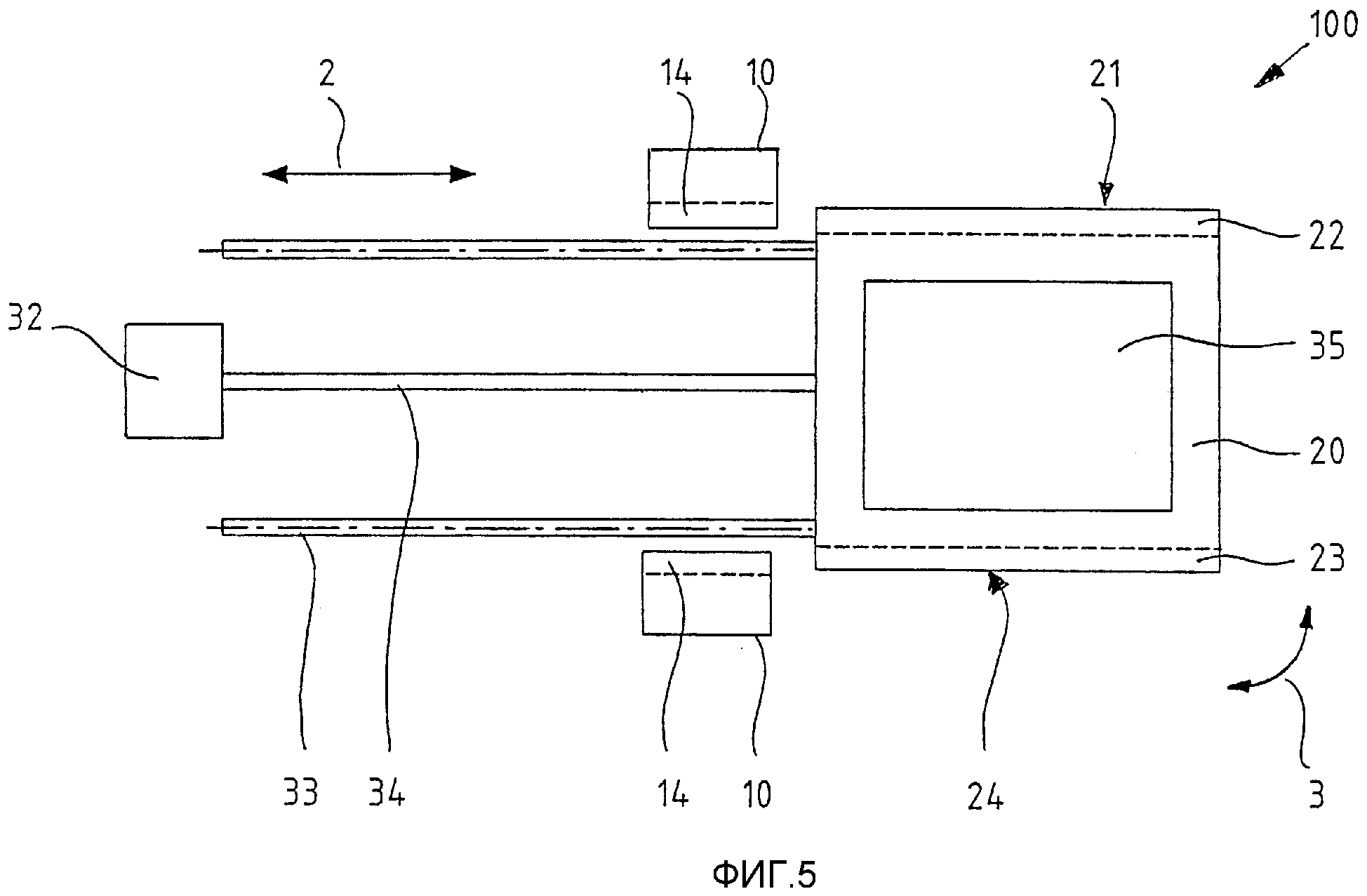
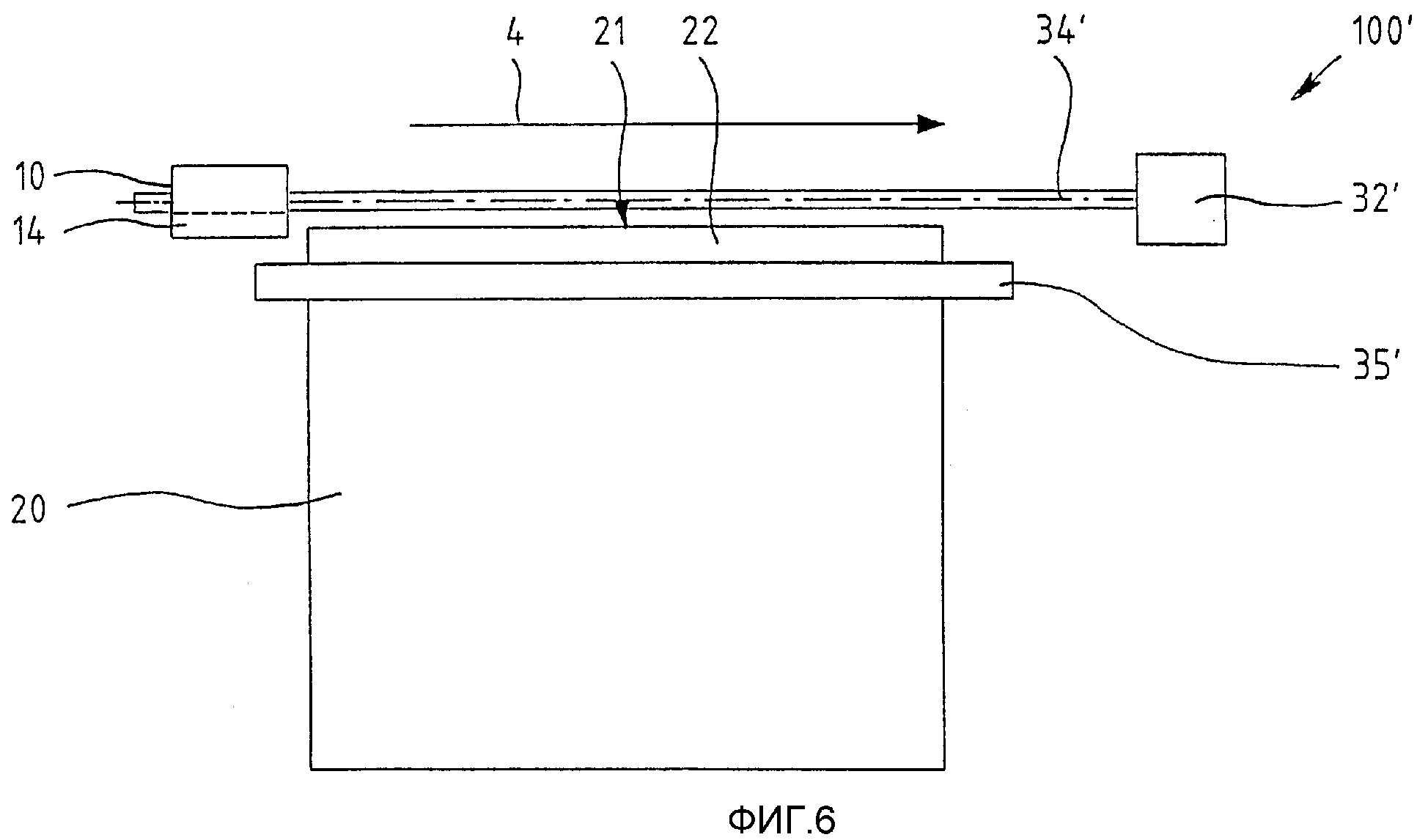
Фиг.5, 6 - два варианта выполнения системы обработки кромок, в каждом случае схематичный вид сверху.
На фиг.1 изображен пластмассовый лист 20 из термопласта, например пенопластового полотна, которое изготавливается непрерывно известным самим по себе, не изображенным экструзионным устройством.
Кромки 21 пластмассового листа 20 в изображенном варианте выполнения посредством подходящих режущих приспособлений 31, 32 прямолинейно обрезаются. К кромке 21 с двух сторон прижимаются видные в направлении движения 3 выравнивающие устройства 10, которые частично плавят находящиеся на кромке области поверхности, вследствие чего кромки 21 гомогенизируются и выравниваются.
Поскольку обрезка кромки может не произойти, необработанная кромка подается к выравнивающему устройству согласно изобретению.
Крайние области 22, 23 у кромок 21 при прохождении через выравнивающие устройства 10 охлаждаются, так что они сохраняют стабильность формы. В особенности выполненные очень блестящими поверхности пластмассового листа 20 сохраняют благодаря этому свою форму и структуру поверхности в крайних областях 22, 23.
На фиг.1 изображено выравнивающее устройство 10' согласно изобретению, которое выполнено из металлического или иного теплопроводного корпуса, который имеет направляющий паз 14'. Направляющий паз 14' ограничен боковыми плоскостями 12', 13' и торцевой плоскостью 11', причем боковые плоскости 12', 13' преобладающе выровнены плоско параллельно друг к другу, однако в области к внешней стороне выравнивающего устройства 10' предпочтительно наклонены на маленький угол к средней оси направляющего паза наружу, так что образуется входной наклон. Посредством этого перехода предотвращается повреждение поверхности пластмассового листа 20 на внешнем периметре выравнивающего устройства царапинами или тому подобным. Входным наклоном здесь обозначена расширяющаяся область, которая может быть образована ровной плоскостью или также изогнутой поверхностью. Последняя имеет преимущество в том, что получается непрерывный переход в направляющий паз, следовательно, без кромки.
Торцевая поверхность 11' посредством нагретого масла, которое протекает по нагревательному каналу 15', нагревается до температуры от 130°С до 250°С, в особенности до приблизительно 185°С, так что термопласт, как, например, непластифицированный ПВХ, локально расплавляется.
Длина выравнивающего устройства относительно скорости протягивания пластмассового листа 20 выбрана так, что во время контакта кромки 21 с торцевой стороной 21 может быть передано достаточное тепло для поверхностного расплавления, однако не приводя к слишком большой теплопередаче в слои сердцевины листа, расположенные позади кромки 21.
Во избежание слишком большой подачи тепла в лист, которая могла бы привести к слишком высокому нагреву крайних областей 22, 23 листа свыше точки размягчения и появляющейся в результате деформации, кромки 12', 13' в направляющем пазе 14 охлаждаются посредством охлаждающего средства, в особенности водой, так что их температура приблизительно соответствует температуре окружающей среды.
На фиг.3 изображен второй вариант выполнения выравнивающего устройства 10, который так же, как первый вариант, выполнен из металлического или иного теплопроводного корпуса, который имеет направляющий паз 14. Торцевая плоскость 11 нагревается посредством нагревательного патрона. Нагревательный патрон 15 отгорожен от внешних областей выемками 18.1, …, 18.5, которые проходят по длине выравнивающего устройства, далее относительно остальных областей материала выравнивающего устройства, в особенности каналов охлаждения 16, 17.
Выемки 18.1, 18.3, 18.4, которые могут быть изготовлены, например, посредством электроэрозионной обработки, образуют в изображенном варианте выполнения дугообразный хомутик, который своей верхней стороной направлен на слишком нагретую торцевую плоскость 11 направляющего паза 14.
Между выемками 18.1, 18.3, 18.4 и направляющим пазом 14 находятся только еще маленькие перемычки 19.1 … 19.4 из сплошного материала. Посредством этих очень тонких перемычек нагревательный патрон 15 и окружающая его область материала соединена с остальным поперечным сечением выравнивающего устройства. Теплопроводность через маленькие перемычки 19.1 … 19.4 однако сильно ограничена.
Дополнительные выемки 18.2, 18.5 проходят параллельно торцевой плоскости 11 и служат для дополнительного ограждения находящихся слева на фиг.3 нагретых областей поперечного сечения выравнивающего устройства 10 и расположенных справа от него охлажденных областей поперечного сечения сверху и снизу направляющего паза 14.
Как, в частности, показано на фиг.4 на виде скрытыми линиями на выравнивающем устройстве 10 сверху, не только торцевая плоскость с края подходит к пластмассовому листу снаружи, но также направляющий паз 14 в своем начале, имеет входной наклон 14.1 относительно направления движения 1. Предпочтительно переход от входной области непосредственно в область направляющего паза происходит непрерывно, что называется, без кромки на переходе и тем самым без неожиданного сжатия начинающей плавиться кромки 21 пластмассовой плиты во время последующей обработки.
На фиг.4 далее видно, что нагревательный патрон 15 проходит приблизительно через половину длины выравнивающего устройства. На фиг.4 расположенная над нагревательным патроном часть выравнивающего устройства однако также над и под направляющим пазом 14 охлаждается, так что там происходит затвердевание начинающей плавиться области материала при одновременном протягивании и калибровке в направляющем пазе, перед тем как начинающаяся плавиться область кромки пройдет выравнивающее устройство 10.
На фиг.5 изображена система обработки кромок 100, которая содержит приводное устройство, состоящее из двигателя 32, направляющей 33 и приводного шпинделя 34, а также ползуна со средствами фиксации 35 для пластмассового листа 20. Зафиксированный на ползуне пластмассовый лист 20 может перемещаться в направлении 2 перемещения, причем кромка 21 и боковая область поверхности 22 посредством выравнивающего устройства 10 вытягиваются и подвергаются последующей обработке.
Два расположенных зеркально относительно направления 2 движения выравнивающих устройства 10 обеспечивают одновременную обработку противолежащих кромок 21, 24 в направляющем пазе 14. Дополнительно может быть предусмотрено устройство вращения, с помощью которого пластмассовый лист вращается относительно ползуна в обозначенном позицией 3 направлении вращения. Вследствие этого после поворота на 90° также другие кромки пластмассового листа 20 могут быть обработаны.
На фиг.6 изображен дополнительный вариант выполнения системы обработки кромок 100', в котором пластмассовый лист 20 установлен неподвижно посредством фиксирующего устройства 35'. Выравнивающее устройство 10 подвижно располагается на шпинделе 34', который приводится в движение двигателем 32' и с помощью своего направляющего паза 14 направляется вдоль кромки 21 или крайней области 22 пластмассового листа 20.
Реферат
Изобретение касается способа изготовления листа термопластичного материала посредством экструзии, по меньшей мере, с одной выровненной кромкой. Техническим результатом заявленного изобретения является усовершенствование способа экструзии листа термопластичного материала, для того чтобы листы, по меньшей мере, на одной кромке были уплотненными и/или выровненными, с получением точной и однородной кромки, при этом устраняются имеющиеся неровности. Технический результат достигается способом изготовления интегрального пенопластового листа термопластичного материала, по меньшей мере, с одной выровненной кромкой. Способ содержит стадию перемешивания термопласта в экструдере. Затем выдавливают пластмассу через щелевую головку с получением ровного пластмассового полотна. Потом охлаждают и калибруют пластмассовое полотно на паре каландровых валков. Затем идет стадия доводки пластмассового полотна. При этом кромка пластмассового полотна после калибровки нагревается в направляющем пазе выравнивающего устройства до температуры плавления. И одновременно под небольшим давлением прижима перемещается вдоль выравнивающего устройства. Одновременно боковые области поверхности посредством охлаждения в выравнивающем устройстве поддерживаются при температуре ниже температуры размягчения. 4 н. и 14 з.п. ф-лы, 6 ил.
Формула
перемешивания термопласта в экструдере,
выдавливания пластмассы через щелевую головку с получением ровного пластмассового полотна (20),
охлаждения и калибровки пластмассового полотна (20) на паре каландровых валков,
доводки пластмассового полотна (20),
отличающийся тем, что кромка (21) пластмассового полотна (20) после калибровки нагревается в направляющем пазе выравнивающего устройства (10; 10'), по меньшей мере, до температуры плавления и под небольшим давлением прижима перемещается вдоль выравнивающего устройства и в результате выравнивается и уплотняется крупнопористая сердцевина, и тем, что одновременно боковые области (22, 23) поверхности посредством охлаждения в выравнивающем устройстве (10; 10') поддерживаются при температуре ниже температуры размягчения.
подвижный ползун для размещения, по меньшей мере, одного пластмассового листа (20),
по меньшей мере, одно фиксирующее устройство (35) для закрепления пластмассового листа (20) на ползуне и
приводное устройство (32, 33, 34) для перемещения ползуна относительно выравнивающего устройства (10).
подвижный ползун для размещения, по меньшей мере, одного выравнивающего устройства (10);
по меньшей мере, одно фиксирующее устройство (35') для жесткого закрепления пластмассового листа (20) и
приводное устройство (32', 33', 34') для перемещения ползуна относительно пластмассового листа (20).
Комментарии