Способ автоклавного формования и устройство для автоклавного формования - RU2514934C2
Код документа: RU2514934C2
Чертежи



Описание
Область техники
Настоящее изобретение относится к способу автоклавного формования и устройству для автоклавного формования для формуемого из композиционного материала изделия, используемого в авиационной, автомобильной и других областях общей промышленности.
Уровень техники изобретения
Формованное изделие с требуемой формой поперечного сечения традиционно получали известным способом, в котором листообразный композиционный материал, а именно препрег, производимый путем пропитки армирующего материала, такого как углеродное волокно, арамидное волокно или стекловолокно, термореактивной смолой, называемой “связующее”, такой как эпоксидная смола или фенольная смола, нагревают и под давлением формуют.
Этим волокнам придается форма пластинчатых волоконных слоев. Множество волоконных слоев укладываются для создания композиционного материала слоями таким образом, чтобы волокна слоев располагались в разных направлениях. Поступая таким образом, можно получать легкое и прочное изделие, поскольку углеродное волокно, стекловолокно и т.п. имеют высокий коэффициент упругости, и изделие широко применяется в авиационной, автомобильной и других областях общей промышленности.
Композиционный материал, включающий в себя в качестве связующего термореактивную смолу, имеет свойство, что он мягкий при температуре окружающей среды и отверждается вследствие химических реакций при нагревании до заданной температуры.
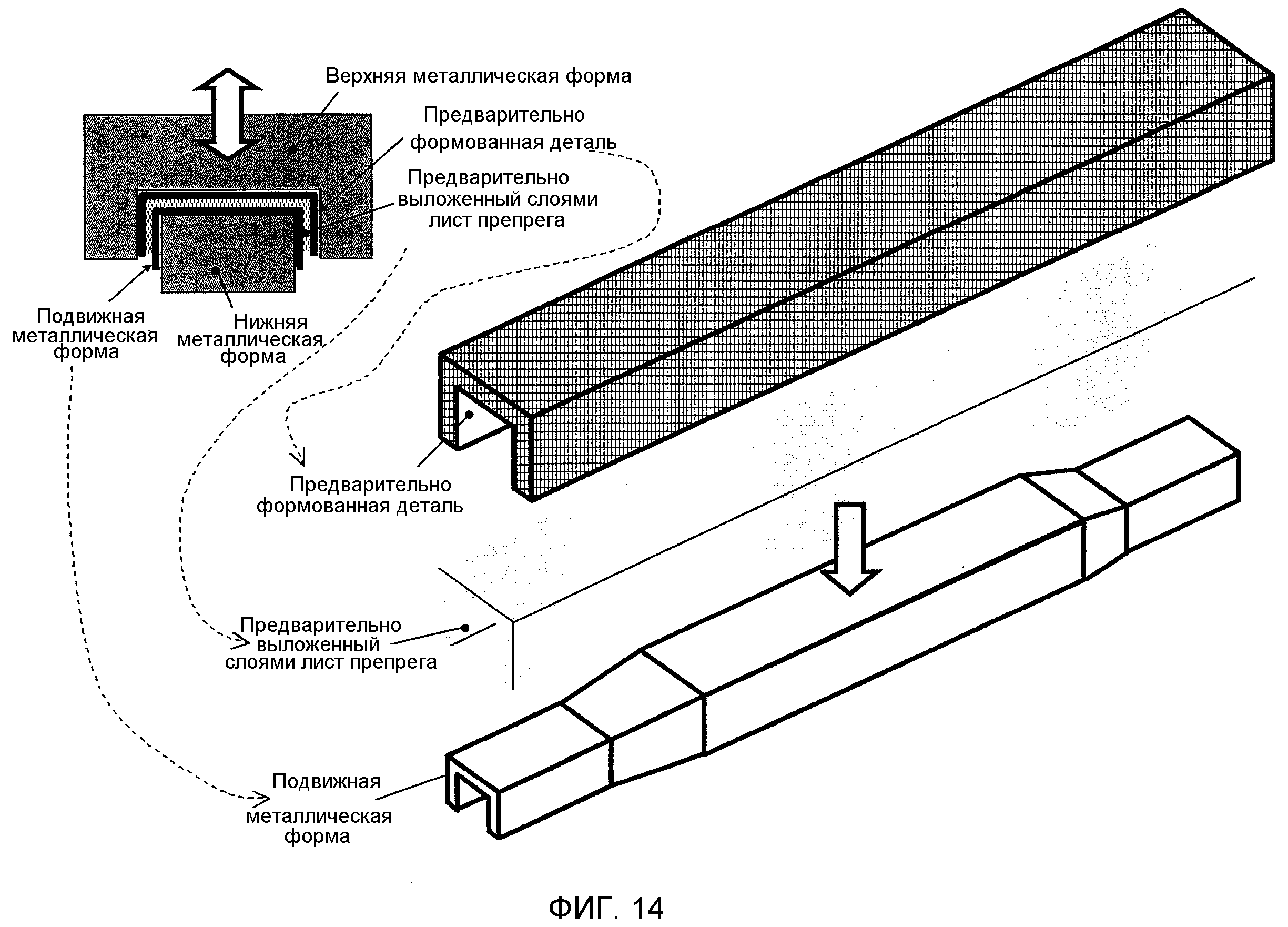
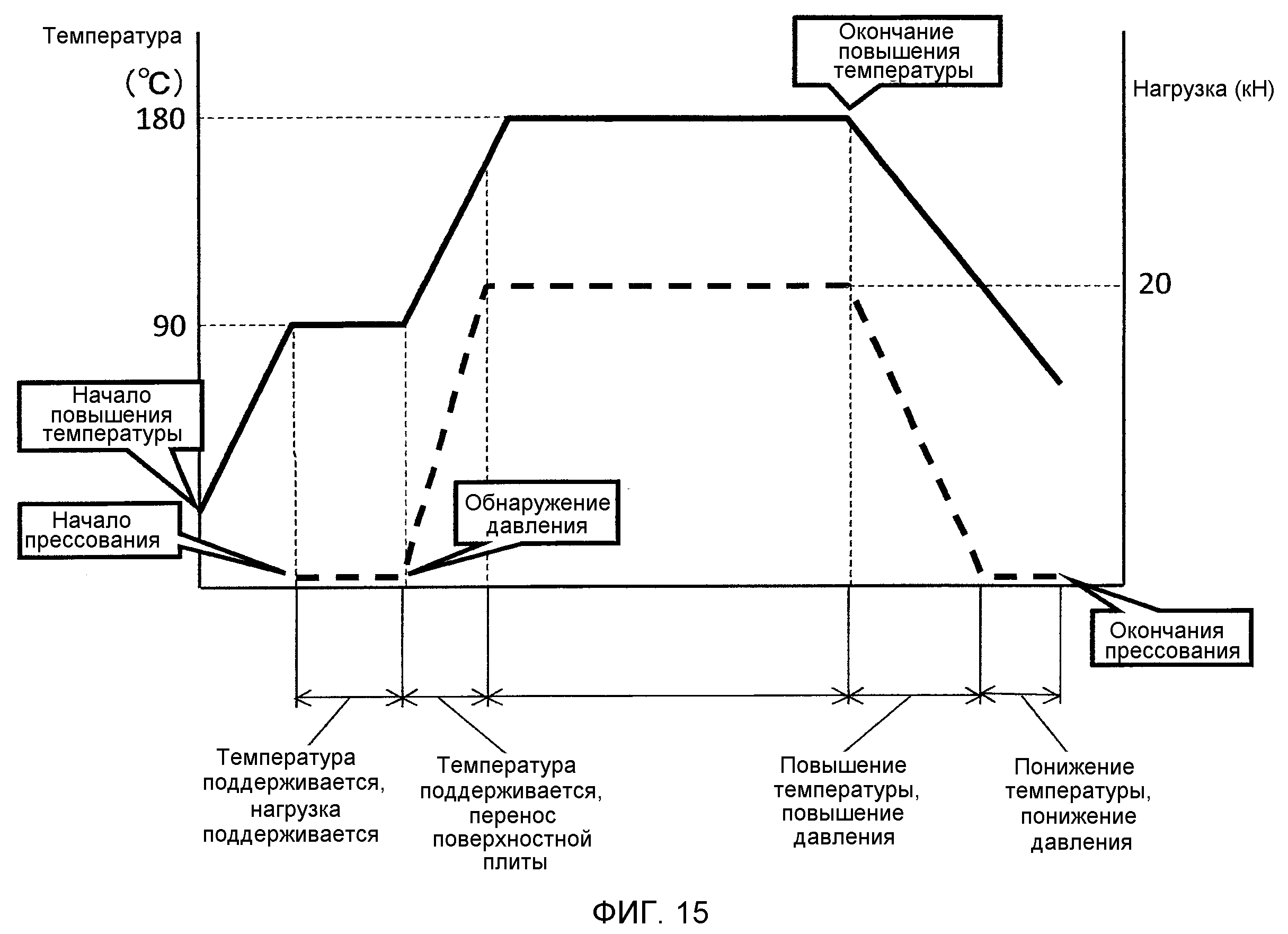
Одной из технологий формования композиционного материала является технология, в которой используется устройство горячего прессования. Согласно этой технологии, как показано на фиг. 14, композиционный материал помещают между верхней металлической формой и нижней металлической формой в виде сэндвича. Затем композиционный материал нагревают и содержат под давлением исходя из графика модели фиг. 15 для контроля температуры и давления во времени. Когда заканчивается отверждение смолы, получается формованный продукт с заданной формой поперечного сечения, как показано на фиг. 14. В металлических формах для нагрева материала обычно есть электронагреватели или специальные катушки. Металлические формы нагреваются вследствие теплопроводности или электромагнитной индукции, и теплота используется для формования.
Композиционный материал, как упомянуто выше, формируется из углеродного волокна, арамидного волокна или им подобного, и смолы, называемой связующее. Если взять, к примеру, эпоксидную смолу, когда ее нагревают примерно до 90-100°C, при которых вязкость смолы становится наименьшей, смола, имеющая вязкоупругость при температуре окружающей среды, достигает точки размягчения, и текучесть повышается. Вследствие поддерживания температуры воздух, содержащийся в материале, и воздух, заключенный между уложенными друг на друга слоями, выходит и в изделии не остается ни одной пустоты, называемой порой. Этот этап называется этапом выдержки.
После того, как этот процесс завершен, композиционный материал непрерывно нагревается до заданной температуры, и в это же время для получения заданного давления начинается повышение давления. Давление повышают таким образом, чтобы оно могло достигать заданного давления незадолго до того, как получена заданная температура, и заданные температура и давление поддерживаются. Отверждение начинается при заданной температуре, и температура поддерживается, пока отверждение не закончено. Как правило, отверждение завершается примерно через час. Скорость повышения температуры меняется в зависимости от общей толщины слоистого материала. Точнее, чем толще материал, тем медленнее растет температура. Когда при нагревании материала температура быстро растет, это вызывает неравномерность температуры, и, следовательно, вызывается неравномерность в состоянии отверждения. Кроме этого, неравномерность в состоянии отверждения может вызывать разрушение из-за недостатка прочности. Скорость повышения температуры определяют на основе опыта, экспериментов и т.д. Что до скорости повышения давления, то давление всего лишь необходимо поднимать таким образом, чтобы кривая давления достигала заданного давления незадолго до того, как температура достигает заданной температуры.
Упомянутый выше профиль давления является исключительно примером, в котором давление начинает расти после этапа выдержки. Однако давление можно повышать и во время этапа выдержки или до этого этапа. Кроме того, может быть пропущен сам этап выдержки.
Формованное изделие из композиционного материала такого типа, помимо упомянутого выше способа, использующего устройство горячего прессования, можно также получать при помощи способа автоклавного формования.
Согласно способу автоклавного формования, композиционный материал помещают в формовочную камеру. Затем подается воздух, азот или их газовая смесь под давлением, и композиционный материал нагревают с помощью средства нагревания до заданной температуры и содержат под давлением для формования.
В этом случае циркуляция воздуха в формовочной камере происходит таким образом, чтобы теплота подводилась к композиционному материалу равномерно.
В нижеследующих документах описаны традиционные технологии, связанные с упомянутыми выше устройством горячего прессования и способом автоклавного формования.
(Документ 1) Патент № 2010-115822
(Документ 2) Патент № 2006-88049
(Документ 3) Патент № 2009-51074
Согласно способу формования с применением упомянутого выше устройства горячего прессования, так как композиционный материал формуют давлением на поверхность, прикладываемым верхней металлической формой и нижней металлической формой в одном направлении, к наружным поверхностям, перпендикулярным давлению на поверхность, давление не прикладывается. Следовательно, плотность композиционного материала в направлении, перпендикулярном направлению давления, на поверхность является недостаточной, и присущая прочность не может быть получена, что создает проблему. В изделии с неравномерным и сложным поперечным сечением эта проблема является еще более заметной. Когда формованное из композиционного материала изделие, содержащее различные поперечные сечения, должно быть создано с использованием устройства горячего прессования, единообразное формование затруднительно и, следовательно, множество элементов должны быть скреплены вместе, делая этот процесс сложным. Кроме того, поскольку в случае устройства горячего прессования электронагреватели и специальные катушки должны быть обеспечены в верхней и нижней металлических формах, сами металлические формы становятся дорогостоящими. Более того, поскольку требуется, чтобы металлические формы имели усталостную прочность и устойчивость к давлению, они легко становятся крупными и тяжелыми, что также создает проблему в отношении стоимости металлических форм.
С другой стороны, для формования изделия со сложной формой поперечного сечения подходит способ автоклавного формования. Тем не менее, в нагревании и содержании под давлением существуют различные проблемы.
Для подачи тепла к композиционному материалу обычно используется нагретый воздух или азот. Композиционный материал помещают в вакуумный мешок, а затем помещают в формовочную камеру, и необходимо при помощи нагретого воздуха или других газов равномерно подводить тепло к композиционному материалу. Для этого необходимо обеспечить средство циркуляции, такое как электродвигатель и вентилятор, для циркуляции нагретого воздуха, и средство нагревания, такое как нагреватель, для непрерывной подачи тепла. Это делает устройство крупным и требует управления устройством.
Воздух, азот или их газовая смесь, используемые в способе автоклавного формования, как упомянуто выше, имеют меньшую теплопроводность по сравнению с теплопроводностью металла, как у металлической формы. Поэтому газ выполняет функцию теплоизоляционного материала. Помимо этого, скорость повышения температуры композиционного материала мала отчасти потому, что газ имеет меньшую теплоемкость на единицу измерения объема потока. Кроме того, для обеспечения возможности нагретому газу равномерно вступать в контакт с композиционным материалом необходимо, чтобы газ циркулировал по предпочтительному потоку, что было затруднительно.
Сущность изобретения
Задача изобретения состоит в том, чтобы усовершенствовать способ автоклавного формования в области техники композиционных материалов и обеспечить эффективный способ формования композиционного материала. А именно, используя преимущественно насыщенный пар, который никогда не использовался в традиционном способе автоклавного формования в области техники композиционных материалов, к изделию для формования из композиционного материала со сложной формой поперечного сечения можно равномерно подводить большое количество тепла. Кроме того, давление и температуру для формования можно легко контролировать без обеспечения в формовочной камере средства нагревания или средства циркуляции газа/воздуха. Вследствие улучшения скорости повышения температуры для решения проблемы неравномерных температур время повышения температуры, время отверждения и, следовательно, длительность производственного цикла значительно сокращаются.
Способ автоклавного формования по настоящему изобретению включает в себя этап, на котором композиционный материал, образованный волоконной подложкой и связующим, помещают в вакуумный мешок, а затем помещают его в формовочную камеру, и этап, на котором подают тепло и давление для формования. Для решения упомянутых выше проблем в качестве источника нагрева и источника обеспечения заданного давления в формовочную камеру подается насыщенный пар заданной температуры, необходимой для композиционного материала. По меньшей мере, одно из температуры и давления в формовочной камере регулируют таким образом, чтобы внутри формовочной камеры поддерживались заданные температура и давление, требуемые для отверждения композиционного материала.
Устройство автоклавного формования по изобретению - это устройство для помещения композиционного материала, образованного волоконной подложкой и связующим, в вакуумный мешок, помещения его в формовочную камеру 1, а затем подачи тепла и давления для формования. Для решения вышеупомянутых задач устройство автоклавного формования содержит в качестве источника нагрева и источника обеспечения заданного давления средство подачи насыщенного пара для подачи в формовочную камеру насыщенного пара заданной температуры, необходимой для композиционного материала 13, и средство управления для управления подачей насыщенного пара, чтобы поддерживать внутри формовочной камеры заданные температуру и давление, необходимые для композиционного материала 13.
Согласно изобретению, когда вода и пар при заданном давлении находятся в состоянии равновесия, пар именуется насыщенным паром воды. Давление пара в этом состоянии именуется давлением насыщенного пара или максимальным давлением пара воды. Другими словами, давление насыщенного пара определяется температурой. Например, когда температура составляет 130°C, давление равно 0,3 МПа. Здесь указано абсолютное давление.
Согласно изобретению волоконной подложкой может быть любое волокно, такое как углеродное волокно, арамидное волокно, стекловолокно или подобное, что использовалось в композиционном материале. Кроме этого, термореактивной смолой может быть любая из эпоксидной смолы, фенольной смолы или подобного, что использовалось в таком типе композиционного материала.
Согласно изобретению, связующее - это технический термин, используемый в области техники композиционных материалов для обозначения термореактивной смолы или термопластичной смолы.
Термореактивная смола включает в себя эпоксидную смолу (EP), фенольную смолу (PF), ненасыщенную полиэфирную смолу (UP) и т.п. Термопластичная смола включает в себя полипропиленовую смолу (PP), акрилонитрил-бутадиен-стироловую смолу (ABS) и т.п.
Кроме того, в дополнение к волоконной подложке, пропитанной связующим, композиционный материал включает в себя волоконную подложку с введенным связующим, покрытую им или ламинированную им же.
Вышеупомянутый вакуумный мешок может быть сделан из такого материала, как нейлон, полиимид и т.д., которые известны в этом виде автоклавного формования, не говоря уже о том, что достаточно, чтобы материал был термостойким и водостойким.
В способе согласно настоящему изобретению используется насыщенный пар, который никогда не рассматривался для использования в традиционном автоклаве в области техники композиционных материалов. Используя заданное давление и температуру насыщенного пара и эффективно используя большое количество теплоты насыщенного пара можно равномерно подводить тепло и давление к изделию для формования из композиционного материала со сложной формой поперечного сечения, которое помещено в вакуумный мешок со стойкостью к пару, не обеспечивая в формовочной камере средства нагревания или средства циркуляции газа/воздуха. Кроме того, можно предотвращать неравномерное производство, такое как частичное отсутствие прочности в формованном изделии.
Более того, так как подается большое количество теплоты, свойственное насыщенному пару неравномерной температуры, вероятность возникновения в формовочной камере незначительна и время отверждения композиционного материала может быть значительно сокращено, что является существенным преимуществом. Помимо этого, еще одно преимущество состоит в том, что это изобретение можно осуществлять всего лишь модификацией существующего автоклава.
Хотя для устройства по настоящему изобретению необходимо средство подачи насыщенного пара и т.д., обеспечивать в формовочной камере нагреватель и средство циркуляции газа, как вентилятор, токовую пластину или индуктивную пластину, как в традиционной технологии, необязательно. Следовательно, стоимость оборудования устройства снижается. Кроме того, поскольку подается насыщенный пар, тепло и давление можно равномерно подводить к композиционному материалу всего лишь заполняя формовочную камеру насыщенным паром, не очищая воздушный поток в формовочной камере, что является еще одним преимуществом.
Другие преимущества изобретения станут очевидны в последующем описании вариантов осуществления изобретения.
Предпочтительные варианты осуществления изобретения
Предпочтительный вариант способа автоклавного формования по изобретению приведен ниже.
А именно, в качестве дополнительного источника обеспечения давления, необходимого для формования, в формовочную камеру подается воздух, азот или их газовая смесь заданного давления, более высокого, чем давление насыщенного пара. Подача насыщенного пара и воздуха, азота или их газовой смеси заданного давления контролируется, и, по меньшей мере, одно из температуры или давления регулируется таким образом, чтобы в формовочной камере для осуществления процесса отверждения могли поддерживаться заданные температура и давление, необходимые для композиционного материала.
Таким образом, добавление дополнительного воздуха, азота или их газовой смеси заданного давления облегчает контроль давления и температуры для формования.
Между тем, воздух, азот или их газовая смесь заданного давления, используемые в качестве дополнительного источника обеспечения давления, могут иметь температуру окружающей среды или могут быть предварительно нагреты до заданной температуры. Когда используется газовая смесь, соотношение компонентов смеси может определяться произвольно.
Насыщенный пар заданного давления, необходимого для композиционного материала, нагревают для получения перегретого пара заданной температуры, более высокой, чем температура насыщенного пара, чтобы обеспечивать выполнение перегретым паром функции источника нагрева и источника обеспечения заданного давления. Перегретый пар подается в формовочную камеру. Желательно, чтобы процесс отверждения выполнялся при помощи регулировки, по меньшей мере, либо температуры, либо давления в формовочной камере таким образом, чтобы можно было поддерживать заданные температуру и давление, необходимые для композиционного материала.
Таким образом, используя перегретый пар, получаемый нагреванием насыщенного пара, компенсируют количество теплоты нижней части диапазона давлений, более низких, чем давление насыщенного пара. Следовательно, можно контролировать полный диапазон давления и температуры. Помимо этого, вследствие подачи большого количества теплоты, свойственного перегретому пару, едва ли в формовочной камере можно добиваться неравномерной температуры, и время отверждения композиционного материала может быть значительно сокращено. Кроме того, это изобретение можно осуществлять всего лишь модификацией существующего автоклава, что является еще одним преимуществом.
Между тем насыщенный пар обычно содержит очень мало воды и называется влажным насыщенным паром или влажным паром. Когда во влажном паре массой 1 кг содержится X кг сухого насыщенного пара и (1-X) кг воды, X называется степенью сухости, а (1-X) называется степенью влажности. Если сухой насыщенный пар нагревать дальше, температура возрастает. Таким образом, пар с большей температурой, чем температура, соответствующая давлению насыщенного пара, называется перегретым паром. Хотя насыщенный пар выделяет белый пар, перегретый пар - это чистый и бесцветный газ, и он не накапливает конденсат перед тем, как температура снижается до температуры насыщения. Когда вещество обдувается перегретым паром, температура поверхности растет, и вода, содержащаяся в веществе, испаряется. Из-за этих свойств это поведение применяется в сушилке, кухонной плите и т.д.
Перегретый пар, используемый в этом изобретении, можно получать нагреванием насыщенного пара с температурой 100°C и давлением 0,1 МПа (изб.), а именно, с температурой 130°C при нормальном давлении, или атмосферном давлении, и давлением 0,1 МПа (изб.).
Ниже описывается предпочтительный процесс. Конкретнее, для нагревания формовочной камеры до заданной температуры при частично открытой формовочной камере подается только насыщенный пар, и это состояние поддерживается в течение заданного времени для осуществления этапа выдержки. После этого формовочную камеру плотно закрывают и подаются насыщенный пар и воздух, азот или их газовая смесь заданного давления. Затем процесс переходит с этапа повышения давления к этапу отверждения.
Желательно, чтобы после того, как завершен этап отверждения связующего, в формовочную камеру для охлаждения композиционного материала подавалась охлаждающая вода. Далее композиционный материал перемещают в сушильную камеру, и подается воздух. После сушки композиционный материал вынимают из вакуумного мешка.
Устройство автоклавного формования по изобретению предпочтительно реализовано следующим образом.
А именно, средство 33 подачи сжатого воздуха обеспечено в качестве дополнительного источника обеспечения давления для подачи в формовочную камеру воздуха, азота или их газовой смеси заданного давления, более высокого, чем давление насыщенного пара, необходимого для формования. Таким образом, воздух, азот или их газовая смесь заданного давления может быть добавлена для дополнения. Следовательно, облегчается управление давлением и температурой для формования.
Кроме того, желательно, чтобы в качестве источника нагрева и источника обеспечения заданного давления было обеспечено средство 36 подачи перегретого пара, включающее в себя средство 35 нагревания насыщенного пара для нагревания насыщенного пара заданного давления, необходимого для композиционного материала 13. Средство 36 подачи перегретого пара нагревает насыщенный пар для превращения его в перегретый пар заданной температуры, более высокой, чем температура насыщенного пара, а затем подает перегретый пар в формовочную камеру.
Таким образом, компенсируется количество теплоты нижней части диапазона давлений, более низких, чем давление насыщенного пара. Следовательно, можно контролировать полный диапазон давления и температуры. Помимо этого, вследствие подачи большого количества теплоты, свойственного перегретому пару, едва ли в формовочной камере можно добиваться неравномерной температуры, и время отверждения композиционного материала может быть значительно сокращено, что является заметным преимуществом. Кроме того, это изобретение можно осуществлять всего лишь модификацией существующего автоклавного устройства, что также является преимуществом.
Желательно иметь следующую конфигурацию. А именно, для получения запланированного давления в средстве 32 подачи насыщенного пара обеспечен клапан 23 понижения давления для пара. Автоматический главный паровой клапан 24 и автоматический клапан 25 регулирования температуры подсоединены параллельно друг другу. Клапан 23 понижения давления, автоматический главный паровой клапан 24 и автоматический клапан 25 регулирования температуры управляются средством 34 управления.
Обеспечивая эти клапаны, легко регулировать температуру и давление в формовочной камере 1 по отдельности, облегчая управление в целом.
Предпочтительно, чтобы множество сопел 7 для подачи насыщенного пара в формовочную камеру 1 были размещены с возможностью впрыска насыщенного пара к, по существу, всему композиционному материалу 13, а также чтобы сопла 7 могли также служить в качестве сопел для подачи воздуха, азота или их газовой смеси заданного давления.
Благодаря такой конфигурации использования сопел для упомянутых выше двух целей, места назначения подачи тепла и места назначения подачи давления делаются идентичными, что упрощает конфигурацию и сокращает неравномерное распределение давления и температуры.
Краткое описание чертежей
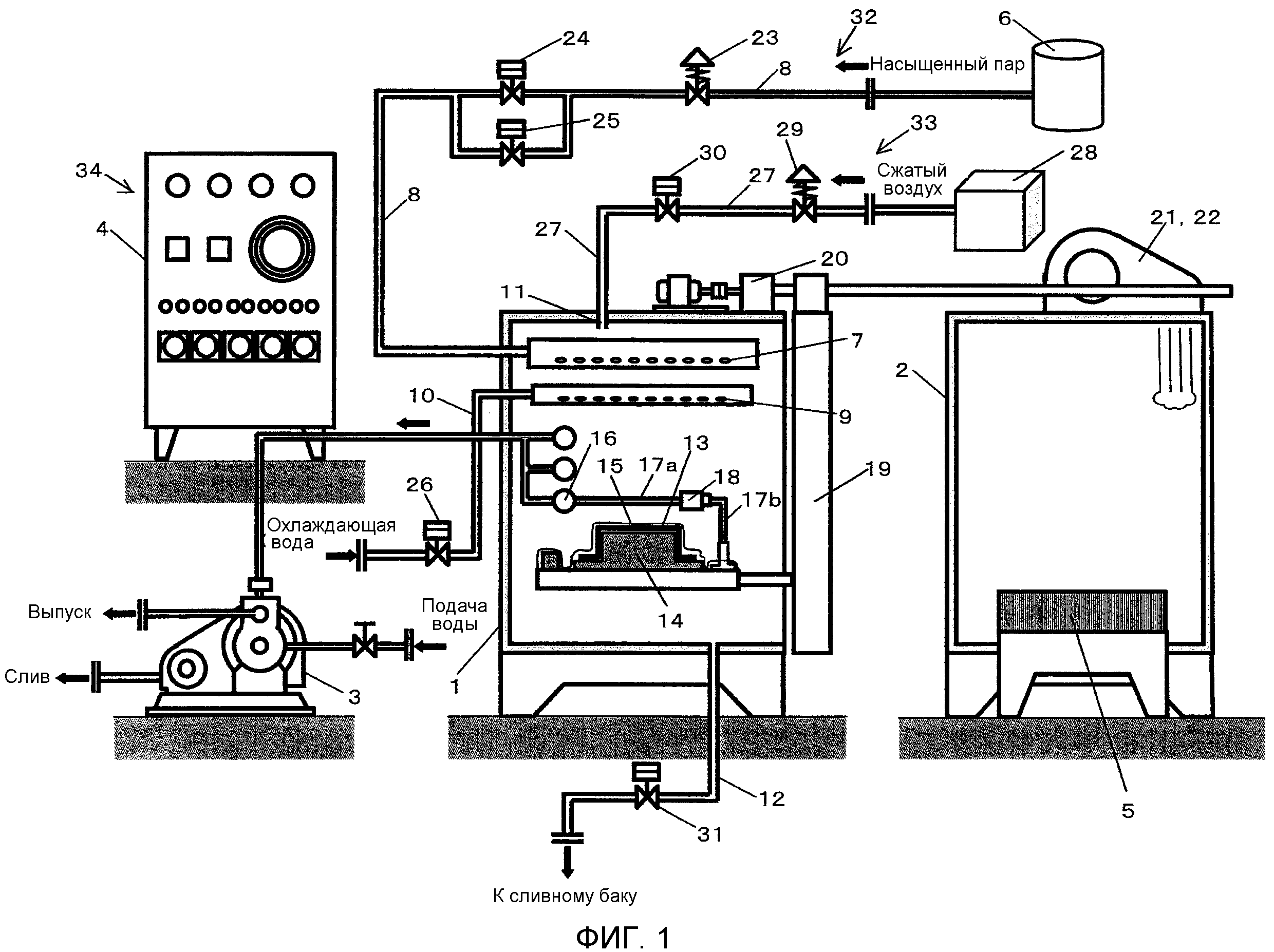
Фиг. 1 изображает схематичный вид всего автоклавного устройства по первому варианту осуществления изобретения.
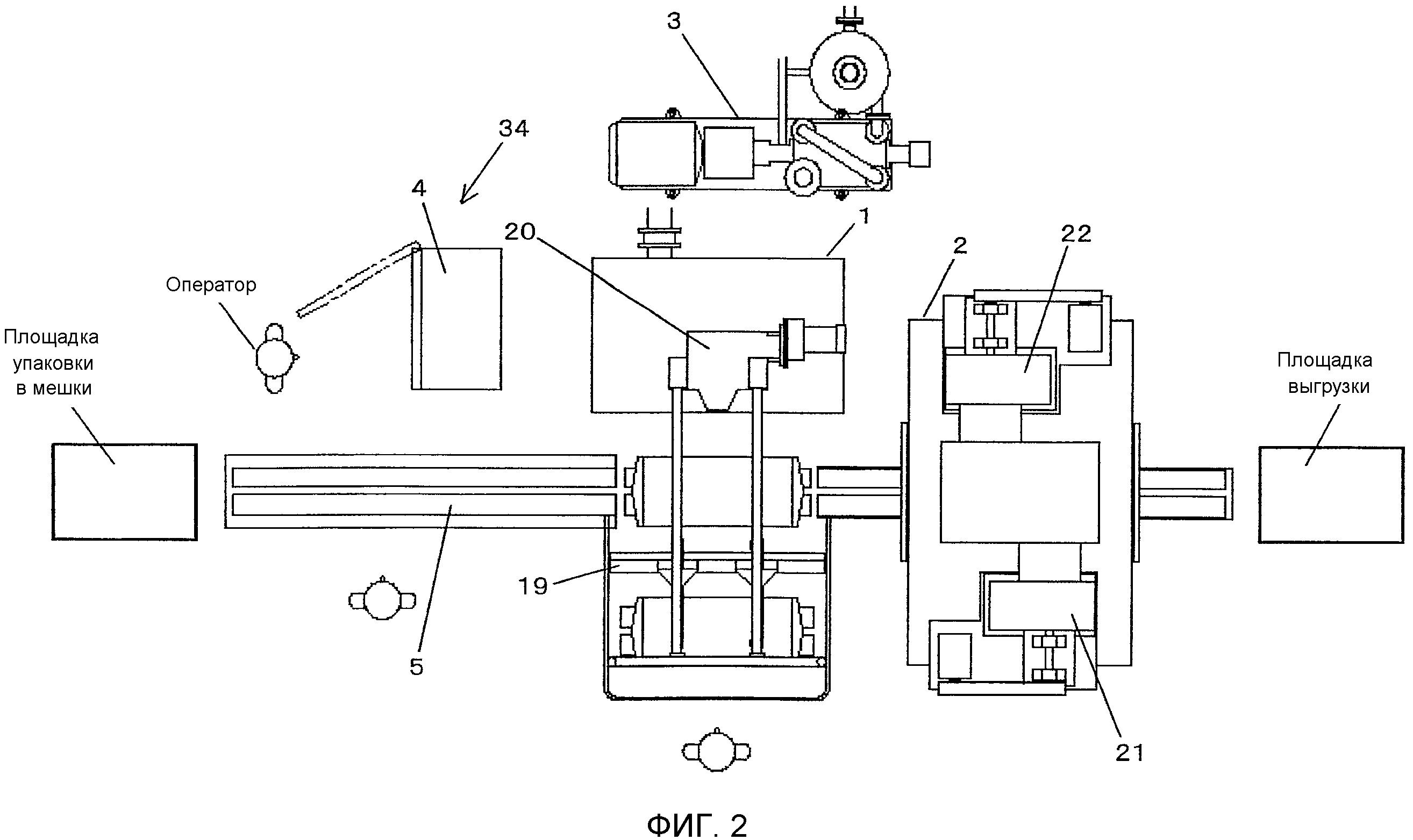
Фиг. 2 - схематичный вид сверху основной части автоклавного устройства по первому варианту осуществления.
Фиг. 3 - график модели управления температурой и давлением автоклавного устройства по первому варианту осуществления во времени.
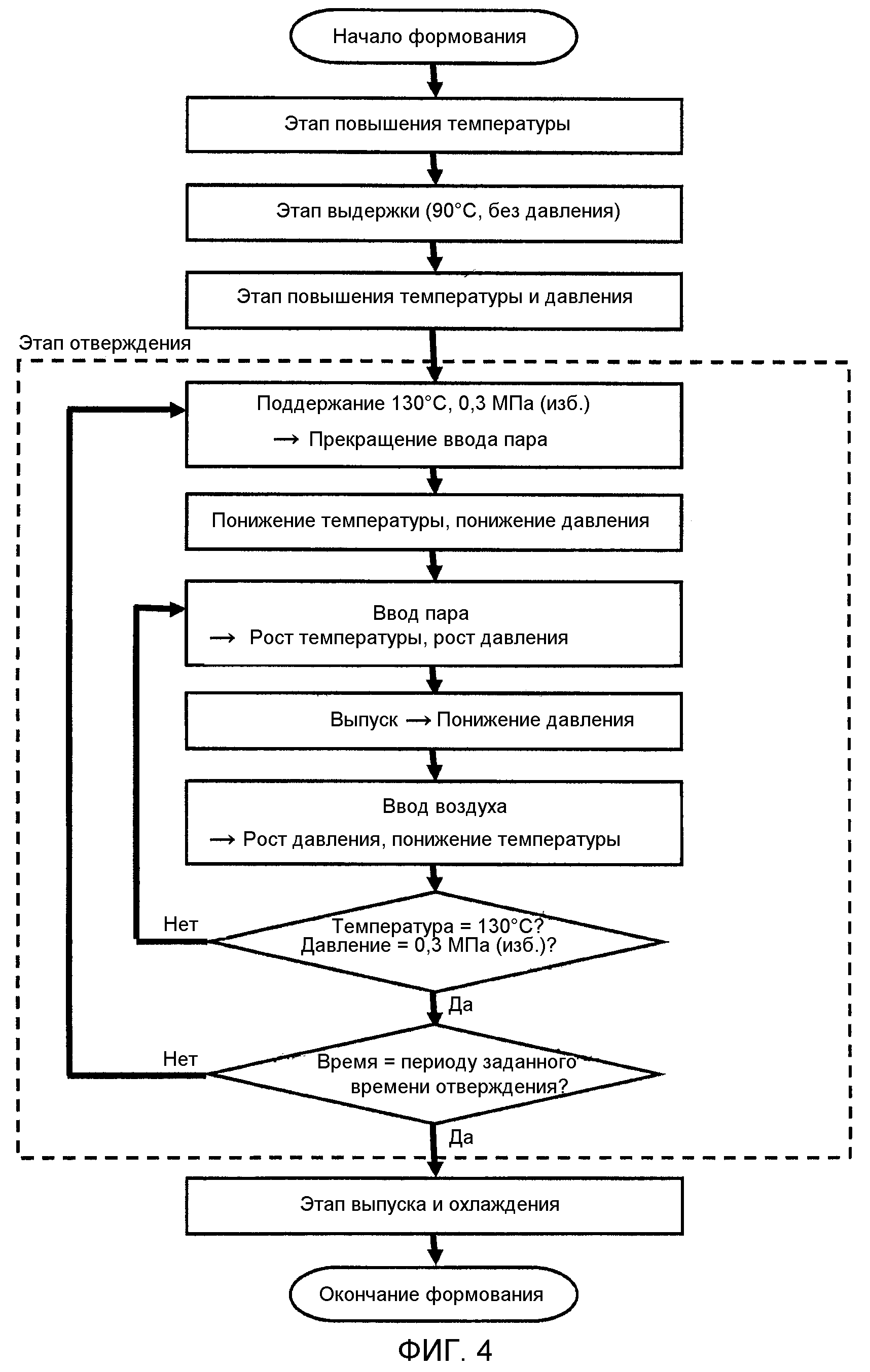
Фиг. 4 - блок-схема последовательности операций способа, показывающая процесс способа формования по первому варианту осуществления.
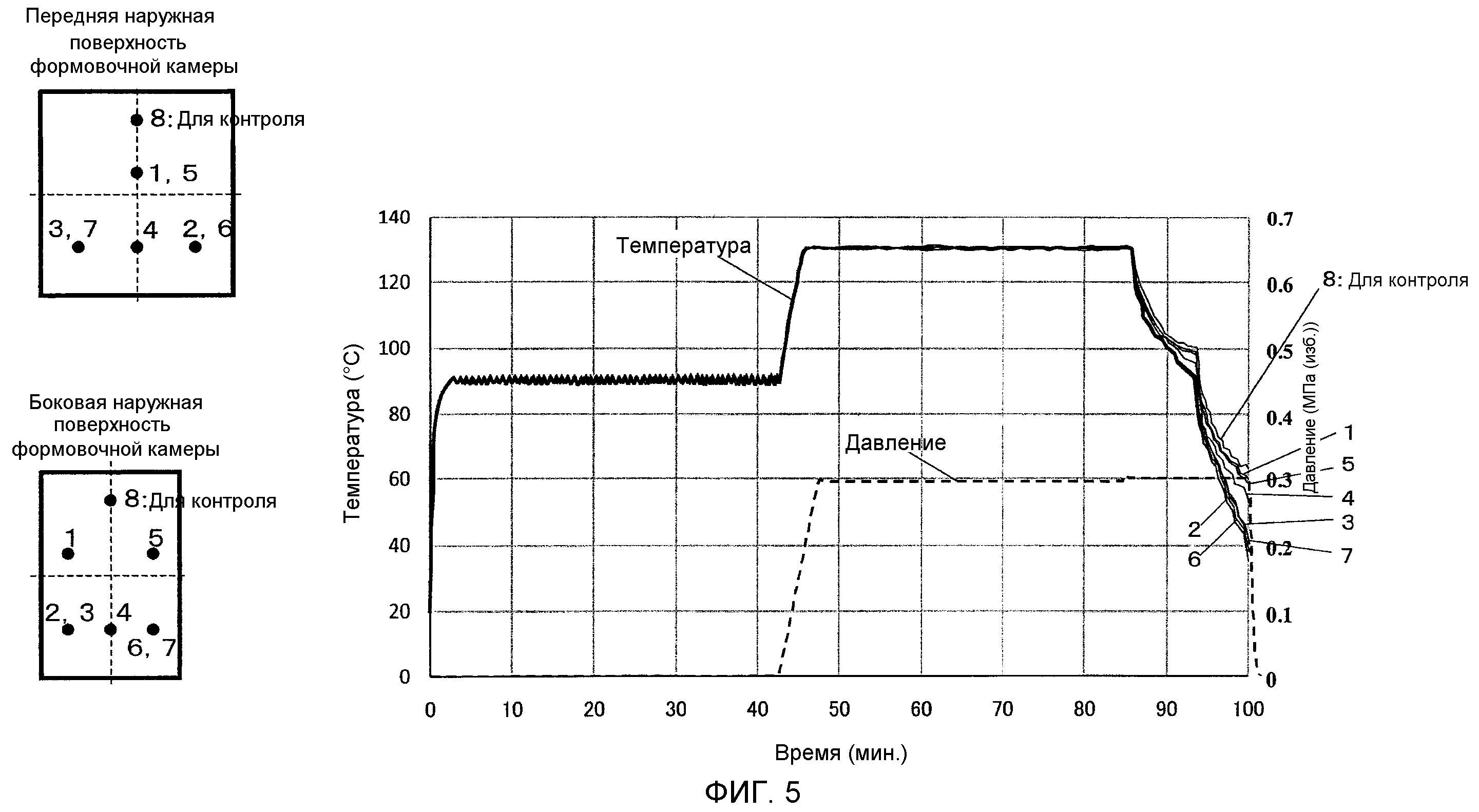
Фиг. 5 - график, показывающий изменения температуры окружающей среды и давления внутри формовочной камеры автоклавного устройства по первому варианту осуществления во времени.
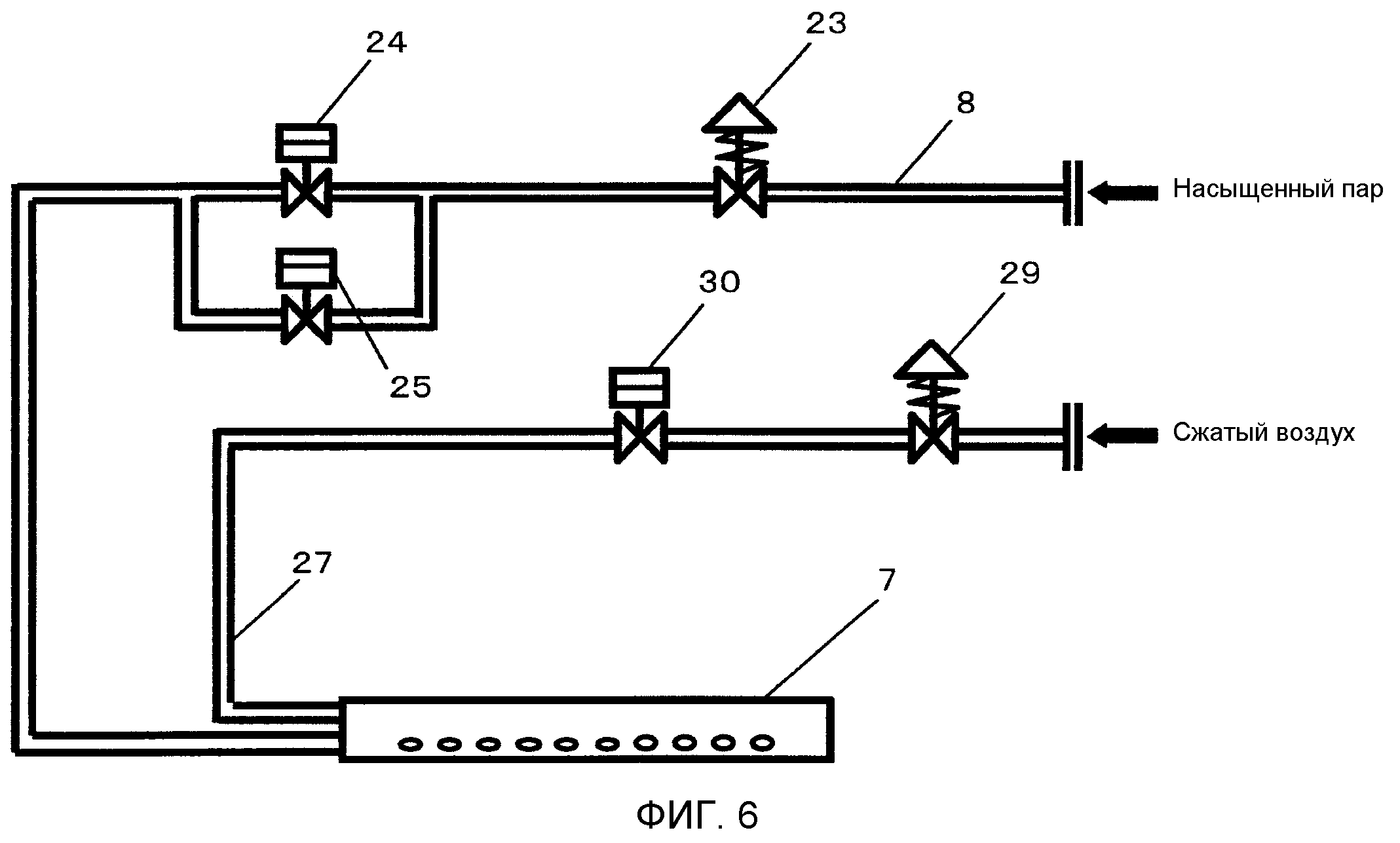
Фиг. 6 - схематичный вид воздушных сопел, показывающий другую форму основной части автоклавного устройства по первому варианту осуществления.
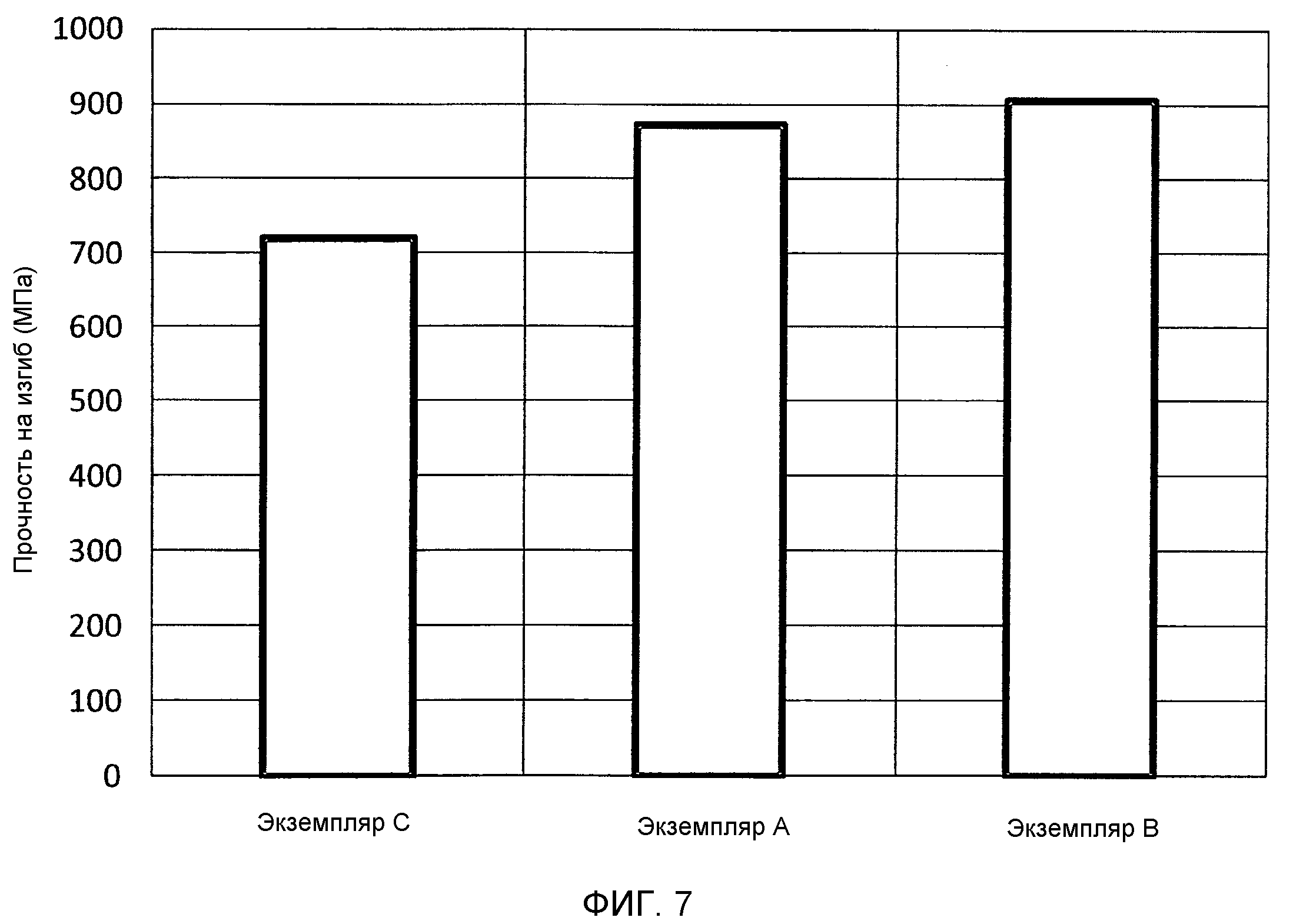
Фиг. 7 - график, показывающий сравнительную прочность на изгиб образцов, формованных традиционным устройством горячего прессования и при помощи способа по настоящему изобретению.
Фиг. 8 - график модели управления температурой и давлением автоклавного устройства по второму варианту осуществления во времени.
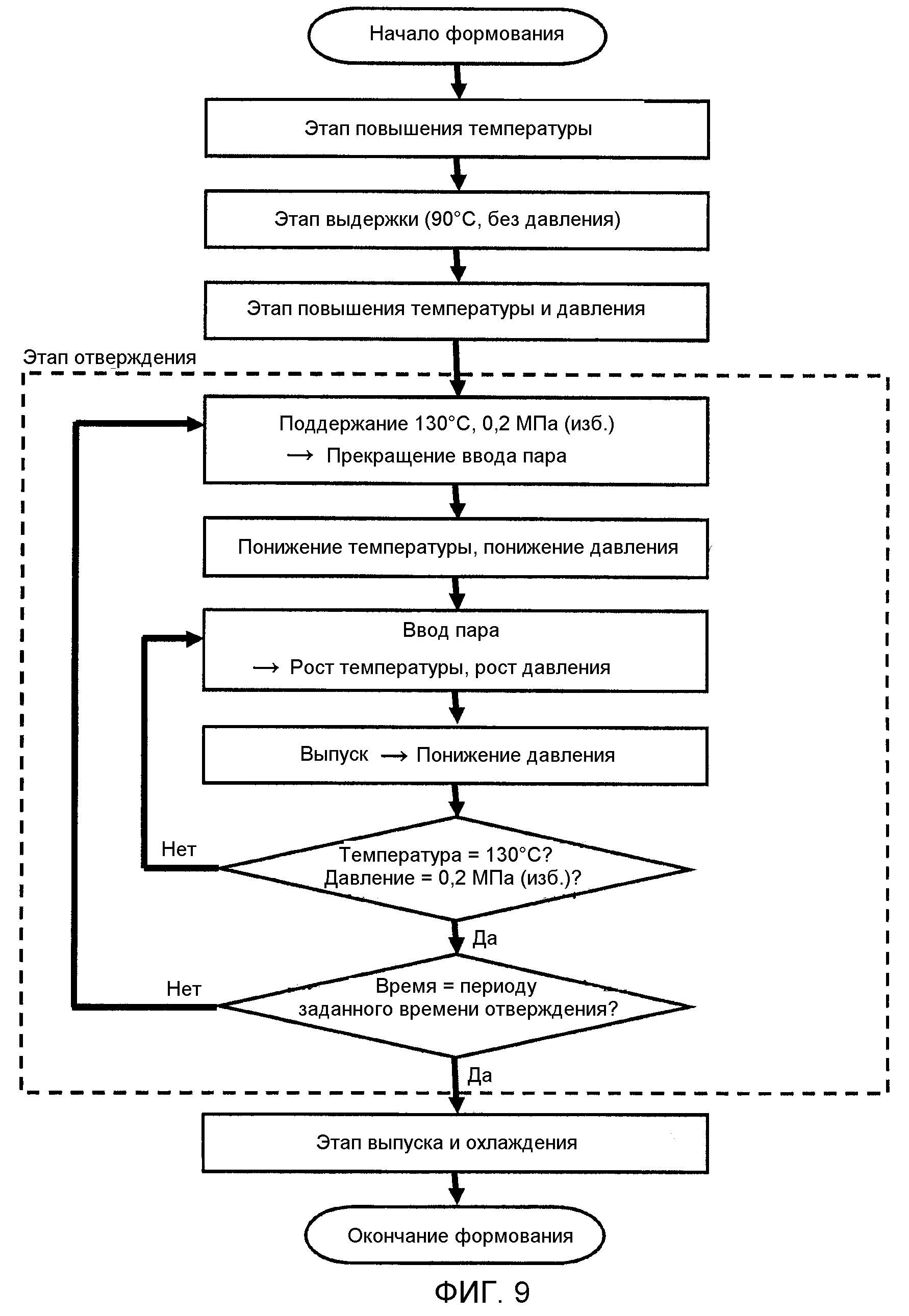
Фиг. 9 - блок-схема последовательности операций способа, показывающая процесс способа формования по второму варианту осуществления.
Фиг. 10 - схематичный вид средства подачи насыщенного пара автоклавного устройства по третьему варианту осуществления изобретения.
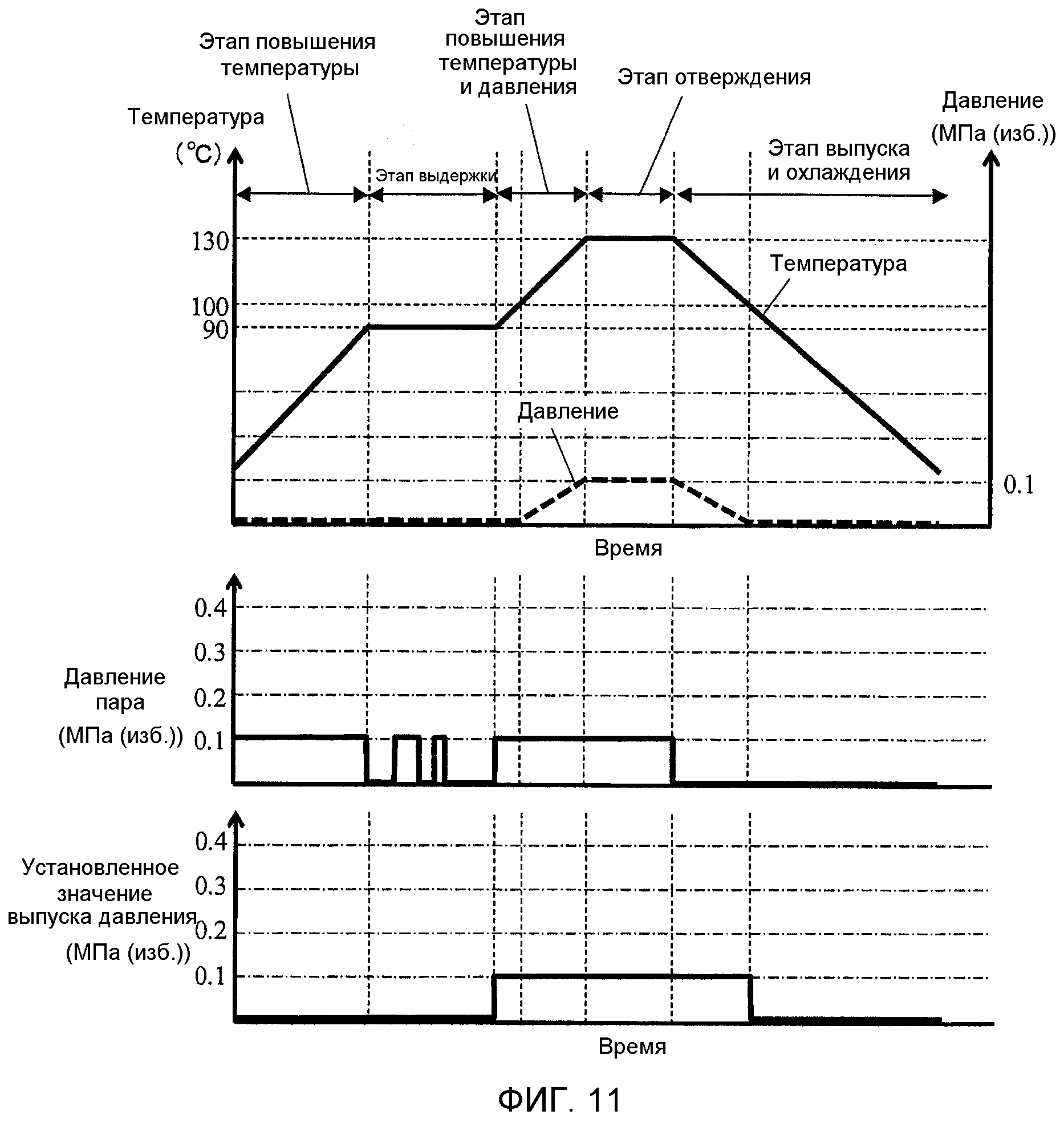
Фиг. 11 - график модели управления температурой и давлением автоклавного устройства по третьему варианту осуществления во времени.
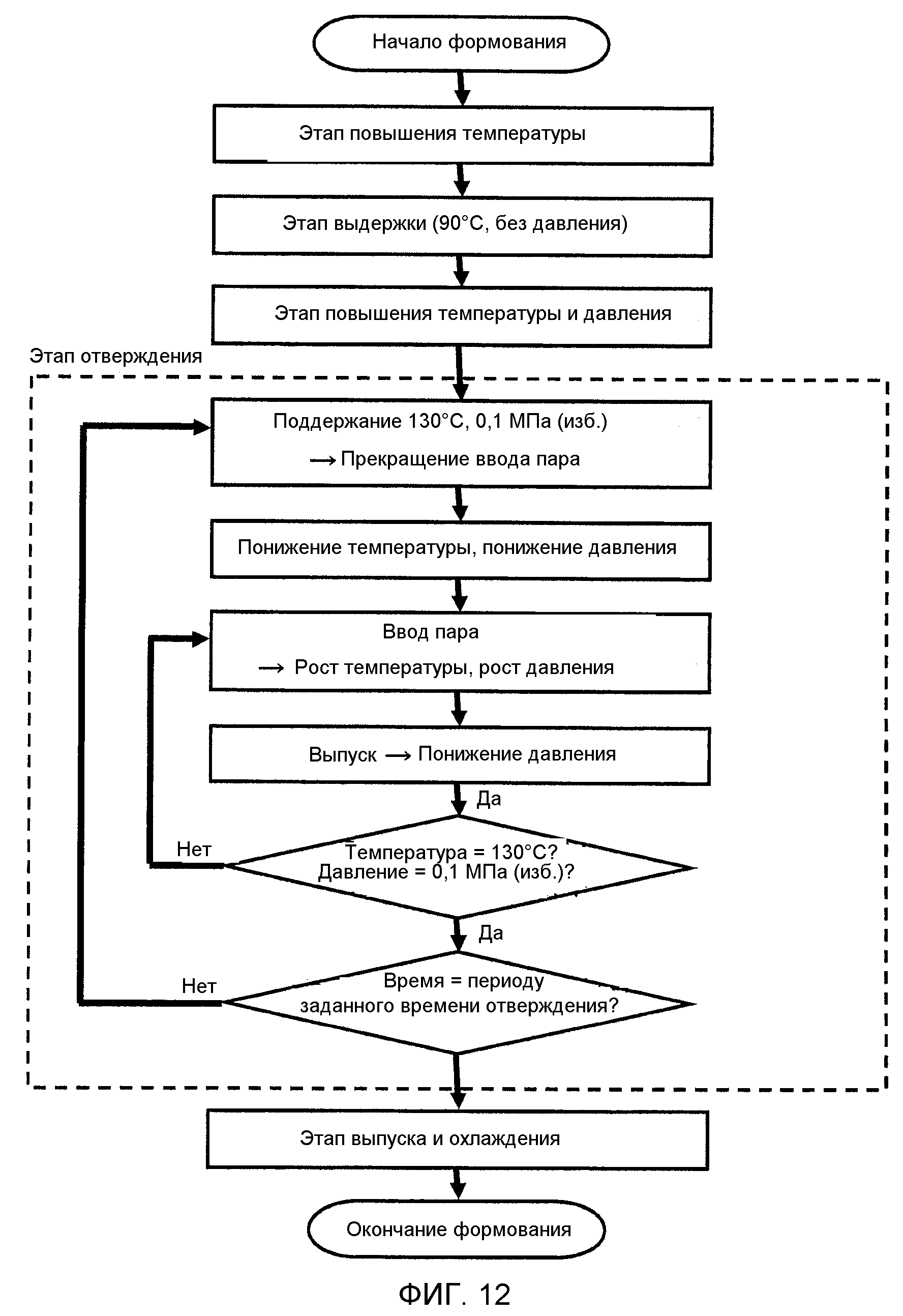
Фиг. 12 - блок-схема последовательности операций способа, показывающая процесс способа формования по третьему варианту осуществления изобретения.
Фиг. 13 - блок-схема последовательности операций, показывающая способ формования по четвертому варианту осуществления настоящего изобретения.
Фиг. 14 - схематичный вид традиционного устройства горячего прессования и образца, формованного с помощью устройства горячего прессования.
Фиг. 15 - график модели управления температурой и давлением традиционного устройства горячего прессования во времени.
Предпочтительные варианты осуществления изобретения
(Вариант осуществления 1)
Предпочтительные варианты осуществления способа автоклавного формования и устройства для способа настоящего изобретения подробно описываются в дальнейшем со ссылкой на чертежи. В первом варианте осуществления в качестве связующего используется термореактивная смола.
Схематичная конфигурация показана фиг. 1 и 2 для демонстрации всего автоклавного устройства этого изобретения.
Устройство преимущественно содержит формовочную камеру 1, сушильную камеру 2, водокольцевой вакуумный насос 3, панель 4 управления, автоматическую транспортировочную линию 5, то есть конвейер, котел 6, трубы, подсоединенные к нему, и множество клапанов. Их подробная конфигурация будет описана ниже.
А именно, устройство автоклавного формования выполнено с возможностью придания формы композиционному материалу 13 путем помещения его в вакуумный мешок 15, а затем в формовочную камеру 1 и нагревания и содержания его под давлением. Композиционный материал 13 получают пропитыванием волоконной подложки, а именно углеродной подложки в этом варианте осуществления, термореактивной смолой, а именно эпоксидной смолой в этом варианте осуществления, в качестве связующего. Устройство автоклавного формования содержит устройство 32 подачи насыщенного пара, устройство 33 подачи сжатого воздуха и средство 34 управления. Средство 32 подачи насыщенного пара служит в качестве источника нагрева и обеспечения заданного давления для подачи в формовочную камеру 1 насыщенного пара заданной температуры, необходимой для композиционного материала 13, которая в этом варианте осуществления составляет 130°C. Средство 33 подачи сжатого воздуха подает в формовочную камеру 1 в качестве дополнительного источника обеспечения давления, необходимого для формования, воздух, азот или их газовую смесь заданного давления, которое в этом варианте осуществления составляет 0,31 МПа (изб.). МПа (изб.) - это единица измерения для указания манометрического давления, то есть перепада давления касательно атмосферного давления. Средство 34 управления регулирует подачу насыщенного пара и воздуха, азота или их газовой смеси заданного давления таким образом, чтобы внутри формовочной камеры можно было поддерживать заданную температуру, которая в этом варианте осуществления составляет 130°C, и заданное давление, которое в этом варианте осуществления составляет 0,3 МПа (изб.), необходимые для композиционного материала 13.
Средство 32 подачи насыщенного пара снабжено клапаном 23 понижения давления для превращения давления свежего пара, который производится котлом 6 и имеет в этом варианте осуществления давление 0,4 МПа (изб.) и температуру 150°C, в планируемое давление, 0,2 МПа (изб.) в этом варианте осуществления. Кроме этого средство 32 подачи насыщенного пара снабжено автоматическим главным паровым клапаном 24 и автоматическим клапаном 25 регулирования температуры, которые подсоединены параллельно друг другу. Клапан 23 понижения давления, автоматический главный паровой клапан 24 и автоматический клапан 25 регулирования температуры управляются средством 34 управления.
Множество сопел 7, а именно 20 сопел/ряд × 2 ряда = 40 сопел в этом варианте осуществления, для подачи насыщенного пара в формовочную камеру 1 размещены так, что сопла 7 могут впрыскивать насыщенный пар к, по существу, всему композиционному материалу 13. Сопла 7 могут также выполнять функцию сопел для подачи воздуха, азота или их газовой смеси заданного давления, что будет описано позже в качестве примера модификации этого изобретения.
В дальнейшем будет подробно описана конкретная конфигурация автоклавного устройства.
Формовочная камера 1 снабжена паропроводом 8, имеющим множество паровых сопел 7, а именно 40 сопел в этом варианте осуществления, выполненных таким образом, что насыщенный пар, идущий из котла 6 и впрыскиваемый в формовочную камеру 1, может полностью покрывать внутреннюю область формовочной камеры 1. Кроме этого, труба 10 охлаждения снабжена множеством сопел 9 охлаждения, которые раскрываются таким образом, чтобы полностью покрывать внутреннюю область формовочной камеры 1, как в случае с паропроводом 8, имеющим паровые сопла 7. Также обеспечено воздушное сопло 11, раскрывающееся для впрыска сжатого воздуха в формовочную камеру 1. Котел 6 паропровод 8 и паровые сопла 7 составляют средство 32 подачи насыщенного пара.
Сливная труба 12 выполнена с возможностью слива конденсированной влаги и охлаждающей воды, скапливающейся в нижней части формовочной камеры 1. Вакуумное сопло 16 выполнено с возможностью вакуумирования композиционного материала 13, который уложен на формовочную форму 14, завернутый в вакуумный мешок 15 вместе с формовочной формой 14, и предварительно вакуумирован. Вакуумный соединитель 18 выполнен с возможностью соединения гибкого шланга 17a, подсоединенного к вакуумному соплу 16, с вакуумным мешком 15. Кроме того, также обеспечены дверца 19 для плотного закрывания формовочной камеры 1 и открывающее и закрывающее приспособление 20 для дверцы 19.
В этом варианте осуществления композиционным материалом 13 является многослойный объект из углеродного волокна, и в качестве термореактивной смолы используется эпоксидная смола, тем не менее можно также использовать фенольную смолу и т.п.
Образующим материалом вакуумного мешка 15 является в этом варианте осуществления нейлон, однако, материал с термостойкостью и водостойкостью, такой как силиконовый каучук, также может использоваться.
В этом варианте осуществления образующим материалом формовочной формы 14 является волокнит (FRP - fiber-reinforced plastic), тем не менее также могут использоваться такие различные материалы, как жемчужная плита, гипс и т.д., поскольку устраняется необходимость во встроенном источнике нагрева, который необходимо размещать в металлической форме, используемой в устройстве горячего прессования, и толщина и прочность формовочной формы 14 из этого изобретения могут быть минимально требуемыми, пока формовочная форма 14 может противостоять насыщенному пару и сжатому воздуху.
На внешней стороне сушильной камеры 2 для нагревания внутренней области сушильной камеры 2 предусмотрены обдувочные аппараты 21, 22. Сушильная камера 2 имеет достаточное пространство для вмещения вакуумного мешка 15, доставляемого автоматической транспортировочной линией 5.
Водокольцевой вакуумный насос 3 выполняет забор, сжатие и выпуск вследствие вращения колеса с лопатками уплотняющей водой. В отличие от вакуумного насоса с циркуляцией масла, водокольцевой вакуумный насос 3 не позволяет маслу бежать по трубе для вакуумирования а, следовательно, не пачкает внутреннюю область формовочной камеры 1.
Средство управления 34 содержит панель 4 управления. Панель 4 управления - это рабочая панель для управления процессом автоматической транспортировки вакуумного мешка 15 и для формования как корректировка и т.д. подачи насыщенного пара и сжатого воздуха, которая будет описана позже. Кроме панели 4 управления средство 34 управления дополнительно содержит редукционный клапан 23, автоматический главный паровой клапан 24 и автоматический клапан 25 регулирования температуры для управления паром, как упомянуто выше; клапан 29 понижения давления для сжатого воздуха и автоматический клапан 30 введения воздуха для управления сжатым воздухом; и исполнительный механизм, включающий в себя приспособление 20 для открывания/закрывания дверцы, автоматический клапан 26 ввода охлаждающей воды, автоматический сливной клапан 31, вакуумный насос 3 и т.д.
Автоматическая транспортировочная линия 5 выполнена с возможностью автоматической транспортировки композиционного материала 13, который уложен слоями на формовочной форме 14, завернут в вакуумный мешок 15 и предварительно вакуумирован вне устройства, в и из формовочной камеры 1 и сушильной камеры 2 в работе устройства, и автоматической транспортировки его на площадку, которая не показана на чертежах, где вакуумный мешок 15 снимают и формованное изделие вынимают из формы.
Теперь объясняется трубопровод, включающий в себя клапаны.
Ниже, начиная со стороны его входа, объясняется паропровод 8, ведущий к трубе с множеством паровых сопел 7. Паропровод 8 для отправки насыщенного пара, производимого котлом 6, ведет от фланца, подсоединяющего трубу от котла 6, к клапану 23 понижения давления, который понижает давление пара относительно первоначального давления. Потом регулируется количество пара. От клапана 23 понижения давления автоматический главный паровой клапан 24, служащий главным образом для повышения температуры, и автоматический клапан 25 регулирования температуры, служащий главным образом для поддержания заданной температуры, подсоединены параллельно друг другу, откуда паропровод 8 простирается до части с паровыми соплами 7.
Труба 10 охлаждения, ведущая к трубе с множеством сопел 9 охлаждения, - это труба для транспортировки охлаждающей воды из водяного бака, который не показан на чертежах. Труба 10 охлаждения подсоединена от фланца, соединяющего трубу, идущую от водяного бака, с автоматическим клапаном 26 ввода охлаждающей воды, регулирующим объем воды, и ведет к части с соплами 9 охлаждения.
Воздухопровод 27, ведущий к части с воздушным соплом 11, - это труба для отправки сжатого воздуха из компрессора 28. Воздухопровод 27 ведет от фланца, соединяющего трубу, идущую от компрессора 28, с клапаном 29 понижения давления для уменьшения давления воздуха относительно первоначального давления, затем к автоматическому клапану 30 ввода воздуха для регулирования объема воздуха, а далее к части с воздушным соплом 11. Компрессор 28, воздухопровод 27 и воздушное сопло 11 составляют средство 33 подачи сжатого воздуха. Между тем, хотя вместо сжатого воздуха может использоваться один азот, средство для удобства называется устройством подачи сжатого воздуха.
В сливной трубе 12, на нижней части формовочной камеры 1 для слива конденсированной влаги или охлаждающей воды, скапливающейся внизу формовочной камеры 1, обеспечено сливное отверстие, откуда труба 12 простирает книзу, при этом к ней подсоединен автоматический сливной клапан 31, а затем ведет к сливному баку, который не показан на чертеже. Автоматический сливной клапан 31 также служит для ослабления давления в формовочной камере 1, другими словами, он также имеет функцию выпуска.
Вакуумная линия, ведущая к вакуумному соплу 16, выполнена таким образом, чтобы водокольцевой вакуумный насос 3 был подсоединен к вакуумному соплу 16, обеспеченному в формовочной камере 1. Водокольцевой вакуумный насос 3 выполняет забор, сжатие и выпуск, вследствие подачи воды в насос и вращения колеса с лопатками, размещенного в корпусе. Вакуумное сопло 16 соединено с гибким шлангом 17a, вакуумный соединитель 18 подсоединен к противоположной стороне гибкого шланга 17a, а на переднем крае вакуумного мешка 15 предусмотрено выпускное отверстие. Выпускное отверстие соединено с вакуумным соединителем 18 гибким шлангом 17b. Оставшийся воздух внутри вакуумного мешка 15 отсасывается вакуумным насосом 3.
Теперь, опираясь на фиг. 2, объясняется маршрут вакуумного мешка 15. Фиг. 2 - схематичный вид сверху, показывающий все устройство по этому изобретению. Композиционный материал 13 укладывают на формовочную форму на площадке для упаковки в мешки, помещенный в вакуумный мешок 15, и предварительно вакуумируют. Это называется этапом упаковки в мешок. Вакуумный мешок 15, который предварительно вакуумирован, помещают на начальное положение автоматической транспортировочной линии 5. Затем на панели 4 управления выставляют заданную температуру, давление и время. Автоматическая транспортировка начинается нажатием кнопки пуска автоматической транспортировки.
Вакуумный мешок 15 движется на фиг. 2 слева направо. Когда вакуумный мешок 15 достигает платформы перед формовочной камерой 1, он на время останавливается. Платформу, которая объединена с дверцей 19, при помощи приспособления 20 для открывания/закрывания дверцы перемещают с помещенным на ней вакуумным мешком 15 в формовочную камеру 1. Потом формовочную камеру 1 плотно закрывают дверцей 19. Когда вакуумный мешок 15 достигает заданного положения, его подсоединяют при помощи вакуумного соединителя 18 к вакуумному соплу 16, и начинается вакуумирование. Это называется этапом установки в формовочную камеру. Процесс формования будет ясен позже. Вакуумный мешок 15, после завершения этапа выпуска и охлаждения формовочной камеры 1, перемещается автоматической транспортировочной линией 5 вправо и переносится в сушильную камеру 2. Это называется этапом установки в сушильную камеру. Затем вакуумный мешок 15 сушат в сушильной камере 2 на этапе сушки. После окончания этапа сушки вакуумный мешок 15 снова перемещается автоматической транспортировочной линией 5 вправо и останавливается в конечном положении. Вакуумный мешок 15 переносят на площадку для выемки, где вакуумный мешок 15 удаляют, и формованное изделие вынимают из формы. Данный этап называется этапом выгрузки.
В этом варианте осуществления вакуумный мешок 15 сушат в сушильной камере 2. Однако окружающую область вакуумного мешка 15 в формовочной камере 1 можно сушить при помощи вакуумирования. В этом случае необходимость в сушильной камере 2 отпадает.
Далее со ссылкой на фиг. 3 и 4 описывается пример процесса автоклавного формования. На фиг. 3 показан график модели управления температурой и давлением во времени и показаны диаграммы давления насыщенного пара, давления сжатого воздуха и давления выпускаемого воздуха, изменяющихся синхронно с поведением графика модели. Вертикальная ось каждой из диаграмм показывает манометрическое давление, то есть перепад давления относительно атмосферного давления. На фиг. 4 показана блок-схема последовательности операций способа формования.
Насыщенный пар с первоначальным давлением 0,4 МПа (изб.) и температурой 150°C заранее подготавливается котлом 6, а клапаном 23 понижения давления давление уменьшается до 0,2 МПа (изб.). Количество пара регулируется автоматическим главным паровым клапаном 24, а для ввода насыщенного пара в формовочную камеру 1 без давления, то есть при атмосферном давлении, открывается автоматический сливной клапан 31. Затем внутреннюю область формовочной камеры 1 нагревают до 90°C. Это этап именуется этапом повышения температуры.
После, в течение 1-1,5 часов поддерживают температуру 90°C надлежащим открыванием и закрыванием автоматического клапана 25 регулирования температуры и выпуском вследствие открывания автоматического сливного клапана 31. Это называется этапом выдержки.
Далее автоматический сливной клапан 31 сразу же закрывают, и давление на выпуск устанавливают равным 0,3 МПа (изб.). Когда давление внутри формовочной камеры 1 составляет 0,295 МПа (изб.) или ниже, автоматический сливной клапан 31 сохраняется закрытым. Когда давление достигает 0,305 МПа (изб.) или выше, автоматический сливной клапан 31 открывается. Когда давление снова опускается до 0,295 МПа (изб.) или ниже, автоматический сливной клапан 31 закрывается. Температуру и давление регулируют таким образом, чтобы температура окружающей среды в формовочной камере 1 могла быть равна 130°C, а давление - 0,3 МПа (изб.), как целевые значения для отверждения. Автоматический главный паровой клапан 24 снова работает, и насыщенный пар вводится и нагревается до 130°C. Внутри формовочной камеры 1 давление отсутствует, то есть атмосферное давление при 100°C или ниже. Когда температура превышает 100°C, давление внутри формовочной камеры 1 увеличивается до 0,2 МПа (изб.), которое является давлением насыщенного пара при температуре 130°C.
Когда температура окружающей среды внутри формовочной камеры 1 достигает 130°C, вводится сжатый воздух, имеющий давление слегка большее 0,3 МПа (изб.), а именно 0,31 МПа (изб.) например, птому что воздуху не предоставляется возможности поступать в формовочную камеру 1, когда давление сжатого воздуха меньше давления внутри формовочной камеры 1. Давление сжатого воздуха определяется мощностью компрессора 28, как и в случае с насыщенным паром. К примеру, сжатый воздух с давлением 0,6 МПа (изб.) подается в воздухопровод 27 из компрессора 28, а клапаном 29 понижения давления давление уменьшается до 0,31 МПа (изб.). Недостаток давления в формовочной камере дополняется сжатым воздухом, и давление внутри формовочной камеры 1 достигает 0,3 МПа (изб.) должным образом. Это называется процессом повышения давления.
Температура окружающей среды и давление внутри формовочной камеры 1 поддерживаются соответственно равным 130°C и 0,3 МПа (изб.), и это состояние поддерживается в течение заданного времени отверждения. Время отверждения определяется композиционным материалом 13. Например, в случае обычного композиционного материала 13, имеющего в этом варианте осуществления в качестве связующего термореактивную смолу, завершить реакцию отверждения занимает около 1 часа. Однако если не принимать никаких мер, температура в формовочной камере 1 понижается вследствие теплопоглощения вводимым воздухом, теплопоглощением формовочного объекта, то есть композиционного материала 13 или формовочной камеры 1, и тепловыделения из формовочной камеры 1. Поэтому пар должен вводиться надлежащим образом. Когда давление в формовочной камере 1 понижается и температура там достигает 130°C, нужно вводить воздух.
Когда температура и давление в формовочной камере 1 составляют соответственно 130°C и 0,3 МПа (изб.), введение пара и воздуха сразу прекращается, а температура и давление в формовочной камере 1 по упомянутым выше причинам понижаются с течением времени. Как правило, снижение температуры компенсируется введением пара, а понижение давления компенсируется введением воздуха. Когда пар вводится снова, температура и давление в формовочной камере 1 повышаются, а когда они превышают установленные значения условий для выпуска, открывается автоматический сливной клапан 31 и давление снижается. Когда температура в формовочной камере 1 составляет 130°C, пар не может быть введен и поэтому вводится воздух. Тогда давление в формовочной камере 1 снова повышается и температура понижается. Температура и давление в формовочной камере 1 опять проверяются, и когда обнаруживается, что они отличаются соответственно от 130°C и 0,3 МПа (изб.), снова вводится пар. Таким образом, температура и давление в формовочной камере 1 уравновешиваются путем подачи и выпуска пара и воздуха, и процесс повторяется до тех пор, пока не истекает время, требуемое для отверждения. Это называется этапом отверждения.
Когда этап отверждения завершен, установленное значение автоматического сливного клапана 31 выставляется равным 0,2 МПа (изб.) и автоматическим сливным клапаном 31 управляют. Затем для замещения воздуха вводится воздух из компрессора 28. Когда температура в формовочной камере 1 опускается до 100°C или ниже, автоматический сливной клапан 31 открывается в атмосферу, и сжатый воздух в формовочной камере 1 отводится за один выброс. В то же самое время из сопел 9 охлаждения для охлаждения вакуумного мешка 15 подается охлаждающая вода. Охлаждающая вода, текущая к нижней части формовочной камеры 1, выпускается через автоматический сливной клапан 31 в сливной бак. Это называется этапом выпуска и охлаждения.
Фиг. 5 изображает график, показывающий изменения температуры окружающей среды и давления внутри формовочной камеры 1 во времени. Как показано на фиг. 5, в формовочной камере 1 размещены датчики температуры, пронумерованные от одного до восьми, и эти восемь датчиков температуры регистрируют температуру окружающей среды. Датчик температуры номер восемь работает в качестве датчика регулирования температуры. Давление регистрируется датчиком давления, который не показан на чертеже.
На упомянутом выше графике показаны данные, зарегистрированные во время формования при температуре 130°C, давлении 0,3 МПа (изб.) и времени отверждения 40 минут, в качестве условий отверждения.
Согласно распределению температур при температуре окружающей среды 130°C на этапе отверждения, отклонение в данных, зарегистрированных восемью датчиками температуры, находится в пределах 2°C, что означает, что отклонение температуры в формовочной камере очень мало. Чем выше давление, тем меньше отклонение температуры, поскольку возрастает количество молекул газа, и теплопроводность становится выше.
Распределение температур также связано со временем отверждения. Точнее говоря, с момента, когда датчик температуры, размещенный там, где температура является наименьшей, достигает целевой температуры 130°C, начинается измерение времени отверждения. Поэтому чем меньше отклонение температуры, тем меньше отставание по времени для достижения 130°C между положением наибольшей температуры и положением наименьшей температуры. Следовательно, полное время этапа отверждения, или другими словами, реальное время отверждения сокращается.
В этом варианте осуществления вакуумный мешок 15, вмещающий композиционный материал 13, транспортируется автоматически. Тем не менее, его можно переносить и вручную.
Кроме того, в этом варианте осуществления клапаны управляются автоматически, но ими можно управлять вручную в соответствии с рабочими процедурами.
Вкратце, способ автоклавного формования по этому изобретению состоит в том, чтобы формовать композиционный материал, который содержит волоконную подложку и связующую смолу, путем помещения композиционного материала в вакуумный мешок, а затем в формовочную камеру, нагревания его и содержания его под давлением. В способе в качестве источника нагрева и источника обеспечения заданного давления в формовочную камеру подается насыщенный пар, имеющий заданную температуру, необходимую для формования композиционного материала. Кроме этого, в качестве дополнительного источника давления, необходимого для формования, в формовочную камеру, когда возникает необходимость, подается воздух, азот или их газовая смесь заданного давления. Подача насыщенного пара и воздуха, азота или их газовой смеси заданного давления регулируется таким образом, чтобы для осуществления этапа отверждения в формовочной камере могли поддерживаться заданная температура и заданное давление, необходимые для композиционного материала.
В упомянутом выше способе предпочтительно используют следующую процедуру. А именно, в частично открытую формовочную камеру 1 подается только насыщенный пар. После того как формовочная камера 1 прогрета до заданной температуры, это состояние поддерживается в течение заданного времени, это этап выдержки. Далее формовочную камеру 1 плотно закрывают и подаются насыщенный пар и воздух, азот или их газовая смесь заданного давления. Затем процесс переходит с этапа повышения давления к этапу отверждения. Этап выдержки, этап повышения давления и этап отверждения можно последовательно и без труда выполнять регулировкой совместно насыщенного пара и воздуха, азота или их газовой смеси заданного давления.
Кроме этого, нижеследующее является предпочтительной процедурой. А именно, после того как завершен этап отверждения термореактивной смолы, в формовочную камеру 1 для охлаждения композиционного материала 13 подается охлаждающая вода. Далее композиционный материал 13 перемещают в сушильную камеру 2, и в нее для сушки подается воздух. После этого вакуумный мешок 15 снимают с композиционного материала 13. Таким образом, поскольку композиционный материал 13 содержится в вакуумном мешке 15, непосредственное охлаждение охлаждающей водой может осуществляться немедленно, а также горячим воздушным потоком может выполняться сушка.
(Пример модификации 1)
Упомянутый выше вариант осуществления 1 частично модифицирован, чтобы представить другую форму варианта осуществления, которая описывается ниже.
На фиг. 6 показан схематичный вид воздушного сопла, демонстрирующий другую форму основной части автоклавного устройства по этому изобретению. Множество сопел 7 для подачи в формовочную камеру 1 насыщенного пара также служат в качестве сопла 11 для подачи сжатого воздуха, которое в упомянутом выше варианте осуществления обеспечено в верхней части формовочной камеры 1. Соответственно, сжатый воздух распыляется вниз на вакуумный мешок 15 подобно насыщенному пару, распыляемому вниз на вакуумный мешок 15, и локальное отклонение давления на композиционный материал 13, то есть изделие для формования сокращается. Таким образом можно производить стабильное формованное изделие без отклонений при обработке.
На фиг. 6, где коды деталей не объясняются, следует обращаться к объяснению ранее упомянутого варианта осуществления 1.
(Пример модификации 2)
С помощью способа и устройства по изобретению можно формовать быстро отвердевающий препрег. Быстро отвердевающий препрег как композиционный материал 13 содержит в качестве связующего термореактивную смолу, которая реагирует и отверждается за короткий промежуток времени. Быстро отвердевающим препрегом может быть, к примеру, Tough-Qure (торговая марка), производимый Mitsubishi Rayon Co., Ltd. В этом случае время реакции отверждения составляет 30 минут при 130°C, в то время как в случае обычного препрега, это 1 час при 130°C. Помимо этого, поскольку насыщенный пар, используемый здесь, имеет очень большое количество теплоты, колебание температуры сокращается, реальное время отверждения сокращается, а производительность, очевидно, улучшается. Чем короче время отверждения, тем меньше выброшенной тепловой энергии, а следовательно, сберегается энергия. Преимущество свойства быстрого отверждения можно доводить до максимума сокращением колебания температуры.
(Вариант осуществления 2)
Упомянутый выше вариант осуществления 1 - это пример формования, в котором условием по температуре для отверждения является температура насыщенного пара, а условие по давлению для отверждения выше давления насыщенного пара.
Когда формование выполняется при том же условии по давлению для отверждения, как давление насыщенного пара, в воздухе, азоте или их газовой смеси заданного давления, используемых в качестве дополнительного источника обеспечения давления, нет необходимости. Поэтому в этом варианте осуществления 2, устранена необходимость в средстве 33 подачи сжатого воздуха, которое обеспечено в устройстве, описанном в варианте осуществления 1.
В дальнейшем со ссылкой на фиг. 8 и 9, будет дано подробное пояснение. Фиг. 8 изображает график модели управления температурой и давлением во времени, и диаграммы давления насыщенного пара и выпуска, протекающие синхронно с развитием графика модели. Вертикальная ось каждой из диаграмм показывает манометрическое давление, то есть перепад давления относительно атмосферного давления. Фиг. 9 - блок-схема последовательности операций способа, показывающая процедуру формования.
Процесс формования, по существу, не отличается от процесса формования в варианте осуществления 1. Объяснение, по существу, одинаковой части здесь опущено, а части, которые отличаются от варианта осуществления 1, объясняются ниже.
Композиционный материал 13, приготовленный путем пропитки волоконной подложки, а именно углеродного волокна в этом варианте осуществления, термореактивной смолой, а именно эпоксидной смолой в этом варианте осуществления, помещают в вакуумный мешок 15, который затем помещают в формовочную камеру 1, и нагревают, и содержат под давлением для формования. Подробно процесс формования выполняется с использованием средства 32 подачи насыщенного пара в качестве источника нагрева и источника обеспечения заданного давления и средства 34 управления. Средство 32 подачи насыщенного пара подает насыщенный пар заданной температуры, необходимой для композиционного материала 13, которая в этом варианте осуществления составляет 130°C. Средство 34 управления регулирует подачу насыщенного пара в формовочную камеру 1, чтобы поддерживать заданную температуру, которая в этом варианте осуществления составляет 130°C, и заданное давление, которое в этом варианте осуществления составляет 0,2 МПа (изб.), которые необходимы для композиционного материала 13.
В упомянутом выше варианте осуществления 1 давление воздуха контролируется на основе контрольной диаграммы давления воздуха, показанной на фиг. 3, однако в этом варианте осуществления 2 такая диаграмма не нужна.
Процесс формования выглядит следующим образом. А именно, насыщенный пар с первоначальным давлением 0,4 МПа (изб.) и температурой 150°C подготавливается котлом 6, а клапаном 23 понижения давления давление уменьшается до 0,2 МПа (изб.). Количество пара регулируется автоматическим главным паровым клапаном 24. Автоматический сливной клапан 31 открывается, и насыщенный пар вводится в формовочную камеру 1 без давления, то есть при атмосферном давлении. Температуру повышают до 90°C. Это этап повышения температуры.
Далее, температура 90°C поддерживается в течение 1-1,5 часов посредством выпуска путем надлежащего открывания и закрывания автоматического клапана 25 регулирования температуры и путем открывания автоматического сливного клапана 31. Это этап выдержки.
После автоматический сливной клапан 31 сразу же закрывается и давление на выпуск устанавливается равным 0,2 МПа (изб.). Когда давление внутри формовочной камеры 1 составляет 0,195 МПа (изб.) или ниже, автоматический сливной клапан 31 сохраняется закрытым. Когда давление становится 0,205 МПа (изб.) или выше, автоматический сливной клапан 31 открывается. Когда давление опять становится 0,195 МПа (изб.) или ниже, автоматический сливной клапан 31 закрывается. Целевые температура и давление, как условия отверждения, устанавливаются таким образом, чтобы температура окружающей среды в формовочной камере 1 могла быть 130°C, а давление могло быть 0,2 МПа (изб.). Автоматический главный паровой клапан 24 снова работает и насыщенный пар вводится, чтобы повышать температуру до 130°C. Внутри формовочной камеры 1 давление отсутствует, то есть атмосферное давление при 100°C или ниже. Когда температура превышает 100°C, давление внутри формовочной камеры 1 повышается до 0,2 МПа (изб.), что является давлением насыщенного пара при температуре 130°C. Это процесс повышения давления.
В дальнейшем температура окружающей среды в формовочной камере 1 сохраняется на уровне 130°C, а давление - на уровне 0,2 МПа (изб.), и это состояние поддерживается в течение заданного времени отверждения. Как упомянуто в варианте осуществления 1, время отверждения определяется композиционным материалом 13.
Когда в формовочной камере 1 температура равна 130°C, а давление равно 0,2 МПа (изб.), введение пара сразу же прекращается. Потом, по мере того, как проходит время, и температура, и давление в формовочной камере 1 снижаются по упомянутым выше причинам. Как правило, понижение температуры и давления дополняется введением пара. Когда пар вводится снова, температура и давление в формовочной камере 1 повышаются, а когда они превышают установленные значения условий для выпуска, для понижения давления открывается автоматический сливной клапан 31. Температура и давление в формовочной камере 1 заново проверяются, и если обнаруживается, что они отличаются соответственно от 130°C и 0,2 МПа (изб.), опять вводится пар. Температура и давление в формовочной камере 1 уравновешиваются подачей и выпуском пара. Этот рабочий процесс повторяется, пока не истекает заданное время отверждения. Это этап отверждения.
Объяснение этапа охлаждения здесь опущено, поскольку он такой же, как в варианте осуществления 1.
(Вариант осуществления 3)
Далее следует описание процесса формования при условии, что давление при отверждении ниже давления насыщенного пара. В этом описании варианта осуществления 3, где конфигурация является по существу такой же, как в упомянутом выше варианте осуществления 1, соответствующее описание опущено.
Как показано на фиг. 10, средство 35 нагревания насыщенного пара выполнено с возможностью нагревания насыщенного пара для превращения его в перегретый пар. Насыщенный пар, соответствующий давлению условия для отверждения, нагревается средством 35 нагревания насыщенного пара для превращения его в перегретый пар, чтобы могла быть получена температура условия для отверждения.
Средство 35 нагревания насыщенного пара в этом варианте осуществления - электронагреватель, и оно размещено на паропроводе 8. Как вариант, паропровод 8 может быть разветвлен выше по потоку клапана 23 понижения давления, и ветвь размещена таким образом, чтобы виться вокруг паропровода 8 ниже по потоку клапана 23 понижения давления, чтобы перегрев мог выполняться теплообменом. Таким образом, насыщенный пар после понижения давления может непосредственно нагреваться высокотемпературным насыщенным газом до понижения давления.
В этом варианте осуществления воздух, азот или их газовая смесь заданного давления, служащие в качестве дополнительного источника обеспечения давления, тоже не нужны. Следовательно, исключается средство 33 подачи сжатого воздуха, обеспеченное в упомянутом выше варианте осуществления 1. Процесс формования эквивалентен процессу формования в варианте осуществления 2. Между тем, вместо котла, производящего насыщенный пар, может использоваться котел, производящий перегретый пар. В этом случае исключается упомянутое выше средство нагревания насыщенного пара.
Далее следует подробное описание со ссылкой на фиг. 11 и 12. На фиг. 11 показан график модели управления температурой и давлением этого варианта осуществления 3 во времени, и диаграммы, показывающие давление перегретого пара и выпуска. изменяющиеся синхронно с течением времени графика модели. Вертикальная ось каждой из диаграмм обозначает манометрическое давление, то есть перепад давления относительно атмосферного давления. Фиг. 12 - блок-схема последовательности операций процесса формования.
Процесс формования, по существу, не отличается от процесса формования в варианте осуществления 1. Объяснение, по существу, одинаковой части здесь опущено, а части, которые отличаются от варианта осуществления 1, объясняются ниже.
Композиционный материал 13, получаемый путем пропитки волоконной подложки, а именно углеродного волокна в этом варианте осуществления, термореактивной смолой, а именно, эпоксидной смолой в этом варианте осуществления, помещают в вакуумный мешок 15, который затем помещают в формовочную камеру 1, и нагревают и содержат под давлением для формования. Процесс формования выполняется средством 36 подачи перегретого пара и средством 34 управления. Средство 36 подачи перегретого пара подает в формовочную камеру 1 в качестве источника нагрева и источника обеспечения заданного давления перегретый пар заданной температуры, необходимой для композиционного материала 13, которая в этом варианте осуществления составляет 130°C. Средство 34 управления регулирует подачу перегретого пара, чтобы поддерживать внутри формовочной камеры 1 заданную температуру и заданное давление, необходимые для композиционного материала 13, которые в этом варианте осуществления составляют соответственно 130°C и 0,1 МПа (изб.).
В упомянутом выше варианте осуществления 1 давление воздуха контролируется на основе контрольной диаграммы давления воздуха, как показано на фиг. 3, однако в этом варианте осуществления она не нужна.
Ниже описывается процесс формования. Насыщенный пар с первоначальным давлением 0,4 МПа (изб.) и температурой 150°C заранее подготавливается котлом 6, а клапаном 23 понижения давления давление уменьшается до 0,1 МПа (изб.), а температура - до 120°C. Затем насыщенный пар с давлением 0,1 МПа (изб.) и температурой 120°C нагревается для получения перегретого пара с давлением 0,1 МПа (изб.) и температурой 130°C. Количество пара регулируется автоматическим главным паровым клапаном 24. Автоматический сливной клапан 31 открывается, и перегретый пар вводится в формовочную камеру 1 без давления, то есть при атмосферном давлении. Температуру повышают до 90°C. Это этап повышения температуры.
Далее, в течение 1-1,5 часов температура 90°C поддерживается надлежащим открыванием и закрыванием автоматического клапана 25 регулирования температуры и выпуском путем открывания автоматического сливного клапана 31. Это этап выдержки.
Затем автоматический сливной клапан 31 сразу же закрывается, и давление на выпуск устанавливается равным 0,1 МПа (изб.). Когда давление внутри формовочной камеры 1 составляет 0,095 МПа (изб.) или ниже, автоматический сливной клапан 31 сохраняется закрытым. Когда давление внутри формовочной камеры 1 становится 0,105 МПа (изб.) или выше, автоматический сливной клапан 31 открывается. Когда давление снова падает до 0,0950 МПа (изб.) или ниже, автоматический сливной клапан 31 закрывается. Целевые температура и давление, как условия отверждения, устанавливаются таким образом, чтобы в формовочной камере 1 температура окружающей среды могла быть 130°C, а давление могло быть 0,1 МПа (изб.). Автоматический главный паровой клапан 24 снова работает, и перегретый пар вводится для повышения температуры до 130°C. Когда температура составляет 100°C или ниже, внутри формовочной камеры 1 давления нет, то есть атмосферное давление, а когда она превышает 100°C, давление внутри формовочной камеры 1 увеличивается до 0,1 МПа (изб.), которое является заданным давлением. Это этап повышения давления.
Температура окружающей среды и давление внутри формовочной камеры 1 сохраняются соответственно на уровне 130°C и 0,1 МПа (изб.), и это состояние поддерживается в течение заданного времени отверждения. Как упомянуто в варианте осуществления 1, время отверждения определяется композиционным материалом 13.
Когда в формовочной камере 1 температура равна 130°C, а давление равно 0,1 МПа (изб.), введение пара сразу же прекращается. Потом, по мере того как проходит время, и температура, и давление в формовочной камере 1 снижаются по упомянутым выше причинам. Как правило, понижение температуры и давления дополняется введением пара. Когда пар снова вводится, температура и давление в формовочной камере 1 повышаются. Когда давление превышает установленное значение условия на выпуск 0,105 МПа (изб.), автоматический сливной клапан 31 открывается, и давление понижается. Когда давление составляет 0,095 МПа (изб.) или ниже, автоматический сливной клапан 31 закрывается. Температура и давление в формовочной камере 1 заново проверяются, и когда обнаруживается, что они отличаются соответственно от 130°C и 0,1 МПа (изб.), этап ввода пара продолжается. Температура и давление в формовочной камере 1 уравновешиваются таким образом подачей и выпуском пара, а рабочий процесс повторяется, пока не истекает заданное время отверждения. Это этап отверждения.
Этап охлаждения является таким же, как в варианте осуществления 1, и поэтому его описание опущено.
(Вариант осуществления 4)
В дальнейшем, опираясь на фиг. 13, описывается формование композиционного материала 13, использующего в качестве связующего термопластичную смолу.
В основном, поскольку вариант осуществления является, по существу, таким же, как упомянутый выше вариант осуществления 1, описание такой же части, как в варианте осуществления 1, опущено.
Термопластичной смолой, используемой в качестве связующего, в этом варианте осуществления является полипропиленовая смола. Как вариант, может также использоваться полиамидная смола, ABS смола и т.д.
Фиг. 13 изображает блок-схему последовательности операций, показывающую процесс формования, соответствующий этапу отверждения, показанному на фиг. 4 в варианте осуществления 1. Это этап формоизменения.
Процесс переходит на этап формоизменения с этапа повышения температуры и давления, выполняемого введением насыщенного пара. Условия формоизменения выставляются на уровне 150°C и 0,6 МПа (изб.), которые выше, чем в случае использования термореактивной смолы.
Если условия не поддерживаются, выполняется следующая регулировка. А именно, когда давление растет, как показано на блок-схеме последовательности операций, например, давление понижается выпуском. Когда температура растет для понижения температуры, например, вводится воздух. Когда снижается давление, для восстановления давления вводится воздух.
Такая регулировка подробно пояснена в описании варианта осуществления 1.
Формоизменение термопластичной смолы заканчивается, когда смола размягчается. Следовательно, время, необходимое перед этапом выпуска и охлаждения, сокращается по сравнению со случаем использования термореактивной смолы.
В этом смысле процесс в этом варианте осуществления не отличается от процесса традиционного автоклавного формования с использованием термопластичной смолы. Тем не менее, отличие состоит в том, что источником нагрева и обеспечения давления является пар, который не использовался в данной области техники автоклавного формования композиционного материала, и в том, что температура и давление контролируются.
(Пример для сравнения)
Во-первых, С-образный материал предварительно формованной детали, как показано на фиг. 14, формуется традиционным устройством горячего прессования с контролем температуры и давления, как показано на фиг. 15.
Согласно процессу формования, лист препрега вытягивается из рулона, и пропускается через устройство горячего прессования для образования С-образного материала с равномерным поперечным сечением.
Другой С-образный материал такой же формы, как упомянуто выше, формируется с помощью способа и устройства по этому изобретению на основе варианта осуществления 1. Каждый экземпляр имеет ширину 10 мм и длину 80 мм и вырезан из боковой стенки, то есть боковой части параллельной направлению прессования устройства горячего прессования, например, С-образного материала. Экземпляры подвергаются испытанию на изгиб в соответствии с JIS K7171 (Japanese Industrial Standard - Японский промышленный стандарт). Все условия, такие как тип композиционного материала и количество слоев композиционного материала, уложенных на формовочную форму, идентичны.
Подготовлены три экземпляра A, B и C. Конкретнее, экземпляр A - это то, что вырезано из С-образного материала, формованного при помощи способа и устройства по этому изобретению, как описано в варианте осуществления 1 при условиях температуры отверждения 130°C, давлении 0,2 МПа (изб.) и времени отверждения 1 час. Экземпляр B - это то, что вырезано из С-образного материала, формованного при помощи того же способа и устройства при условиях температуры отверждения 130°C, давлении 0,3 МПа (изб.) и времени отверждения 1 час. Экземпляр C - это то, что вырезано из С-образного материала, формованного при помощи традиционного устройства горячего прессования при условиях температуры отверждения 130°C, давлении 0,3 МПа (изб.) и времени отверждения 1 час.
Каждый экземпляр подвергся испытанию на изгиб, и график, показывающий сравнение экземпляров в прочности на изгиб, представлен на фиг. 7.
Прочность на изгиб экземпляра C очевидно хуже в сравнении с экземпляром B, который был подготовлен при тех же условиях отверждения, поскольку давление на поверхность устройства горячего прессования не прикладывается в достаточной мере. В случае способа и устройства по этому изобретению давление одинаково прикладывается к каждой наружной поверхности, так как формование выполняется с использование пара. Это означает, что к экземпляру B было приложено достаточное давление, в то время как к экземпляру C приложенное давление на поверхность было недостаточным.
Как видно из сравнения экземпляра A и экземпляра B, чем выше давление, тем больше прочность на изгиб. Обнаружено, что давление - это важный фактор для прочности формованного изделия.
(Потенциальные возможности промышленного применения)
Согласно этому изобретению, изотропное давление может способствовать формованию изделию из композиционного материала, имеющего неравномерную и сложную форму поперечного сечения. Следовательно, настоящее изобретение способствует обеспечению прочности композиционного материала в любом месте, улучшенной производительности вследствие выбора материала, который может быть отвержден за более короткий промежуток времени, повышенной экономической эффективности благодаря упрощению конфигурации устройства и выбору недорогостоящей формовочной формы и развитию отраслей промышленности, где необходимо формованное из композиционного материала изделие со сложной формой поперечного сечения, как в авиационной или автомобильной, благодаря производству стабильного формованного изделия без производственного отклонения от нормы.
Реферат
Изобретение относится к способу автоклавного формования композиционного материала, образованного волоконной подложкой и связующим из термореактивной смолы или термопластичной смолы, путем помещения композиционного материала в вакуумный мешок, а далее в формовочную камеру, а затем нагревания и содержания композиционного материала под давлением. При этом способ содержитэтап, на котором в формовочную камеру подают в качестве источника нагревания и источника обеспечения заданного давления насыщенный пар заданной температуры и давления, необходимых для композиционного материала, и этап, на котором в формовочную камеру подают в качестве дополнительного совмещенного источника обеспечения давления, необходимого для формования, воздух, азот или их газовую смесь заданного давления, более высокого, чем давление насыщенного пара. Также этап, на котором обеспечивают отверждение путем регулируемой подачи насыщенного пара и воздуха, азота или их газовой смеси заданного давления и регулирования, по меньшей мере, температуры или давления таким образом, чтобы в формовочной камере можно было поддерживать заданные температуру и давление, необходимые для композиционного материала. Настоящий способ позволяет подавить образование пузырьков, образующих дефекты изделия. 3 з.п. ф-лы, 6 пр., 15 ил.
Формула
этап, на котором в формовочную камеру подают в качестве источника нагревания и источника обеспечения заданного давления насыщенный пар заданной температуры и давления, необходимые для композиционного материала, и
этап, на котором в формовочную камеру подают в качестве дополнительного совмещенного источника обеспечения давления, необходимого для формования, воздух, азот или их газовую смесь заданного давления, более высокого, чем давление насыщенного пара, и
этап, на котором обеспечивают отверждение путем регулируемой подачи насыщенного пара и воздуха, азота или их газовой смеси заданного давления и регулирования, по меньшей мере, температуры или давления таким образом, чтобы в формовочной камере можно было поддерживать заданные температуру и давление, необходимые для композиционного материала.
Комментарии