Пневматическая шина с подкрепляющим слоем с окружными элементами и способ изготовления подкрепляющего слоя - RU2158680C2
Код документа: RU2158680C2
Чертежи
Описание
Предлагаемое изобретение касается пневматической шины с арматурой каркаса радиального типа, содержащей дополнительную арматуру, образованную, по меньшей мере, одним слоем подкрепляющих элементов, состоящих из проволок или кордных нитей, образующих с окружным направлением упомянутой пневматической шины угол, величина которого заключена в диапазоне от 0 до 15o. Данное изобретение касается также способа изготовления упомянутого слоя на основе узкой полоски проволок или кордных нитей.
В случае пневматической шины для легкового автомобиля повышенной проходимости один или несколько слоев упомянутых окружных элементов обычно представляют собой слои подкрепляющей арматуры из сплошных полиамидных кордных нитей, в частности нитей из алифатического полиамида, причем эти кордные нити, обладая определенной упругостью, обеспечивают возможность благодаря их свойству сокращаться или давать усадку под действием тепла, достаточно сильного стягивания или сжимания нижележащих слоев корда, обычно изготовленных из металлических проволок, образующих с окружным направлением данной пневматической шины некоторый угол, величина которого обычно заключена в диапазоне от 10 до 45o.
Этот тип текстильного корда не рекомендуется для использования в больших количествах в арматуре верхней части профиля для пневматических шин большегрузных транспортных средств, в частности для так называемых дорожных пневматических шин. Действительно, упомянутый материал дает повод для нагревов, несовместимых с достаточно продолжительным сроком службы верхнего профиля пневматической шины. В данном случае предпочтительным является использование металлического корда, поскольку это приводит к выделению меньшего количества тепла в зонах, подверженных нагреву, с одной стороны, а с другой стороны, обеспечивает лучшие условия отвода выделенного тепла.
Использование нитей металлического корда, занимающих практически окружное положение в слое арматуры верхней части профиля пневматической шины для большегрузных транспортных средств сопряжено с определенными проблемами, в частности, в процессе формования пневматической шины в вулканизационной форме. Хорошее распределение резиновой смеси беговой дорожки пневматической шины в процессе закрытия вулканизационного пресса и начала вулканизации требует, чтобы данная пневматическая шина в невулканизированном состоянии имела диаметр беговой дорожки, измеренный в экваториальной плоскости, немного меньший, чем диаметр, измеренный в тех же условиях, который она должна иметь в вулканизационной форме, чтобы эта пневматическая шина испытывала в вулканизационной форме, как обычно говорят, приращение структуры. Арматура вершины профиля пневматической шины с арматурой каркаса радиального типа, содержащая один или несколько слоев сплошного металлического и практически нерастяжимого корда (то есть корда, имеющего относительное удлинение менее 0,2% под действием растягивающего усилия, составляющего 10% от усилия разрыва), допускает с большим трудом или не допускает совсем упомянутого приращения структуры при небольших натяжениях.
Как об этом сказано, например, в патенте Франции FR 2013812, в данном случае оказывается разумным использование нерастяжимого металлического корда, не являющегося сплошным или имеющего разрывы по окружной длине данной пневматической шины, с одной стороны, потому, что это позволяет обеспечить достаточную упругость упомянутого слоя в невулканизированном состоянии данной пневматической шины, а с другой стороны, потому, что это дает возможность получить в вулканизированном ее состоянии совершенно достаточный модуль упругости слоя при относительно небольшом натяжении, причем модуль упругости обеспечивается путем соответствующего выбора длины, которая может быть одинаковой или различной, участков разрезанного корда, а также путем взаимного смещения в окружном направлении мест разрывов этого корда.
Упругость такого невулканизированного подкрепляющего слоя оказывается не только достаточной, но и слишком большой, что мешает удобному манипулированию с ним в процессе изготовления пневматической шины и может быть причиной неравномерностей положения, в частности, неравномерностей в диаметрах арматуры вершины профиля для различных пневматических шин из одной и той же серии.
Очевидно, что проблемы аналогичного порядка возникают при использовании любой арматуры, имеющей в своем составе металлические кордные нити, длина которых меньше окружной длины параллелей, занимаемых ими в данной пневматической шине, в том случае, когда эта арматура была изготовлена отдельно или независимо от барабана монтажа и/или формования невулканизированных заготовок арматуры каркаса пневматической шины, однако, необязательно с теми же последствиями.
С целью устранения таких недостатков изготовления и не ухудшая при этом ходовых характеристик пневматической шины, данное изобретение предлагает пневматическую шину с арматурой каркаса, содержащей дополнительно, по меньшей мере, один подкрепляющий слой максимальной окружной длины L, состоящий из, по меньшей мере, отрезков металлических проволок или нитей, длина которых имеет величину в диапазоне от 0,1L до 0,5L, располагающихся практически в окружном направлении параллельно друг другу и образующих ряды, отделенные друг от друга в направлении, перпендикулярном их продольной ориентации, некоторыми интервалами.
Предлагаемая в соответствии с данным изобретением пневматическая шина отличается тем, что некоторая текстильная кордная нить из синтетического материала располагается в, по меньшей мере, одном из каждых двух упомянутых интервалов и эта кордная нить является сплошной или непрерывной на всей длине упомянутых рядов.
Под длиной L подкрепляющего слоя для пневматической шины следует понимать максимальную окружную длину слоя.
Предлагаемое изобретение оказывается особенно выгодным в том случае, когда дополнительный подкрепляющий слой представляет собой слой арматуры верхней части профиля пневматической шины с практически окружными кордными нитями, то есть с кордными нитями, образующими с собственно окружным направлением данной пневматической шины угол, величина которого заключена в диапазоне ±2,5o.
Под кордными нитями, располагающимися практически в окружном направлении, следует понимать кордные нити, образующие с собственно окружным направлением данной пневматической шины углы в диапазоне от 0 до 15o.
В предпочтительном варианте реализации данного изобретения используемая текстильная кордная нить представляет собой относительно тонкую кордную нить, диаметр которой не превышает 0,2 диаметра металлических кордных нитей данного подкрепляющего слоя, с учетом того обстоятельства, что усилие разрыва текстильной кордной нити должно быть, по меньшей мере, равно усилию натяжения, которое будет испытывать эта кордная нить в невулканизированной заготовке пневматической шины под действием давления, используемого для формования заготовки, и не должно превышать указанную величину более чем в 5 раз, что позволяет обеспечить в процессе вулканизации данной пневматической шины разрыв текстильных кордных нитей этого дополнительного подкрепляющего слоя.
Под синтетической текстильной кордной нитью в данном случае следует понимать кордную нить из искусственного шелка, и/или полиамидных волокон, и/или из полиэфирных волокон, и/или из любого другого синтетического пластического материала, который может быть использован для изготовления текстильных волокон. Текстильная кордная нить может быть сокращаемой или дающей усадку под действием тепла и будет иметь под действием натяжения, вызываемого давлением формования данной пневматической шины, минимально возможное относительное удлинение.
Изготовление некоторого дополнительного подкрепляющего слоя, содержащего отдельные, не составляющие единого целого элементы кордных нитей в направлении их укладки может производиться несколькими способами.
Первый такой способ состоит в изготовлении подкрепляющего слоя со сплошными, неразрывными кордными нитями в соответствии с хорошо известными из существующего уровня техники в данной области методами и в последующем секционировании или рассечении кордных нитей сформированного таким образом каландрированного слоя на одинаковые или различные в продольном направлении участки. Для рассечения или разрезания подкрепляющих элементов данного слоя можно использовать как ручной режущий инструмент, так и автоматический режущий инструмент, описанный, например, в патенте США US 3844327.
Этот первый метод, уже плохо приспособленный для последовательного разрезания каждой кордной нити друг за другом в случае наличия в данном слое только металлического корда, совершенно не подходит для использования в том случае, когда между рядами металлических кордных нитей располагаются текстильные кордные нити, которые при использовании данного способа с большой степенью вероятности также могут быть разрезаны случайным образом.
Второй метод изготовления подкрепляющего слоя с отдельными или разрывными кордными нитями состоит в наложении с небольшим давлением на некоторый слой невулканизированной резиновой смеси, предварительно нанесенной или уложенной на соответствующий цилиндрический барабан или на монтажный стол, кусков предварительно нарезанных кордных нитей. При этом наложение отрезков кордных нитей на слой невулканизированной резиновой смеси осуществляется в соответствии с предусмотренной схемой, учитывающей длину отрезков корда (которая может быть постоянной или переменной), расстояние между концами этих отрезков в продольном направлении данного слоя, осевое расстояние между отрезками, которое также может быть постоянным или переменным в зависимости от конкретного случая применения.
Для изготовления подкрепляющего слоя в соответствии с предлагаемым изобретением при использовании этого второго способа одновременно может быть уложена и сплошная или непрерывная текстильная кордная нить, которая для этого сматывается с подающей катушки. После того, как отрезки металлического корда и сплошной текстильной кордной нити уложены соответствующим образом на первый слой невулканизированной резиновой смеси, окончательное формирование данного подкрепляющего слоя завершается укладкой поверх отрезков металлического корда второго слоя невулканизированной резиновой смеси.
Для использования этого второго способа скрепленные между собой отрезки металлического корда могут быть использованы в виде жгутов в свободном или голом состоянии и сплошная текстильная кордная нить будет укладываться между рядами этих жгутов таким образом, чтобы не входить в контакт с ними, что требует высокой точности укладки и представляет собой продолжительный и дорогостоящий технологический процесс.
В данном случае предпочтительно использовать отрезки металлического корда с нанесенным на них покрытием, то есть отрезки металлического корда с предварительно нанесенной на них цилиндрической муфтой из резиновой смеси. Нанесение такой муфты может быть выполнено при помощи любых подходящих для этого средств, например путем экструзии, при которой резиновая смесь, выходящая через соответствующую фильеру под давлением, наносится со всех сторон на проволоку, выходящую из некоторого направляющего отверстия. Предпочтительное для скрепленных в жгуты кордных нитей использование корда с покрытием является практически обязательным для отдельно взятых металлических кордных нитей.
Такое использование в сочетании с наличием некоторой промежуточной
текстильной кордной нити, вставленной между двумя рядами отрезков
металлического корда, предпочтительным образом обеспечивает возможность изготовления пневматической шины, содержащей некоторый
подкрепляющий слой с разрывными кордными нитями, располагающимися
практически в окружном направлении, то есть образующими с собственно окружным направлением данной пневматической шины угла, величина
которых заключена в диапазоне от +5 до -5o. Способ
изготовления такого подкрепляющего слоя пневматической шины состоит в:
- изготовлении узкой полоски, состоящей из, по меньшей
мере, двух примыкающих друг к другу рядов металлического корда,
имеющего разрывы и соответствующее покрытие, причем между рядами располагается сплошная неразрывная и проклеенная текстильная кордная
нить;
- наложении узкой полоски на вставную не
приклеивающуюся ленту, изготовленную, например, из полиэтилена шириной, практически равной удвоенной ширине полоски корда, и наматывании
образованной таким способом системы на приемную катушку;
- сматывании с катушки узкой полоски для ее спирального наматывания на цилиндрический барабан или на заготовку арматуры каркаса
вершины профиля данной пневматической шины.
Другие
характеристики и преимущества предлагаемого изобретения будут лучше поняты из приведенного ниже описания не являющихся
ограничительными примеров его практической реализации, где даются ссылки на
приведенные в приложении фигуры, среди которых:
- Фиг.1A и 1B представляют собой схематические виды соответственно
сверху и в меридианальном сечении подкрепляющего слоя пневматической шины в
соответствии с первым вариантом реализации предлагаемого изобретения;
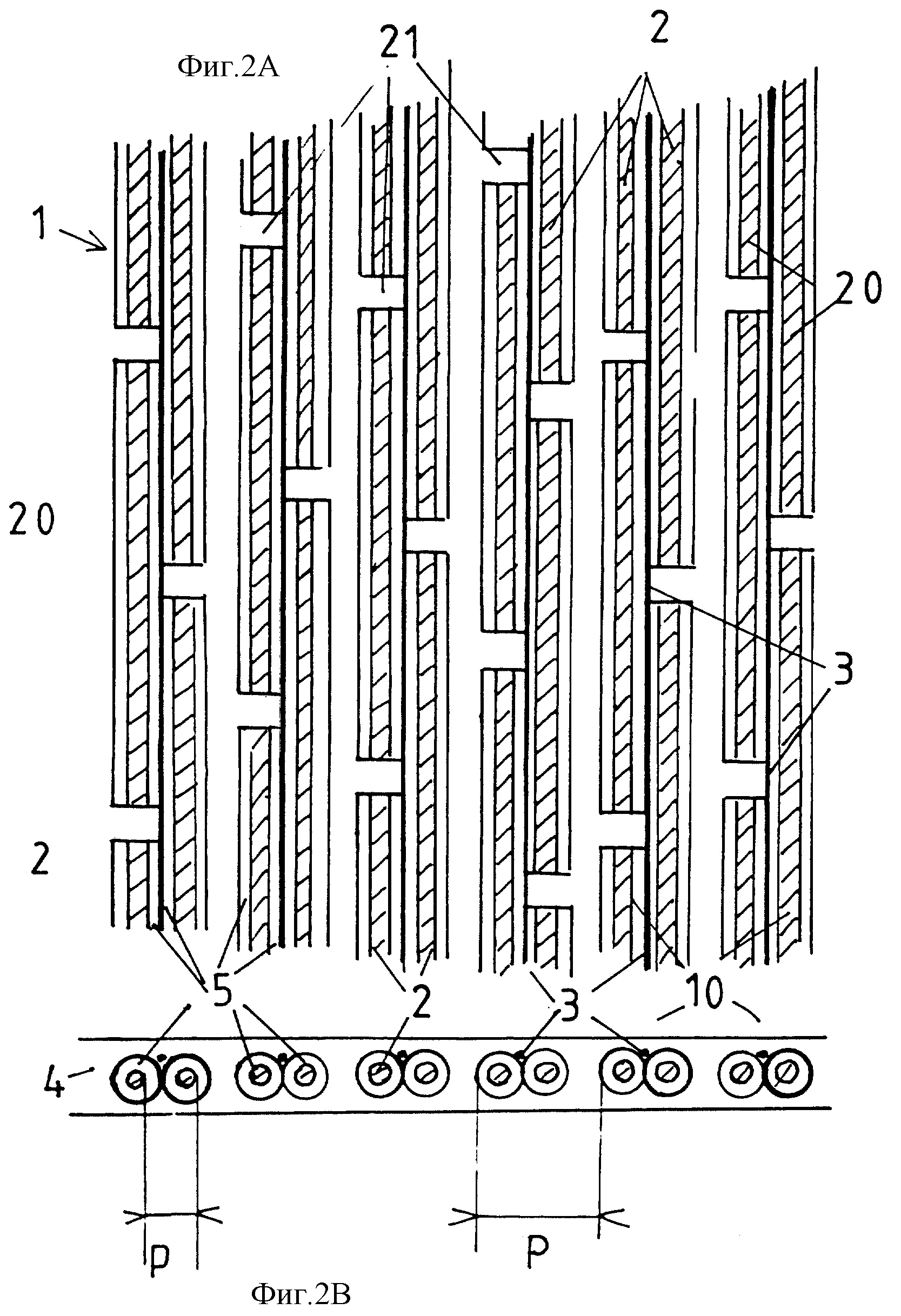
- Фиг.2A и 2B представляют собой аналогичным
образом схематические виды сверху и в меридианальном сечении подкрепляющего
слоя пневматической шины в соответствии со вторым вариантом реализации предлагаемого изобретения.
Как можно видеть на фиг.1A и 1B, подкрепляющий слой 1, который предназначен для использования в качестве слоя арматуры каркаса верхней части профиля пневматической шины и подкрепляющие элементы 20, 3 которого будут ориентированы в окружном направлении, образован, с одной стороны, скрепленными отрезками 20 металлического корда типа 27.23 FR, причем все упомянутые отрезки 20 имеют одинаковую длину и отделены друг от друга в окружном направлении разрывами 21. Один ряд 2 отрезков 20 металлического корда отделен от другого примыкающего к нему ряда этого металлического корда в осевом направлении интервалом или шагом p. В представленном на приведенных фигурах случае упомянутый шаг в осевом направлении является постоянным (этот шаг представляет собой осевое расстояние между двумя одинаковыми образующими профиля пневматической шины и, соответственно, между двумя смежными кордными нитями). Эти скрепленные кордные нити используются в непокрытом состоянии и после их сматывания с одной или нескольких питающих катушек они проходят на конвейер, направляемые специальными гребенками для того, чтобы пройти перед комплектом отрезных головок, которые в соответствии с предварительно определенной программой осуществляют разрезы 21 необходимым в данном случае образом.
С одной или нескольких питающих катушек одна или несколько текстильных кордных нитей из алифатического полиамида, соответствующим образом проклеенных, то есть покрытых некоторым химическим составом на основе каучукового латекса, резорцина и формальдегида, направляются соответствующими средствами таким образом, чтобы быть уложенными во все интервалы, существующие между рядами отрезков металлического корда 20.
Две последовательности соответственно отрезков 20 металлического корда и текстильных кордных нитей 3 вставляются между двумя слоями не вулканизированной резиновой смеси известным образом, причем упомянутые два слоя становятся оболочкой 4 сформированного таким образом слоя 1. Поскольку текстильные кордные нити имеют диаметр d, составляющий в рассматриваемом здесь случае 0,25 мм, предпочтительно, чтобы шаг p между двумя смежными рядами 2 отрезков металлического корда 20 имел величину, по меньшей мере равную 1,9 мм, таким образом, чтобы исключить всякий возможный контакт между текстильной кордной нитью 3, проклеенной соответствующим образом, и примыкающими к ней отрезками 20 металлического корда.
На фиг. 2A и 2B схематически представлен подкрепляющий слой 1, реализованный на основе узкой полоски 10, состоящей из двух рядов 2 отрезков 20 нескрепленного металлического корда типа 27.23, покрытого оболочкой 5 из невулканизированной резиновой смеси, причем отрезки металлического корда 20 с покрытием примыкают друг к другу в осевом направлении и примыкают к текстильной кордной нити из проклеенного искусственного шелка, уложенной сверху между двумя рядами отрезков 20 металлического корда.
Изготовление такой узкой полоски подкрепляющих элементов включает следующие этапы:
- две не скрепленные между собой металлические кордные нити покрываются оболочкой из невулканизированной
резиновой смеси при помощи известных средств экструзии, после чего разрезаются на куски
требуемой длины;
- полученные таким образом отрезки 20 металлического корда с покрытием направляются
затем при помощи соответствующих средств таким образом, чтобы стать вплотную примыкающими
друг к другу;
- после этого на систему из двух рядов 2 отрезков металлического корда с покрытием
укладывается с небольшим вертикальным давлением проклеенная кордная нить 3 из искусственного
шелка.
Сформированная таким образом узкая полоска 10 на полиэтиленовой ленте, в два раза по ширине превышающей диаметр металлического корда с покрытием, наматывается на накопительную катушку так же, как обычно наматывается металлический или текстильный корд, с некоторым интервалом между витками намотки.
Для формирования подкрепляющего слоя 1 могут быть использованы обычные и хорошо известные средства. Можно наматывать спиралью узкую полоску 10 на оправку, которая может представлять собой цилиндрический или слегка выпуклый в поперечном направлении барабан и на которую предварительно нанесен первый слой невулканизированной резиновой смеси. Можно также непосредственно наматывать эту узкую полоску 10 на невулканизированную заготовку арматуры каркаса изготавливаемой пневматической шины или на заготовку арматуры каркаса вместе с подкрепляющими слоями вершины профиля пневматической шины в зависимости от желаемого расположения в радиальном направлении подкрепляющего слоя 1 с практически окружными элементами.
Второй слой невулканизированной резиновой смеси, накладываемый поверх уложенной соответствующим образом узкой полоски 10, завершает формирование подкрепляющего слоя 1 и будет вместе с первым слоем образовывать оболочку этого слоя 1.
Очевидно, что узкая полоска 10 может быть изготовлена не только на основе двух рядов 2 отрезков 20 металлического корда в оболочке, но и на основе большего числа этих рядов, не превышающего, однако, пяти.
Этот принцип формирования подкрепляющего слоя 1 обладает тем преимуществом, что здесь имеется возможность использовать невулканизированную резиновую смесь 5, которая после вулканизации обладает характеристиками модулей упругости, гистерезисных потерь и т.д., отличными от соответствующих характеристик резиновой смеси 4 каландрирования. В описанном здесь случае резиновая смесь 5 представляет собой смесь, обладающую хорошим сцеплением с металлическим кордом и достаточно высоким значением касательного модуля натяжения при относительном удлинении в 10%, тогда как резиновая смесь 4 каландрирования представляет собой смесь, обладающую хорошим сцеплением с клеевой пропиткой, использованной для проклеивания текстильных кордных нитей и значительно более низким значением касательного модуля натяжения, измеренного в тех же самых условиях.
Очевидно, что узкая полоска 10 может быть уложена с некоторым шагом P, отличающимся от теоретического шага p между двумя рядами отрезков металлического корда (теоретического потому, что он оценивается между образующими металлических частей покрытого оболочкой корда).
Очевидно также, что могут быть рассмотрены многочисленные варианты реализации предлагаемого изобретений, не выходящие за его рамки, а также различные варианты структурного построения подкрепляющего слоя 1.
Реферат
Изобретение относится к автомобильной промышленности. Подкрепляющий слой представляет собой слой, состоящий из отрезков металлического корда, расположенных параллельно друг другу и образующих ряды, отделенные друг от друга в направлении, перпендикулярном их продольной ориентации, некоторыми интервалами. Текстильная кордная нить из синтетического материала расположена в, по меньшей мере, каждом втором из упомянутых интервалов и является сплошной или непрерывной по всей длине упомянутых рядов. В результате улучшается качество шин. 3 с. и 3 з.п. ф-лы, 2 ил.

Комментарии