Модульная пресс-форма и способ для изготовления панели из армированного волокнами материала - RU2760387C2
Код документа: RU2760387C2
Чертежи







Описание
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к модульной пресс-форме для создания ауксетического поведения или волнистых конфигураций для панелей с использованием непрерывных волокон (углеродных, арамидных, стеклянных, UHMWPE, PBO, полипропиленовых, …), с возможностью встраивания альтернативных материалов (керамики, эластомеров, металлов, …), для поглощения энергии потенциальных ударов.
Основным применением таких внутренних конфигураций могут быть легкие баллистические защитные устройства для защиты систем и планера летательных аппаратов от потенциально опасных событий, таких как Сброс лопастей воздушного винта (Propeller Blade Release - PBR) или Нелокализованное повреждение ротора двигателя (Uncontained Engine Rotor Failure - UERF), которые могут быть особенно предпочтительными в высокоинтегрированных конфигурациях летательных аппаратов, приводимых в движение двигателями в хвостовой части с Открытым Ротором или Всасыванием Пограничного Слоя.
УРОВЕНЬ ТЕХНИКИ, К КОТОРОМУ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Обычные материалы, найденные в природе, имеют положительный коэффициент Пуассона, и они становятся тоньше при растяжении и толще при сжатии, следуя уравнению для коэффициента Пуассона:

Соответственно, коэффициент Пуассона определяют как отрицательный при делении поперечной деформации на продольную деформацию.
Существуют материалы или конфигурации геометрий структур, которые демонстрируют противоположное поведение, которое называется ауксетическим, и которые имеют отрицательный коэффициент Пуассона, и при растяжении они становятся толще в направлении, перпендикулярном приложенной силе, и тоньше при сжатии. Таким образом, приложение однонаправленной растягивающей силы к ауксетическому материалу приводит к увеличению его в размере в поперечном измерении. Поведение упомянутой конфигурации при ударе, который эквивалентен сжатию, состоит в том, что удар сосредоточивает материал вокруг зоны удара вследствие отрицательной пуассоновской природы этих конфигураций.
В большинстве случаев это достигают посредством конкретной геометрии внутренней макроструктуры материалов. Например, посредством изменения положения вертикальных элементов на общепринятой сотовой геометрии, может быть получена конфигурация ауксетического материала.
Сотовые конфигурации обычно используют в качестве сердцевины сэндвич-структур. Целью таких сэндвич-структур является обеспечение жесткого и одновременно легкого компонента. Сэндвич-структуры состоят из двух относительно тонких, жестких и прочных поверхностей, разделенных относительно толстой легкой сердцевиной.
Некоторые из наиболее релевантных преимуществ состоят в следующем:
- При одной и той же жесткости панели сэндвич-структуры легче, чем их монолитные аналоги.
- Существенная экономия времени изготовления и денежных средств.
- Выдающиеся механические свойства при сжимающей/растягивающей нагрузке.
- Выдающаяся конкретная жесткость и прочность.
- Выдающаяся жесткость на кручение.
- Свойства звукопоглощения и возможности теплоизоляции.
При использовании сэндвич-структур с сотовой сердцевиной все вышеупомянутые преимущества обеспечиваются эффективно по затратам. Эта концепция может быть использована для встраивания ударопрочных сердцевин в конструктивный элемент с получением значительных преимуществ по весу. Эти ударопрочные сердцевины могут быть выполнены в форме сотовой структуры для обеспечения структурной целостности панели. Сотовые сердцевины сэндвича могут изготавливаться из самых разных материалов, от баллистических материалов до металлов и их производных.
Обычно, волнистые конфигурации и их производные, сотовые геометрические конфигурации, не изготавливают формованием. Металлические волнистые сердцевины обычно изготавливают гибкой тонких листов металла. Использование пресс-формы для изготовления волнистых панелей позволяет создавать сердцевины с альтернативными геометрическими конфигурациями из углеродных слоистых материалов с непрерывными волокнами и/или из баллистических волокон, такими как геометрические конфигурации с ауксетической сердцевиной. Для сердцевин из углеродных слоистых материалов с непрерывными волокнами или баллистических слоистых материалов, пресс-форма необходима для стабилизации сердцевины сэндвича перед встраиванием его поверхностных слоев.
Композитную броню обычно составляют из слоев разных материалов, таких как металлы, ткани, и керамика. Хотя она легче, чем эквивалентная ей полностью металлическая броня, она все же имеет значительный избыточный вес в структурах, в которые она встроена. Этот избыточный вес является особенно критическим в летательных аппаратах, у которых могут ухудшаться характеристики дальности полета, скорости и/или подъемной силы.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Целью этого изобретения является обеспечение пресс-формы и способа для изготовления панелей с ауксетическим поведением из углеродных или баллистических слоистых материалов с непрерывными волокнами, для дальнейшего использования в качестве легковесной защиты от высокоэнергетических ударов в планере и системах летательных аппаратов.
Пресс-форма в качестве объекта настоящего изобретения может быть изготовлена таким образом, чтобы она допускала встраивание ударопоглощающих материалов в пакет слоев легковесных баллистических тканей. Керамические материалы или любые другие материалы с высоким сопротивлением сжатию, таким образом, могут быть добавлены в пакет слоев для создания композитной брони.
Панель относится к типу, в котором армированный волокнами слой образует полые ячейки, содержащие волнистое трапецеидальное поперечное сечение.
Пресс-форма содержит по меньшей мере три формовочные планки для образования каждой полой ячейки, причем одна формовочная планка имеет трапецеидальную поперечную форму, и две формовочные планки имеют треугольную поперечную форму, причем трапецеидальная формовочная планка выполнена с возможностью быть расположенной между упомянутыми двумя треугольными формовочными планками, и упомянутые три формовочные планки выполнены таким образом, что, когда они соединены вместе, их поперечное сечение образует форму трапецеидального поперечного сечения полой ячейки.
Одним из основных преимуществ заявленной формы является ее модульность, поскольку она может быть использована для создания как волнистых или шестиугольных структур, так и для создания также геометрических форм с входящими углами или ауксетических геометрических форм без каких-либо дополнительных частей. Это обеспечивает унифицированность пресс-форм. Эта пресс-форма может также создавать открытые ячейки и может создавать закрытые ячейки, в обоих случаях с возможностью встраивания армирования или ударопоглощающих материалов при необходимости. Пресс-форма выполнена таким образом, что геометрические формы, создаваемые этой пресс-формой, могут быть легко удалены без каких-либо проблем.
Для ясности, многоугольник, который не является выпуклым, т.е. который является вогнутым, называют также многоугольником с входящими углами. Вогнутый многоугольник будет всегда иметь по меньшей мере один внутренний угол, больший развернутого, но меньший полного - а именно, угол, величина которого находится между 180 градусами и 360 градусами и не включает в себя эти пределы.
Пресс-форма может быть изготовлена с использованием технологий трехмерной печати ALM или любой другой общепринятой технологии. При использовании этих технологий, модульность настоящего изобретения может быть использована для быстрого прототипирования разных конфигураций, что может также приводить к экономии затрат на ранних этапах разработки, или в мелкосерийном производстве.
Как описано выше, пресс-форма должна состоять из комбинации модулей, способных обеспечить волнистую конфигурацию и конфигурацию с входящими углами (ауксетическую) . При использовании модульности, могут быть изготовлены открытые или закрытые ячейки. Саму пресс-форму изготавливают в нескольких частях. Взаимозаменяемость этих частей обеспечивает пресс-форме эту характерную гибкость и модульность для изготовления разных конфигураций одной и той же технологической оснасткой.
Пресс-форма нуждается в нескольких формовочных частях для соответствующего объединения их модульных геометрических форм и для обеспечения выполнимого и легкого процесса извлечения. Основными единицами являются формовочная планка трапецеидальной формы и две формовочные планки треугольной формы. Трапецеидальная формовочная планка имеет два основания с разными длинами. В зависимости от ориентации трапецеидальной формовочной планки, создается заданная геометрическая форма: волнистая, если большее основание находится над первой поверхностью панели, и с входящими углами, если большее основание находится напротив первой поверхности панели. Треугольные части собирают с трапецеидальными частями. В случае волнистой формы ячейки трапецеидальные и треугольные части могут быть размещены в пресс-форме уже в сборе, но в случае ячеек с входящими углами эта сборка должна быть выполнена во время процесса формования, посредством, сначала, установки треугольных частей в пресс-форму для каждой ячейки, и затем сборки трапецеидальной части.
Таким образом, вышеупомянутая комбинация модулей способна обеспечить волнистую конфигурацию и конфигурацию с входящими углами (ауксетическую), а также обеспечивает взаимозаменяемость между частями.
Объектом настоящего изобретения также является способ изготовления панели из армированного волокнами материала, описанного выше, содержащий следующие этапы, на которых:
- обеспечивают для полой ячейки, открытой по направлению к первой поверхности панели, перпендикулярной ее поперечному сечению, три формовочные планки, продольная ось которых параллельна упомянутой первой поверхности панели, причем одна формовочная планка имеет трапецеидальную поперечную форму, и две формовочные планки имеют треугольную поперечную форму, причем трапецеидальная формовочная планка выполнена с возможностью быть расположенной между упомянутыми двумя треугольными формовочными планками, причем упомянутые три формовочные планки выполнены таким образом, что, когда они соединены вместе, их поперечное сечение образует форму трапецеидального поперечного сечения полой ячейки,
- добавляют последующие группы треугольных и трапецеидальных формовочных планок для каждой полой ячейки, открытой по направлению к первой поверхности панели,
- обеспечивают армированный слой над группами из трех формовочных планок и областью, расположенной между двумя смежными группами из трех формовочных планок, таким образом, чтобы образовалось волнистое поперечное сечение,
- обеспечивают над армированным слоем, расположенным в области между двумя смежными группами из трех формовочных планок, другие три формовочные планки, причем одна формовочная планка имеет трапецеидальную поперечную форму, и две формовочные планки имеют треугольную поперечную форму, причем трапецеидальная формовочная планка выполнена с возможностью быть расположенной между упомянутыми двумя треугольными формовочными планками, причем упомянутые три формовочные планки выполнены таким образом, что, когда соединены вместе, они имеют форму трапецеидального поперечного сечения полой ячейки, открытой по направлению ко второй поверхности панели, параллельной первой поверхности,
- отверждают армированный слой, и
- извлекают формовочные планки.
Назначением пресс-формы является обеспечение, посредством Литьевого Прессования Полимеров (Resin Transfer Moulding - RTM) или процесса формования в вакуумном мешке, защитных конфигураций, которые могут быть добавлены в существующую структуру или могут быть частью конструктивных компонентов летательного аппарата. Применение такой защиты может быть особенно предпочтительным в высокоинтегрированных конфигурациях летательных аппаратов, приводимых в движение двигателями в хвостовой части, таких как архитектуры с Открытым Ротором или Всасыванием Пограничного Слоя, где защитные средства (защитные устройства) требуются вследствие угроз безопасности из-за возможного Сброса лопастей воздушного винта (Propeller Blade Release - PBR) и высокоэнергетических ударов по фюзеляжу Обломками двигателя (малых фрагментов и третьего диска из-за Нелокализованного повреждения ротора двигателя), из-за чего требуется настройка размеров ведущих элементов конструкции. Это может приводить к большому избыточному весу при применении защитных решений предшествующего уровня техники.
ОПИСАНИЕ ФИГУР
Для полноты описания и для обеспечения лучшего понимания настоящего изобретения, обеспечен набор чертежей. Упомянутые чертежи образуют неотъемлемую часть описания и иллюстрируют предпочтительные варианты осуществления настоящего изобретения. Чертежи содержат следующие фигуры.
Фиг. 1 показывает поперечное сечение первого варианта осуществления пресс-формы и волнистой сэндвич-панели.
Фиг. 2 показывает поперечное сечение второго варианта осуществления пресс-формы и сэндвич-панели с входящими углами.
Фиг. 3 показывает поперечное сечение третьего варианта осуществления пресс-формы и волнистой сэндвич-панели, имеющей шестиугольную полую ячейку.
Фиг. 4 показывает поперечное сечение четвертого варианта осуществления пресс-формы и ауксетической сэндвич-панели, имеющей шестиугольную полую ячейку с входящими углами.
Фиг. 5 показывает способ изготовления сэндвич-панели согласно фиг. 1.
Фиг. 6 показывает способ изготовления сэндвич-панели согласно фиг. 2.
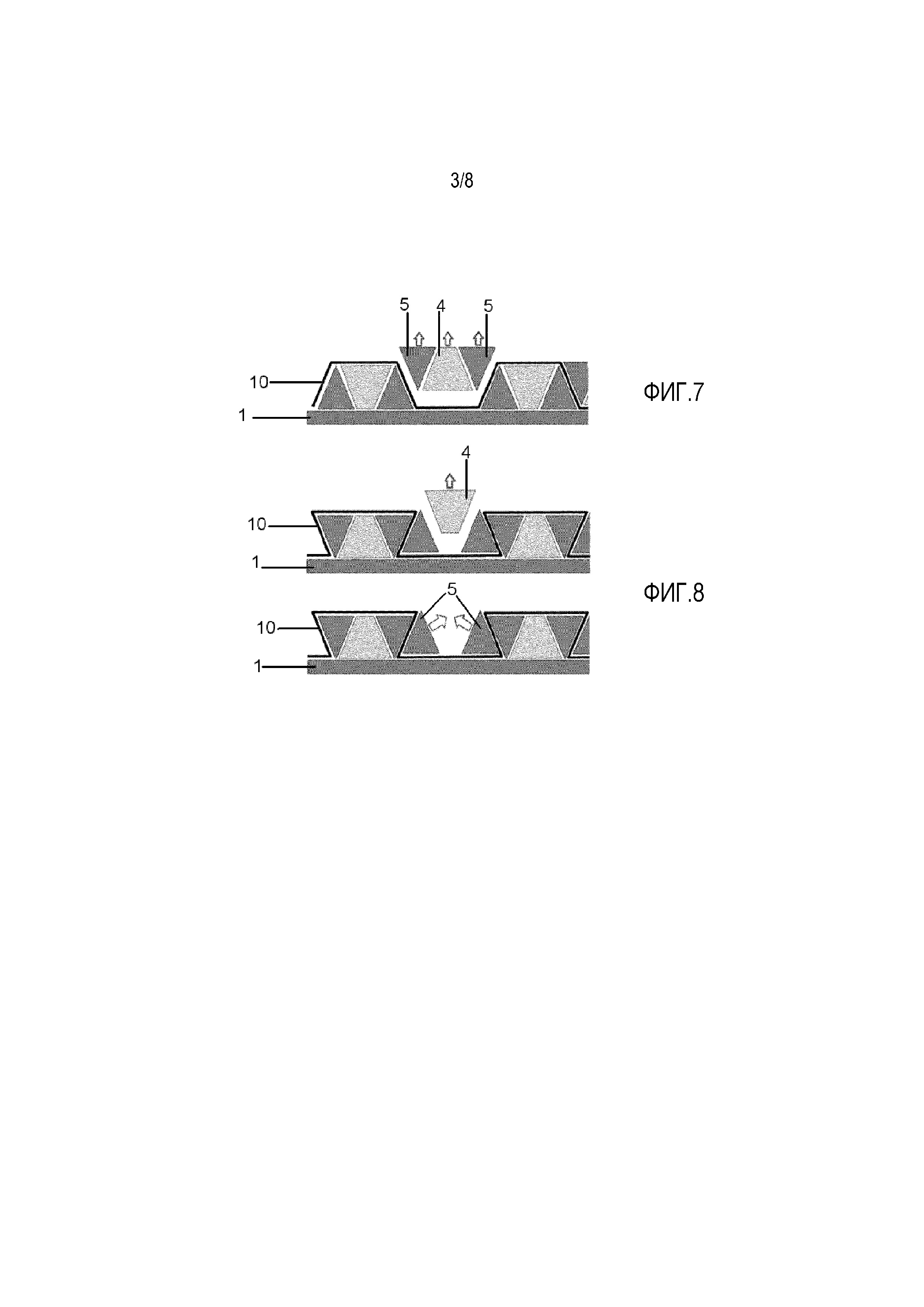
Фиг. 7 показывает способ извлечения пресс-формы согласно фиг. 1.
Фиг. 8 показывает способ извлечения пресс-формы согласно фиг. 2.
Фиг. 9 показывает первый вариант осуществления конфигурации извлечения для закрытой ячейки.
Фиг. 10 показывает второй вариант осуществления конфигурации извлечения для закрытой ячейки.
Фиг. 11 показывает этапы извлечения варианта осуществления фиг. 9.
Фиг. 12 показывает этапы извлечения варианта осуществления фиг. 10.
Фиг. 13 показывает сэндвич-панель со встроенными альтернативными материалами для поглощения потенциальных высокоэнергетических ударов.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Фиг. 1 показывает вариант осуществления модульной пресс-формы и соответствующей панели, соответствующей, более конкретно, сэндвич-панели. Сэндвич-панель содержит два внешних слоя (1, 11) и сердцевину (2), расположенную между внешними слоями (1, 11) и изготовленную из армированного волокнами слоя (10), образующего полые ячейки (3), имеющие волнистое трапецеидальное поперечное сечение. Пресс-форма содержит по меньшей мере три формовочные планки (4, 5) для образования каждой полой ячейки (3), причем одна формовочная планка (4) имеет трапецеидальную поперечную форму, и две формовочные планки (5) имеют треугольную поперечную форму, причем трапецеидальная формовочная планка (4) в расположена между двумя треугольными формовочными планками (5), и три формовочные планки (4, 5), когда они соединены вместе, имеют форму трапецеидального поперечного сечения полой ячейки (3). Внешние слои (1, 11) могут быть изготовлены из гомогенного материала, например, металлического материала.
Фиг. 2 показывает другой вариант осуществления, в котором полая ячейка (3) содержит форму с входящими углами и определяет, таким образом, ауксетическую сэндвич-панель.
На фиг. 1, форму полой ячейки (3) получают посредством расположения двух треугольных планок (5), причем их основания находятся над первой поверхностью панели, более конкретно, над первым внешним слоем (1), и трапецеидальной планки (4), расположенной между ними, причем ее более короткое основание смежно с основаниями треугольных планок (5) и с первого внешнего слоя (1). Фиг. 5 показывает процесс формования для открытых ячеек (3).
На фиг. 2, форму с входящими углами образуют посредством расположения трапецеидальной планки (4) над первой поверхностью панели, более конкретно, над первым внешним слоем (1), причем ее более широкое основание смежно с первым внешним слоем (1) и, затем, расположения двух треугольных планок (5), причем их основания смежны со вторым внешним слоем (11). Фиг. 6 показывает процесс формования для открытых ячеек (3).
Фиг. 3 и 4 показывают закрытые полые ячейки (3), образованные расположенными друг над другом рядами треугольных формовочных планок (5, 6) и трапецеидальных формовочных планок (4, 7) с описанной выше конфигурацией. Предыдущая конструкция может быть расширена для получения конфигурации закрытых ячеек (3) из конфигурации открытых ячеек (3). Процесс формования подобен процессу, выполняемому для конфигурации открытых ячеек (3). Этот процесс при необходимости является повторяемым для многих расположенных друг над другом ячеек (3).
Конкретно, пресс-форма содержит дополнительные три формовочные планки (6, 7) для каждой полой ячейки (3), так что обеспечивается шестиугольная полая ячейка (3), причем одна формовочная планка (7) имеет трапецеидальную поперечную форму, и две формовочные планки (6) имеют треугольную поперечную форму, причем трапецеидальная формовочная планка (7) расположена между двумя треугольными планками (6), и три формовочные планки (4, 6) и дополнительные три формовочные планки (6, 7) выполнены с возможностью быть расположенными с плоскостью симметрии, параллельной поверхностям панели, более конкретно, параллельной двум внешним слоям (1, 11), таким образом, чтобы, когда шесть формовочных планок (4, 5, 6, 7) соединены вместе, была образована шестиугольная полая ячейка (3).
Как описано выше, формовочные планки могут определять два разных варианта осуществления, шестиугольную полую ячейку (3) или полую ячейку (3) с входящими углами в зависимости от того, как расположены трапецеидальные формовочные планки (4, 7).
Согласно фиг. 5 и 6, способ изготовления сэндвич-панели этого варианта осуществления содержит следующие этапы:
- обеспечение первого внешнего слоя (1),
- обеспечение над первым внешним слоем (1), для каждой полой ячейки (3), открытой по направлению к первому внешнему слою (1), формовочных планок (4, 5) в количестве, равном трем, причем одна формовочная планка (4) имеет трапецеидальную поперечную форму, и две формовочные планки (5) имеют треугольную поперечную форму, причем трапецеидальная формовочная планка (4) выполнена с возможностью быть расположенной между двумя треугольными формовочными планками (5), причем три формовочные планки (4, 5) выполнены таким образом, что, когда они соединены вместе, их поперечное сечение образует форму трапецеидального поперечного сечения полой ячейки (3).
- обеспечение армированного волоконными слоями внутреннего слоя (10) над упомянутым количеством формовочных планок (4, 5) и участком первого внешнего слоя (1), расположенным между смежными формовочными планками (4, 5),
- обеспечение над армированным внутренним слоем (10), расположенным между смежными формовочными планками (4, 5), трех формовочных планок, причем одна формовочная планка (4) имеет трапецеидальную поперечную форму, и две формовочные планки (5) имеют треугольную поперечную форму, причем трапецеидальная формовочная планка (4) выполнена с возможностью быть расположенной между двумя треугольными формовочными планками (5), причем три формовочные планки (4, 5) выполнены таким образом, что, когда они соединены вместе, они имеют форму трапецеидального поперечного сечения полой ячейки (3), открытой ко второму внешнему слою (11),
- обеспечение второго внешнего слоя (11) над армированным внутренним слоем (10) и формовочными планками (4, 5),
- отверждение, и
- извлечения формовочных планок (4, 5).
Для процесса извлечения для открытых полых ячеек (3), в случае форм с входящими углами, как показано на фиг. 8, извлечение должно выполняться противоположно формованию. Сначала должна быть извлечена трапецеидальная формовочная планка (4), поскольку она является той формовочной планкой, которая удерживает обе треугольные формовочные планки (5) на месте. Сразу после извлечения трапецеидальной формы (4) могут быть извлечены треугольные формы (5). В случае волнистых форм, трапецеидальные планки (4) треугольные планки (6) могут быть извлечены одновременно.
Для конфигурации закрытых полых ячеек (3), извлечение может быть выполнено только в продольном направлении ячеек (3). Для осуществления этого, были предложены две разные концепции:
Фиг. 9 показывает первый вариант осуществления извлечения, в котором треугольные формовочные планки (5, 6), остаются неизменными, а формовочные планки (4, 7) трапецеидальной поперечной формы разделены на две части наклонной плоскостью (12), перпендикулярной основаниям формовочных планок (4, 7) и образующей угол с продольным направлением формовочной планки (4, 7) для легкости извлечения в направлении ячейки (3).
Последовательность операций извлечения отличается от последовательности операций, выполняемых в конфигурации открытой ячейки (3). Невозможно извлечение наружу в направлении плоскости. Следовательно, формовочные планки (4, 5, 6, 7) должны быть извлечены с открытых боковых сторон, как можно увидеть на фиг. 11.
Более конкретно, каждая треугольная часть (5, 6) соединена с разделенной трапецеидальной частью (4, 7), причем эти части образуют блок. Эти блоки извлекают в их предопределенных направлениях извлечения посредством вертикальной наклонной плоскости (12) разделения, перпендикулярной основаниям трапецеидальной формовочной планки (4, 7) и образующей угол с продольным направлением трапецеидальной формовочной планки (4, 7). Одни блоки извлекают на первом этапе в одном из продольных направлений ячеек (3), и остальные блоки извлекают на втором этапе в противоположном продольном направлении ячеек (3). Это схематично показано на фиг. 11.
Фиг. 10 показывает второй вариант осуществления процесса извлечения, в котором как формовочные планки (4, 7) трапецеидальной поперечной формы, так и треугольные формовочные планки (5, 6) разделены на две части наклонной плоскостью (13), перпендикулярной плоскости, перпендикулярной основаниям трапецеидальных и треугольных планок (4, 5, 6, 7), в продольном направлении, и которая образует угол с продольным направлением формовочных планок (4, 5, 6, 7). Наклонная плоскость (13) расположена горизонтально, а не вертикально, и для легкости извлечения должны быть разрезаны все смежные части для каждой ячейки, и трапецеидальные, и треугольные (4, 5, 6, 7), в результате чего обеспечивается меньшая унифицированность, чем в первом варианте осуществления. В этом случае, формовочные планки (4, 5, 6, 7) могут быть соединены в группы по три планки посредством соединения таким образом, чтобы одновременно можно было извлечь больше частей.
Процесс извлечения подобен первому варианту осуществления. Части также должны быть извлечены в их предопределенных посредством горизонтальной наклонной разделяющей плоскости (13) направлениях извлечения. Этот процесс подробно показан на фиг. 12. На первом этапе внутренние части ячеек (3) извлекают в альтернативных продольных направлениях ячеек (3), и на втором этапе оставшиеся части извлекают в противоположном альтернативном продольной направлении ячеек (3).
Пресс-форма и способ также обеспечивают возможность встраивания разных типов материалов, как можно увидеть на фиг. 13, на которой лист (14) материала расположен между внешними слоями (1, 11) и сердцевинным слоем (10) у верхней части полых ячеек (3), и лист (14) материала также обеспечен между двумя армированными волокнами слоями (10) смежных ячеек (3), или даже между формовочными планками (4, 5) и армированным слоем (10). Эта возможность представляет особый интерес для поверхностей ячеек, подверженных высокоэнергетическим ударам. Эти материалы варьируются от материалов с высокой прочностью на сжатие до ударопоглощающих полимеров. Некоторыми примерами этих встраиваемых материалов могут быть: керамика, эластомеры, металлы.
Реферат
Группа изобретений относится к модульной пресс-форме для создания ауксетического поведения или волнистых конфигураций для панелей с использованием непрерывных волокон с возможностью встраивания альтернативных материалов. Модульная пресс-форма содержит слой (10) из армированного волокнами материала. Причем слой (10) выполнен с возможностью образования полых ячеек (3), содержащих волнистое трапецеидальное поперечное сечение. Причем упомянутая модульная пресс-форма содержит по меньшей мере три формовочные планки для образования каждой полой ячейки (3). Причем одна формовочная планка (4) имеет трапецеидальную поперечную форму, а две формовочные планки (5) имеют треугольную поперечную форму. Причем трапецеидальная формовочная планка (4) выполнена с возможностью быть расположенной между двумя треугольными формовочными планками (5). Три формовочные планки (4, 5) выполнены таким образом, что, когда они соединены вместе, их поперечное сечение образует форму трапецеидального поперечного сечения полой ячейки (3). Техническим результатом является повышение эффективности изготовления панели, повышение эффективности поглощения энергии потенциальных ударов и снижение веса панели. 2 н. и 11 з.п. ф-лы, 13 ил.
Формула
Документы, цитированные в отчёте о поиске
Изготовление пропитанной смолой цельной композитной каркасной конструкции с жесткими связями
Комментарии