Машина для компрессионного формования крышек - RU2423232C2
Код документа: RU2423232C2
Чертежи












Описание
Данное изобретение относится к машине для компрессионного формования крышек.
Предшествующий уровень техники и краткое изложение существа изобретения
Машины для компрессионного формования крышек в типичном случае содержат поворотный барабан или магазин, который вращается вокруг вертикальной оси. Множество пресс-форм, расположенных по периферии поворотного магазина, содержат пуансоны и матрицы, которые направлены вдоль вертикальных осей, параллельных оси вращения. Копиры приводят одну или обе части пресс-форм каждой пары в движение между разомкнутым положением, в котором отформованная деталь выталкивается из матрицы пресс-формы и размещается пластмассовая заготовка, и сомкнутым положением, в котором пуансон и матрица сомкнуты друг с другом для компрессионного формования заготовки с целью образования крышки. В число патентов США, где проиллюстрированы этого типа машины для компрессионного формования пластиковых крышек, входят патенты №№ 5670100, 5989007, 6074583 и 6478568.
При компрессионном формовании крышек в машинах этого типа ее обычно сталкивают со стержня пресс-формы посредством втулки, которая контактирует с краем юбки крышки. Втулка и/или стержень выполнены с возможностью осевого перемещения относительно друг друга таким образом, что юбка крышки эффективно сталкивается со стержня. Этот тип выталкивающего воздействия удовлетворителен для многих случаев, но не удовлетворителен для областей, которые требуют точного регулирования и/или формирования контуров сегментов внутренней резьбы на крышке, например в устройствах, связанных с автоклавами, в которых крышка должна оставаться на горлышке тары в условиях высоких температур и давлений. Для решения задач этого типа крышку следует сталкивать с сердечника посредством ее свинчивания. В патенте США № 6706231 описана машина карусельного типа с вертикальной осью, предназначенная для компрессионного формования крышек, в которой работающий от копира привод с шариковинтовым механизмом вращает стержень пресс-формы, чтобы вывинтить его из крышки и вытолкнуть ее со стержня.
Задачей настоящего изобретения является создание в машине для компрессионного формования механизма, который обеспечивает выталкивание крышки со стержня осевым и вращательным движением.
Данное изобретение включает в себя ряд аспектов или новых признаков, которые могут быть воплощены отдельно друг от друга или в совокупности друг с другом.
В соответствии с одним аспектом данного изобретения машина для компрессионного формования пластиковых крышек включает в себя опору, установленную с возможностью вращения вокруг оси, и множество пресс-форм для компрессионного формования на упомянутой опоре в положениях, разнесенных на одинаковые углы вокруг оси. Каждая из пресс-форм включает в себя охватываемую секцию пресс-формы и охватывающую секцию пресс-формы, по меньшей мере, одна из которых выполнена с возможностью перемещения относительно другой между сомкнутым положением для образования полости пресс-формы для компрессионного формования и разомкнутым положением, отстоящими друг от друга. Охватываемая секция пресс-формы включает в себя стержень пресс-формы и выталкивающую втулку, окружающую стержень пресс-формы, для вращательного и осевого перемещения стержня пресс-формы. Первый винтовой привод связывает охватываемую секцию пресс-формы с выталкивающей втулкой для вращения выталкивающей втулки вокруг стержня пресс-формы, когда, по меньшей мере, одна секция пресс-формы перемещается между сомкнутым и разомкнутым положениями. Второй винтовой привод связывает выталкивающую втулку с опорой для осевого перемещения выталкивающей втулки по стержню пресс-формы, когда выталкивающая втулка вращается вокруг этого стержня. Таким образом, выталкивающая втулка в процессе вращательного и осевого перемещения удаляет крышку, располагающуюся вокруг сердечника, когда упомянутая, по меньшей мере, одна секция пресс-формы перемещается относительно другой из сомкнутого положения по направлению к разомкнутому положению. Опора может содержать горизонтальный барабан, как в машине карусельного типа для компрессионного формования, или вертикальный барабан, который выполнен с возможностью вращения вокруг горизонтальной оси. По меньшей мере, одна пресс-форма может приводиться копиром в движение между разомкнутым и сомкнутым положениями в зависимости от вращения опоры вокруг ее оси.
Краткое описание чертежей
Изобретение с его дополнительными задачами, признаками, преимуществами и аспектами раскрыто в нижеследующем описании, прилагаемой формуле изобретения и сопроводительных чертежей, при этом:
на фиг.1 представлен вид спереди машины для компрессионного формования в соответствии с одним вариантом осуществления данного изобретения;
на фиг.2 представлен вид сбоку машины для компрессионного формования,
изображенной на фиг.1;
фиг.3A-3D иллюстрируют вид в разрезе по линии 3-3, показанной на фиг.2;
на фиг.4-9 представлены фрагментарные виды в разрезе, которые иллюстрируют одну пресс-форму машины согласно фиг.1-2 на последовательных стадиях работы; и
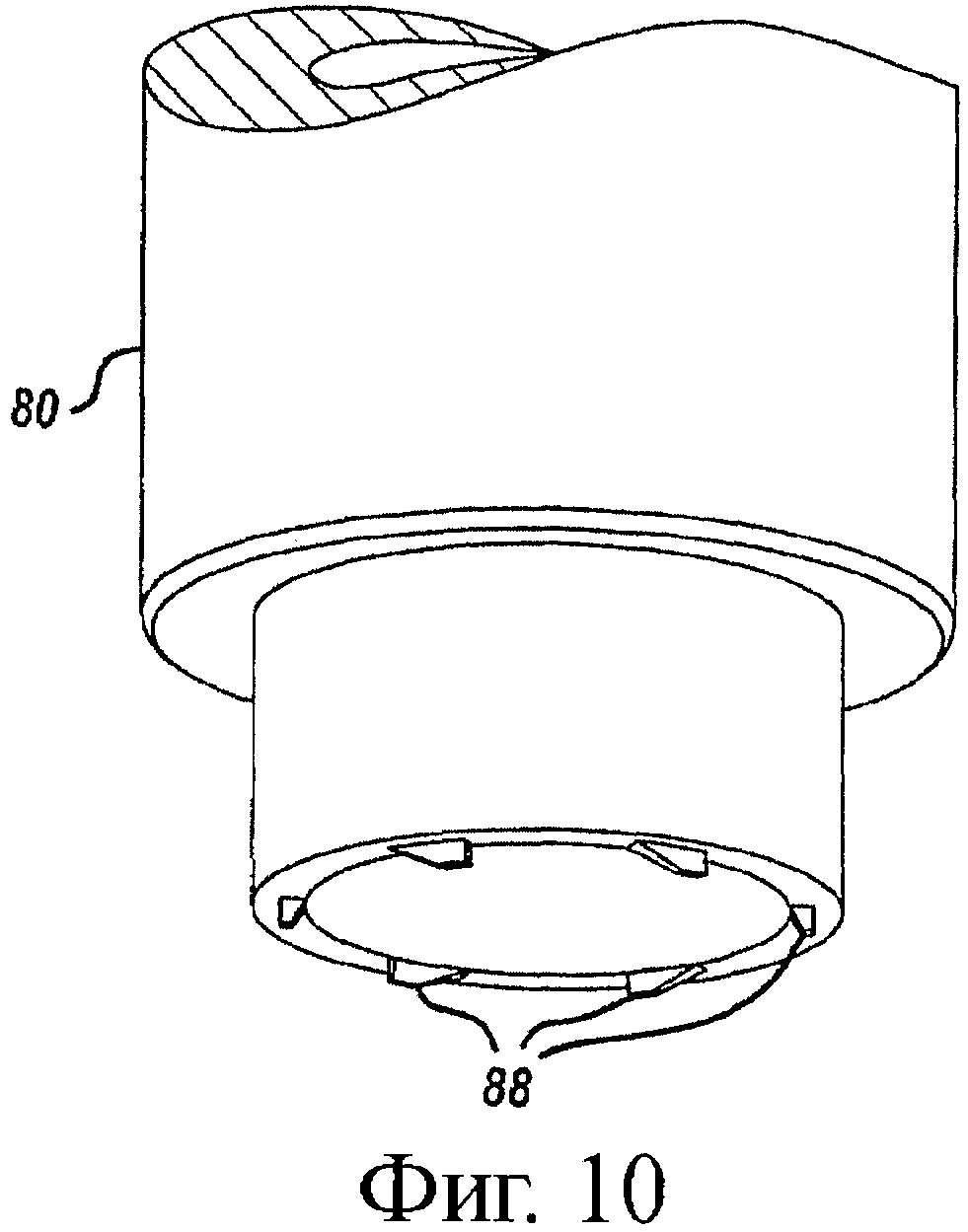
на фиг.10 представлен вид с торца выталкивающей втулки машины согласно фиг.1-9.
Осуществление изобретения
Фиг.1 и 2 иллюстрируют машину 20 для компрессионного формования пластиковых крышек в соответствии с одним вариантом осуществления изобретения. Машина 20 содержит барабан 22, установленный на валу 24 между разнесенными опорами 26, 28. Вал 24 связан посредством шкива 30, ремня 32 (фиг.2) и редуктора 34 с электродвигателем 36 для вращения вала 24 и барабана 22 вокруг горизонтальной оси. Барабан 22 содержит ступицу (которая может быть частью вала 24) и опору 39, расположенную в радиальном направлении от ступицы. Опора 39 может представлять собой сплошной диск или аналогичное средство либо, что предпочтительнее, множество опорных спиц 38, расположенных в радиальном направлении на одинаковом угловом расстоянии. Каждая опорная спица 38 является полой на своем внешнем конце, как показано на фиг.3A-3D. Внутри полого внешнего конца каждой спицы 38 расположен, например, на подшипниках 42 скольжения шток 40. С внешним концом каждого штока связана поперечина 50, так что совместно шток 40 и поперечина 50 образуют Т-образную конструкцию, как показано на фиг.3А. На каждой стороне каждой спицы 38 имеется множество расположенных в радиальном направлении опор 44, 46. Последовательность внутренних опор 44 образует непрерывные в окружном направлении опорные кольца, как показано на фиг.2. Внешние опоры 46 предпочтительно отстоят друг от друга в окружном направлении. По всей периферии барабана 22 расположено множество расположенных на равных угловых расстояниях пресс-форм 52, предпочтительно, но необязательно, по обе стороны барабана. Каждая пресс-форма находится на соответствующей спице 38 между опорами 44, 46 и концом поперечины 50 на штоке 40. Все пресс-формы 52 предпочтительно идентичны. С той степенью подробности, с какой она до сих пор описана, машина 20 аналогична той, которая раскрыта в одновременно рассматриваемой американской заявке (дело № 18565) под названием "Compression Molding Machine" («Машина для компрессионного формования»), причем это изобретение упоминается здесь для справки.
Каждая пресс-форма 52 предпочтительно содержит радиально расположенный первый сегмент или секцию 54 пресс-формы и второй радиально расположенный сегмент или секцию 56 пресс-формы, расположенную соосно с первой секции 54 пресс-формы. (Если не указано иное, то слова, определяющие направления, такие как «радиальное», «тангенциальное», «внутренняя» и «внешняя», употребляются лишь в описательном, а не ограничительном смысле по отношению к оси вращения барабана 22.) В предпочтительных вариантах осуществления изобретения, в котором оно воплощено в машине с вертикальным барабаном, радиально расположенная внутренняя первая секция 54 пресс-формы является пуансоном, а радиально расположенная внешняя вторая секция 56 пресс-формы является матрицей, хотя эти секции пресс-формы можно поменять местами в соответствии с толкуемыми в самом широком смысле принципами изобретения. Пуансон 54 пресс-формы включает в себя стержень 60 (фиг.3В, 4 и 5), имеющий наконечник 62, контур которого придает желаемую внутреннюю форму крышке. Аналогичным образом, матрица 56 включает в себя вкладыш 64, установленный с помощью опорного блока 66 на поперечине 50. Вкладыш 64 имеет форму, обеспечивающую получение желаемого внешнего контура крышки. На опорах 72, которые проходят от поперечины 50, установлены ролики 68, 70, перемещающиеся по копирам 74, 76, что обеспечивает перемещение матрицы 56 в радиальном направлении внутрь и наружу относительно пуансона 54 при вращении барабана 22 вокруг своей оси. С той степенью подробности, с какой они до сих пор описаны, конструкции пуансона и матрицы и механизм для размыкания и смыкания секций пресс-формы аналогичны тем, которые раскрыты в вышеупомянутой одновременно рассматриваемой американской заявке.
Пуансон 54 также включает в себя выталкивающую втулку 80, которая окружает стержень 60 пресс-формы. Выталкивающая втулка 80 выполнена с возможностью осевого перемещения относительно стержня 60 (т.е. в направлении оси стержня пресс-формы) и перемещения в окружном направлении вокруг внешней поверхности стержня пресс-формы. Выталкивающая втулка 80 установлена внутри опоры 46 с помощью подшипника 82 около радиально внутреннего (по отношению к оси вращения барабана) конца втулки 80. Внешняя резьба выталкивающей втулки около внутреннего конца 84 входит в зацепление с резьбой на втулке 86, установленной на опоре 46, что образует винтовую передачу 83, как будет описано ниже. На внешнем торце выталкивающей втулки 80 в окружном направлении выполнены зубцы 88 (фиг.10) для введения в зацепление с осевым краем юбки отформованной крышки, как будет описано ниже. На выталкивающей втулке в окружном направлении выполнен также венец зубьев 90, расположенных в осевом направлении по ее внешней поверхности и занимающих существенную часть длины выталкивающей втулки. Иными словами зубья 90 выполнены в форме расположенного в окружном направлении массива направленных в осевом направлении шпонок по внешней поверхности выталкивающей втулки 80, предпочтительно между средней частью выталкивающей втулки и концом 84 втулки.
Матрицу 56 пресс-формы связывает с выталкивающей втулкой 80 винтовая передача 91 (фиг.4). Винтовая передача 91 выполнена в виде шариковинтовой передачи и содержит винт 92, гайку 94 и вал 96. Гайка 94 связана с ведущим звеном 98, закрепленным на матрице 56, для ограничения перемещения в направлении оси вала 96, который параллелен оси пресс-формы 52, но смещен от нее. Противоположный конец вала 96 (конец, радиально внутренний по отношению к оси вращения барабана 22) связан с шестерней 100, находящейся в зацеплении с зубьями 90 на выталкивающей втулке 80. В предпочтительном варианте вал 96 установлен в подшипниках 92, расположенных на опоре 46. Ведущий элемент 98 шарикового винта связан с матрицей 56 посредством соединения 104 с люфтом (см. фиг.4). Соединение 104, обеспечивающее перемещение с задержкой, содержит шток 106, соединенный внутренним концом с опорой 46 и выполненный с возможностью скольжения в опоре 108. Ведущий элемент 98 имеет стопорящий карман 116, противоположный пазу 110, выполненному в штоке 106. В отверстии 120 во втулке 114 между штоком 106 и ведущим элементом 98 расположен фиксирующий шарик 118.
Во время работы, когда барабан 22 вращается в направлении по часовой стрелке согласно фиг.2, пластмассовые заготовки размещаются механизмом 124 внутри вкладышей 64 матриц 56. Во время непрерывного вращения барабана секции пресс-формы смыкаются копиром 74 и происходит формовка заготовки с образованием крышки. Когда пресс-форма 52 приводится в движение копиром 76 (фиг.3А) при вращении по часовой стрелке (фиг.2), матрица 56 отводится от пуансона 54, размыкая пресс-форму, а отформованная крышка выталкивается со стержня пресс-формы и удаляется устройством 126 для удаления отформованных изделий (фиг.2).
Далее будет описано выталкивание отформованной крышки со стержня пресс-формы, осуществляемое путем одновременного вращения отформованной крышки и приложения к ней выталкивающего усилия с помощью выталкивающей втулки 80.
Фиг.4-9 иллюстрируют движение элементов одной пресс-формы 52 из полностью сомкнутого положения, показанного на фиг.4, в котором происходит формование крышки, через положения, показанные на фиг.5 и 6, в положение, показанное на фиг.7, в котором пресс-форма полностью размыкается, через положение, показанное на фиг.8, в положение, показанное на фиг.9, в котором пресс-форма оказывается почти полностью сомкнутой. Между положениями, показанными на фиг.4 и 5, матрица 56 перемещается вниз относительно опоры 39, так что шарик 118 также начинает перемещаться вниз по пазу 110. (Термин «вниз» применительно к фиг.4-9 следует понимать как «в радиальном направлении наружу» в предпочтительной, но лишь в одной из возможных конструкций барабана, показанной на фиг.1-2). Вместе с тем, начальное перемещение секций пресс-форм предотвращается возвратными пружинами 122 (фиг.3С) таким образом, что полость пресс-формы еще не начинает открываться. При дальнейшем перемещении вниз секции 56 пресс-формы (из положения, показанного на фиг.5, в положение, показанное на фиг.6) начинает открываться полость пресс-формы и шарик 118 входит в контакт с поверхностью 112 паза 110. Далее шарик 118 заходит в стопорящий карман 116 ведущего элемента 98 (фиг.6), вследствие чего дальнейшее перемещение вниз секции 56 пресс-формы (из положения, показанного на фиг.6, в положение, показанное на фиг.7) приводит к перемещению ведущего элемента 98 вниз относительно опоры 39.
Такое перемещение вниз ведущего элемента 98 и гайки 94, связанной с ведущим элементов 98, приводит во вращение вал 96 и шестерню 100, что вызывает вращение выталкивающей втулки 80 вокруг стержня 60. Вращение выталкивающей втулки 80 вокруг стержня 60 также посредством винтовой передачи 83 приводит к перемещению выталкивающей втулки 80 в осевом направлении по стержню 60. Зубцы 88 (фиг.10) на выталкивающей втулке 80 входят в зацепление со свободным краем юбки крышки, вследствие чего осевое и вращательное перемещение выталкивающей втулки по стержню приводит к свинчиванию юбки крышки с наконечника 62 стержня. Шаг в винтовой передаче 83 является таким же, как шаг резьбовых сегментов юбки крышки. Эти резьбовые сегменты и другие конструктивные особенности на внутренней стороне юбки крышки защищены от повреждения или деформации, которые могли бы произойти в том случае, если бы крышку просто сталкивали в осевом направлении со стержня пресс-формы. После того как крышку свинтили со стержня пресс-формы, ее захватывает и отводит устройство 126 (фиг.2), которое может быть устройством любого подходящего типа. После размещения заготовки в матрице 56 секцию 56 перемещают из полностью разомкнутого положения, показанного на фиг.7, через положения, показанные на фиг.8 и 9, в полностью сомкнутое положение, показанное на фиг.4. Когда матрица 56 проходит положение, показанное на фиг.8, шарик 118 выталкивается обратно в паз 110 штока 106. Перемещение вверх ведущего элемента 98 приводит во вращение вал 96, шестерню 100 и выталкивающую втулку 80, вследствие чего выталкивающая втулка 80 возвращается в исходное положение, в котором пресс-форма сомкнута. Зубья 90 на выталкивающей втулке выполнены в форме удлиненных шпонок, обеспечивая осевое перемещение выталкивающей втулки во время операции выталкивания (фиг.6 и фиг.7).
Таким образом, здесь описана машина для компрессионного формования, которая полностью удовлетворяет всем ранее поставленным задачам и целям. Эта машина описана в связи с предпочтительным в настоящее время вариантом осуществления, а также рассмотрен ряд модификаций и изменений. В свете вышеизложенного описания специалисты в данной области техники могут предложить другие модификации и изменения. Например, хотя машина описана в контексте машины с вертикальным барабаном, должно быть ясно, что изобретение, если толковать его принципы в самом широком смысле, с тем же успехом применимо и к машинам карусельного типа с вертикальной осью. В такой машине пресс-формы 52 можно установить по осям, параллельным оси поворотного магазина (карусели), а матрицы 56 и/или пуансоны 54 можно перемещать с помощью копиров или иных средств, расположенных вокруг периферии опоры поворотного магазина. Кроме того, хотя в описанном варианте осуществления подвижной является матрица, изобретение можно легко воплотить в машине, в которой подвижным является пуансон или оба - пуансон и матрица - являются подвижными, например, за счет перемещения, осуществляемого с помощью копира, как в вышеупомянутом патенте США № 6707231. Данное изобретение следует считать охватывающим эти и все остальные такие модификации и изменения, как находящиеся в рамках существа и объема притязаний прилагаемой формулы изобретения.
Реферат
Данное изобретение относится к машине для компрессионного формования крышек. Техническим результатом заявленного изобретения является повышение качества формуемой на крышке резьбы и повышение точности ее размеров. Технический результат достигается машиной для компрессионного формования пластмассовых крышек, которая содержит опору для вращения вокруг оси и множество пресс-форм для компрессионного формования на опоре, расположенных в окружном направлении вокруг оси. Причем каждая из пресс-форм содержит секцию в виде пуансона и секцию в виде матрицы. При этом эта секция в каждой пресс-форме выполнена с возможностью перемещения относительно другой секции между сомкнутым положением, образующим полость для компрессионного формования, и разомкнутым положением, которые отстоят друг от друга. Каждый пуансон содержит стержень и выталкивающую втулку, окружающую стержень, для его вращательного и осевого перемещения. Каждая матрица связана с выталкивающей втулкой первой винтовой передачей для вращения выталкивающей втулки вокруг стержня, когда одна секция пресс-формы перемещается между сомкнутым и разомкнутым положениями. Машина содержит вторую винтовую передачу, связывающую каждую выталкивающую втулку с опорой для осевого перемещения выталкивающей втулки по стержню пресс-формы, при вращении выталкивающей втулки вокруг стержня. Вследствие этого выталкивающая втулка в процессе вращательного и осевого перемещения удаляет крышку, отформованную вокруг связанного с ней стержня пуансона, когда одна секция пресс-формы перемещается относительно другой по направлению к разомкнутому положению. 11 з.п. ф-лы, 13 и�
Формула
- опору (39) для вращения вокруг оси,
- множество пресс-форм (52) для компрессионного формования на упомянутой опоре, расположенных в окружном направлении вокруг упомянутой оси, причем каждая из упомянутых пресс-форм содержит секцию в виде пуансона (54) и секцию в виде матрицы (56), при этом, по меньшей мере, одна из этих секций в каждой пресс-форме выполнена с возможностью перемещения относительно другой секции между сомкнутым положением, образующим полость для компрессионного формования, и разомкнутым положением, которые отстоят друг от друга, а каждый пуансон содержит стержень (60) и выталкивающую втулку (80), окружающую упомянутый стержень, для вращательного и осевого перемещения упомянутого стержня,
- первую винтовую передачу (91), связывающую каждую матрицу с упомянутой выталкивающей втулкой, для вращения упомянутой выталкивающей втулки вокруг упомянутого стержня, когда упомянутая, по меньшей мере, одна секция пресс-формы перемещается между упомянутыми сомкнутым и разомкнутым положениями, и
- вторую винтовую передачу (83), связывающую каждую выталкивающую втулку с упомянутой опорой для осевого перемещения упомянутой выталкивающей втулки по упомянутому стержню пресс-формы при вращении упомянутой выталкивающей втулки вокруг упомянутого стержня, вследствие чего упомянутая выталкивающая втулка в процессе вращательного и осевого перемещения удаляет крышку, отформованную вокруг связанного с ней стержня пуансона, когда упомянутая, по меньшей мере, одна секция пресс-формы перемещается относительно другой по направлению к упомянутому разомкнутому положению.
Документы, цитированные в отчёте о поиске
Устройство карусельного типа для изготовления крышек из пластмассы прямым формованием
Комментарии