Способ штампования брусков детергента - RU2195469C2
Код документа: RU2195469C2
Описание
Данное изобретение относится к устройству, способу и аппарату для штампования пластичного материала с использованием матрицы для получения формованного изделия. Конкретно оно относится к способу штампования бруска детергента.
Под "бруском детергента" подразумевают таблетку, лепешку или брусок, в котором содержание поверхностно-активного агента, который содержит мыло, синтетический активный детергент или их смесь, равно по меньшей мере 20 маc.% на основе бруска.
При производстве брусков детергента предварительно приготовленный состав, содержащий все компоненты бруска, обычно экструдируют из выпускного отверстия, чтобы сформировать непрерывный "стержень", который режут на более мелкие куски заданной длины, обычно называемые "заготовками". "Заготовки" затем подают к штамповочному прессу или, как вариант, делают отпечаток на одной или нескольких поверхностях, используя, например, матрицу тех же размеров, что и поверхность бруска, в форме ударника, которой ударяют с силой, или матрицу в форме валика.
Штамповочные прессы обычно имеют матрицу, образованную двумя половинками, каждая с поверхностью, которая контактирует с заготовкой во время операции штампования. Эти поверхности приспособлены сближаться до заранее установленного разделительного расстояния, зажимая таким образом заготовку между половинками матрицы, чтобы придать бруску его окончательную форму и вид, и затем разделяются. Избыток состава выдавливается из половинок матрицы, когда они сближаются. Это обычно называют как "облой". Облой затем отделяют от куска мыла путем перемещения бруска через отверстия в "удаляющей облой плите".
Обычные штамповочные прессы с матрицей включают формовочные машины со "штифтовой матрицей", где пара противоположных частей матрицы или половинки матрицы сближаются во время стадии уплотнения, и машину с "бокс-матрицей", в которой пара противоположных частей матрицы штампует брусок, удерживаемый внутри сквозного отверстия в обойме, но не смыкаются во время уплотнения, периферическая поверхность бруска ограничивается обоймой.
Каждую половинку матрицы часто снабжают штамповочной вставкой или выталкивателем. Они обычно плотно удерживаются внутри половинок матрицы пружинами, но могут быть вытолкнуты сжатым воздухом или механическими приспособлениями, чтобы способствовать отделению бруска от матрицы. Во время сближения половинок матрицы может быть создан вакуум, чтобы удалить воздух, захваченный в полости матрицы между бруском детергента и поверхностью матрицы, и в случае ротационных матриц этот вакуум помогает удерживать бруски на месте во время поворота.
Штампование брусков детергента с использованием матрицы проводят, чтобы получить бруски воспроизводимой формы, гладкую поверхность и/или чтобы сделать отпечаток знака, такого как логотип, товарный знак или тому подобное, по меньшей мере, на части поверхности бруска.
Однако в результате засорения матрицы, т.е. когда на половинках матрицы остается некоторое количество остаточного детергента, которое накапливается при продолжительном использовании матриц, бруски часто формуются с видимыми изъянами на их поверхностях, или они не могут быть отделены от поверхности матрицы.
Предложены многочисленные решения этой проблемы. Одно решение предлагает резкое охлаждение половинок матрицы во время операции штампования.
Другое решение описано в публикации GB-A-746769, которая раскрывает комплект матрицы, который включает в себя бокс-матрицу и пару вспомогательных деталей матрицы, изготовленных из пластичных материалов, содержащих полимеры с конкретным модулем упругости. Недостаток этой системы заключается в том, что необходима смазка для матрицы, чтобы предотвратить прилипание и накопление детергента на стенках матрицы и повреждение поверхностей последовательно прессуемых брусков.
Другое решение предложено в ЕР 276971, который относится к применению двух деталей матрицы, каждая из которых содержит неэластомерную и эластомерную часть. Эластомерная часть, которая контактирует с бруском мыла во время процесса штампования, содержит эластомерное покрытие, имеющее модуль упругости в конкретном диапазоне.
Международная патентная заявка WО 96/00278 описывает способ и аппарат для штампования бруска детергента, где используют детали матрицы, содержащие неэластомерную часть и эластомерную часть толщиной менее чем 200 микрометров. Обнаружено, что это особенно легко осуществлять, так как тонкий эластомерный слой легко наносят и заменяют.
Проблемы возникают с эластомерными покрытиями, наносимыми на неэластомерные матрицы, через продолжительные периоды использования. Обнаружено, что некоторые эластомерные слои имеют тенденцию к отделению от неэластомерной матрицы. Обнаружено, что трудно обеспечить эластомерный слой, который имел бы хорошую адгезию к неэластомерной матрице, но также имел бы хорошие высвобождающие характеристики.
Цель этого изобретения - преодолеть по меньшей мере некоторые из этих трудностей.
Поставленная цель достигается с помощью устройства, которое может быть использовано для получения брусков так, что украшение поверхности может быть получено легко воспроизводимым способом.
Здесь далее "украшение поверхности" обозначает однородную форму, гладкую поверхность, рисунок, такой как логотип, товарный знак или тому подобное.
Было обнаружено, что применение множества отдельно составленных и полимеризованных эластомерных слоев может быть использовано для оптимизации адгезии к неэластомерной матрице или подобной конструкции и высвобождающих свойств слоя, контактирующего с детергентом.
Соответственно данное изобретение относится к способу формирования эластомерного покрытия на устройстве для штампования или перекладывания пластичного
материала, содержащему стадии:
- обработки устройства химическими и/или механическими средствами для формирования поверхности сцепления для указанного эластомерного покрытия;
- формирования на указанной поверхности сцепления первого отвержденного эластомерного покрытия выбранного состава при выбранных условиях и
формирования на указанном первом отвержденном
эластомерном покрытии по меньшей мере одного второго отвержденного эластомерного покрытия отдельно выбранного состава при отдельно выбранных условиях.
В соответствии с изобретением свойства и состав каждого эластомерного покрытия могут быть обусловлены тем, чтобы давать желательные свойства. Например, первое отвержденное эластомерное покрытие может быть изготовлено так, чтобы иметь хорошую адгезию к поверхности сцепления и сопротивление усилиям, возникающим при штамповании и высвобождении. Это должно было бы приводить к его плохим высвобождающим свойствам. Однако отвержденное эластомерное покрытие для контактирования с пластичным материалом может быть обусловлено тем, что оно должно иметь хорошую адгезию к лежащему под ним эластомерному покрытию (связь с которым образуется легче, чем связь с поверхностью сцепления) и хорошие высвобождающие свойства.
Если необходимо, может быть обеспечено множество отвержденных эластомерных покрытий с постепенно изменяющимся составом и/или свойствами (такими как твердость или адгезионная способность), каждое из которых имеет желательную хорошую адгезию к лежащему под ним эластомерному покрытию, и завершающее эластомерное покрытие, имеющее хорошие высвобождающие свойства по отношению к пластичному материалу.
Данное изобретение относится также к устройству для штампования или перемещения пластичного материала, которое содержит по меньшей мере одну контактную поверхность, которая будет контактировать с пластичной массой, где по меньшей мере одна контактная поверхность снабжена эластомерным слоем, содержащим по меньшей мере два эластомерных покрытия, которые имеют различный состав и/или свойства.
Каждое эластомерное покрытие должно быть способно противостоять условиям, при которых отверждают последующие покрытия.
Под "эластомерным" согласно изобретению подразумевают материал, который определен в ISO (International Standard Organisation) 1382 как "эластомер" или "каучук". В определение "эластомерные" материалы согласно изобретению включены также термопластичные эластомеры и сополимеры и смеси эластомеров, термопластичных эластомеров и каучуков.
Эластомеры определены как полимеры с длинными гибкими цепями, независимыми в сыром материале и трансформированными посредством вулканизации или сшивающими агентами, которые образуют поперечные связи и формируют сетчатую структуру. Сетчатая структура сохраняет подвижность молекул макромолекулярной цепи и, как результат этого, быстро возвращается к приблизительно исходным своим размерам и форме после деформации под нагрузкой и освобождения от нагрузки.
При повышении температуры эластомер проходит через каучукоподобную фазу после размягчения и сохраняет свою эластичность и модуль упругости до тех пор, пока не будет достигнута температура его разложения.
Термопластичные эластомеры состоят из аморфной и кристаллической фаз. Аморфная фаза имеет диапазон размягчения ниже окружающей температуры и поэтому действует как упругая пружина, в то время как кристаллические сегменты, чей диапазон размягчения выше окружающей температуры, действуют как места поперечных связей.
Состав материалов, из которых получают эластомерные покрытия, может отдельно регулироваться для каждого покрытия. Покрытия могут быть вспененными. Например, могут быть выбраны различные исходные материалы или различные смеси исходных материалов. Предпочтительно используют изменяющиеся количества отвердителей.
Альтернативно могут регулироваться условия, при которых отверждают каждое эластомерное покрытие. Например, температура, давление (может быть использован вакуум, если необходимо) и/или каталитическая система могут варьироваться отдельно для каждого эластомерного покрытия. Применение радиации или ультрафиолетового излучения также может осуществляться по-разному, как желательно.
Эластомерные покрытия перед отверждением могут быть подвергнуты различным предварительным обработкам, таким как разбавление различными количествами растворителя.
Первое отвержденное эластомерное покрытие предпочтительно формируют из материала, который имеет хорошую адгезию к поверхности сцепления. Оно может быть образовано при относительно высоких давлении и температуре. Например, может быть использовано избыточное давление в области 10-100, предпочтительно 20-60, наиболее предпочтительно около 40 бар. Температура может быть около 200oС.
Эластомерное покрытие для контактирования с пластичным материалом может быть отверждено в условиях более низких давления и/или температуры, предпочтительно при атмосферном давлении. Если присутствуют эластомерные покрытия, промежуточные между этими двумя покрытиями, они могут быть отверждены в условиях температуры и/или давления, которые являются промежуточными условиями для тех, при которых формируют эти два покрытия.
Предпочтительно эластомерные покрытия согласно изобретению выбирают из тех классов, которые описаны в American Society for Testing and Materials
D1418, которые включают:
1. Эластомеры с ненасыщенной углеродной цепью (Класс R), включающие натуральные каучуки, например Стандартный малазийский каучук, бутадиен, например "BUNA"ТМ типа ех Bunawerke Hils, и сополимер бутадиена и акрилонитрила, например "Perbunan"ТМ ex Bayer.
2. Эластомеры с насыщенной углеродной цепью (Класс М), включающие этиленпропиленовые типы, например "Nordel"ТМ ex DuPont и фторсодержащие типы, например "Vitron"ТМ ex DuPont.
3. Замещенные силиконовые эластомеры (Класс Q), включающие жидкие силиконовые каучуки, например Silastic 9050/50 Р (А+В)ТМ ex Dow Corning.
4. Эластомеры, содержащие углерод, азот и кислород в полимерной цепи (Класс U), включающие полиуретаны, например полиуретаны ex Belzona.
Подходящие эластомерные покрытия могут быть получены из материалов, таких как жидкие силиконовые каучуки, такие как Silastic 9050/50 Р(А+В)ТМ (ex Dow Corning), которые после отверждения имеют модуль упругости около 2-3 МПа, и полиуретаны, например Belzona FU2221, как указано здесь далее, которые после отверждения имеют модуль упругости около 9 МПа, и Belzona 2131 (МР жидкий эластомер), продукт в упаковке из 2 частей на основе системы дифенилметан-4,4'-диизоцианат (MDI) с катализатором - фенилртутным неодеканоатом.
"Эластомерный" материал, как определено здесь далее, может быть предварительно обработан, например, путем образования раствора коммерчески доступного эластомера, перед тем как его наносят в качестве покрытия на поверхность матрицы. Эластомеры, каучуки и их сополимеры и смеси отверждают или сшивают на месте. Например, компоненты, включающие основной эластомерный материал, сшивающие агенты и другие материалы, такие как ускорители, могут быть смешаны перед нанесением в качестве покрытия. После нанесения на матрицу покрытия отверждают на месте. Этому может способствовать применение нагревания или других ускоряющих процессов, например давления, радиации или УФ-излучения.
В некоторых случаях материалы могут быть растворены подходящим растворителем, нанесены на матрицу с последующим удалением растворителя.
В случае термопластичных материалов они могут быть нагреты до состояния расплава, нанесены на матрицу, охлаждены и повторно отверждены.
Материалы, подходящие в качестве эластомерных покрытий в данном изобретении, будут предпочтительно иметь модуль упругости в диапазоне от 0,1 до 50 МПа, наиболее предпочтительно от 1 до 35 МПа.
Предпочтительно эластомерные покрытия, расположенные ближе к крепкой (звонкой) поверхности, будут иметь более высокий модуль упругости, чем те, которые находятся близко к поверхности.
Модуль упругости эластомерного слоя, содержащего отдельные эластомерные покрытия, предпочтительно находится в диапазоне от 0,1 до 50 МПа.
Модуль упругости эластомерного слоя на покрытии может быть измерен путем регистрации силы, необходимой, чтобы вдавить покрытие, как функции глубины вмятины. Обычно может быть использован
индентор со сферической верхушкой и измеряют наклон, s, силы как функции глубины вмятины до показателя степени 3/2. Глубина вмятины определяется движением индентора внутрь покрытия после того, как он
вначале контактирует с поверхностью покрытия. Как правило, необходимо корректировать измеренную глубину вмятины на податливость (обратную величину жесткости) измерительного прибора. То есть
действительная глубина вмятины, d, соотносится с измеренной кажущейся величиной d' следующим выражением
d=d'-(F•C)
где F обозначает силу вдавливания. Податливость, С,
определяют путем сжатия индентора против жесткой поверхности и регистрации кажущегося смещения как функции приложенной силы, которая имеет наклон, равный С. Модуль упругости Е рассчитывают по
следующему уравнению

где s= F/d3/2, R обозначает радиус сферического кончика индентора и b обозначает коэффициент Пуассона покрытия, который равен приблизительно 0,5 для эластомеров.
При определенных условиях, которые будут описаны далее, указанный метод
вдавливания может давать ложно большие величины модуля упругости из-за влияния твердого материала, на который наносят покрытие. Чтобы благополучно исключить эту проблему, необходимо обеспечить, чтобы
радиус контакта индентора с покрытием не превышал около 1/10 толщины покрытия. Радиус контакта, а, соотносится с глубиной вдавливания следующим выражением

Для покрытий менее чем 200 мкм рекомендуется использовать наноиндентор, который способен измерять силы вдавливания при малых глубинах вдавливания, использующий внедряющиеся тела с кончиками, имеющими малый радиус. Примером такого прибора является "Nanolndenter II"ТМ (Nanoinstuments). Как вариант, можно делать толстые (более чем 200 мкм) покрытия для испытания с тем, чтобы можно было использовать более обычное измерительное оборудование, такое как тестер Instron (например, Модель 5566).
Предпочтительно общая толщина эластомерного покрытия мала, будучи предпочтительно менее чем 200 мкм, как в WО 96/00278.
Преимущество тонких эластомерных покрытий заключается в том, что они легко могут быть нанесены на заводе на обычную матрицу с вделанным логотипом. Например, они могут быть нанесены с помощью кисти или методами распыления, такими как распыление сжатым воздухом, безвоздушное или электростатическое распыление. При необходимости эти методы можно использовать в сочетании. Это может быть там, где необходимо наносить покрытия различных толщин на различные части матрицы. Например, если требуется конкретная толщина в тонко выделенном участке матрицы, например для логотипа, может быть использован метод распыления с изъятым из основного тела матрицы выталкивателем логотипа.
Покрытия могут быть отверждены на матрице при окружающей температуре или при повышенных температурах в зависимости от типа эластомерного материала и желательных свойств. Повышенные температуры могут быть использованы для удаления растворителя из эластомеров, полученных с применением растворителя. Другие методы, такие как отверждение под действием ультрафиолетового излучения, могут быть использованы для ускорения процесса отверждения.
Эластомерные покрытия могут быть нанесены на обычные матрицы. Обычно с толстыми покрытиями, когда эластомерная часть снашивается или повреждается в результате использования, например, для получения штампованного бруска детергента, покрытие должно быть удалено; матрицу очищают и новое покрытие готовят и повторно формируют на поверхности матрицы, используя специальное оборудование. Напротив, это эластомерное покрытие может быть легко восстановлено на месте просто путем удаления, например, механическими средствами старых покрытий с помощью подходящей химической обработки (например, с использованием раствора гидроксида калия в смеси этанола и толуола в случае силиконовых покрытий и этанола и/или метанола в случае полиуретановых покрытий) путем обработки поверхности матрицы и замещения старых покрытий новым материалом. Это приводит к существенной экономии как в отношении потерь производственного времени, так и затрат на повторное покрытие.
Предпочтительно матрица содержит твердый материал, выбранный из металлов и их сплавов, например латунь и другие медные сплавы и стали, включая углеродистую и нержавеющую сталь; и из других неэластомерных материалов, таких как термоотверждающиеся и термопластичные полимеры, например полиэфир, эпоксидные смолы, фурановые смолы; твердые литые полиуретаны; керамические материалы; композиционные и слоистые материалы.
Матрица должна быть способной противостоять условиям, при которых отверждают эластомерные покрытия.
Дополнительные материалы, например наполнители, могут быть добавлены к эластомерному материалу для модификации его механических и технологических свойств. Эффекты от добавления наполнителя зависят от механического и химического взаимодействия эластомерного материала и наполнителя.
Наполнители могут быть использованы для модификации эластомерного материала с тем, чтобы достигнуть желательных свойств, например сопротивления раздиру. К подходящим наполнителям относятся сажи, кремнеземы, силикаты и органические наполнители, такие как смолы на основе стирола или фенола.
Другие необязательные добавки включают модификаторы трения и антиоксиданты.
Предпочтительно эластомерные покрытия, каждое, имеют толщину в диапазоне от 1 до менее чем 200 микрометров, предпочтительно по меньшей мере от 10 до 150 микрометров, наиболее предпочтительно от 15 до 100 микрометров. При толщинах ниже 1 микрометра не может быть достигнута равномерная площадь контакта (укрывистость) эластомерного покрытия на поверхности матрицы.
Свойства эластомерного слоя могут быть изменены в соответствии с составом бруска детергента, температурой переработки и/или параметрами процесса, такими как форма полости в половинках матрицы, производительность штампующего оборудования и разделительное расстояние половинок матрицы, чтобы достигнуть желательного результата, например хорошего высвобождения бруска детергента из матрицы. Обнаружено, что для конкретного состава бруска в сочетании с простой матрицей без логотипа эластомерные слои при толщине ближе к нижнему пределу диапазона, как указано, и модуле упругости вблизи верхнего предела диапазона могут обеспечивать приемлемое высвобождение из матрицы.
Однако для такого же состава с матрицей, несущей сложный логотип, или с матрицей сложной формы приемлемое высвобождение из матрицы достигается с эластомерным слоем, более близким по толщине к верхнему пределу диапазона и с более низким модулем. Подобно этому, для состава бруска, который более трудно поддается штампованию, приемлемое высвобождение из матрицы может быть достигнуто с эластомерным слоем ближе к верхнему пределу диапазона толщины и более низким модулем упругости.
Устройство согласно изобретению может быть использовано для штампования бруска детергента, содержащего поверхностно-активное вещество, которое предпочтительно содержит, в основном, мыло или синтетический детергент или смесь мыла и синтетического детергента. Оно находит конкретное применение в штамповании брусков мягких и/или липких детергентов, которые содержат синтетические поверхностно-активные вещества, полупрозрачных и прозрачных брусков мыла, имеющего пониженное содержание жирного вещества, например, в диапазоне 63-78 мас.% по отношению к общей массе бруска, и таких брусков, содержащих полезные для кожи вещества, такие как увлажнители, полиолы, масла, жирные кислоты и жирные спирты.
Предпочтительно первое эластомерное покрытие связывают со штампующей поверхностью матрицы с помощью механических и/или химических средств, чтобы усилить адгезию между матрицей и первым покрытием.
Поверхность матрицы может быть подвергнута нескольким предварительным обработкам перед покрытием
эластомерным материалом, чтобы улучшить силу сцепления между поверхностью матрицы и первым покрытием. Цель этих предварительных обработок - удалить слабые пограничные слои, например слабые оксиды на
металлах, оптимизировать степень контакта между поверхностью и покрытием и/или изменить топографию поверхности так, чтобы увеличилась площадь поверхности сцепления и чтобы защитить поверхность матрицы
до связывания. Подходящие технологии могут быть разделены на три главные группы:
1. Механическое шлифование - технологии включают очистку проволочной щеткой, наждачной бумагой, методы
струйной очистки, такие как очистка струей воды, дробеструйная, пескоструйная обработка и очистка стеклянными шариками, полирование, такое как тонкое полирование, и искровая эрозия.
2. Химическая обработка, включающая очистку растворителем, травление, например, с использованием кислоты, анодирование и применение грунтовки или адгезивного химического связующего, например силана или силикона.
3. Энергетическая предварительная обработка поверхности: более широко используемые с неметаллическими системами технологии включают обработку коронным разрядом, плазмой и лазерные технологии.
Кроме того, для предварительной обработки поверхности сцепления могут быть использованы различные сочетания указанных технологий.
Помимо нанесения на штампующую брусок поверхность матрицы, эластомерное покрытие может быть с пользой нанесено на другие части штампующего устройства и другого оборудования в линии переработки мыла. Например, оно может быть нанесено на "удаляющую облой плиту", которая отделяет от штампованного бруска выдавленный избыток состава бруска, на выталкиватели матрицы, захваты, на опорную плиту, на которой размещают матрицу, а также на нештампующие поверхности матрицы. Изобретение также может быть использовано на контейнерах для промежуточных продуктов в производстве брусков мыла, таких как чаши цепей продукта (например, для упаковочных машин, оберточных машин и т. д.). Штампующим устройством может быть любое известное подходящее штампующее устройство, например, как показано в ЕР 276971.
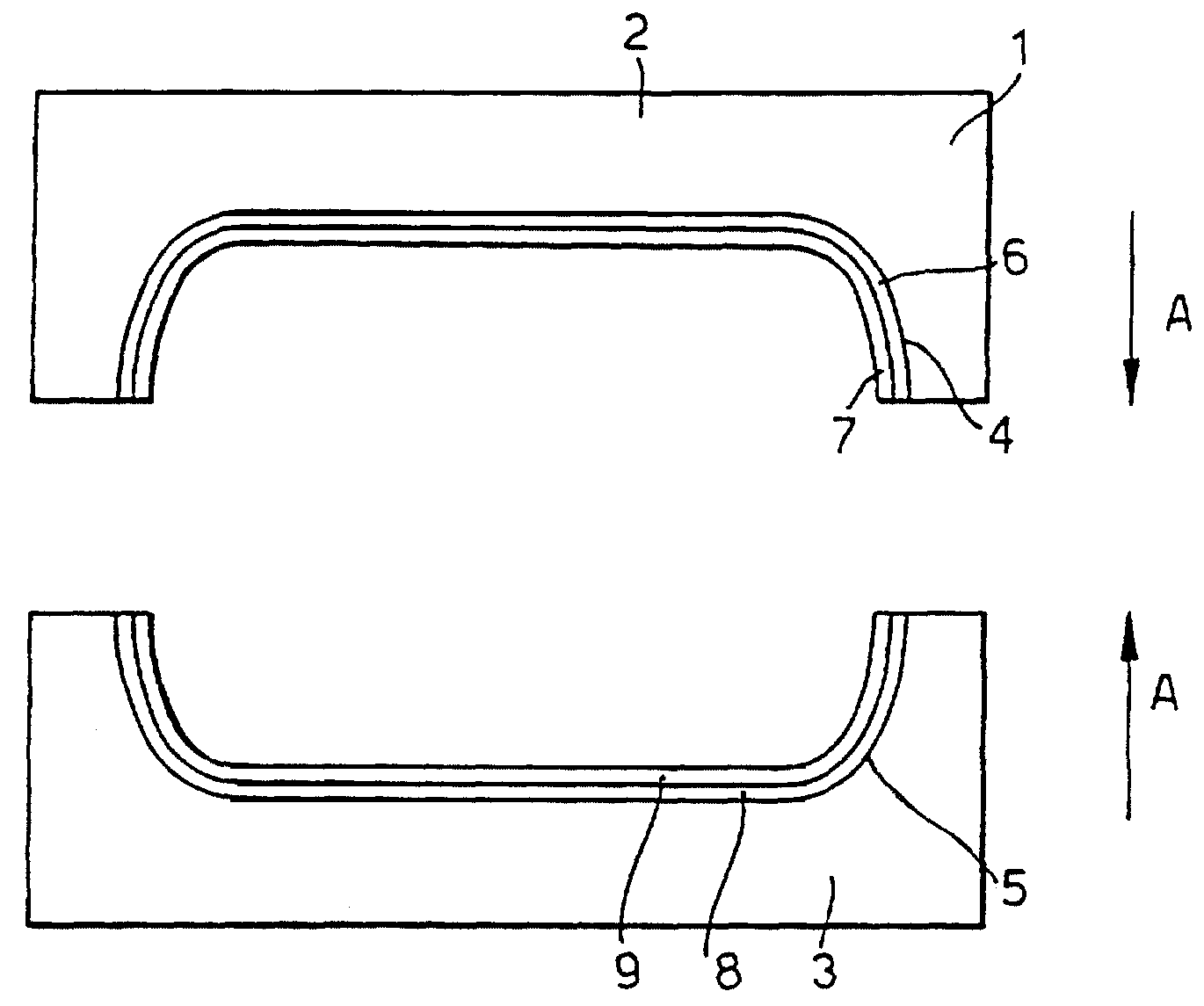
Данное изобретение будет описано далее только посредством примера со ссылкой на сопровождающий чертеж, который представляет собой схематическое поперечное сечение матрицы, соответствующей данному изобретению.
Чертеж показывает матрицу 1, содержащую две половинки. Каждая половинка матрицы содержит жесткую деталь 2, 3. Каждая половинка матрицы снабжена на штампующих брусок поверхностях 4 и 5 двумя эластомерными покрытиями в последовательности 6 и 7, 8 и 9. Две половинки матрицы 2 и 3 являются по существу идентичными. Логотип (не показан) может быть сформован на одной или обеих штампующих поверхностях 4, 5 матрицы, если необходимо.
Половинки матрицы могут быть использованы для штампования бруска детергента (не показан) путем сближения их друг с другом в направлении, указанном стрелками А.
Примеры
Поверхность, обрабатывающую брусок, обрабатывают первым и вторым эластомерным покрытием согласно изобретению следующим
образом.
Пример 1
Матрицу, штампующую брусок детергента, изготавливали с поверхностью сцепления, сформованной из латуни, алюминия или нержавеющей стали для испытания.
Штампующей матрице прежде всего придавали желательную форму путем фрезерования, искровой обработки и стеклоструйной обработки известным в технике способом.
В то же время формовали медный блок, форма и размеры которого соответствовали форме бруска мыла, который должен быть сформован. Медный блок вставляли внутрь штампующей поверхности матрицы с зазором размером 0,05 мм, образующимся между ними.
Штампующую матрицу обрабатывали грунтовкой F2260 ex-Dow Corning.
Первое эластомерное покрытие формировали из силикона WS 27-60-29 ex-Dow Corning. Это продукт на основе винила VMQ (Винилметилполисилоксан) с наполнителем диоксидом кремния. DHBP (2,5-бис-(трет-бутилперокси)-2,5-диметилгексан используют в качестве сшивающего агента в концентрации 1,8 части на 100 частей основного материала.
После того как силикон вручную напрессовывали внутри матрицы, в матрице прессовали положительный медный блок, так чтобы силикон точно впрессовался в матрицу с определенной толщиной слоя.
Этот слой силикона затем отверждали с применением давления и тепла. Медную модель оставляли в матрице во время этого процесса. Силикон отверждали при температуре 200oС и давлении от 750 до 1000 бар в течение получаса. Отвержденный силикон достигал твердости около 60-100 по Шору и толщины приблизительно 50 микрометров.
Матрицу вместе с медным блоком затем охлаждали или подвергали закалке.
Затем охлажденную матрицу покрывали непосредственно силиконом, требующимся для второго эластомерного покрытия. Толщина второго эластомерного покрытия порядка 0,05 мм.
Подходящим признан винилсодержащий метилполисилоксановый полимер с усиливающим наполнителем на основе пирогенного диоксида кремния. Отверждающая система содержала силан и платиновый сшивающий агент (ex-Dow Corning, silastic 9050-50P части А и В). Вязкость этого силикона около 5000 мПа• с.
Матрицу затем нагревали до 200oС при атмосферном давлении и проводили отверждение в течение получаса.
Обнаружено, что полученное многослойное эластомерное покрытие имело очень хорошую адгезию к матрице - его нельзя удалить даже с помощью ножа.
Матрицу, изготовленную указанным способом, использовали затем для штампования брусков детергента. Использовали штамповочный пресс Mazzoni STUF. Результаты сравнивали с установленной в этом же прессе штампующей матрицей, покрытой единственным слоем силикона.
Штампуемым составом детергента являлся состав, продаваемый под товарным знаком DOVE, производимый Unilever.
Через полчаса обнаруживали, что бруски мыла застревали в матрице, покрытой единственным эластомерным слоем, и появлялось повреждение кромок в покрытии на штампующей матрице.
В покрытии матрицы, покрытой единственным эластомерным слоем, обнаруживали трещины, и покрытие частично отделялось от матрицы особенно в краевых участках.
Матрицы, покрытые по многослойной технологии, не обнаруживали никаких признаков износа или блокирования матрицы.
Пример 2
Способ, соответствующий примеру 1, использовали для нанесения двуслойного эластомерного покрытия на алюминиевый носитель для брусков мыла в цепи продукта машины для
расфасовки и упаковки в картонную тару.
Для сравнения, используя способ из WO 96/00278, готовили первый сравнительный образец, содержащий носитель, покрытый твердым однослойным эластомерным покрытием, и второй сравнительный образец, содержащий носитель, имеющий мягкое однослойное эластомерное покрытие. Машину для расфасовки и упаковки в картонную тару затем использовали в течение одного месяца с носителем согласно изобретению и со сравнительными образцами.
Через месяц обнаружили, что мягкое однослойное эластомерное покрытие начинает отделяться от алюминиевого носителя. Твердое однослойное эластомерное покрытие не обнаруживало признаков повреждения, но начинало повреждать сами бруски детергента. Двуслойное эластомерное покрытие согласно данному изобретению не обнаруживало признаков повреждения и не повреждало бруски детергента.
Реферат
Изобретение относится к устройству и способу для штампования брусков детергента с использованием матрицы для получения формованного изделия. Формируют эластомерное покрытие на устройстве для штампования или обработки бруска детергента. Для этого отрабатывают поверхность устройства для образования поверхности сцепления, затем формируют на ней отвержденное эластомерное покрытие, имеющее первый состав, на нем формируют по меньшей мере одно отвержденное покрытие, имеющее второй состав, отличающийся от первого. При этом оба покрытия отверждаются при различных давлениях и/или каталитических системах, а модуль упругости эластомерного покрытия находится в диапазоне 0,1-50,0 МПа. Устройство для обработки бруска детергента содержит контактную поверхность для контактирования с бруском детергента, имеет два отличающихся отвержденных эластомерных покрытия. Изобретение позволяет получить эластомерное покрытие с хорошей адгезией к неэластомерной матрице и улучшенные высвобождающие характеристики слоя покрытия, контактирующего с детергентом. 2 с.п.ф-лы, 1 ил.
Комментарии