Насосно-компрессорная труба (нкт) с внутренним покрытием, исключающим отложения, и способ его нанесения - RU2362942C1
Код документа: RU2362942C1
Чертежи
Описание
Изобретение относится к нефтедобывающей промышленности, в частности к области предотвращения отложений (асфальтосмолопарафиновых, солевых, гидратных и др.) на внутренней поверхности насосно-компрессорных труб (НКТ), и может быть использовано для покрытия внутренней поверхности НКТ и применяться при любом способе добычи углеводородного сырья (нефти и газа), вне зависимости от условий эксплуатации скважины и качества добываемого сырья.
Известен способ нанесения покрытия на внутреннюю поверхность трубопровода, включающий покрытие ее одно- или многослойной оболочкой, например, из пленочного полотнища путем прижатия его к поверхности трубопровода за счет создания разности давлений (см. патент РФ 2144803, кл. МПК7 F16L 58/10, опубл. 27.04.2000 г.).
Недостатком данного способа является сложность создания равномерного покрытия внутренней поверхности трубы пленочным полотнищем, низкая надежность крепления оболочки к поверхности трубопровода, низкая стойкость к особо агрессивным средам.
Известен способ защиты внутренней поверхности трубопроводов полимерным материалом, заключающийся в нанесении последнего на внутреннюю поверхность трубопровода посредством перевода полимерного материала в вязкотекучее состояние с последующим его отверждением (см. патент РФ 2118742, кл. МПК7 F16L 58/10, опубл. 10.09.98 г.).
Недостатками данного изобретения являются то, что из-за быстрого охлаждения расплавленного полимера в термомеханическом модуле невозможно получить гомогенизированный слой покрытия и прочную связь полимера с поверхностью трубы из-за интенсивных термоусадочных процессов в массе полимера, а перемещение термомеханического модуля вдоль трубы приводит к изменению длины соединительного элемента между экструдером и модулем и условия прохождения расплава полимера по этому элементу, что изменяет физическое состояние полимера и тем самым снижает качество покрытия и прочность сцепления полимера с металлом.
Известен способ покрытия поверхностей трубопровода термопластом литьем под давлением, заключающийся в укладке металлической трубы в пресс-форму и подаче в нее расплавленного до вязкотекучего состояния термопластичного материала с нагревом пресс-формы, последующим отверждением его и удалением трубы из пресс-формы (см. патент РФ 2184903, кл. МПК7 F16L 58/10, опубл. 10.07.02 г.).
Недостатками данного изобретения являются сложность технологического процесса и значительные затраты на изготовления пресс-формы, особенного для труб большой длины, а также невозможность применения указанного способа для труб диаметром менее 200 мм.
Во всем мире в нефтегазодобывающей отрасли существует одна из главных нерешенных проблем - это отложения на стенках НКТ, работающих на нефтегазовых скважинах для добычи углеводородного сырья (нефти и газа). Причем этот процесс начинается с первого часа добычи в любых климатических условиях до полной закупорки НКТ. Отложения приводят к быстрому износу насосного оборудования, дополнительным расходам и потерям времени на очистку НКТ, а также потере давления в НКТ из-за уменьшения проходного сечения, что увеличивает процент недобора углеводородного сырья.
В зависимости от качества углеводородного сырья период времени между очистками НКТ на различных месторождениях колеблется от одного дня до одного года.
К примеру, на бузулукском месторождении прибегают к очистке от парафиновых отложений каждые 1÷15 дней в зависимости от скважины, на месторождениях Тюмени этот период составляет 5÷20 дней, на месторождениях Сургута 7÷30 дней и так далее.
Поэтому проблема существует, и подробно изучив причины образования отложений на внутренней поверхности НКТ, предложены конструкция и способ покрытия внутренней поверхности НКТ, решающий эту проблему в комплексе.
Существуют три главных фактора, способствующих образованию отложений на внутренней поверхности НКТ:
1. Шероховатость внутренней поверхности НКТ.
2. Наличие статического напряжения на внутренней поверхности НКТ при движении нефти.
3. Перепад температуры на стенке НКТ.
Исходя из указанных факторов, обозначились требования к конструкции и способу покрытия, исключающего отложения:
1. Толщина покрытия от 2 до 8 мм для уменьшения теплопроводности и исключения резкого перепада температуры на стенке НКТ.
2. Высокая степень чистоты поверхности покрытия - глянцевая поверхность.
3. Исключение накопления статического напряжения.
Кроме указанных требований, в том числе, при выполнении которых исключается образование отложений, само покрытие и способ его нанесения должны обладать:
1. Стойкостью к агрессивным средам (кислоты, щелочи и т.д.).
2. Сплошностью, хорошей адгезий к металлу и водонепроницаемостью для предотвращения коррозии внутренней поверхности НКТ.
3. Эластичностью, стойкостью к растрескиванию при ударных нагрузках и прогибу НКТ при температуре до -60°С.
4. Стойкостью к истиранию при воздействии потока взвешенных частиц с твердостью до 7 единиц по шкале Мооса.
5. Сохранением характеристик покрытия в интервале температур от -55 до 100°С.
Задачей предложенного технического решения является создание конструкции и способа покрытия внутренней поверхности НКТ, исключающего отложения, с длительным сроком службы, применяемых при любом способе добычи углеводородного сырья, вне зависимости от условий эксплуатации скважины и качества добываемого сырья, а также соответствия требованиям, указанным выше.
Путем исследовательского поиска и многократных испытаний был подобран сам материал, отвечающий указанным требованиям - это полиуретановая система, характеристики которой приведены в таблице 1.
Технический результат заключается в высокой адгезии полиуретана к внутренней поверхности НКТ, глянцевой поверхности покрытия заданной толщины.
Указанный технический результат достигается в насосно-компрессорной трубе (НКТ) с внутренним покрытием, исключающим отложения, включающей собственно НКТ с внутренним покрытием стенки из полиуретана, в качестве полиуретанового покрытия использован полиуретановый эластомер холодного литья, имеющий после отверждения глянцевую поверхность, высокую адгезию к металлу, твердость по Шору 50-90 А, равномерную толщину покрытия, высокую стойкость к истиранию до 25 мг, эластичность до 70-75%, сохранение характеристик покрытия в интервале от -55 до 100°С.
При этом способ для нанесения покрытия на внутреннюю поверхность НКТ, исключающего отложения по п.1, включающий очистку и обезжиривание внутренней поверхности НКТ, нагнетание материала покрытия и его отверждение, заключается в том, что нагнетание материала покрытия (полиуретана) производят до заполнения в кольцевую полость, образованную внутренней стенкой НКТ и пуансоном, с шероховатостью его наружной поверхности не ниже 9 класса чистоты, с возможностью получения после отверждения глянцевой поверхности покрытия, затем после окончательного отверждения полиуретана пуансон вынимают.
Сборка конструкции и способ покрытия включают следующие операции:
1. Очищается внутренняя поверхность НКТ от окалины, пыли и влаги. Затем поверхность обезжиривается.
2. В очищенную и обезжиренную НКТ вставляется пуансон с шероховатостью наружной поверхности не ниже 9 класса чистоты, наружный диаметр которого таков, чтобы между пуансоном и внутренней стенкой НКТ был зазор, равный толщине покрытия (от 2 до 8 мм).
3. Наружная поверхность пуансона до его вставления в НКТ обрабатывается разделяющей смазкой для более легкого его извлечения в дальнейшем.
4. До вставления пуансона в НКТ при коэффициенте усадки полиуретана более 2% во внутреннюю полость НКТ устанавливают трубки из сетки, например из перфорированного металла, наружный диаметр которой равен внутреннему диаметру НКТ, а толщина не более 1,5 мм. Сетка препятствует усадке полиуретана, тем самым достигается более равномерный слой покрытия с высокой адгезией к стенке НКТ.
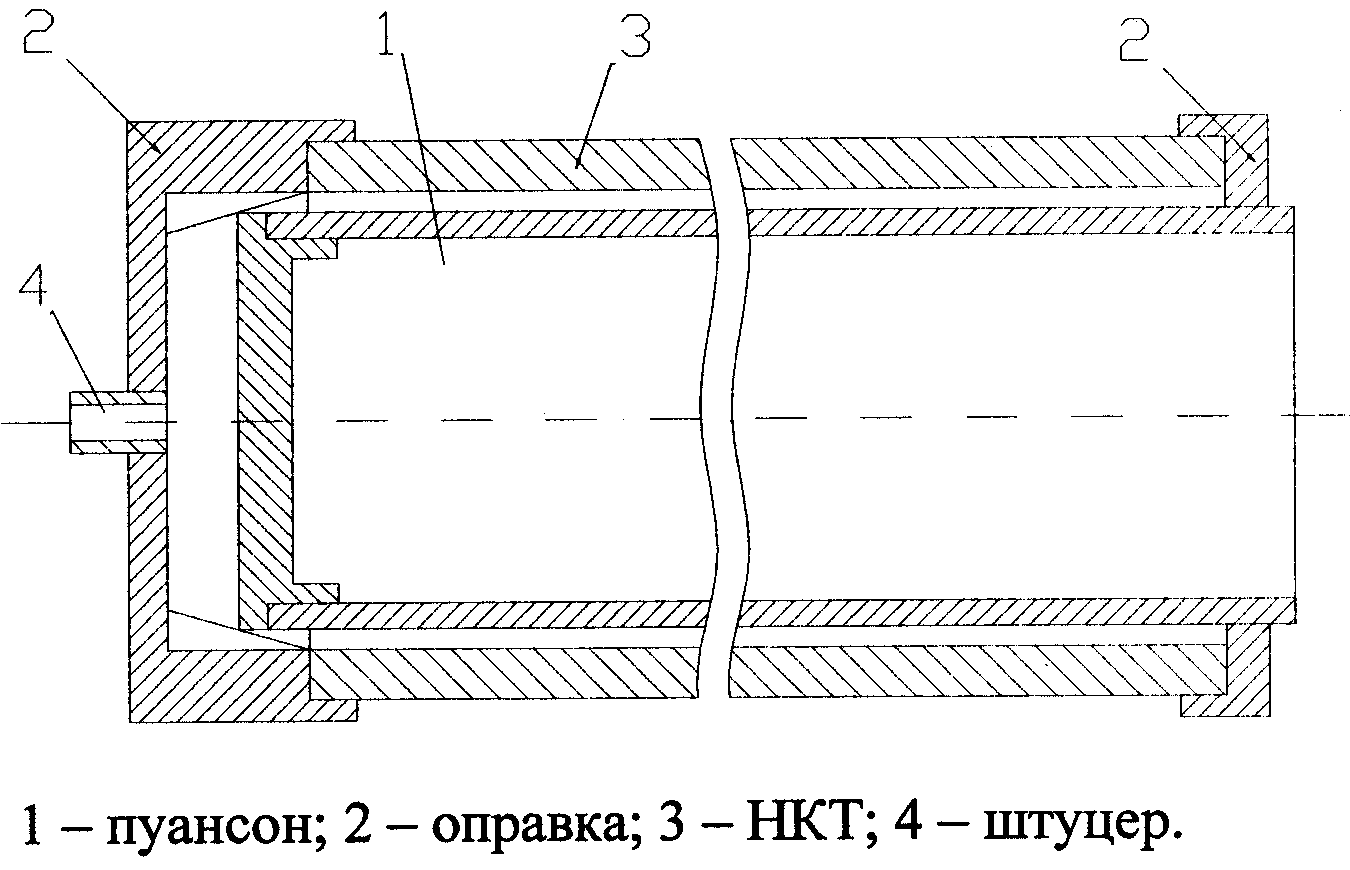
5. Пуансон (1) центруется оправками (2), которые надеваются на торцы НКТ (3), одна из оправок имеет штуцер (4) для нагнетания полиуретана (фиг.1).
6. При необходимости, исходя из технологии переработки некоторых полиуретанов, собранная конструкция нагревается до требуемой температуры, обычно не превышающей 80°С, при помощи кольцевого ТЭНа, в печи или другим известным способом.
7. Для предотвращения образования пустот в покрытии собранная конструкция устанавливается в вертикальное положение штуцером вниз и далее, через штуцер, подается полиуретановая масса до заполнения.
8. После окончательного отверждения полиуретана из НКТ в горизонтальном положении вынимается пуансон.
9. Механическим способом обрабатываются торцы НКТ от излишних облоев.
Использование данной конструкции и способа нанесения покрытия, в сочетании с указанным материалом, позволит получить качественный гомогенизированный слой покрытия одинаковой толщины, с глянцевой поверхностью, с высокой стойкостью к агрессивным средам, высокой адгезией к внутренней поверхности НКТ, высокой стойкостью к истиранию, высокой температурной стойкостью, что исключит образование отложений и связанные с этим явлением последствия, увеличит период между текущими и капитальными ремонтами добывающих скважин и, в конечном счете, повысит срок службы НКТ.
Реферат
Изобретение относится к нефтедобывающей промышленности, в частности к области предотвращения асфальтосмолопарафиновых отложений (АСПО) на внутренней поверхности колонны насосно-компрессорных труб (НКТ). В НКТ, включающей собственно НКТ с внутренним покрытием стенки, в качестве полиуретанового покрытия использован полиуретановый эластомер холодного литья, имеющий после отверждения глянцевую поверхность, высокую адгезию к металлу, твердость по Шору 50-90 А, равномерную толщину покрытия, высокую стойкость к истиранию до 25 мг, эластичность до 70-75%, сохранение характеристик покрытия в интервале температур от -55 до 100°С. В способе нанесения покрытия на внутреннюю поверхность НКТ, включающем очистку и обезжиривание внутренней поверхности НКТ, нагнетание материала покрытия и его отверждение, нагнетание материала покрытия (полиуретана) производят до заполнения в кольцевую полость, образованную внутренней стенкой НКТ и пуансоном, с шероховатостью его наружной поверхности не ниже 9 класса чистоты, с возможностью получения после отверждения глянцевой поверхности покрытия, затем после окончательного отверждения полиуретана пуансон вынимают. Технический результат - предотвращение асфальтосмолопарафиновых отложений. 2 н. и 5 з.п. ф-лы, 1 ил, 1 табл.
Комментарии