Способ и устройство для изготовления оболочки из изоляционного материала для трубы - RU2775304C1
Код документа: RU2775304C1
Чертежи




Описание
Изобретение относится к способу и устройству для изготовления оболочки из изоляционного материала для трубы.
Известна намотка лент изоляционного материала вокруг сердечника и изготовление оболочек для труб посредством этого. Некоторые из данных устройств содержат сердечник и предварительно натянутый ремень, который частично намотан вокруг сердечника. Посредством данного ремня ленту изоляционного материала, который снабжен связующим средством, наматывают вокруг сердечника. Для по меньшей мере частичного отверждения связующего средства сердечники часто подвергают электрическому нагреву. Однако поскольку оболочки для труб образованы надлежащим образом из материала с хорошей изолирующей способностью, теплопередача через оболочку для трубы является плохой, так что сердечник должен быть сильно нагрет. В этом процессе внутренняя периферия оболочки для трубы подвергается обжигу/сгорает, что известно под ключевым термином “black core”.
В соответствии с уровнем техники, описанным в EP 0 206 310 A2 или в WO 89/12776 A1, сначала цилиндрический сердечник размещают в устройстве. После этого ремень наматывают вокруг сердечника так, чтобы угол обхвата составлял более 180°, в соответствии с EP 0 206 310 A2 - по меньшей мере 270°, и ремень подвергают предварительному натяжению посредством натяжного ролика так, чтобы он находился в контакте с внешней поверхностью сердечника. Сам ремень выполнен в виде движущегося по замкнутой траектории бесконечного ремня и приводится в движение по замкнутой траектории посредством приводного ролика. Лента изоляционного материала подается посредством ремня и втягивается в зону между ремнем и сердечником. После первого оборота передний конец ленты оказывается между задним концом ленты и сердечником, так что лента полностью наматывается в виде слоев. Ленту изоляционного материала наматывают до тех пор, пока не будет достигнута заданная толщина стенки оболочки для трубы. В данном процессе натяжной ролик обеспечивает последовательное уменьшение натяжения ремня.
Из CA 706 364 A известны другой способ и устройство, которые предназначены для изготовления оболочек для труб и в которых также предусмотрена намотка ленты изоляционного материала на сердечник посредством ремня, движущегося по замкнутой траектории.
В EP 0 551 228 A1 описаны способ и устройство для сжатия и намотки полотна из минеральной ваты для уменьшения его объема для транспортировки. Однако полотно наматывают посредством ремня без намотки вокруг сердечника. Очень похожий способ и очень похожее устройство проиллюстрированы в WO 98/40297 A1.
Вследствие большого угла намотки ремня вокруг сердечника в устройствах по уровню техники вставка нового сердечника и удаление полностью обмотанного сердечника являются очень трудоемкими и очень сложными, поскольку ремень каждый раз должен быть размещен вокруг сердечника и/или должен быть отведен от обмотанного сердечника при большом угле. Это приводит к относительно большим длительностям циклов. Кроме того, прижимающее усилие, с которым ремень прижимает ленту изоляционного материала к сердечнику, может регулироваться только в недостаточной степени из-за большого угла обхвата. Следовательно, объемная плотность готовой оболочки для трубы может также регулироваться только в недостаточной степени. Это приводит к снижению качества оболочки для трубы.
Способ согласно ограничительной части пункта 1 формулы изобретения известен из DE 1 571 482. Устройство, проиллюстрированное в данном документе, содержит сердечник, вокруг части которого намотаны две или три ветви одного и того же ремня или двух отдельных ремней. Сердечник данного устройства установлен с возможностью вращения на поворотном рычаге. Ленту изоляционного материала отводят от стола посредством нижней ветви и подают к сердечнику и наматывают на сердечник посредством ветвей. После завершения намотки ленты сердечник поворачивают из зоны между ветвями вместе с намотанной лентой и снова размещают на столе. Таким образом, намотанную ленту отводят в направлении, противоположном направлению, с которого она была подана. Следовательно, длительность цикла по-прежнему является неудовлетворительной.
Исходя из этого, проблема, лежащая в основе изобретения, состоит в разработке таких способа и устройства для изготовления оболочек для труб, посредством которых длительности циклов могут быть дополнительно уменьшены при одновременном повышении качества оболочки для трубы.
Для решения данной проблемы способ согласно изобретению включает признаки пункта 1 формулы изобретения. Он отличается тем, что данную по меньшей мере одну намотанную ленту изоляционного материала отводят в радиальном направлении сердечника, которое не является противоположным по отношению к направлению, в котором данная по меньшей мере одна лента изоляционного материала была подана посредством данного одного ремня. Намотанную ленту изоляционного материала, в частности, выгружают посредством того же ремня, который также обеспечивал подачу данной по меньшей мере одной ленты. Устройство согласно изобретению имеет признаки пункта 4 формулы изобретения.
Таким образом, в соответствии с изобретением предусмотрено то, что намотанную ленту не отводят в направлении, противоположном по отношению к направлению ее подачи. Другими словами, направление подачи ленты в достаточной степени отличается от направления, проходящего под углом 180° относительно направления отвода намотанной ленты. В особенно предпочтительном варианте ленту после намотки даже перемещают дальше в том же направлении, в котором она была подана. Таким образом, если лента была подана к сердечнику, например, слева, намотанную ленту будут удалять в направлении вправо. Это обеспечивает возможность подачи новой ленты для изготовления новой оболочки для трубы, пока ленту наматывают и/или отводят. Таким образом, длительности циклов могут быть дополнительно уменьшены.
Предпочтительные варианты усовершенствования изобретения являются предметом зависимых пунктов формулы изобретения.
Таким образом, например, каждый ремень направляется посредством профильных роликов и посредством отклоняющих роликов и предварительно натянут посредством натяжного ролика, при этом конструкции, образованные из ремней с соответственно взаимодействующими с ними профильными роликами, отклоняющими роликами и натяжным роликом, выполнены симметричными. При этом могут быть использованы две идентичные конструкции, что облегчает изготовление устройства.
Кроме того, конструкции, образованные из ремней с соответственно взаимодействующими с ними, профильными роликами, отклоняющими роликами и натяжным роликом, могут быть выполнены с возможностью перемещения их вместе друг от друга и друг к другу. Это обеспечивает возможность дополнительного облегчения замены сердечника.
Предпочтительно, чтобы по меньшей мере один из ремней был выполнен с возможностью приведения его в движение по замкнутой траектории. В этом случае данный ремень будет «тянуть» за собой сердечник и посредством сердечника другой ремень, что способствует осуществлению привода. Однако, поскольку движущие силы в этом случае также должны будут передаваться через ленту изоляционного материала, предпочтительно, чтобы оба ремня (или в зависимости от обстоятельств все ремни) приводились в движение. При этом ремни должны приводиться в движение синхронно друг с другом для минимизации проскальзывания. В зависимости от обстоятельств сердечник также может приводиться в движение для полного избегания проскальзывания.
Однако также возможно приведение ремней в движение, в частности, с разными скоростями. Эффекты растяжения или сжатия («усадки») могут быть обеспечены посредством различающихся заданным образом скоростей ремней.
Профильные ролики предпочтительно выполнены с возможностью смещения в направлении, параллельном плоскости симметрии, проходящей между намоточными устройствами. Таким образом, угол обхвата сердечника каждым ремнем не изменяется или изменяется только незначительно, если профильные ролики смещаются для регулирования зазора.
В соответствии с дальнейшим усовершенствованием изобретения газ для нагрева, в частности, горячий воздух вдувают через сердечник в ленту изоляционного материала. В соответствии с дальнейшим усовершенствованием устройства согласно изобретению сердечник содержит для этого газопроницаемое покрытие, выполненное с возможностью воздействия на него с внутренней стороны посредством газа для нагрева, в частности, горячего воздуха. Горячий воздух вдувают через покрытие изнутри в ленту. Данный процесс начинается уже во время процесса намотки, предпочтительно после первого полного оборота сердечника, то есть как только будет намотан первый слой из ленты.
В уровне техники согласно EP 0 206 310 A2 связующий агент в намотанной ленте изоляционного материала нагревается и, следовательно, отверждается посредством источника излучения, который предпочтительно расположен снаружи сердечника, но также может быть размещен внутри сердечника. Однако в случае сердечника, нагреваемого изнутри, как уже было упомянуто вначале, температура сердечника должна быть выбрана очень высокой для передачи достаточного количества тепла через изоляционный материал к наружным краевым слоям. Таким образом, существует опасность, известная из практики и заключающаяся в том, что внутренняя часть оболочки для трубы сгорает. Кроме того, полное отверждение занимает относительно много времени, так что длительности циклов дополнительно увеличиваются. В уровне техники согласно WO 89/12776 A1 не предусмотрено никакого отверждения связующего агента. Таким образом, сердечник с намотанной лентой изоляционного материала должен быть удален из устройства, и отверждение связующего агента должно быть обеспечено отдельно. Это требует большого числа сердечников. Кроме того, существует опасность того, что намотанная лента случайно снова размотается во время транспортировки, что также приводит к снижению качества оболочки для трубы.
Однако посредством газа для нагрева может быть быстро и надежно обеспечено равномерное распределение температуры в намотанной ленте изоляционного материала, и, следовательно, связующий агент может быть быстро отвержден. Качество оболочки для трубы повышается, и длительности циклов сокращаются. Длительность цикла может быть дополнительно сокращена, если связующий агент отверждается только частично посредством горячего воздуха, вдуваемого из сердечника. Это обеспечивает стабилизацию частично затвердевшей оболочки для трубы уже в достаточной степени, и сердечник может быть вытянут в аксиальном направлении. Сердечник будет сразу же доступен для новой намотки. Затвердевание оболочки для трубы завершается в отдельной печи. Таким образом, одновременно также уменьшается число требующихся сердечников. По существу требуется только один сердечник для каждого диаметра.
В соответствии с конструкцией согласно изобретению сердечник образован из двух половин сердечника. Они расположены одна за другой, если смотреть в аксиальном направлении сердечника, так что половины сердечника могут быть вытянуты из оболочки для трубы в противоположных направлениях. Таким образом, каждая половина сердечника охватывает только половину пути во время вытягивания, так что данная операция также ускоряется. Кроме того, половины сердечников вытягивают из оболочки для трубы в противоположных направлениях, так что силы трения, действующие между каждой половиной сердечника и оболочкой для трубы, по существу смещены друг относительно друга. Это обеспечивает уменьшение необходимой удерживающей силы, действующей на оболочку для трубы во время вытягивания, что минимизирует риск повреждения.
Изобретение будет подробно разъяснено в дальнейшем посредством варианта осуществления, проиллюстрированного на фигурах чертежей, причем на чертежах показано:
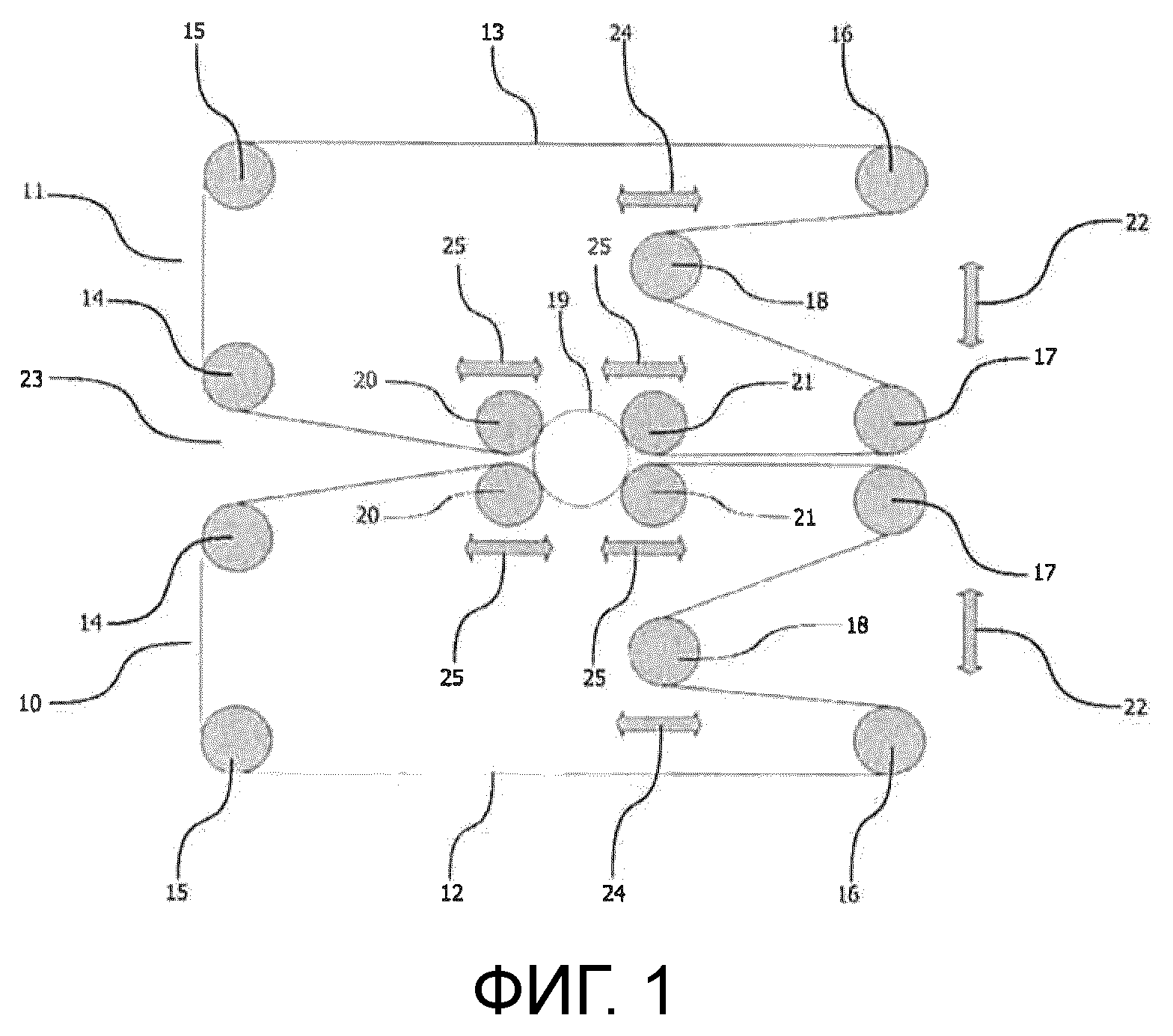
на фиг.1 - устройство с признаками изобретения на схематическом виде сбоку;
на фиг.2 - устройство согласно фиг.1 во время исходной подачи первой ленты материала;
на фиг.3 - устройство согласно фиг.1 с частично намотанной первой лентой материала;
на фиг.4 - устройство согласно фиг.1 с дополнительно намотанной первой лентой материала при начинающемся процессе нагрева;
на фиг.5 - устройство согласно фиг.1 с полностью намотанной первой лентой материала при продолжении процесса нагрева;
на фиг.6 - устройство согласно фиг.1 во время подачи дополнительной ленты материала при дальнейшем продолжении процесса нагрева;
на фиг.7 - устройство согласно фиг.1 с полностью намотанной дополнительной лентой материала при дальнейшем продолжении процесса нагрева.
Устройство, показанное на фиг.1, служит для изготовления оболочек для труб, предназначенных для изоляции трубопроводов. Устройство в целом содержит две половины в виде намоточных устройств, а именно одно нижнее намоточное устройство 10 и одно верхнее намоточное устройство 11. Как можно видеть из фиг.1, нижнее намоточное устройство 10 и верхнее намоточное устройство 11 симметричны друг другу, так что два идентичных узла могут быть использованы как зеркальные отображения друг друга. Таким образом, в результате образуется плоскость симметрии между двумя намоточными устройствами 10, 11, которая в данном случае проходит горизонтально. Однако намоточные устройства 10, 11 могут быть также выполнены несимметричными по отношению друг к другу.
Нижнее намоточное устройство 10 содержит ремень 12, выполненный в виде бесконечного ремня 12, движущегося по замкнутой траектории. Аналогичным образом верхнее намоточное устройство 11 содержит ремень 13, который также выполнен в виде бесконечного ремня, движущегося по замкнутой траектории. Ремни 12, 13 направляются вокруг отклоняющих роликов 14, 15, 16 и 17 и подвергаются предварительному натяжению с регулируемым усилием натяжения посредством натяжного ролика 18. По меньшей мере один из отклоняющих роликов 14-17 приводится во вращательное движение и, следовательно, также обеспечивает приведение в движение соответствующего ремня 12 или 13. Для избегания проскальзывания надежное фиксирующее соединение, например, зубчатое, может быть размещено между соответственно приводимыми в движение, отклоняющими роликами 14-17 и соответствующим ремнем 12 или 13. В качестве дополнения или альтернативы натяжной ролик 18 также может быть выполнен с возможностью приведения его в движение и, возможно, выполнен зубчатым.
Сердечник 19 расположен между ремнями 12 и 13. Предусмотрены разные сердечники 19 с разными наружными диаметрами. Для изготовления оболочки для трубы соответствующий сердечник 19 выбирают в соответствии с заданным внутренним диаметром оболочки для трубы. Сердечник 19 установлен с возможностью вращения вокруг его продольной оси, и движение ремней 12 и 13 вызывает движение сердечника 19. Однако сердечник также может сам приводиться во вращательное движение, в частности, если должно быть предусмотрено избежание проскальзывания между сердечником 19 и ремнями 12, 13. В этом случае сердечник 19 приводится в движение синхронно по отношению к скорости ремней 12, 13. Также существует возможность того, что сердечник 19 будет приводиться во вращательное движение и будет вызывать движение ремней 12, 13.
Каждое намоточное устройство 10, 11 содержит два профильных ролика 20 и 21, которые обеспечивают возможность охвата сердечника 19 ремнями 12 и 13 под углом с заданной величиной в радианах. В данном случае профильные ролики 20, 21 расположены так, что каждый из ремней 12, 13 охватывает сердечник 19 под углом, который несколько меньше 180°. Таким образом, оба ремня 12, 13 соответственно совместно охватывают сердечник 19 почти полностью.
Сердечник 19 выполнен с газопроницаемым покрытием и может подвергаться воздействию газа для нагрева, более конкретно, горячего воздуха, изнутри, при этом газ для нагрева проходит в радиальном направлении к наружной стороне через газопроницаемое покрытие.
Нижнее намоточное устройство 10 и верхнее намоточное устройство 11 в целом выполнены с возможностью перемещения по направлению друг к другу и друг от друга, как проиллюстрировано посредством соответствующей двойной стрелки 22, в данном случае конкретно вверх и вниз. В соответствующем намоточном устройстве 10 или 11 отклоняющие ролики 14-17 расположены в фиксированном положении и перемещаются вместе с соответствующим намоточным устройством 10, 11. Как можно понять из фиг.1, отклоняющие ролики 14 нижнего и верхнего намоточных устройств 10, 11 расположены на расстоянии друг от друга, так что участки ремней 12, 13, проходящие между отклоняющим роликом 14 и профильным роликом 20, расходятся V-образно, начиная от профильных роликов 20, от сердечника 19 и, следовательно, образуют входное отверстие 23. Натяжные ролики 18 выполнены с возможностью смещения в горизонтальном направлении, как показано двойной стрелкой 24, при этом также возможно другое направление смещения, которое является подходящим для натяжения соответствующего ремня 12, 13. Натяжные ролики 18 смещают соответствующим образом для натяжения соответствующего ремня 12 или 13.
Профильные ролики 20, 21 выполнены с возможностью перемещения от сердечника 19 и по направлению к сердечнику 19, как показано двойными стрелками 25. В данном случае профильные ролики 20, 21 выполнены с возможностью смещения в горизонтальном направлении или по существу параллельно плоскости симметрии, проходящей между намоточными устройствами 10, 11, при этом также возможно другое направление смещения. Однако горизонтальное направление смещения является предпочтительным, поскольку при этом угол обхвата сердечника 19 соответствующим ремнем 12, 13 не изменяется или изменяется только в незначительной степени.
Посредством описанного устройства оболочки для труб изготавливают следующим образом:
Сначала нижнее намоточное устройство 10 и верхнее намоточное устройство 11 приводят в движение в направлении друг от друга. Далее, сердечник 19 вводят в устройство между ремнями 12, 13. Наружный диаметр сердечника 19 выбирают в соответствии с заданным внутренним диаметром оболочки, предназначенной для трубы и подлежащей изготовлению. Далее, намоточные устройства 10, 11 приводят в движение снова по направлению друг к другу так, чтобы было достигнуто положение, проиллюстрированное на фиг.1 и 2. Профильные ролики 20 и 21 приводят в движение вблизи от сердечника 19, так что каждый из ремней 12, 13 будет охватывать сердечник 19 под углом, составляющим почти 180°. Как проиллюстрировано на фиг.1, ремни 12, 13 приводятся в движение и перемещаются по замкнутой траектории, как показано стрелками 26, 27. Направление перемещения каждого из ремней 12, 13 по замкнутой траектории представляет собой направление по часовой стрелке, так что участок нижнего ремня 12 перемещается по направлению к сердечнику 19 в зоне впускного отверстия 23. Сердечник 19 вращается против часовой стрелки в соответствии с направлением перемещения ремней 12, 13, как показано стрелкой 28.
Ленту 29 изоляционного материала, который предусмотрен со связующим средством, на практике - ленту из минеральной ваты, размещают во входном отверстии 23 соответствующим образом, и лента 29 будет опираться на соответствующий участок нижнего ремня 12 (фиг.2). Таким образом, лента 29 перемещается к сердечнику 19 посредством ремня 12, так что передний конец ленты 29 входит в контакт с покрытием сердечника 19. Таким образом, лента 29 втягивается в зазор между сердечником 19 и нижним ремнем 12. Вследствие дальнейшего перемещения ленты 29 передний конец ленты 29 сначала выходит из зазора между сердечником 19 и нижним ремнем 12 и проходит дальше в зазор между сердечником 19 и верхним ремнем 13. Профильные ролики 20, 21 последовательно перемещаются от сердечника 19, как проиллюстрировано стрелками 30 на фиг.3. Натяжные ролики 18 подаются соответствующим образом (стрелка 31). Посредством профильных роликов 20, 21 и прежде всего посредством натяжения ремней 12, 13, регулируемого с помощью натяжных роликов 18, регулируются зазор между ремнями 12, 13 и сердечником 19 и, следовательно, объемная плотность оболочки, предназначенной для трубы и образуемой впоследствии. Для этого натяжной ролик 18 перемещается с обеспечением регулирования усилия.
Как проиллюстрировано на фиг.4, за счет дальнейшего перемещения ленты 29 передний конец ленты 29 после полного оборота сердечника 19 оказывается между подаваемой в дальнейшем лентой 29 и сердечником 19. В соответствии с этим профильные ролики 20, 21 перемещаются дальше от сердечника 19, и обеспечивается изменение положения натяжных роликов 18. Соответственно, увеличивается зазор между ремнями 12, 13, с одной стороны, и сердечником 19, с другой стороны. В данный момент на сердечник 19 с внутренней стороны также воздействует горячий воздух, при этом указанный горячий воздух проходит через газопроницаемое покрытие сердечника 19 наружу (стрелки внутри сердечника 19 на фиг.4, направленные радиально наружу) и в первый слой из изоляционного материала. Посредством этого связующее средство в изоляционном материале частично отверждается. Между тем сердечник 19 продолжает вращаться вместе с ремнями 12, 13. Лента 29 продолжает наматываться.
Фиг.5 иллюстрирует устройство с первой лентой 29, полностью намотанной на сердечник 19. В зависимости от длины ленты 29 были образованы один слой или же два или более слоев. Сердечник 19 продолжает вращаться вместе с ремнями 12, 13, при этом горячий воздух продолжает воздействовать на сердечник 19 изнутри, при этом указанный горячий воздух теперь проходит в полностью намотанную ленту 29 и обеспечивает частичное отверждение связующего средства.
Если желательна оболочка для трубы, имеющая еще бóльшую толщину стенки, то есть также больший наружный диаметр, подают одну или множество дополнительных лент 29. Это показано на фиг.6. Данные одна или множество дополнительных лент 29 при этом наматываются на ленту 29, соответственно намотанную ранее, таким же образом, как первая лента 29. В данном процессе горячий воздух непрерывно воздействует на сердечник 19 с внутренней стороны, при этом указанный горячий воздух проходит через ленты 29 и, следовательно, обеспечивает частичное отверждение связующего средства.
Как только заданный наружный диаметр и, следовательно, заданная толщина стенки оболочки для трубы будут достигнуты, процесс намотки завершают. Кроме того, подачу горячего воздуха также прекращают, как только будет обеспечено частичное отверждение связующего средства в достаточной степени. В идеальном случае это происходит одновременно с концом процесса намотки. В данный момент на сердечнике имеется частично затвердевшая оболочка 32 для трубы. В зависимости от обстоятельств ремни 12, 13 продолжают перемещаться по замкнутой траектории вместе с вращением сердечника 19 до того момента, когда подача горячего воздуха также может быть прекращена, то есть оболочка 32 для трубы частично затвердеет в достаточной степени (фиг.7). Это обеспечивает получение цилиндрической наружной поверхности оболочки 32 для трубы, так что потребность в дополнительном шлифовании ее для получения округлой поверхности почти отсутствует или отсутствует совсем. Таким образом, минимизируют потерю материала при шлифовании или полностью избегают ее. В зависимости от степени отверждения можно дополнительно отказаться от отдельной гладкой ленты для придания гладкости наружной поверхности.
В завершение трубчатую оболочку 32 для трубы, частично затвердевшую, удаляют из устройства. Это может происходить посредством того, что намоточные устройства 10, 11 снова приводят в движение в направлении друг от друга, и частично затвердевшую оболочку 32 для трубы удаляют из устройства вместе с сердечником 19. Тем не менее, поскольку оболочка 32 для трубы уже частично затвердела в достаточной степени и, следовательно, стабилизировалась, сердечник 19 может быть сначала также вытянут из оболочки 32 для трубы в аксиальном направлении, и только затем оболочка 32 для трубы может быть удалена из устройства. Между тем ремни 12, 13 удерживают оболочку 32 для трубы. Сердечник 19 сразу же будет снова доступен для изготовления дополнительной оболочки для трубы. Для устройства требуется только один сердечник 19 для каждого размера (заданного внутреннего диаметра оболочки для трубы).
В данном случае обеспечивалась подача ленты 29 к сердечнику 19 посредством ремня 12 с левой стороны. Намотанную ленту и/или (частично) затвердевшую оболочку 32 для трубы удаляют из устройства в том же направлении, то есть также в направлении вправо, в сторону от сердечника 19. Это предпочтительно происходит за счет того, что намотанную ленту и/или (частично) затвердевшую ленту также выгружают из устройства посредством ремня 12, который по-прежнему перемещается по замкнутой траектории в том же направлении.
Как только оболочка 32 для трубы будет удалена из устройства, полное затвердевание оболочки 32 для трубы обеспечивают в отдельной печи, и оболочку 32 для трубы впоследствии разделяют, например, на две половины оболочки в продольной плоскости.
Сердечник 19 может быть образован как одно целое, и в этом случае его вытягивают из оболочки 32 для трубы на всей его длине. Однако также может быть предусмотрен сердечник в виде двух частей, которые расположены одна за другой в аксиальном направлении сердечника 19 и/или оболочки 32 для трубы. В этом случае каждую из частей сердечника вытягивают из оболочки 32 для трубы в аксиальном направлении вперед и/или назад. Таким образом, в результате получают более короткий путь для каждой части сердечника, так что сердечник 19 в целом может быть быстрее вытянут из оболочки 30 для трубы.
Устройство проиллюстрировано на чертежах так, что плоскость симметрии, проходящая между нижним намоточным устройством 10 и верхним намоточным устройством 11, проходит в горизонтальной плоскости. Однако устройство также может быть ориентировано по-другому, так что плоскость симметрии между намоточными устройствами 10, 11 будет проходить под углом к горизонтали или даже вертикально. В случае, если горизонтальное направление упоминается в данном описании и в приложенной формуле изобретения, это всегда означает направление, в котором проходит плоскость симметрии между намоточными устройствами 10, 11.
Также можно предусмотреть три или даже более намоточных устройств, каждый из ремней которых в этом случае будет охватывать сердечник предпочтительно на трети окружности или на четверти окружности, или на соответственно меньшем участке окружности. Это обеспечивает возможность достижения еще более равномерного распределения давлений, действующих со стороны ремней на ленту изоляционного материала. Тем не менее, поскольку устройство становится более сложным вследствие этого, предпочтителен проиллюстрированный вариант осуществления с двумя намоточными устройствами 10, 11.
В вышеприведенном описании предполагается, что ремни 12, 13 приводятся в движение с одинаковой скоростью перемещения по замкнутой траектории и что сердечник 19 в случае, если он имеет отдельный привод и не приводится в движение за счет контакта с ремнями, также приводится в движение синхронно с ними. Однако также существует возможность приведения ремней 12 и 13 в движение с определенными разными скоростями. Посредством определенных разных скоростей двух ремней 12, 13 могут быть обеспечены эффекты растяжения или сжатия («усадки»).
Поскольку внутренняя лента 29 и/или по меньшей мере внутренний (-е) слой (слои) ленты 29 уже (частично) затвердевают, пока продолжается намотка, натяжение ремней 12, 13 также можно изменять за счет соответствующего регулирования усилия, действующего со стороны натяжных роликов 18, от слоя к слою и/или от ленты 29 к ленте 29, и, следовательно, также можно изменять объемную плотность. Таким образом, например, могут быть обеспечены более высокая объемная плотность во внутренней части и более низкая объемная плотность в наружной зоне.
Поскольку требуется только один сердечник 19 для каждого заданного внутреннего диаметра оболочки 32 для трубы, замена сердечника может быть не только облегчена, но и также может быть автоматизирована. Таким образом, сердечники 19 могут быть предусмотрены в накопителе для сердечников, из которого их извлекают автоматически. Они также могут быть предусмотрены в своего рода барабане. Барабан обеспечивает перемещение сердечника 19 с заданным диаметром в положение перед устройством, и смещающее устройство затем смещает сердечник 19 в аксиальном направлении в место между намоточными устройствами 10, 11, проиллюстрированными на фигурах.
Оболочка 32 для трубы также может быть удалена из устройства просто за счет того, что часть, заднюю в направлении выгрузки, то есть пару профильных роликов 21 и пару роликов 17 приводят в движение для раздвигания соответствующим образом.
Перечень ссылочных позиций
10 нижнее намоточное устройство
11 верхнее намоточное устройство
12 ремень
13 ремень
14 отклоняющие ролики
15 отклоняющие ролики
16 отклоняющие ролики
17 отклоняющие ролики
18 натяжной ролик
19 сердечник
20 профильные ролики
21 профильные ролики
22 двойная стрелка
23 входное отверстие
24 двойная стрелка
25 двойная стрелка
26 стрелка
27 стрелка
28 стрелка
29 лента
30 стрелка
31 стрелка
32 оболочка для трубы.
Реферат
Изобретение относится к способу и устройству для изготовления оболочки из изоляционного материала, предназначенной для трубы, посредством намотки по меньшей мере одной ленты изоляционного материала, который предусмотрен со связующим средством, вокруг сердечника (19) посредством по меньшей мере двух противоположных ремней (12, 13), которые частично охватывают сердечник (19). Этапы способа отличаются тем, что данную по меньшей мере одну намотанную ленту изоляционного материала отводят в радиальном направлении сердечника (19), которое, тем не менее, не является противоположным по отношению к направлению, в котором данная по меньшей мере одна лента изоляционного материала была подана посредством данного одного ремня (12), в частности, посредством выгрузки намотанной ленты посредством того же ремня (12). Технический результат изобретения - повышение качества оболочки для трубы. 2 н. и 10 з.п. ф-лы, 7 ил.
Формула
Документы, цитированные в отчёте о поиске
Способ изготовления трубчатых рукавов из минеральной ваты

Комментарии