Разъемная вставка пресс-формы - RU2365500C1
Код документа: RU2365500C1
Чертежи









Описание
Область техники, к которой относится изобретение
Настоящее изобретение относится, в общем, к разъемной вставке пресс-формы, которая используется в составном формующем устройстве и, в частности, помимо прочего, настоящее изобретение применимо к вставке пресс-формы для кольца горлышка преформы, выполненной для литья внешней поверхности горловой части пластиковой преформы или пульки, из которой в процессе выдувного формования может быть получена бутылка. Более конкретно, настоящее изобретение относится к использованию перегородки в охлаждающем канале разъемной вставки, указанная перегородка предназначена для придания формы потоку охлаждающей жидкости между концами эффективного охлаждающего канала, который расположен, по существу, на периферии вокруг части формообразующей поверхности, расположенной на разъемной вставке.
Уровень техники
Известно, что разъемные вставки пресс-формы используются дополняющей друг друга парой для литья элементов (например, резьб, проушин, колец и других выступающих в сторону элементов) отформованных изделий, которые в другом случае нельзя снять с изделия. В частности, часть формообразующей поверхности разделена, обычно надвое, между парой разъемных вставок, дополняющих друг друга, и этап извлечения отформованного изделия из пресс-формы осуществляется посредством разделения разъемных вставок, дополняющих друг друга.
Без ограничения, использование разъемных вставок в составном формующем устройстве известно при изготовлении преформ, отливаемых под давлением, из которых далее, в ходе выдувного формования, изготавливаются пластиковые бутылки. В таком составном устройстве разъемные вставки обычно называются вставками кольца горлышка из-за их роли в формировании горловой части отформованного изделия.
Обычная литьевая пресс-форма для изготовления пластиковых преформ содержит одно или несколько гнезд пресс-формы. Обычно каждое гнездо пресс-формы расположено в составном устройстве из вставок пресс-формы. В пресс-форме для литья под давлением составное устройство обычно расположено в формующей плите, которая содержит набор охлаждаемых водой плит и горечеканальную систему. Горячеканальная система распределяет поток впрыснутого пластикового расплава, поступающего из блока впрыска формовочной машины в гнезда пресс-формы.
Как показано на фиг.1, участок вдоль части пресс-формы 1 для литья под давлением иллюстрирует обычное составное устройство 50 формующих вставок, которое расположено в формующей плите. Составное устройство 50 формующих вставок содержит пару 52 вставок кольца горлышка, вставку 54 гнезда пресс-формы, вставку 56 литника, запирающее кольцо 58 и стержневую вставку 60, которые выполнены так, чтобы расположенные на них формообразующие поверхности образовывали гнездо 61 пресс-формы. Формующая плита содержит плиту 62 гнезда, стержневую плиту 64, плиту 66 с выталкивателями и направляющую пару 68. Конечно, существует много других вариантов составных устройств 50 вставок для литья под давлением. Например, не является необычной ситуация, когда составное устройство 50 формующих вставок не содержит запирающего кольца и в которой стержневая вставка выполнена так, что содержит признаки запирающего кольца.
Более подробно, вставка 54 гнезда расположена в отверстии дополняющей формы, которое расположено в плите 62 гнезда, а вставка 56 литника расположена в отверстии, находящемся в верхней части вставки 54 гнезда. Плита 62 гнезда содержит охлаждающие каналы 72, 74, которые предназначены для соединения охлаждающих каналов 55, 57, выполненных вокруг вставки 54 гнезда и вставки 56 литника, с источником охлаждающей жидкости и сливом (не показаны). Ясно, что существенная часть внешней поверхности гнезда 61 пресс-формы, которая соответствует основой части и концевой части преформы, расположена вдоль участков 90, 92 формообразующей поверхности, находящихся на вставках 54, 56 гнезда и литника соответственно.
Аналогично стержневая вставка 60 расположена на передней поверхности стержневой плиты 64 и удерживается там с помощью запирающего кольца 58. Стержневая плита 64 также содержит охлаждающие каналы 76, 77, 78, предназначенные для соединения охлаждающего канала, расположенного в стержневой вставке 60, с источником охлаждающей жидкости и сливом (не показаны). Охлаждающий канал стрежневой вставки расположен между внутренней поверхностью отверстия, размещенного вдоль существенной части длины стержневой вставки 60 и расположенной в ней охлаждающей стержневой трубы 80. В качестве альтернативы для разделения охлаждающего канала стержневой вставки на сообщающиеся каналы может быть использовано разделение потока, как описано в патенте US 4571171, который выдан Бланку (Blank) и другим 18 февраля 1986 г. Ясно, что внутренняя поверхность гнезда 61 пресс-формы, соответствующая внутренней поверхности преформы, расположена вдоль части 91 поверхности пресс-формы, расположенной вдоль стержневой вставки 60. Аналогично, верхняя поверхность гнезда 61 пресс-формы, соответствующая верхней поверхности преформы, расположена вдоль части 94 формообразующей поверхности, расположенной на запирающем кольце 58.
Между вставкой 54 гнезда и стержневой вставкой 60 расположена пара 52 вставок кольца горлышка. Ясно, что оставшаяся часть внешней поверхности гнезд 61 пресс-формы, соответствующая горловой части преформы, расположена вдоль части 96 формообразующей поверхности, расположенной вдоль внутренних поверхностей пары 52 вставок кольца горлышка. Пара 52 вставок кольца горлышка содержит пару дополняющих друг друга вставок кольца горлышка, установленных на соседних направляющих направляющей пары 68. Направляющая пара 68 с возможностью скольжения установлена на верхней поверхности плиты 66 с выталкивателями. Плита 66 с выталкивателями расположена на верхней поверхности стержневой плиты 64 и содержит отверстия для вставок 58, 60 запирающего кольца и стержневых. Как известно и, например, в целом описано в переданном обществу патенте США 6799962, который выдан Маю (Mai) и другим 5 октября 2004 г, плита 66 с выталкивателями выполнена с возможностью растяжения относительно стержневой плиты 61, когда пресс-форма открыта, где направляющая пара 68 и установленные на ней дополняющие друг друга вставки кольца горлышка могут быть перемещены в сторону благодаря кулачковому устройству (не показано) с целью освобождения отформованной преформы из гнезда 61 пресс-формы. Также направляющая пара 68 содержит впускной и выпускной охлаждающий каналы 70 (показан только один из них), которые предназначены для соединения охлаждающего канала 17, выполненного в каждой вставке кольца горлышка, с источником охлаждающей жидкости и сливом (не показаны).
Типичная вставка кольца горлышка содержит основную часть с парой выступающих частей 4, которые выступают от верхней и нижней поверхности в целом прямоугольной фланцевой части 5. Внешняя часть выступающих частей обычно выполнена в виде наружного конуса, взаимодействующего с дополняющим его внутренним конусом на соседней вставке 54 гнезда, вставке 58 запирающего кольца или стержневой вставки 60 с целью выравнивания пары вставок кольца горлышка. Конечно, известны другие способы выравнивания вставок колец горлышка относительно соседних вставок, такие как расположенные между соседними вставками наружные и внутренние сопрягаемые конусы, использование конических фиксаторов и так далее. Фланцевые и выступающие части обычно выполнены на единой основной части, состоящей из твердого прочного материала, такого как инструментальная сталь или нержавеющая сталь.
Охлаждающие каналы 17 кольца горлышка обычно выполнены (то есть просверлены) во фланцевой части 5 каждой вставки кольца горлышка и имеют простую форму, которая включает в себя два цилиндрических канала, пересекающихся в центральной части вставки. Упомянутая выше охлаждающая конструкция обеспечивает благодаря теплопроводности охлаждение фланцевой части 5, которая, в свою очередь, благодаря теплопроводности охлаждает выступающую часть 4 и расположенную на ней формообразующую поверхность.
Тем не менее, для более активных циклов литья и результирующего уменьшения времени охлаждения пресс-формы, вокруг формообразующей поверхности может возникнуть перепад температур, который может быть источником определенных дефектов отформованной преформы. В частности, эффект неоднородного охлаждения может обнаружиться в виде местной «вмятины» (то есть небольших выемок) в сравнительно толстостенных элементах преформы (то есть в опорном выступе 98 преформы или в полоске 99 контроля первого вскрытия) в угловых позициях, близких к поверхности сопряжения между вставками кольца горлышка, где охлаждение минимально (то есть формообразующая поверхность расположена на максимальном расстоянии от охлаждающего канала 17).
Альтернативы упомянутой выше системе охлаждающих каналов вставки кольца горлышка описаны в патенте США 5599567 ('567), который выдан Геллерту (Gellert) 4 февраля 1997 г., или в патенте США RF 38396 ('396), который выдан Геллерту 27 января 2004 г. В частности, в указанных документах описаны вставки кольца горлышка, содержащие систему охлаждающих каналов, которая содержит эффективный канал, расположенный на периферии вокруг части формообразующей поверхности.
В патенте '567 описана половина кольца горлышка с закрытой системой охлаждающих каналов, содержащей изогнутый внутренний канал, который размещен вокруг расположенной на половине кольца горлышка изогнутой внутренней формообразующей поверхности. Хотя в указанном документе совсем не говорится о средстве, с помощью которого выполнена пара вставок кольца горлышка, ясно, что формирование системы охлаждающих каналов будет предотвращать использование обычных способов механической обработки металла.
В патенте '396 описан способ изготовления вставки кольца горлышка, который включает в себя этапы формирования внутренней цилиндрической части, которая соответствует внешней фланцевой части, при этом внутренняя часть выполнена в ходе литья, а не обычными способами механической обработки. Внешняя поверхность внутренней части обычна цилиндрическая с канавками, которые частично формируют внутренние части двух охлаждающих каналов. Каждый охлаждающий канал расположен вокруг изогнутой внутренней поверхности одной из вставок кольца горлышка. Внешняя фланцевая часть содержит отверстие, внутренняя поверхность которой подогнана вокруг внешней поверхности внутренней цилиндрической части и содержит соответствующие впускные и выпускные отверстия, доходящие до охлаждающих каналов. Внешняя фланцевая часть и внутренние цилиндрические части выполняются отдельно и затем припаяны друг к другу. Соединенные внутренняя и внешние части затем разрезаются пополам вдоль центральной продольной оси с целью формирования дополняющей друг друга пары вставок кольца горлышка.
Хотя приведенные выше примеры вставок кольца горлышка содержат систему охлаждающих каналов, в которой может смягчаться проблема неоднородности охлаждения вокруг формообразующей поверхности, они также сложны и дороги в изготовлении. Соответственно имеется потребность в системе охлаждающих каналов для использования в разъемных вставках, которая обеспечивает не только, по существу, однородное охлаждение, по меньшей мере, части расположенной на них формообразующей поверхности, но которая также является сравнительно простой и дешевой в изготовлении.
Раскрытие изобретения
Согласно вариантам осуществления настоящего изобретения предложена разъемная вставка, которая устраняет или смягчает, по меньшей мере, один из упомянутых выше недостатков существующего уровня техники.
В частности, разъемная вставка пресс-формы, соответствующая настоящему изобретению, содержит систему охлаждающих каналов, которая обеспечивает однородное охлаждение формообразующей поверхности и, следовательно, смягчает проблему вмятин в отформованном изделии и также сравнительно проста и дешева в изготовлении.
Согласно первому аспекту настоящего изобретения предложена разъемная вставка пресс-формы. Разъемная вставка пресс-формы выполнена так, чтобы взаимодействовать в паре дополняющих друг друга вставок в составном устройстве формующих вставок с целью изготовления отформованного изделия. Разъемная вставка содержит основную часть со сформированной на ней формообразующей поверхностью. Также разъемная вставка содержит охлаждающий канал, расположенный в основной части, и выполнена так, чтобы содержать перегородку, расположенную в охлаждающем канале с целью разделения его части на первую и вторую области, и перегородка выполнена так, чтобы определять передаточный охлаждающий канал между областями.
Согласно второму аспекту настоящего изобретения предложено составное устройство формующих вставок. Составное устройство формующих вставок содержит несколько формующих вставок, которые выполнены так, чтобы взаимодействовать при формировании между ними гнезда пресс-формы. Несколько формующих вставок содержат дополняющую друг друга пару разъемных вставок. Каждая разъемная вставка содержит основную часть со сформированной на ней формообразующей поверхностью. Также разъемная вставка содержит охлаждающий канал, расположенный в основной части, и выполнена так, чтобы содержать перегородку, расположенную в охлаждающем канале с целью разделения его части на первую и вторую области, и перегородка выполнена так, чтобы определять передаточный охлаждающий канал между областями.
Согласно третьему аспекту настоящего изобретения предложена пресс-форма для литья под давлением. Пресс-форма для литья под давлением содержит формующую плиту, в которой расположено, по меньшей мере, одно составное устройство формующих вставок. Составное устройство формующих вставок содержит несколько формующих вставок, которые выполнены так, чтобы взаимодействовать при формировании между ними гнезда пресс-формы. Несколько формующих вставок содержат дополняющую друг друга пару разъемных вставок. Каждая разъемная вставка содержит основную часть со сформированной на ней формообразующей поверхностью. Также разъемная вставка содержит охлаждающий канал, расположенный в основной части, и выполнена так, чтобы содержать перегородку, расположенную в охлаждающем канале с целью разделения его части на первую и вторую области, и перегородка выполнена так, чтобы определять передаточный охлаждающий канал между областями.
Краткое описание чертежей
Далее будут описаны типовые варианты осуществления настоящего изобретения со ссылками на прилагаемые чертежи, на которых:
фиг.1 - разрез обычного составного устройства вставок пресс-формы для литья преформы;
фиг.2А - вид в изометрии пары вставок кольца горлышка, которая соответствуют первому варианту осуществления настоящего изобретения;
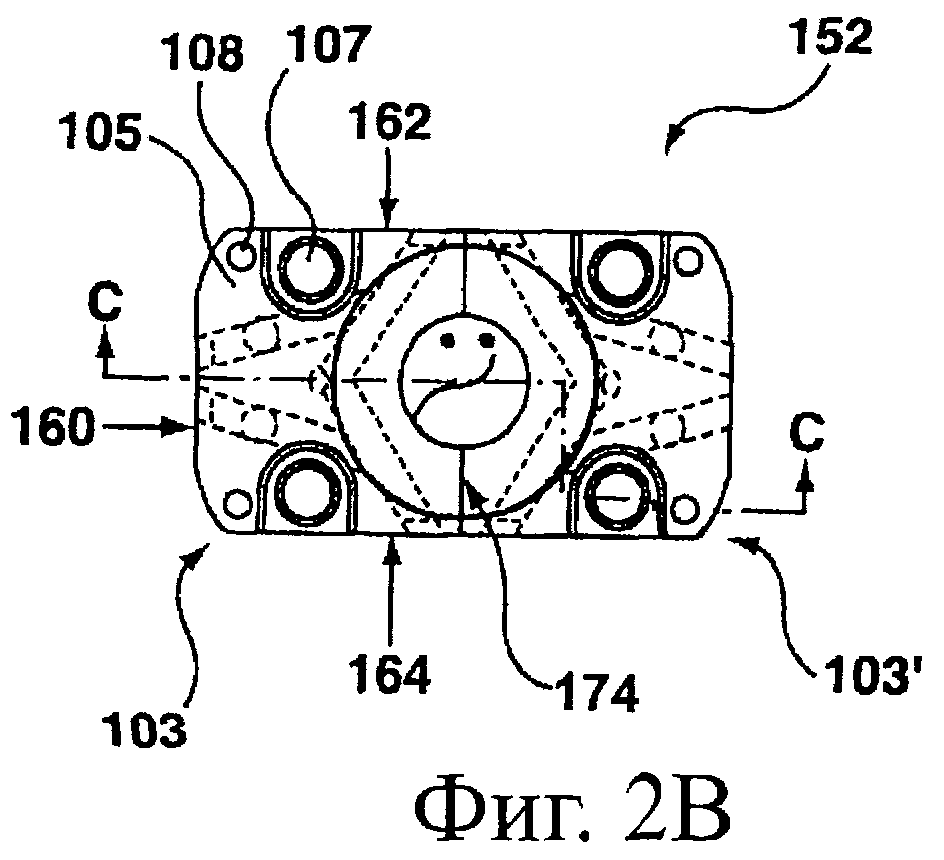
фиг.2А - вид сверху пары вставок кольца горлышка с фиг.2А;
фиг.2С - разрез С-С с фиг.2В пары вставок кольца горлышка с фиг.2А;
фиг.2D - вид сбоку пары вставок кольца горлышка с фиг.2А;
фиг.2Е - разрез Е-Е с фиг.2D пары вставок кольца горлышка с фиг.2А;
фиг.2F - вид в изометрии заглушки, частью которой является перегородка и которая используется в паре вставок кольца горлышка с фиг.2А, что наиболее хорошо показано на фиг.2Е;
фиг.3А - вид сбоку пары вставок кольца горлышка, которая соответствуют второму варианту осуществления настоящего изобретения;
фиг.3D - разрез А-А с фиг.3А пары вставок кольца горлышка с фиг.3А;
фиг.3С - вид в изометрии перегородки, которая используется в паре вставок кольца горлышка с фиг.3А, что наиболее хорошо показано на фиг.3В.
Осуществление изобретения
Согласно первому варианту осуществления настоящего изобретения на фиг.2А показана пара разъемных вставок пресс-формы, которая сформирована для использования в качестве пары 152 вставок пресс-формы для кольца горлышка преформы при литье горловой части преформы (не показана). Пара 152 вставок кольца горлышка содержит пару дополняющих друг друга вставок 103, 103' кольца горлышка. Так как дополняющие друг друга вставки 103, 103' кольца горлышка, соответствующие варианту осуществления изобретения, должны иметь аналогичную форму, что также верно для последующих альтернативных вариантов осуществления изобретения, то далее подробно будет описана только вставка 103 кольца горлышка.
Как показано на фиг.2В и 2С, предпочтительно, чтобы вставка 103 кольца горлышка была сформирована из цельной заготовки с верхней и нижней выступающими частями 104, 106, которые выступают от верхней и нижней поверхностей 170, 172 фланцевой части 105 соответственно. Без ограничения, предпочтительно, чтобы фланцевая часть 105 имела в целом прямоугольную форму и чтобы верхняя и нижняя выступающие части 104, 106 имели форму полукольца. Соответственно фланцевая часть 105 содержит заднюю поверхность 160, расположенные напротив друг друга первую и вторую боковые поверхности 162, 164, верхнюю поверхность 170, нижнюю поверхность 172 и переднюю поверхность 174. Верхняя и нижняя выступающие части 104 и 106 содержат верхнюю и нижнюю поверхности 166, 168 соответственно, конические поверхности 120, 121 и пару передних поверхностей, которые образуют продолжение передней поверхности 174 фланца 105.
Передняя поверхность 174, расположенная вдоль фланца и выступающих частей 104, 106, выполнена так, чтобы образовывать поверхность сопряжения между дополняющими друг друга вставками 103, 103' кольца горлышка.
Формообразующая поверхность 96, предназначенная для формирования первой половины, без ограничения, внешней поверхности горловой части преформы, расположена вдоль выемки, выполненной в передней поверхности 174 между верхней и нижней поверхностями 166, 168 выступающих частей 104, 106. Дополняющая формообразующая поверхность 96', предназначенная для формирования второй половины внешней поверхности горловой части преформы, расположена аналогичным образом в дополняющей вставке 103' кольца горлышка.
Верхняя и нижняя поверхности 166, 168 и конические поверхности 120, 121 верхней и нижней выступающих частей 104, 106 выполнены так, чтобы образовывать верхний и нижний сопрягаемые наружные конусы соответственно. Верхний и нижний сопрягаемые наружные конусы выполнены так, чтобы взаимодействовать с дополняющими внутренними конусами, расположенными на вставках 54, 58 (фиг.1) гнезда и запирающего кольца соответственно, что нужно для надлежащего выравнивания и плотного прилегания формующих вставок. Конечно, могут быть использованы альтернативные конструкции, такие как расположенные между соседними вставками наружные и внутренние сопрягаемые конусы, использование конических фиксаторов и так далее.
Вставка 103 горлового кольцо также содержит установочную структуру, позволяющую устанавливать пару 152 вставок кольца горлышка в направляющую пару 68 (фиг.1) пресс-формы для литья под давлением. Предпочтительно, чтобы установочная структура содержала пару установочных отверстий 108 и глухие отверстия 107 для винта с головкой, расположенные на фланцевой части 105 с целью взаимодействия со штифтом и винтом с головкой соответственно. Конечно, для установки и выравнивания пары 52 вставок кольца горлышка на направляющей паре 68 могут быть использованы другие средства, такие как выравнивание задней и боковых поверхностей 160, 162, 164 фланцевой части 105 с дополняющими поверхностями на направляющей 68 и предусматривание зажима, который взаимодействует с верхней поверхностью 170 фланца 105 кольца горлышка.
Как показано на фиг.2D и 2Е, вставка 103 кольца горлышка содержит систему охлаждающих каналов, которая содержит эффективный охлаждающий канал и первый и второй соединительные охлаждающие каналы, выполненные в основной части вставки 103 кольца горлышка. Как подробно описано далее, предпочтительно, чтобы эффективный охлаждающий канал содержал первый и второй участки 114, 115 эффективного канала. Первый соединительный охлаждающий канал содержит впускной участок 110 канала и первый соединительный участок 112 канала. Аналогично, второй соединительный охлаждающий канал содержит выпускной участок 111 канала и второй соединительный участок 113 канала. Упомянутые выше участки 110, 111, 112, 113, 114, 115 канала предпочтительно изготовлены, без ограничения, сверлением в основной части вставки 103 кольца горлышка. Конечно, возможно любое количество участков охлаждающего канала и они могут быть изготовлены другими способами (например, электроэрозионной обработкой).
Предпочтительно, чтобы впускные и выпускные участки 110, 111 охлаждающего канала были выполнены в нижней поверхности 172 фланцевой части 105 до глубины, требуемой для взаимодействия с первым и вторым соединительными участками 112, 113 соответственно. Отверстие, обеспечиваемое впускным и выпускным участками 110, 111 канала на нижней поверхности 172, обеспечивает соединение охлаждающего канала с впускным и выпускным охлаждающими каналами 70 (фиг.1) на направляющей паре 68.
Без ограничения, соединительные участки 112, 113 канала и участки 114, 115 эффективного канала предпочтительно изготовлены во вставке 103 кольца горлышка между верхней и нижней поверхностями 170, 172 фланцевой части 105 и в целом параллельно указанным поверхностям. В настоящем варианте осуществления изобретения предпочтительно, чтобы соединительные участки 112, 113 канала были выполнены ближе к нижней поверхности 172 с целью исключения любого взаимного влияния с верхней частью глухого отверстия 107 для винта с головкой. Предпочтительно, чтобы участки 114, 115 эффективного канала также были выполнены ближе к нижней поверхности 172, где они расположены близко к части формообразующей поверхности, которая придает форму сравнительно толстому опорному выступу 98 и полоске 99 контроля первого вскрытия, что показано на фиг.2С.
Предпочтительно, чтобы соединительные участки 112, 113 канала были выполнены во вставке 103 кольца горлышка от задней поверхности 160 фланцевой части 105. Первые концы соединительных участков 112, 113 канала, которые расположены близко к середине задней поверхности 160 и выступают по направлению к соответствующим боковым поверхностям 162, 164 до глубины, необходимой для взаимодействия с участками 114, 115 эффективного канала в соединительном переходе 116. Предпочтительно, чтобы соединительный переход 116 между соединительными участками 112, 113 канала и участками 114, 115 эффективного охлаждающего канала были расположены близко к первым концам соответствующих участков 114, 115 эффективного канала, рядом с первой и второй поверхностями 162, 164 фланцевой части 105 с целью улучшенного охлаждения вблизи передней поверхности 174.
Аналогично, предпочтительно, чтобы участки 114, 115 эффективного канала были выполнены во вставке 103 кольца горлышка от первой и второй боковых поверхностях 162, 164 фланцевой части 105 соответственно. Предпочтительно, чтобы первые концы участков 114, 115 эффективного канала были расположены близко к передней поверхности 174 и выступали тангенциально, на небольшом расстоянии по отношению (что показано размером G на фиг.2Е) к части формообразующей поверхности 96 до глубины, нужной для пересечения у вторых концов 117, расположенных рядом с центральной частью фланцевой части 105. Соответственно, предпочтительно, чтобы эффективный охлаждающий канал был выполнен так, чтобы располагаться вокруг существенной части периферии части формообразующей поверхности и, по существу, близко к ней.
В настоящем варианте осуществления изобретения, без ограничения, соединительные участки 112, 113 канала должны быть выполнены под углом, примерно равным 70°, по отношению к боковым поверхностям 162, 164, а участки 114, 115 эффективного канала были выполнены под углом, примерно равным 60°, по отношению к боковым поверхностям 162, 164.
Для завершения охлаждающего канала первые концы соединительных и эффективных охлаждающих каналов 112, 113, 114, 115 закрываются заглушками 132, 130 соответственно, что показано на фиг.2А, 2Е и 2F. Предпочтительно, чтобы заглушки 130, 132 были, по существу, цилиндрическими элементами, которые сначала размещаются, а затем припаиваются в первые концы соединительных и эффективных охлаждающих каналов 112, 113, 114, 115. Целесообразно, чтобы заглушки можно было припаять на этапе тепловой обработки вставок 103, 103' кольца горлышка, согласно общеизвестному способу изготовления формующих вставок. Конечно, для уплотнения отверстий могут быть использованы альтернативные способы, такие как заглушки для трубы (фиг.3В), сварка и так далее.
Как показано на фиг.2В, расположение глухих отверстий 107 для винта с головкой служит для ограничения сближения соединительного перехода 116 и первых концов участков 114, 115 эффективного канала, что при необходимости отделяет глухие отверстия 107 для винта с головкой и соединительные участки 112, 113 каналов. Для исключения застоя охлаждающей жидкости и, следовательно, плохого отвода тепла из тупиковой концевой части каждого участка 114, 115 эффективного канала, расположенного между закрытым заглушкой первым концом и соединительным переходом 116, в нем расположена перегородка 136. В частности, как показано на фиг.2Е, предпочтительно, чтобы перегородка 136 была выполнена так, чтобы перенаправлять поток охлаждающей жидкости вдоль тупиковой концевой части участков 114, 115 эффективного канала, при этом дополнительно улучшается охлаждение прилегающего участка части формообразующей поверхности 96. Упомянутое выше является особенно важным с точки зрения расположения тупиковой концевой части участков 114, 115 эффективного канала, прилегающей к передней поверхности 174, которая является проблемной областью с точки зрения образования вмятин, что описано выше.
Предпочтительно, что перегородка 136 была расположена так, чтобы разделять участки 114, 115 эффективного канала на первый, второй, третий и четвертый области 114А, 114В, 115А, 115В соответственно, расположенные между первыми концами указанных участков и прилегающие к головке 134 заглушки, сразу за соединительным переходом 116. Перегородка 136 содержит передаточный охлаждающий канал 138, который предпочтительно расположен рядом с головкой 134 заглушки с целью соединения областей 114А с 114В и 115А с 115B.
Более подробно, предпочтительно, чтобы перегородка 136 была расположена в участках 114, 115 эффективного канала, а текущий на нее поток был в целом параллелен соединительному переходу 116. Более того, перегородка 136 расположена вдоль соответствующих участков 114, 115 эффективного канала, наклонно к их продольной оси. Предпочтительно, чтобы первый конец перегородки был расположен примерно на середине головки 134, а ее второй конец расположен между соединительным переходом 116, находящимся на той же стороне, и областью пересечения первого и второго участков 114, 115 эффективного канала. Таким образом, первый и четвертый области 114А, 115А обеспечивают сопряжение соединительных переходов 116 с передаточными охлаждающими каналами 138. Аналогично, второй и третий области 114В, 115В обеспечивают соединение между передаточными охлаждающими каналами 138.
Следовательно, поток охлаждающей жидкости через вставку 103 кольца горлышка следует предпочтительному пути, содержащему последовательно, что показано на фиг.2Е линиями течения, впускной участок 110 канала, первый соединительный участок 112 канала, соединительный переход 116 с первой областью 114А, передаточный охлаждающий канал 138, вторую область 114В, третью область 115В, передаточный охлаждающий канал 138, четвертую область 115А, соединительный переход 116, второй соединительный участок 113 канала и выпускной участок 111 канала.
На фиг.2F заглушка 130 показана более подробно. Предпочтительно, чтобы головка 134 заглушки и перегородка 136 были соединены, тем самым может быть поддержан предпочтительный вариант конструкции перегородки 136 в участках 114, 115 эффективного канала. Предпочтительно, чтобы головка 134 заглушки представляла собой цилиндрическую деталь. Предпочтительно, чтобы перегородка 136 была выполнена в виде удлиненной лопасти минимальной толщины. Как было объяснено ранее, предпочтительно, чтобы перегородка 136 была расположена от примерно половины нижней поверхности 144 головки 134 заглушки и была наклонена относительно ее продольного направления. Для эффективного разделения участков 114, 115 эффективного канала, предпочтительно, чтобы перегородка 136 содержала контурный внешний край 140, позволяющий перегородке 136 в целом соответствовать внутренней поверхности разделения участков 114, 115 эффективного канала. Передаточный охлаждающий канал 138 выполнен в виде отверстия в центральной части лопасти 136, близко к ее первому концу. Для помощи в ориентировании перегородки 136 в участках 114, 115 эффективного канала и для придания формы верхней поверхности 142 головки заглушки, чтобы при установке она находилась в одной плоскости с соответствующей поверхностью 162, 164 фланцевой части 105, предпочтительно, чтобы верхняя поверхность 142 головки 134 заглушки была выполнена наклонной по отношению к продольной оси головки 134 заглушки на угол, дополняющий угол наклона между участками 114, 115 эффективного канала и соответствующими поверхностями 162, 164. Предпочтительно, чтобы, по меньшей мере, часть внешнего края 140 перегородки 136 была припаяна или приварена к внутренней поверхности участков 114, 115 эффективного канала.
На фиг.3А показана пара 232 вставок кольца горлышка, соответствующая второму варианту осуществления настоящего изобретения. Пара 232 вставок кольца горлышка содержит пару дополняющих друг другу вставок 203, 203' кольца горлышка. Так как второй вариант осуществления изобретения является изменением первого варианта, то далее будут описаны только их отличия. Вставка 203 кольца горлышка, соответствующая второму варианту осуществления изобретения, характеризуется дальнейшим упрощением системы охлаждающих каналов, соответствующей первому варианту осуществления настоящего изобретения.
Как показано на фиг.3В, конструкция впускного и выпускного участков 210, 211 канала, первого и второго участков 214, 215 эффективного канала и первого и второго соединительных участков 212, 213 канала в основном аналогична описанной выше. Тем не менее, конструкция перегородок 236 в участках 214, 215 эффективного канала отличается от описанной выше и в результате отличается путь потока охлаждающей жидкости. В частности, предпочтительно, чтобы перегородки 236 выполнены так, чтобы располагаться соосно в участках 214, 215 эффективного канала и располагаться вдоль, по существу, всей длины указанных участков. Тем самым, в указанных участках канала образована пара параллельных путей потока охлаждающей жидкости. Первый путь потока охлаждающей жидкости аналогичен пути, который рассмотрен при описании первого варианта осуществления изобретения. Второй путь потока охлаждающей жидкости расположен между первым и вторым соединительными участками 212, 213 и показан линиями течения на фиг.2Е.
Также на фиг.3В показано несколько снабженных резьбой посадочных мест 230, которые выполнены в основной части вставки кольца горлышка, рядом с первыми концами соединительных участков 212, 213 канала и участков 214, 215 эффективного канала. Снабженные резьбой посадочные места 230 выполнены так, чтобы в них помещались обычные заглушки для труб (не показаны) с целью закрывания концов участков 212, 213, 214, 215 канала.
Как показано на фиг.3С, предпочтительно, чтобы перегородка 236 имела упрощенную и в целом прямоугольную форму. Как раньше, перегородка 236 содержит передаточный охлаждающий канал 238, который выполнен в виде отверстия и расположен рядом с первым концом перегородки 236. Также перегородка содержит пару установочных элементов 240А, 240В, которые выполнены так, чтобы взаимодействовать с дополнительными установочными элементами (не показаны), расположенными в участках 214, 215 эффективного канала, что сделано для определения положения перегородки 236 в участках 214, 215 эффективного канала. Установочные элементы 240А, 240В расположены вдоль части стороны основной части перегородки, рядом с ее первым концом и имеют вид выступающих в сторону лапок. Первый конец основной части перегородки выполнен так, чтобы взаимодействовать с внутренней поверхностью заглушки для трубы (не показана) с целью удерживания перегородок 236 в участках 214, 215 эффективного канала. Предпочтительно, чтобы второй конец перегородки 236 был выполнен так, чтобы взаимодействовать со вторым концом прилегающей перегородки 236 с целью соединения соседних областей 214В и 215В. В другом альтернативном варианте осуществления перегородки (не показан) единственная перегородка расположена вдоль обоих первого и второго участков 214, 215 эффективного канала. Аналогично, передаточный охлаждающий канал может просто располагаться между концом перегородки и концом участка канала.
Таким образом, описаны несколько вариантов осуществления пары разъемных вставок пресс-формы и, более конкретно, такие варианты пар вставок кольца горлышка, которые используются в пресс-форме для литья преформы под давлением и содержат охлаждающую конструкцию, обеспечивающую, по существу, однородное охлаждение расположенной на вставках формообразующей поверхности и которые просты и недороги в изготовлении по сравнению с известными системами и способами их изготовления.
Все патентные документы Соединенных Штатов и других стран и статьи, упомянутые здесь, включены посредством ссылки в Подробное описание предпочтительных вариантов осуществления.
Отдельные компоненты, показанные в общих чертах или обозначенные блоками при прилагаемых фигурах, хорошо известны в области литья под давлением и их конкретная конструкция и функционирование не критично для функционирования или наилучшего варианта осуществления изобретения.
Хотя настоящее изобретение описано в виде предпочтительных вариантов осуществления изобретения, ясно, что изобретение не ограничено описанными вариантами осуществления. Объем следующей далее формулы изобретения должен подразумевать самое широкое толкование с тем, чтобы покрывать все такие модификации и эквивалентные конструкции и функции.
Реферат
Изобретение относится к разъемной вставке пресс-формы, которая используется в составном формующем устройстве, в частности к вставке пресс-формы для кольца горлышка преформы, выполненной для литья внешней поверхности горловой части пластиковой преформы. Техническим результатом заявленного изобретения является создание системы охлаждающих каналов для использования в разъемных вставках, которая обеспечивает не только однородное охлаждение, по меньшей мере, части расположенной на них формообразующей поверхности, но также является сравнительно простой и дешевой в изготовлении. Технический результат достигается в разъемной вставке пресс-формы, содержащей основную часть с расположенной на ней формообразующей поверхностью. Также разъемная вставка содержит охлаждающий канал, который выполнен в основной части и в котором содержится перегородка. Перегородка разделяет участок охлаждающего канала на первую и вторую области. Между областями расположен передаточный охлаждающий канал. 3 н. и 75 з.п. ф-лы, 10 ил.
Формула
основную часть;
формообразующую поверхность (96), расположенную на основной части; и
эффективный охлаждающий канал (114, 115, 214, 215), расположенный в основной части и пригодный для размещения:
перегородки (136, 236), расположенной в охлаждающем канале с целью разделения его части на первую и вторую области (114А, 114В, 115А, 115В, 214А, 214В, 215А, 215В) и выполненной так, чтобы определять передаточный охлаждающий канал (138, 238) между областями (114А, 114В, 115А, 115В, 214А, 214В, 215А, 215В).
эффективный охлаждающий канал (114, 115, 214, 215), который содержит первый и второй концы и первый и второй соединительные переходы (116), расположенные между его концами;
первый соединительный охлаждающий канал (112, 212), выполненный в основной части между впуском, расположенным на внешней поверхности основной части, и первым соединительным переходом (116);
второй соединительный охлаждающий канал (113, 213), выполненный в основной части между вторым соединительным переходом (116) и выпуском, расположенным на внешней поверхности основной части.
несколько формующих вставок, которые выполнены с целью взаимодействия при формировании между ними гнезда пресс-формы;
несколько формующих вставок содержат:
дополняющую друг друга пару разъемных вставок;
каждая разъемная вставка содержит:
основную часть;
формообразующую поверхность (96), расположенную на основной части;
и эффективный охлаждающий канал (114, 115, 214, 215), расположенный в основной части и пригодный для размещения:
перегородки (136, 236), расположенной в охлаждающем канале с целью разделения его части на первую и вторую области и выполненной так, чтобы определять передаточный охлаждающий канал (138, 238) между областями.
эффективный охлаждающий канал (114, 115, 214, 215), который содержит первый и второй концы и первый и второй соединительные переходы, расположенные между его концами;
первый соединительный охлаждающий канал, выполненный в основной части между впуском, расположенным на внешней поверхности основной части, и первым соединительным переходом;
второй соединительный охлаждающий канал, выполненный в основной части между вторым соединительным переходом и выпуском, расположенным на внешней поверхности основной части.
формующую плиту;
по меньшей мере, одно составное устройство (50) формующих вставок, которое расположено в формующей плите;
составное устройство (50) формующих вставок содержит:
несколько формующих вставок, которые выполнены с целью взаимодействия при формировании между ними гнезда пресс-формы;
несколько формующих вставок содержат:
дополняющую друг друга пару разъемных вставок;
каждая разъемная вставка содержит:
основную часть;
формообразующую поверхность (96), расположенную на основной части; и
эффективный охлаждающий канал (114, 115, 214, 215), расположенный в основной части и пригодный для размещения:
перегородки (136, 236), расположенной в охлаждающем канале с целью разделения его части на первую и вторую области и выполненной так, чтобы определять передаточный охлаждающий канал (138, 238) между областями.
эффективный охлаждающий канал (114, 115, 214, 215), который содержит первый и второй концы и первый и второй соединительные переходы, расположенные между его концами;
первый соединительный охлаждающий канал, выполненный в основной части между впуском, расположенным на внешней поверхности основной части, и первым соединительным переходом;
второй соединительный охлаждающий канал, выполненный в основной части между вторым соединительным переходом и выпуском, расположенным на внешней поверхности основной части.
Комментарии