Способ изготовления форм для литья передних частей оправ очков - SU674657A3
Код документа: SU674657A3
Чертежи

Описание
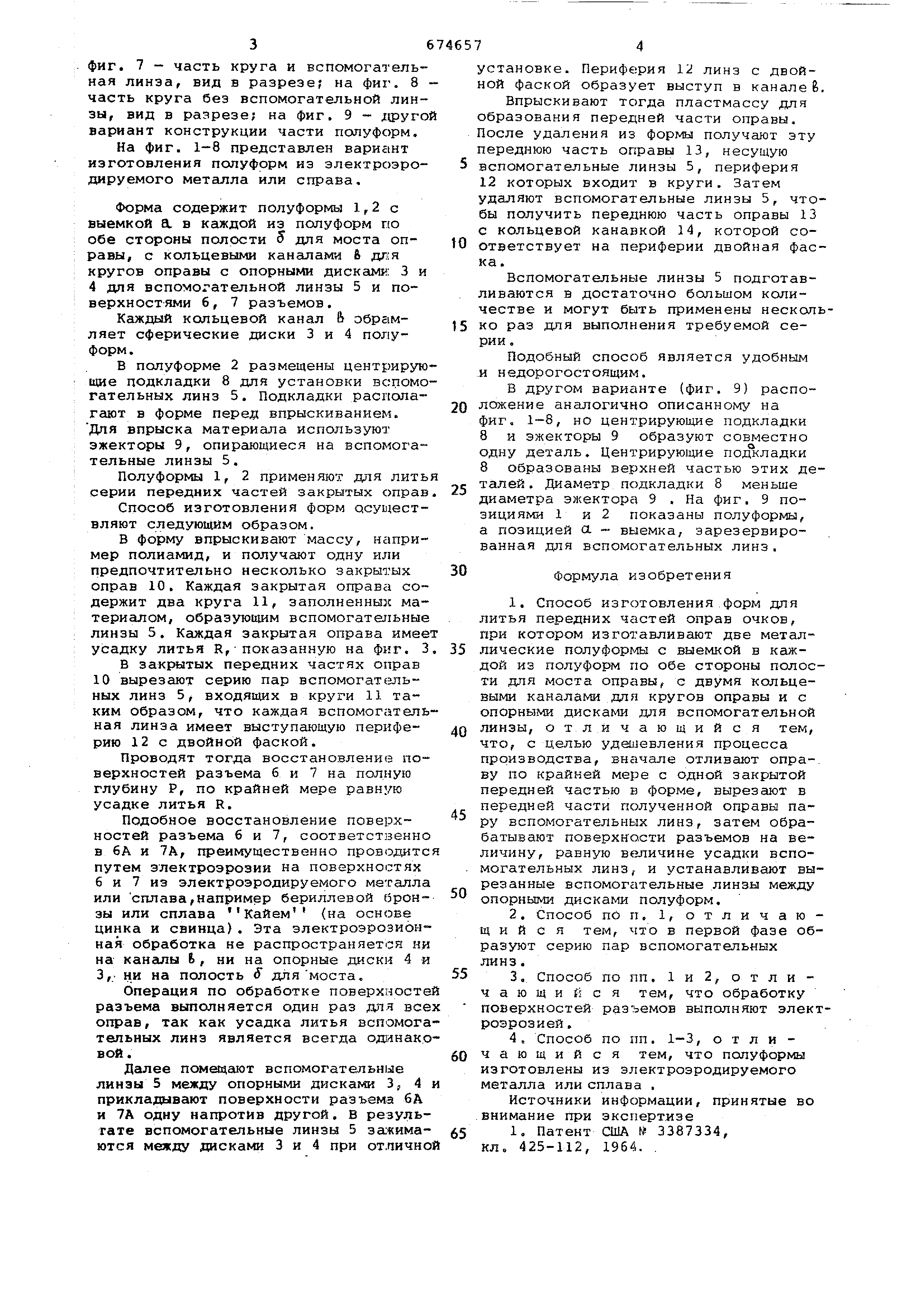
Изобретение относится к области переработки полимерных материалов, в частности к изготовлению форм для литья передних частей оправ очков. Как известно, оправа очков сострит из передней части и двух шарнирнр соединенных с ней заушников. Передняя часть содержит два круга, соединенных мостом. Каждый круг имеет кол цевой желобок, называемый канавкой для зажима, которая используется при монтаже линз. Известен способ изготовления форм для литья передних частей оправ очков , при котором изготавливают.две металлические полуформы с выемкой в каждой из полуформ по обе стороны по лости для моста оправы, с двумя коль цевыми каналами для кругов оправы к с опорными дисками для вспомогательиой линзы 1. Б известном способе вспомогательные линзы изготавливают из металла, который требует дорогостоящей обработки , что повышает себестоимость. Цель изобретения - удииевление процесса производства. Поставленная цель достигается тем что вначале отливают оправу rio крайней мере с одной закрытой передней частью Е форме, вырезают в передней части получёйной оправы пару вспомогательных Линз, затем обрабатывают поверхности разъемов на величину, равную величине усадки вспомогательных линз, и уЬтанавливают варезайные вспомогательные линзы между опорными дисками полуформ. В первой фазе .образуют серию пар вспомогательных линз. Обработку поверхностей разъемов выполняют электроэрозией . Полуформы iiSготовлены из электроэродируёмогр металла или сплава . На фиг. 1 показана форма для изготовления закрытьлх оправ; на Фиг, 2 - дйе полуформы, изображенные на фиг. 1, частичный вид в увеличенном масштабе; на фиг. 3 - закрытая оправа после усадки материала с изображением контура закрытой оправы до усадки, частичный вид в разрезе на фиг, 4 вспомогательная линза, вырезанная из закрытой оправы; на фиг. 5 - две полуформы в раскрытом положении с обработанными поверхностями разъема; на фиг. б - полуформы с обработанными поверхностями «разъема с размаценной на опорных дисках вспомогательной линзой из полимерного материала на 36 фиг. 7 - часть круга и вспомогательная линза, вид в разрезе на фиг. 8 часть круга без вспомогательной линзы , вид в разрезе; на фиг. 9 - другой вариант конструкции части попуформ. На фиг. 1-8 представлен вариант изготовления полуформ из злектроэродируемого металла или справа. Форма содержит полуформы 1,2с выемкой а. в каждой из попуформ по обе стороны полости S для моста оправы , с кольцевыми каналами & для кругов оправы с опорными дисками 3 и 4 для вспомогательной линзы 5 и поверхностями 6, 7 разъемов. Каждый кольцевой канал Ь обрамляет сферические диски 3 и 4 полуформ . В полуформе 2 размещены центрирую щие подкладки 8 для установки BCJIOMO гательных линз 5. Подкладки располагают в форме перед впрыскиванием. Для впрыска материала используют эжекторы 9, опирающиеся на вспомогательные линзы 5. Полуформы 1, 2 применяют для лить серии передних частей закрытых оправ Способ изготовления форм осуществляют следуютдим образом, В форму впрыскивают массу, например полиамид, и получают одну или предпочтительно несколько закрытых оправ 10. Каждая закрытая оправа содержит два круга 11, заполненных материалом , образующим вспомогательные линзы 5. Каждай закрытая опраёа имее усадку литья R,показанную на фиг. 3 В закйлтых riepieSHMx частях оправ 10 вырезают серию пар вспомогательных линз 5, входящих в круги 11 таким .э ом, что каждая всйрмогатель ная линза имеет выступающую периферию 12с двойной фаской. Проводят тогда восстановление поверхностей разъема б и 7 на полную глубину Р, по крайней мере равную усадке литья R. Подобное восстановление поверхностей разъема 6 и 7, .соответственно в 6А и 7А, преимущественно проводитс путем электроэрозии на поверхностях 6 и 7 из электроэродируемого металла или сплава,например бериллевой бронзы или сплава Кайем {на Основе цинка и свинца). Эта электроэрозионная обработка не распространяется ни на каналы 6, ни на опорные диски 4 я 3,. ни на полость длямоста. Операция по обработке поверхносте разъема выполняется один раз для все оправ, так как усадка литья вспомога тельных линз Является всегда о Шнако вой. Далее пам&Цают вспомогательные линзы 5 между опорными дисками 3, 4 прикла;рывают поверхности разъема 6А и 7А одну напротив другой. В результате вспомогательные линзы 5 зажимаются между дисками 3 и 4 при отлично установке. Периферия 12 линз с двойной фаской образует выступ в.канале 6, Впрыскивают тогда пластмассу для образования передней части оправы. После удаления из получают эту переднюю часть оправы 13, несущую вспомогательные линзы 5, периферия 12 которых входит в круги. Затем удаляют вспомогательные линзы 5, чтобы получить переднюю часть оправы 13 с кольцевой канавкой 14, которой соответствует на периферии двойная фаска . Вспомогательные линзы 5 подготавливаются в достаточно большом количестве и могут быть применены несколько раз для выполнения требуемой серии . Подобный способ является удобным и недорогостоящим. В другом варианте (фиг. 9) располсэжение аналогично описанному на фиг. 1-8, но центрирующие подкладки 8 и эжекторы 9 образуют совместно одну деталь. Центрирующие подкладки 8 образованы верхней частью этих деталей . Диаметр подкладки 8 меньше диаметра эжектора 9 -.На фиг. 9 позициями 1 и 2 показаны полуформы, а позицией С1 - выемка, зарезервированная Для вспомогательных линз. Формула изобретения 1.Способ изготговления .форм для литья передних частей оправ очков, при котором .изготавливают две металлйчески полуформы с выемкой в каждой ИЗ полуфорУ по обе стороны полости для моста оправы, с двумя кояьцевьзми каналами .для кругов .оправы и с oriopHBNBi дисками для вспс 1огательной шнзы, о тлйч а ю щ и и с я тем, что, с целью удэиевления процесса производства, ёначале отливают опра-. ву по крайней мере с одной закрытой передней частью в форме, вырезают в передней части полученной оправы паРУ вспомога.тельных линз, затем обрабатывают поверхности разъемов на ве-. личину, равную величине усадки вспомогательных линз,и устанавливают вырезанные вспомогательные .линзы между опорньпйш дисками полуформ. 2.Способ по п. 1, отличающий с я тем, что в первой фазе образуют серию пар вспомогательных линз. 3.. Способ по пп. 1 и 2 о т л и ч аю щи йся тем, что обработку поверхностей разъемов выполняют электроэрозией . . 4. Способ по пп. 1-3, о т л и чающийся Тем, что полуформы изготовлены из злектроэродируемого металла или сплава . Источники информации, принятые во внимание при экспертизе 1. Патент США № 3387334, кл. 425-112, 1964. .

Реферат
Формула
Комментарии