Устройство для загрузки заготовки в машину для компрессионного формования - RU2463161C2
Код документа: RU2463161C2
Чертежи











Описание
Изобретение относится к машине для компрессионного формования пластиковых изделий, как например корпусов пластиковых крышек или укупорочных прокладок в корпусах крышек, и, конкретнее, к устройству для загрузки заготовок в пресс-формы машины для компрессионного формования.
Уровень техники и краткое описание изобретения
Машины для компрессионного формования корпусов крышек или компрессионного формования укупорочных прокладок в корпусах крышек включают в себя поворотный стол или поворотное устройство, которое вращается вокруг вертикальной оси. На периферии поворотного устройства предусмотрено множество пресс-форм в виде секций пуансонов и матриц, выровненных по вертикальным осям, параллельным оси вращения. Кулачки приводят в движение одну или обе секции пресс-формы каждой пары между открытым положением, в котором формованная деталь извлекается из пресс-формы и в пресс-форму загружается заготовка расплавленного пластика, и закрытым положением, в котором секции пресс-формы сближаются для компрессионного формования корпуса или прокладки. В машине для изготовления прокладок предварительно изготовленные корпусы помещаются в гнездо, когда секции пресс-формы открыты, а заготовка материала прокладки или заготовка этого материала в виде диска помещается в пресс-форму, прежде чем пресс-форма будет закрыта. US 5670110, 5989007, 6074583 и 6478568 описывают машины этого типа для компрессионного формования корпусов пластиковых крышек. US 5451360 описывает машины этого типа для компрессионного формования укупорочных прокладок в корпусах крышек.
US 7331777 B2 и US 7247014 B2 описывают машину для компрессионного формования с вертикальным колесом, которое вращается вокруг горизонтальной оси для компрессионного формования корпусов крышек или укупорочных прокладок в корпусах крышек. Устройство для подачи заготовок к полостям пресс-форм включает в себя опорную плиту, смонтированную для вращения вокруг вертикальной оси, и диаметрально расположенные механизмы загрузки заготовки, установленные на плите. Каждый механизм загрузки включает в себя поворотный вал, имеющий с одного конца шестерню, соединенную с шестерней, расположенной в неподвижном положении (с возможностью регулировки) рядом с плитой. Противоположный конец каждого вала снабжен захватной чашкой, принимающей заготовку и транспортирующей заготовку в полость пресс-формы на колесе.
US 2007/0071981 A1 описывает машину для компрессионного формования, в которой загрузка заготовки в полость пресс-формы синхронизирована с закрытием элементов пресс-формы. В некоторых вариантах выполнении заготовка помещается на подвижные пальцы над литейным стержнем или полостью пресс-формы и пальцы управляются кулачком, связанным с другим элементом пресс-формы, для загрузки заготовки при закрывании пресс-формы.
WO 2007/045577 A2 описывает механизм для загрузки заготовки, в котором рычаги установлены в передающем колесе и соединены с рабочими поверхностями кулачков для расширения в плоскости вращения между внутренней траекторией для приема заготовок из экструдера и наружной траекторией для перекрывания участка траектории пресс-формы и перемещения заготовок в полости пресс-формы.
Задача настоящего изобретения состоит в том, чтобы предложить улучшенное устройство для загрузки заготовок в машину для компрессионного формования и предложить улучшенную машину для компрессионного формования, которая включает в себя такое устройство.
Настоящее изобретение использует ряд аспектов, которые могут быть осуществлены порознь или в сочетании друг с другом.
Устройство загрузки заготовки в пресс-форму машины для компрессионного формования по первому аспекту настоящего изобретения включает в себя опорное устройство, смонтированное для вращения вокруг первой оси, по меньшей мере, один рычаг, смонтированный на опорном устройстве, для вращения вокруг второй оси под углом к первой оси и чашку для захвата заготовки на рычаге для приема заготовки из сопла, транспортировки заготовки и загрузки заготовки в пресс-форму машины для компрессионного формования. Кулачок установлен в неподвижном положении рядом с опорным устройством, окружающим первую ось, и копир кулачка функционально соединен с рычагом в контакте с кулачком для вращения рычага и чашки для захвата заготовки вокруг второй оси, когда опорное устройство вращается вокруг первой оси. В примерных вариантах выполнения изобретения копир кулачка непосредственно соединен с рычагом или соединен с рычагом с помощью реечной передачи или соединен с рычагом с помощью шариковой передачи винт и гайка. Вторая ось вращения рычага предпочтительно перпендикулярна первой оси вращения опорного устройства, и кулачок, и копир предпочтительно выполнены так, что чашка для захвата заготовки сориентирована горизонтально для приема заготовки и сориентирована вертикально для загрузки заготовки в пресс-форму машины для компрессионного формования. Управляющий клапан предпочтительно предназначен для избирательной подачи вакуума и воздуха под давлением через канал в рычаге к чашке для захвата заготовки с целью содействия в транспортировке и загрузке заготовки в пресс-форму.
Краткое описание чертежей
Изобретение вместе с дополнительными задачами, характеристиками, преимуществами и аспектами наилучшим образом можно понять из следующего описания, приложенной формулы изобретения и приложенных чертежей, на которых:
фиг.1 представляет вид спереди на машину для компрессионного формования по первому примерному варианту осуществления настоящего изобретения;
фиг.2 - увеличенный вид в разрезе устройства для загрузки заготовки на фиг.1;
фиг.3 - вид сверху на устройство для загрузки заготовки на фиг.2;
фиг.4А и 4В - фрагментарные увеличенные виды в разрезе участков устройства для загрузки заготовки по фиг.3 на разных этапах производства;
фиг.5 и 6 - схематические изображения работы кулачка и копира на фиг.3, 4А и 4В;
фиг.7 - фрагментарный увеличенный вид в разрезе участков устройства, показанного на фиг.4В;
фиг.8 - вид сверху на устройство для загрузки заготовки по второму варианту осуществления настоящего изобретения;
фиг.9 - фрагментарный вид в разрезе, по существу, по плоскости 9-9 на фиг.8;
фиг.10 - фрагментарный вид в разрезе, по существу, по плоскости 10-10 на фиг.9;
фиг.11 - фрагментарный вид сверху, показывающий вариант выполнения на фиг.8-10 для приема заготовки; и
фиг.12 - фрагментарный вид в разрезе, аналогичный виду на фиг.9, но показывающий другой вариант осуществления настоящего изобретения.
Подробное описание предпочтительных вариантов выполнения
Фиг.1 показывает пример машины для компрессионного формования корпусов пластиковых крышек. Машина 20 включает в себя колесо 22, смонтированное на валу 24 между разнесенными опорами 26. Вал 24 соединен с помощью шкива 30 и ремня 32 с электродвигателем для них вокруг горизонтальной оси. Колесо 22 включает в себя ступицу 37 (которая может быть частью вала 24) и опору 39, радиально направленную от ступицы 37. Опора 39 может содержать в себе диск или тому подобное или может быть представлена в форме множества спиц, находящихся на некотором расстоянии и под углом друг к другу. По периферии колеса 22 в окружном направлении расположены, предпочтительно с обеих сторон колеса, множество пресс-форм 52. Все пресс-формы 52 предпочтительно являются идентичными. Устройство 128 предназначено для удаления формованных деталей из машины для компрессионного формования, а устройство 130 предназначено для загрузки заготовки в машину для формования.
Фиг.2 показывает первый пример устройства 130 для загрузки заготовки. Сопло 325 экструдера параллельно общей оси стакана 322 и вала 344, но смещено в сторону от нее. Нож 392 устройства для резки заготовок в виде дисков соединен с помощью рычага 393 с валом 394 для лезвия для вращения по плите 396 поверх выпускного отверстия сопла 325. Ось вала 394 параллельна оси стакана 322 и вала 344, но смещена в сторону от нее. Стакан 322 и вал 394 соединены с помощью ремня 345 с электродвигателем 346. Вал 344 в этом варианте выполнения предпочтительно неподвижен. Вал 344 предпочтительно соединен с рамой 354 с помощью регулятора 356 фазы для регулирования «согласованного действия» вала и кулачка 528 относительно стакана 322 и плиты 502. Электродвигатель 346 соединен с соответствующим управляющим устройством 352 для вращения стакана 322 и вращения приводного вала 394 и ножа 392 с помощью шкива 395 синхронно с колесом 22 (фиг.1). Электродвигатель 346 может содержать независимо управляемый серводвигатель. Как вариант, стакан 322 и вал 394 могут быть соединены соответствующими шестернями, шкивами или деталями, подобными колесу 22 (фиг.1). Расплав из экструдера может подаваться к соплу 325 с помощью распределительного клапана 382.
Опорное устройство 500 (фиг.2-3, 4А и 4В) соединено со стаканом 322 для совместного вращения со стаканом. Опорное устройство 500 предпочтительно включает в себя круглую плиту 502, снабженную ступицей 503. По меньшей мере, один блок 504 опирается на периферию плиты 502. В показанном примере выполнения имеется пара диаметрально противоположных блоков 504, наиболее наглядно показанных на фиг.3, 4А и 4В. Каждый блок 504 снабжен рычагом 506, который установлен с возможностью вращения в блоке 504 с помощью подшипников скольжения 508. Каждый рычаг 506, таким образом, предназначен для вращения вокруг второй оси под углом к первой оси вращения опорного устройства 500 предпочтительно перпендикулярно оси вращения опорного устройства. На каждом блоке 504 предпочтительно установлен вакуумный генератор 510. Каждый рычаг 506 предпочтительно включает в себя вставку 512, вращающуюся в блоке 504, и тонкостенную трубу 514, направленную от одного конца вставки 512. От конца трубы 514 на некотором расстоянии от блока 504 продолжается патрубок 516 (фиг.3 и 4А), и к концу патрубка 516 крепится чашка 518 для захвата заготовки. Ось патрубка 516 и чашки 518 для захвата заготовки предпочтительно перпендикулярны оси трубы 514 и рычага 506. Чашка 518 для захвата заготовки предпочтительно имеет кольцевую конструкцию гофрированной формы, хотя может быть использована и другая геометрия захватных чашек. Чашка 518 для захвата заготовки предпочтительно представляет собой конструкцию из нежесткого упругого эластомера, как например, силикон.
К радиальному внутреннему концу каждой вставки 512 рычага крепится боковая поперечина 520 (фиг.3 и 4А), например, с помощью цилиндрического штифта 522. На боковой поперечине 520 смонтирована пара расположенных на расстоянии друга от друга роликов 524, 526. Ролики 524, 526 расположены на расстоянии друг от друга на боковых противоположных сторонах оси вращения рычага 506. На валу 344 неподвижно смонтирован кулачок 528 с возможностью регулирования по углу относительно оси вращения станка 322 и опорного устройства 500. Кулачок 528 имеет рабочую поверхность 530, с которой контактируют ролики 524, 526. Таким образом, при вращении опорного устройства 500 и рычагов 506 вокруг первой оси стакана 322, кулачок 528 и копировальные ролики 524, 526 поворачивают рычаги 506 и чашки 518 для захвата заготовки вокруг вторых осей рычагов, которые совпадают.
Предположим, что опорное устройство 500 вращается по часовой стрелке в направлении, показанном на фиг.3, т.е. чашка 518 для захвата заготовки на фиг.4В вращается в направлении от листа, в то время как чашка 518 для захвата заготовки на фиг.4А вращается в направлении к листу. (Одно из устройств 130 для загрузки на фиг.1 вращается по часовой стрелке, а другое устройство вращается против часовой стрелки, если смотреть сверху). Чашка 518 для захвата заготовки предпочтительно ориентирована горизонтально, когда она проходит поверх сопла 325 экструдера на фиг.3 и 4В для захвата отрезанной заготовки 532 (фиг.4А) расплавленного пластика. Это происходит приблизительно в положении 534 по фиг.5, которая представляет собой схематическое изображение работы кулачка. Непрерывное перемещение вправо на фиг.5 (по часовой стрелке на фиг.3) приводит копировальные ролики 524, 526 в контакт с «инверсионным» участком 536 кулачка 528. Как показано на фиг.6, участок 536 кулачка взаимодействует с углублением 538 в рабочей поверхности 530 кулачка для изменения положения копировальных роликов 524, 526 на обратное. Эта операция изменения положения на обратное схематично показана на фиг.6. Другими словами, если копировальный ролик 526 кулачка приводит копировальный ролик 524 кулачка в положение 534 захвата, «инверсионный» участок 536 кулачка изменяет положение копировальных кулачков на обратное, так чтобы копировальный ролик 524 был ведущим для копировального ролика 526 кулачка после прохода через «инверсионный» участок 536 кулачка. В средней точке операции по изменению положения на обратное чашка 518 для захвата заготовки ориентируется вертикально вниз, как показано на фиг.4А, для загрузки заготовки 532 в пресс-форму 52. Непрерывное вращение опорного устройства 500 по часовой стрелке завершает операцию по изменению положения чашки для захвата заготовки на обратное. Затем чашка для захвата заготовки должна изменить положение на обратное с помощью «инверсионного» участка 540 и углубления 542 (фиг.5), чтобы сориентировать захватную чашку для приема следующей заготовки. Таким образом, отрезанные заготовки последовательно захватываются, транспортируются к пресс-формам 52 и загружаются в пресс-формы 52. Вращение опорного устройства 500 синхронизировано с перемещением пресс-форм по их постоянной траектории, так чтобы заготовки последовательно загружались в пресс-формы, когда пресс-формы проходят мимо устройства для загрузки заготовки.
Отрезанные заготовки 532 (фиг.4А) последовательно захватываются над соплом 325 чашками 518 для захвата заготовки, сориентированными горизонтально. Заготовки транспортируются к пресс-формам 52 и загружаются в пресс-формы, когда чашки с заготовкой изменяют положение на обратное. Операция по изменению положения на обратное облегчает последовательную загрузку заготовок в пресс-формы, что отличается от падения или сбрасывания заготовок в пресс-формы, как подробно описано в вышеуказанных патентных документах. Для переустановки чашки 518 в переднее положение требуется второй процесс изменения положения на обратное. В этом режиме операции чашки для захвата заготовки теперь будут находиться в горизонтальном направлении захвата. Чашки 518 для захвата заготовки и рычаги 514 показаны на фиг.3 и 4А в средних точках изменения положения на обратное; изменение положения на обратное для загрузки заготовки - слева на фиг.3 и фиг.4А, переустановка - справа на фиг.3. Возможны другие режимы работы. Например, отрезанные заготовки могут захватываться чашкой для захвата заготовки, раскрывающейся вертикально в направлении вниз.
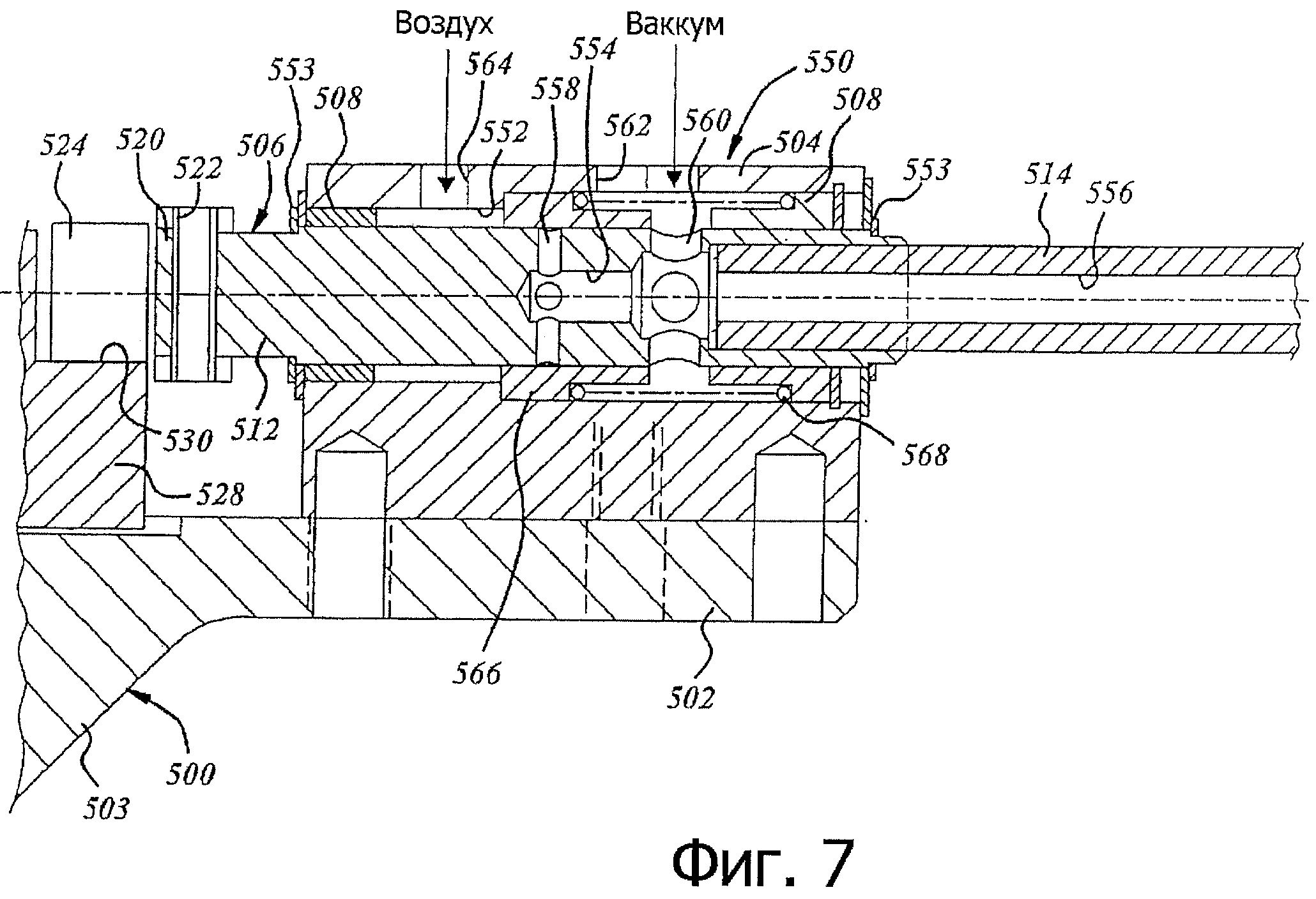
На фиг.7 управляющий клапан 550 на каждом блоке 504 управляет подачей воздуха (под давлением) и созданием вакуума в каждом рычаге 506 и соответствующей чашке 518 для захвата заготовки. Каждый клапан 550 включает в себя корпус клапана, образованный блоком 504 и имеющий продольный канал 552, в который вставлен рычаг 506. Вставка 512 рычага свободно вращается вокруг оси рычага, но удерживается кольцами 553 от продольного перемещения внутри блока 504. Вставка 512 рычага имеет внутренний канал 554, который имеет общую ось с каналом 556 трубы 514. По меньшей мере, один канал 558 и предпочтительно множество каналов 558, находящихся на расстоянии друг от друга, направлено от канала 554 к периферии вставки 512. По меньшей мере, один второй канал 560 и предпочтительно множество каналов 560, находящихся на расстоянии друг от друга, направлено от канала 554 к периферии вставки 512 на некотором расстоянии в осевом направлении от каналов 558. Блок 504 имеет первое отверстие 562 для соединения с вакуумным генератором 510 (фиг.3, 4А и 4В) и второе отверстие 564 для соединения с воздушным управляющим клапаном 550. Вставку 512 рычага окружает задвижка 566, которая смещается пружиной сжатия в положение между каналами 546 и 562, перекрывая и блокируя канал 558.
В случае когда в отверстии 562 создается вакуум и в отверстие 564 не подается воздух под давлением, задвижка 566 находится в подпружиненном положении и обеспечивает подачу вакуума от отверстия 562 через отверстия 560 к каналам 554, 556 и чашке 518 для захвата заготовки (фиг.3, 4А и 4В). Такая подача вакуума к чашке для захвата заготовки способствует тому, что чашка захватывает и транспортирует заготовку, отрезанную ножом 393 (фиг.4В). В случае когда захватная чашка 518 и заготовка 532 находятся в положении для загрузки заготовки в пресс-форму 52, как показано на фиг.4А, воздух под давлением подается к отверстию 564 в блоке 504 (фиг.7). Этот воздух под давлением перемещает задвижку 566, справа на фиг.8, против действия усилия пружины 568, блокируя подачу вакуума к каналу 556 трубы и подавая воздух под давлением через отверстия 558 и каналы 554, 556 для содействия загрузке заготовки в пресс-форму. Такая подача воздуха (или другого газа) под давлением заканчивается перед тем, как чашка для захвата заготовки снова достигает положения захвата. Регулируемая подача воздуха под давлением к отверстию 504 может быть обеспечена с помощью соответствующего клапанного устройства, синхронизированного с вращением опорного устройства 500.
Фиг.8-11 показывает устройство 600 для загрузки заготовки по второму варианту осуществления настоящего изобретения. Ссылочные позиции на фиг.8-11 (и на фиг.12), идентичные используемым на фиг.1-7, обозначают соответственно одинаковые компоненты. В устройстве 600 для загрузки заготовки имеются три рычага 506, установленные в соответствующих блоках 504 с равным угловым шагом 120° по периферии опорного устройства 500. Кулачок 528 (фиг.9) установлен (с возможностью регулировки) в неподвижное положение под опорным устройством 500, и рабочая поверхность 530 кулачка продолжается вокруг периферии кулачка 528. Копировальный ролик 602 кулачка расположен на рабочей поверхности 530 кулачка и связан с линейной зубчатой рейкой 604 (фиг.9 и 10). Зубчатая рейка 604 расположена через опорное устройство 500 в зацеплении с шестерней 606 (фиг.10), которая соединена с рычагом 506, предпочтительно составляющим одно целое с вставкой 608 (фиг.9), к которой прикреплен рычаг 506. Таким образом, в случае, когда опорное устройство 500 вращается вокруг оси вала 344, копировальные ролики 602 кулачка перемещаются вверх и вниз на рабочей поверхности 530 кулачка и поворачивают рычаг 506 и захватную чашку 518 вокруг оси рычага 506, как описано ранее. Рычаг 506 предпочтительно является полым, и вакуум, и давление воздуха подаются к нему через регулятор 610 вакуума/давления воздуха. Кулачок 528 и копировальные ролики 602 предпочтительно расположены в кольцевом кожухе 612, который имеет гибкие кольцевые уплотнения 614 для контактирования с нижней поверхностью опорного устройства 500 при вращении опорного устройства 500. Копировальные кулачки 602 (фиг.9) предпочтительно смонтированы на опорном устройстве 616 (фиг.10), к которому прикреплена зубчатая рейка 604. Направляющий вал 618 направлен от опорного устройства 616 через втулочный подшипник 620 в блоке 504 для передачи движения опорного устройства и зубчатой рейки 604.
Фиг.11 показывает предпочтительную особенность устройства 600 для загрузки заготовки, в котором сопло 622, из которого экструдируется заготовка 532, открывается горизонтально, а не вертикально как в варианте из фиг.2-7. Нож 650 установлен в держателе 652 ножа (фиг.8), продолжающемся от опорного устройства 500 рядом с каждым рычагом 506 для отрезки заготовки из сопла 622, когда заготовка захватывается чашкой 518. Горизонтальное положение отверстия сопла для экструдируемого материала имеет ряд преимуществ, включающих в себя, в частности то, что при останове или пуске машины материал может свободно протекать от конца сопла, что может быть проблематичным при расположении отверстия сопла в направлении вертикально вверх из фиг.2.
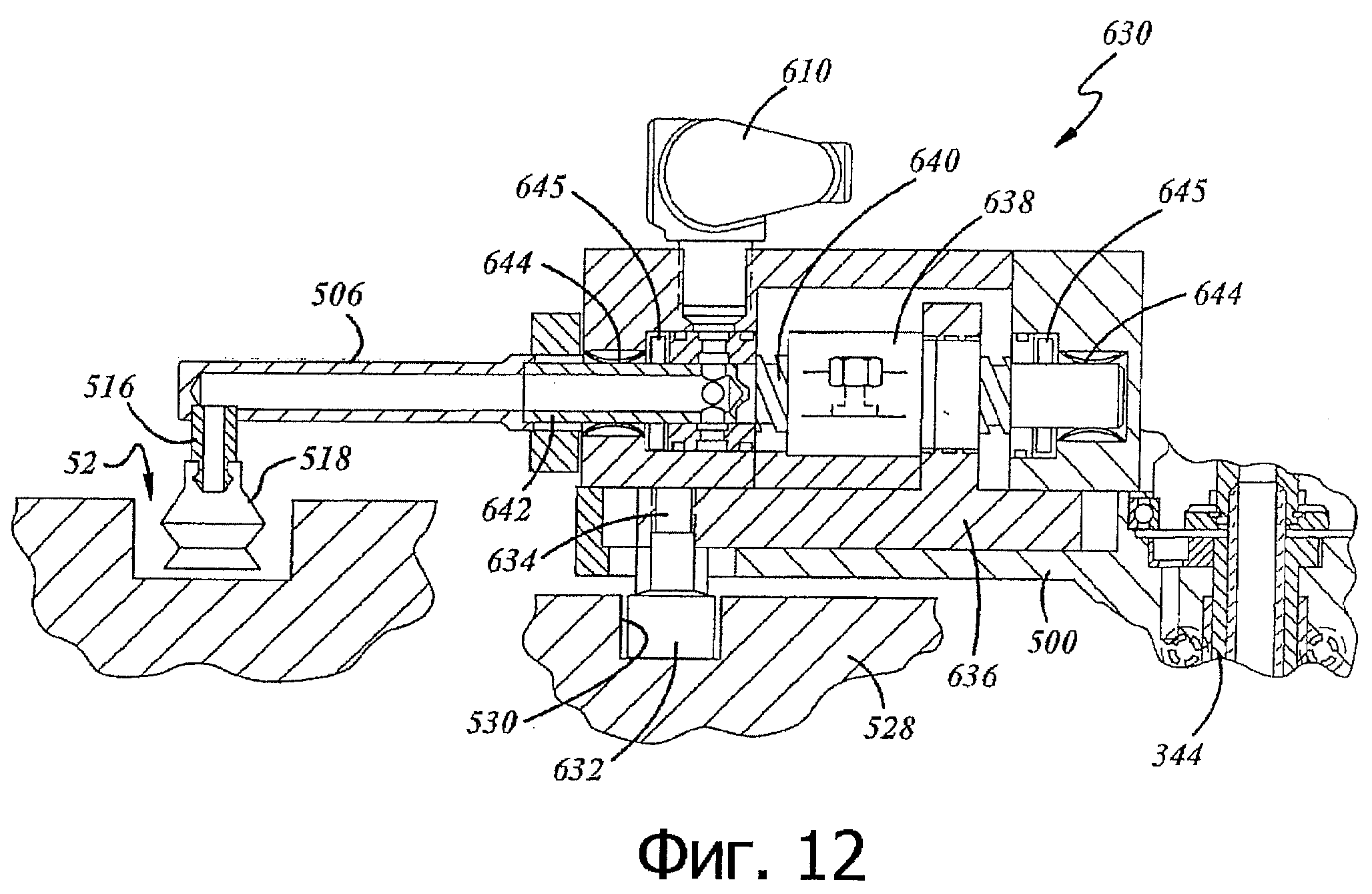
Фиг.12 показывает устройство 630 для загрузки заготовки по третьему варианту осуществления настоящего изобретения. В этом варианте выполнения кулачок 528 снова расположен под поворотным опорным устройством 500 и на этот раз имеет рабочую поверхность 530 открытую в верхнем направлении. Копировальный ролик 632 кулачка расположен на рабочей поверхности 530 и связан с валом 634, установленным в ползуне 636. На ползуне 636 установлена шариковая гайка 638. Гайка 638 окружает вал или шариковый винт 640, который расположен от конца вставки 642 и функционально с ней связан, при этом на вставке смонтирован рычаг 506. На вставке 642 и противоположном конце вала 640 установлены игольчатые подшипники 644. Упорные подшипники 645 воспринимают осевую нагрузку на рычаг 506 благодаря гайке 638. Вставка 642 и вал 640 могут быть выполнены как единое целое. Таким образом, когда рабочая поверхность 530 кулачка перемещает копировальные ролики 632 внутрь и наружу относительно оси вращения вала 344, ползун 636 соответственно перемещается внутрь или наружу (вправо и влево на фиг.12). Такое перемещение ползуна 636 и гайки 638 выполняется с помощью винта 640 для поворота рычага 506 и захватной чашки 518 вокруг оси рычага 506 и вала 640.
Описание представлено в сочетании с вариантами осуществления настоящего изобретения и рядом модификаций. Специалистами в этой области техники могут быть предложены другие модификации и варианты с учетом вышеприведенного описания. Например, несмотря на то, что описание было представлено с учетом использования машины для компрессионного формования с вертикальным колесом и горизонтальной осью, понятно, что устройство для загрузки заготовки по настоящему описанию может быть равным образом использовано в машине карусельного типа с вертикальной осью для загрузки заготовки в пресс-формы такой машины.
Реферат
Изобретение относится к машине для компрессионного формования пластиковых изделий, а именно к устройству для загрузки заготовок в пресс-формы машины для компрессионного формования. Техническим результатом заявленного изобретения является расширение арсенала технических средств. Технический результат достигается устройством для приема и загрузки заготовок в пресс-формы машины для компрессионного формования, которое содержит опорное устройство, установленное с возможность вращения вокруг первой оси. На указанном опорном устройстве установлен рычаг с возможностью вращения вокруг второй оси, перпендикулярной указанной первой оси. На конце указанного рычага расположена чашка, предназначенная для захвата заготовки, ее транспортировки вокруг указанной первой оси и загрузки заготовки в пресс-форму. При этом рядом с опорным устройством соосно первой оси неподвижно установлен кулачок, снабженный рабочей поверхностью, расположенной вокруг первой оси, а также копир, установленный на опорном устройстве и связывающий рабочую поверхность кулачка с рычагом для передачи ему вращения вокруг второй оси при вращении опорного устройства вокруг первой оси. 2 н. и 14 з.п. ф-лы, 13 ил.
Формула
опорное устройство (500), установленное с возможностью вращения вокруг первой оси,
по меньшей мере, один рычаг (506), установленный на вышеуказанном опорном устройстве с возможностью вращения вокруг второй оси, перпендикулярной вышеуказанной первой оси,
расположенную на конце вышеуказанного рычага чашку (518), предназначенную для захвата заготовки, ее транспортировки вокруг вышеуказанной первой оси и загрузки заготовки в пресс-форму, отличающееся тем, что
рядом с опорным устройством соосно первой оси неподвижно установлен кулачок (528), снабженный рабочей поверхностью (530), расположенной вокруг первой оси, а также копир (524, 526, 602, 632), установленный на опорном устройстве и связывающий рабочую поверхность кулачка с рычагом для передачи ему вращения вокруг второй оси при вращении опорного устройства вокруг первой оси.
множество пресс-форм (52), предназначенных для перемещения по постоянной траектории,
сопло (325, 622) для подачи потока расплавленного пластика, и
устройство по любому из предыдущих пунктов для последовательного захвата и транспортировки заготовок от вышеуказанного сопла и загрузки заготовок в вышеуказанные пресс-формы, при этом вышеуказанная чашка (518) для захвата заготовки на вышеуказанном рычаге адаптирована для приема отдельной заготовки из вышеуказанного сопла, транспортировки заготовки к полости пресс-формы и загрузки заготовки в полость пресс-формы.
Документы, цитированные в отчёте о поиске
Устройство и способ компрессионного формования изделий из пластмассы
Комментарии