Устройство для изготовления прессованных изделий из термопластичной пластмассы - SU1757449A3
Код документа: SU1757449A3
Чертежи

Описание
можностью закрытия и окружаемым в случае необходимости кольцевым соплом для подачи направленного на место отделения порций пластмассы от сопла потока холодного или нагретого газа, и по меньшей мере одну, выполненную с возможностью закрытия пресс-форму, состоящую из матрицы и формовочного дорна, причем матрица размещена с возможностью установки сначала под сопло и затем соосно с формовочным дорном, причем дорн и/или матрица установлены с возможностью оказания на них и поддержания прессового усилия.
Известно, что термопластичная пластмасса выходит из кольцевого сопла, ее размещают на выступе сопла, причем связь пластмасы со щелью сопла еще сохраняется , пластмасса прилипает к выступу, с которого она затем снимается при закрытии формы. При этом имеет место охлаждение заготовки еще до подачи в пресс-форму. Кроме того, при съеме термопластичной пластмассы возникают осложнения вследствие ее адгезии и прилипания к выступу сопла.
Известно, что отделяемые в результате закрытия сопла заготовки подают в полость пресс-формы. При падении они не входят в контакт с охлаждаемыми стенками пресс- формы. Однако заготовки сравнительно долго, во много раз дольше срока их падения , остаются в охлаждаемой пресс-форме, а именно до того, пока форма не перемещена от сопла в соосное с пуансоном положение . При этом их контактная поверхность с охлаждаемой формой является сравнительно большой, так что на этой поверхности они начинают охлаждаться, от чего страдает их способность к прессованию и тем самым и качество изготовляемых прессованных изделий . Если сопло и/или его запорный элемент выполнены не с максимальной точностью или к ним прилипают загрязнения , отделение заготовки осуществляется не точно одновременно по всей окружности , заготовка падает в полость формы не точно по заданной ориентации, что по себе или в сочетании с прилипающими к охлаждаемой стенке формы охлаждающими частями пластмассы приводит к изделию неравномерного качества, т.е. браку. Такой же отрицательный эффект наблюдается при неравномерном воздействии возможно имеющегося кольцевого, направленного на место отделения заготовки от сопла потока газа, вызывающего неравномерное отделение заготовки и, кроме того, ее ускорение в несоосном направлении так, что заготовка падает в полость формы в нецентрованном положении.
Целью изобретения является снижение энергозатрат и ускорение процесса охлаждения за счет уменьшения до минимума контакта заготовки с охлаждаемой прессформой при изготовлении прессованных изделий .
В устройстве осуществляется накладывание выходящей из сопла нагретой термопластиной пластмассы на образующую
0 часть пресс-формы, поверхность поднятого под сопло несущего элемента в силу небольшого расстояния достигает направленной и тем самым и центрированной подачи, чем предотвращает нежелаемое изменение по5 ложения заготовки вследствие ее неравномерного отделения. Это относится к действию возможно имеющегося кольцевого потока газа. Заготовка находится лишь на части пресс-формы, поэтому происходящее
0 там охлаждение практически не влияет на качество прессованного изделия. Благодаря тому, что несущий элемент держат в поднятом положении, заготовка с всех сторон, за исключением поверхности контакта с не5 сущим элементом, омывается теплым воздухом и входит в контакт с большей частью охлаждаемой пресс-формы только тогда, когда начинается процесс прессования. Благодаря тому, что с момента изготов0 ленйя заготовки до ее прессования она охлаждается лишь в незначительной степени и практически только в местах, где форма заготовки при конечном прессовании больше не изменяется, температура нагретой
5 пластмассы может быть ниже, чем при осуществлении известных способов, что позволяет сэкономить энергию на расплавление и ускорить затвердение, так как не требуется долгого времени для охлаждения. Таким
0 образом, изобретение снижает энергозат- раыт и ускоряет производственный процесс .
Изобретение поясняется на примере одной формы выполнения устройства для
5 изготовления головных частей тюбиков, причем возможно одновременное осуществление соединения корпуса тюбика с головной частью.
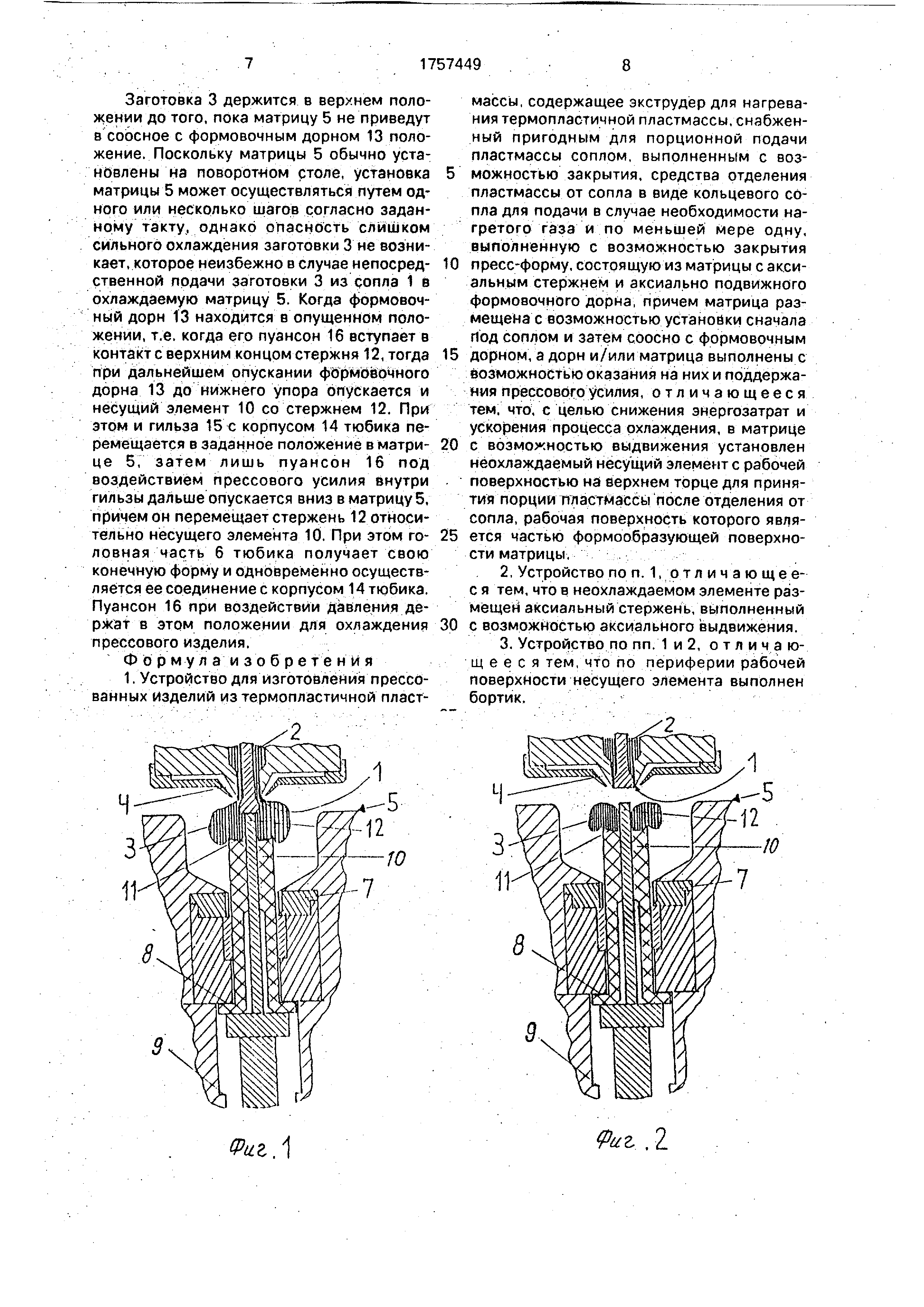
На фиг. 1 представлены открытое сопло
0 для подачи термопластичной пластмассы и несущий элемент, являющийся частью матрицы пресс-формы; на фиг. 2 - то же, сопло закрыто; на фиг. 3 - матрица и формовочный дорн; на фиг. 4 - то же, в положении прес5 сования.
На фиг. 1 и 2 представлено сопло 1 для подачи термопластичной пластмассы из экструдера (не показан), предназначенного для нагревания пластмассы. Сопло 1 снабжено запорным элементом 2. Оно позволяет
подать определенное количество пластмассы в виде кольцевой заготовки 3 Выходное отверстие сопла 1 окружено кольцевым соплом 4, через которое можно подать, например , горячий воздух для облегчения отделений заготовки 3 при закрытии запорного элемента 2 и смывания удерживаемой заготовки 3 во избежание ее охлаждения.
Аксиально соплу 1 установлена матрица 5, являющаяся частью пресс-формы для изготовления головной части б тюбика Внутренняя поверхность матрицы 5 выполнена так, что она соответствует наружной форме изготовляемой головной части б тюбика Обычно матрица 5 состоит из нескольких частей, причем одна часть 7 предусмотрена для снабженной резьбой шейки головной части б тюбика В матрице 5 между верхним 8 и нижним 9 упорами с возможностью центрального и аксиального перемещения установлен несущий элемент 10 В верхнем, ограниченном упором 8 конечном положении несущий элемент 10 имеет такое расстояние от сопла 1 что выходящая из последнего пластмасса накладывается непосредственно на поверхность 11 несущего элемента 10.
Расстояние между поверхностью 11 и соплом 1 выбирается таким, что как раз достаточно места для требуемого количества пластмассы. Однако также возможно устанавливать поверхность 11 несущего элемента 10 непосредственно под соплом 1 и непрерывно опускать несущий элемент 10 в соответствии с количеством подаваемой пластмассы. В центре несущего элемента 10 в соосном положении установлен аксиальный стержень 12, выступающий за поверхность 11 несущего элемента 10, служащий центрированию выходящей из сопла 1. имеющей кольцевое сечение и образующей заготовку 3 пластмассы, и во время прессования головной части 6 тюбика предотвращаТющий попадание материала в выходное отверстие.
Поднятие и опускание несущего элемента 10 и стержня 12 может осуществляться от любого известного привода (не показан), например, с применением пружинного усилия, гидро- или пневмоприводов .
Поверхность 11 может быть выполнена плоской или же в соответствии с конфигурацией головной части 6 тюбика. Согласно предпбчтительной форме выполнения поверхность 11 несущего элемента 10 может быть выполнена вогнутой или тарельчатой, или с повышенным краем. Поверхность 11 при вдвинутом положении несущего элемента 10 (фиг. 4) образует ту часть матрицы
5 которая формирует окружную наружную поверхность выходного отверстия головной части 6 тюбика
На фиг 3 изображен нижний конец формовочного дорна 13 Формовочный дорн 13 снабжен несущей корпус 15 тюбика гильзой 15, в которой с возможностью аксиального
перемещения и с возможностью перемещения относительно нее установлен соответствующий внутренней форме головной части б тюбика пуансон 16
Устройство работает следующим образом
Матрицу 5 устанавливают под соплом 1 экструдера После открытия запорного элемента 2 сопла 1 поток нагретой термопластичной пластмассы с кольцевым сечением
выходит из сопла 1 и при открытом сопле опирается о поверхность 11 несущего элемента 10 Сопло 1 остается открытым до того, пока не выйдет требуемое количество пластмассы причем предпочтительно пластмасса выступает за поверхность 11 несущего элемента 10 Пока сопло 1 открыто, установленный в несущем элементе 10 стержень 12 находится в контакте с запорным элементом 2 сопла 1 и тем самым изнутри
направляет и центрирует выходящую из сопла 1 в трубчатом виде пластмассу Закрытием запорного элемента 2 в случае необходимости при воздействии выходящего из кольцевого сопла 4 потока нагретого
газа подача пластмассы прекращается и отделяется кольцевая заготовка 3 с выступающими краями На фиг 2 также видно, что, принимая в расчет всю массу заготовки 3, контакт с несущим элементом 10 и со стержнем 12 незначителен, сильное охлаждение не происходит.
Кроме того, в отличие от матрицы 5 ни0 стержень 12 ни несущий элемент 10 непосредственно не охлаждается. Незначительное охлаждение заготовки 3 в местах контакта оценивается как положительное, так как эти места при самом прессовании фактически едва перемещаются, поэтому большой пластичности пластмассы в этих
местах не требуется.
Из-за воздушной изоляции в сторону охлаждаемой матрицы 5 последняя практи- че ски не может передать заготовке 3 охлаж- дающее действие. В тех случаях, когда из кольцевого сопла 4 выходит нагретый воздух , заготовка 3 омывается, таким образом, путем регулирования температуры воздуха обеспечивают требуемую в конкретной ситуации температуру заготовки 3, а в случае необходимости заготовку таким образом можно нагревать.
Заготовка 3 держится в верхнем положении до того, пока матрицу 5 не приведут в соосное с формовочным дорном 13 положение . Поскольку матрицы 5 обычно установлены на поворотном столе, установка матрицы 5 может осуществляться путем одного или несколько шагов согласно заданному такту, однако опасность слишком сильного охлаждения заготовки 3 не возникает , которое неизбежно в случае непосредственной подачи заготовки 3 из сопла 1 в охлаждаемую матрицу 5. Когда формовочный дорн 13 находится в опущенном положении , т.е. когда его пуансон 16 вступает в контакт с верхним концом стержня 12, тогда при дальнейшем опускании формовочного дорна 13 до нижнего упора опускается и несущий элемент 10 со стержнем 12. При этом и гильза 15 с корпусом 14 тюбика перемещается в заданное положение в матри- це 5, затем лишь пуансон 16 под воздействием прессового усилия внутри гильзы дальше опускается вниз в матрицу 5, причем он перемещает стержень 12 относительно несущего элемента 10. При этом головная часть 6 тюбика получает свою конечную форму и одновременно осуществляется ее соединение с корпусом 14 тюбика. Пуансон 16 при воздействии давления держат в этом положении для охлаждения прессового изделия.
Формула изобретения 1. Устройство для изготовления прессованных изделий из термопластичной пластмассы , содержащее экструдер для нагревания термопластичной пластмассы, снабженный пригодным для порционной подачи пластмассы соплом, выполненным с возможностью закрытия, средства отделения пластмассы от сопла в виде кольцевого сопла для подачи в случае необходимости нагретого газа и по меньшей мере одну, выполненную с возможностью закрытия
0 пресс-форму, состоящую из матрицы с аксиальным стержнем и аксиально подвижного формовочного дорна, причем матрица размещена с возможностью устанойки сначала Под соплом и затем соосно с формовочным
5 дорном, а дорн и/или матрица выполнены с возможностью оказания на них и поддержания прессового усилия, отличающееся тем. что, с целью снижения энергозатрат и ускорения процесса охлаждения, в матрице
0 с возможностью выдвижения установлен неохлаждаемый несущий элементе рабочей поверхностью на верхнем торце для принятия порции пластмассы после отделения от сопла, рабочая поверхность которого явля5 ется частью формообразующей поверхности матрицы,
2,Устройство по п. 1, отличающее- с я тем, что в неохлаждаемом элементе размещен аксиальный стержень, выполненный
0 с возможностью аксиального выдвижения.
3.Устройство по пп. 1и2, отличающееся тем, что по периферии рабочей поверхности несущего элемента выполнен бортик.
2
9



Реферат
Использование: изготовление прессованных изделий из термопластичной пластмассы путем нагревания пластмассы, формования заготовки с помощью выполненного , например, кольцевым сопла, ее от- деления, осуществляемого в случае необходимости с использованием окружающего сопла, направленного на место отделения потока нагретого газа, подачи заготовки в пресс-форму, закрытия формы, формования пресс-изделия благодаря приложению усилия прессования и осуществляИзобретение относится к изготовле ййю прессованных изделий из термопластичйой пластмассы путем нагревания пластмас с ы, формования заготовки с помощью выполненного , например, кольцевым сопла, деления, осуществляемого в случае необходимости с использованием окружающего сопла, направленного на место отде- ления потока нагретого газа, подачи заготовки в пресс-форму, закрытия формы, емого по меньшей мере частично под давлением охлаждения прессованного изделия при сниженных энергозатратах и ускоренном процессе охлаждения. Сущность изобретения: устройство содержит экструдер для нагревания термопластичной пластмассы , снабженный выполненным, например, кольцевым соплом, пригодным для подачи пластмассы порциями, выполненным с возможностью закрытия и окруженного в случае необходимости кольцевым соплом для подачи направленного на место отделения пластмассы от сопла потока холодного или нагретого газа, и по меньшей мере одну, выполненную с возможностью закрытия пресс-форму, состоящую из матрицы и формовочного дорна. Матрица размещена с возможностью установкй сначала под сопло и затем соосно с формовочным дорном. Дорн и/или матрица установлены с возможностью оказания на них и поддержания прессового усилия. Согласно изобретению в матрице с возможностью выдвижения установлен несущий элемент, свободная поверхность которого в поднятом положении образует часть, соответствующую конечной форме прессованного изделия. 2 з.п.ф-лы. 4 ил. формования прессованного изделия благодаря приложению усилия прессования и осуществляемого по меньшей мере частично под давлением охлаждения прессованного изделия. Устройство содержит экструдер для нагревания термопластичной пластмассы, снабженный выполненным, например, кольцевым соплом, пригодным для подачи пластмассы порциями, выполненным с возСО VJ ел VI 1 о Сл)
Формула
Комментарии