1
Изобретение относится к переработке
пластмасс в изделия и может использовано при изготовлении полых изделий, в частности упаковочных
труб.
Известна установка для изготовления полых изделий, содержащая
поворотный стол, снабженный приводом его шагового перемещения, расположенные
по его периферии матрицы, установленные на равном расстоянии одна относительно другой, пуансоны,
сопрягаемые с матрицами, причем пуансоны и матрицы установлены с
возможностью подачи в соосное положение относительно друг друга и поворота из соосного положения, и
устройство для подачи материала til.
Пластифицированный материал подается
в полость матрицы через центральное отверстие убтройством для
подачи материала со стороны, противоположной пуансону. Кольцеобразный материал, прилипший к устройству
подачи материала, при обратном ходе последнего снимается матрицей
и прилипает к ее поверхности на относительно большом пространстве. В
результате этого контакта пластмасса охлаждается и может принять местное ограниченное кристаллическое
состояние. При дальнейшем охлаждении при прессовании в форме, оставшейся
теплоты плавления не достаточно , для того чтобы вновь пластифицировать закристаллизовавшийся материал
.
Наиболее близкой к предлагаемой является установка для изготовления
полых изделий из полимерных материалов , содержащая поворотный стол с размещенными по его периферии
открытыми вверх матрицами, соответствующие матрицам подвижные в вертикальном положении пуансоны, и
устройство для подачи материала C2J. Однако охлаждение порции пластифицированного
материала, подаваемого в полость матрицы дозирукицим и подающим устройством, приводит к
местной кристаллизации пластмассы
и ухудшению качества получаемого изделия
.
Цель, изобретения - повЕЛшение качества изделий за счет исключения
потерь тепла при загрузке матриц.
Указанная цель достигается тем,
что в установке, содержащей поворотный стол с размещенными по егр
периферии открытыми вверх матрица0 ми/ соответствующие матрицам подвижные
в вертикальном направлении пуансоны и устройство для подачи материала, устройство для подачи ма
. териала размещено над поворотным
г СТОЛОМ соосно матрицам, а пуансоны
установлены на поворотном столе с возможностью поворота в вертикальной
плоскости, причем выходная часть устройства для подачи материала выполнена
в виде кольцевого сопла с
запирающим элементом.
А также тем, что запирающий элемент .является штоком клапана. Пуансоны установлены на поворотном
Clone с возможностью пово5 рота в вертикальной плоскости на 90°
причем их свободные концы направлены радиально к периферии поворотного стола.
Установка снабжена газовым коль0 цевым соплом, направленным наклонно
вниз на выходную часть устройства для подачи материала.
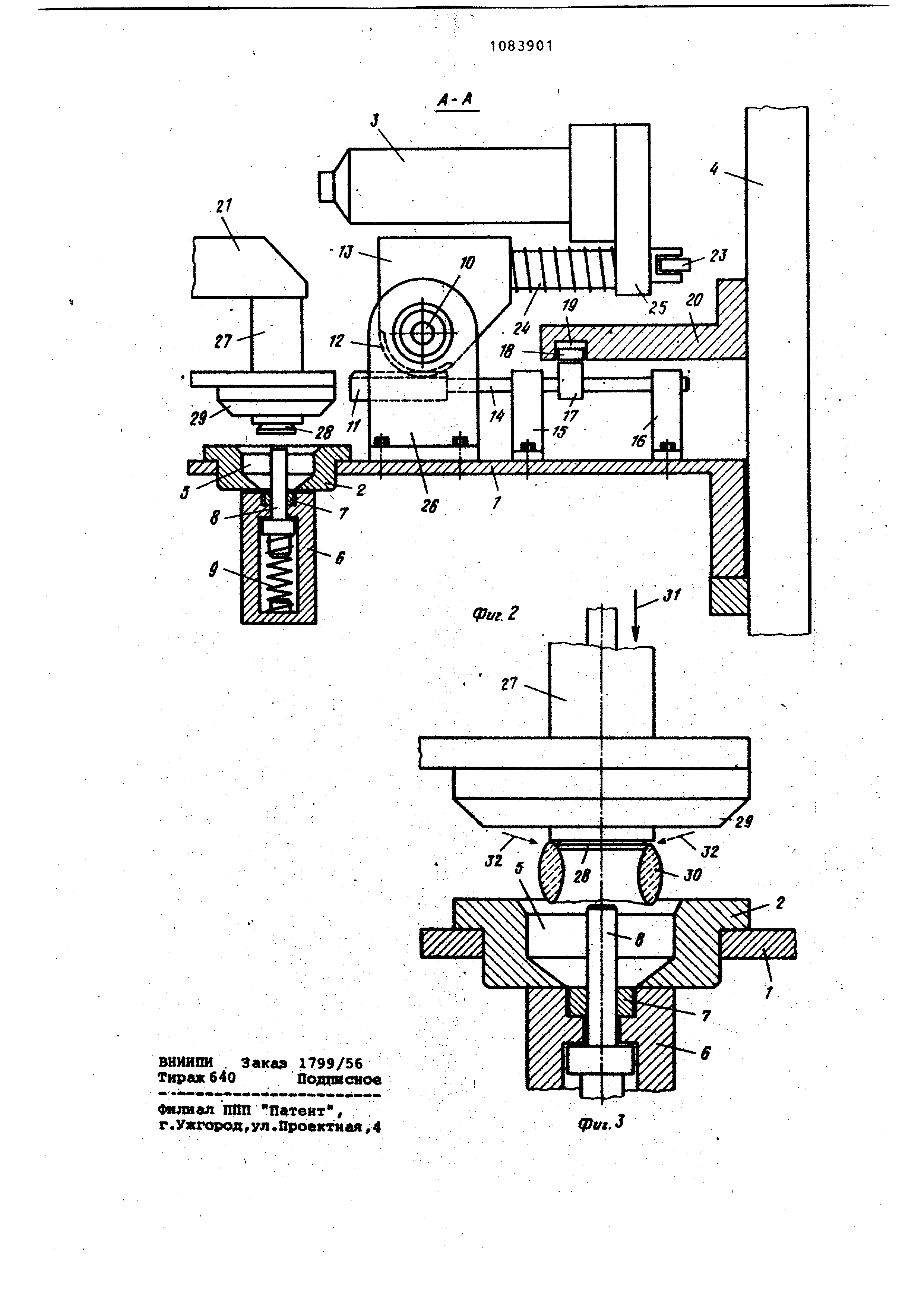
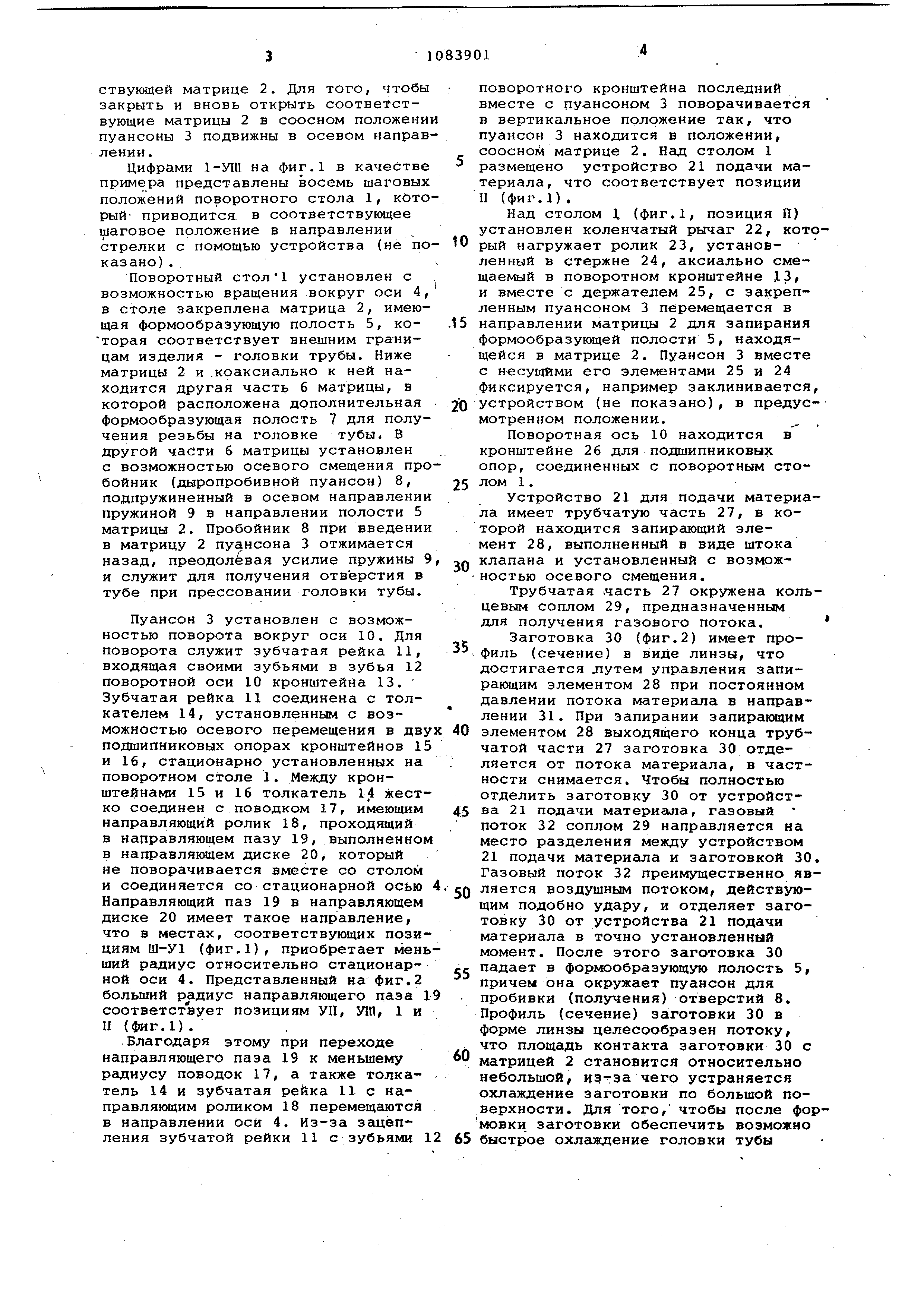
На фиг.1 изображена установка, общий вид; на фиг. 2 - разрез А-А
5 на фиг.1; на фиг.З - матрицы и устройства для подачи материгша в
момент отделения заготовки материала , разрез.(в увеличенном масштабе).
Установка содержит поворотное
0 основание, выполненное в виде пово-.
ротного стола 1, где на одинаковом расстоянии друг от друга расположены
матрицы 2 и пуансоны 3, причем каждой матрице 2 соответствует
с пуансон 3. Матрицы 2 открыты сверху , а пуансоны 3 установлены на
поворотном столе с возможностью поворота в вертикальной плоскости из
горизонтального положения на угол 90° в вертикальное, соосное соответствующей матрице 2. Для того, чтобы закрыть и вновь открыть cooTBetcTвующие матрицы 2 в соосном положении
пуансоны 3 подвижны в осевом направлении .
Цифрами 1-yiU на фиг.1 в качестве
примера представлены восемь шаговых положений поворотного стола 1, который- приводится в соответствующее
шаговое положение в направлении стрелки с помощью устройства (не показано ) .
Поворотный стол1 установлен с возможностью вращения вокруг оси 4, в столе закреплена матрица 2, имеющая
формообразующую полость 5, которая соответствует внешним границам изделия - головки трубы. Ниже
матрицы 2 и .коаксиально к ней находится другая часть 6 матрицы, в которой расположена дополнительная
формообразующая полость 7 для получения резьбы на головке тубы. В другой части 6 матрицы установлен
с возможностью осевого смещения пробойник (дыропробивной пуансон) 8,
подпружиненный в осевом направлении пружиной 9 в направлении полости 5
матрицы 2. Пробойник 8 при введении в матрицу 2 пуансона 3 отжимается
назад, преодолевая усилие пружины 9 и служит для получения отверстия в
тубе при прессовании головки тубы.
Пуансон 3 установлен с возможностью
поворота вокруг оси 10. Для поворота служит зубчатая рейка 11, входящая своими зубьями в зубья 12
поворотной оси 10 кронштейна 13. Зубчатая рейка 11 соединена с толкателем
14, установленным с возможностью осевого перемещения в дву подшипниковых опорах кронштейнов 15
и 16, стационарно установленных на поворотном столе 1. Между кронштейнами 15 и 16 толкатель 14 жестко
соединен с поводком 17, имеющим направляющий ролик 18, проходящий
в направляющем пазу 19, выполненном в направляющем диске 20, который
не поворачивается вместе со столом и соединяется со стационарной осью
Направляющий паз 19 в направляющем диске 20 имеет такое направление,
что в местах, соответствующих позициям Ш-У1 (фиг.1), приобретает меньший
ргщиус относительно стационарной оси 4. Представленный на фиг.2 больший радиус направляющего паза 1
соответствует позициям УП, У1И, 1 и II (фиг.1) .
Благодаря этому при переходе направляющего паза 19 к меньшему радиусу поводок 17, а также толкатель
14 и зубчатая рейка 11 с направляющим роликом 18 перемещаются в направлении оси 4. Из-за зацепления
зубчатой рейки 11 с зубьями 1
поворотного кронштейна последний
вместе с пуансоном 3 поворачивается в вертикальное положение так, что
пуансон 3 находится в положении, соосной матрице 2. Над столом 1
размещено устройство 21 подачи материала , что соответствует позиции П (фиг.1).
Над столом 1 (фиг.1, позиция П) установлен коленчатый рычаг 22, котрый
нагружает ролик 23, установленный в стержне 24, аксиально смещаемый в поворотном кронштейне J.3,
и вместе с держателем 25, с закрепленным пуансоном 3 перемещается в
направлении матрицы 2 для запирания формообразующей полости 5, находящейся
в матрице 2. Пуансон 3 вместе с несущими его элементами 25 и 24 фиксируется, например заклинивается
устройством (не показано), в предусмотренном положении.
Поворотная ось 10 находится в кронштейне 26 для подшипниковых опор, соединенных с поворотным столом
1.
Устройство 21 для подачи материала имеет трубчатую часть 27, в которой
находится запирёоощий элемент 28, выполненный в виде штока клапана и установленный с возможностью
осевого смещения.
Трубчатая .часть 27 окружена кольцевым
соплом 29, предназначенным для получения газового потока.
Заготовка 30 (фиг.2) имеет профиль (сечение) в виде линзы, что
достигается .путем управления запирающим элементом 28 при постоянном
давлении потока материала в направлении 31. При запирании запирающим
элементом 28 выходящего конца трубчатой части 27 заготовка 30 отделяется
от потока материала, в частности снимается. Чтобы полностью отделить заготовку 30 от устройства
21 подачи материсьпа, газовый поток 32 соплом 29 направляется на
место разделения между устройством 21 подачи материала и заготовкой 30
Газовый поток 32 преимущественно является воздушным потоком, действующим
подобно удару, и отделяет заготовку ЗО от устройства 21 подачи материала в точно установленный
момент. После этого заготовка 30 падает в формообразующую полость 5,
причем она окружает пуансон для пробивки (получения) отверстий В. Профиль (сечение) заготовки 30 в
форме линзы целесообразен потоку, что площадь контакта заготовки 30 с
матрицей 2 становится относительно небольшой, иэ-за чего устраняется
охлаждение заготовки по большой поверхности . Для того, чтобы после фомовки
заготовки обеспечить возможно быстрое охлаждение головки тубы
(фиг.1) матрица 2 в пуансон 3 (фиг,2) охлаждаются хладагентом с помощью устройства (не показано).
Дналосичным устройством и способом можно изготовлять и другие формованные
тела из пластмассы.
Благодаря конструкции матрицы 2
и установленного в ней пуансона 8 для образования отверстий гарантируется
, что- заготовка 30 в предусмотренном положении падает в формообразующую полость 5 и в этом положении
практически не может проскальзывать . Путь падения между устройством
21 для подачи материала и формообразующей полостью 5 матрицы 2 должен выдерживаться возможно меньшим
. Если гарантируется безупречное отделение заготовки от устройства
поддачи материгша, то можно отказаться от газового сопла 29.
Установка снабжена также устройством 33 для загрузки предварительно изготовленного трубчатого корпус
тубы, устройством 34 для вытягивания пуансона 3 и устройством 35 для завинчивания колпачка тубы.
Установка работает следующим образом .
Позиция 1. С помощью загрузочног устройства 33 предварительно изготовленный трубчатый корпус 36 тубы,
надвигается на пуансон 3, который находится в горизонтальном положении
, загрузка осуществляется в горизонтальном направлении.
Позиция IJ. Устройство 21 подачи материала пластифицированная разогретая
пластмасса подается в открытую матрицу 2, перекрываемую (сверху) устройством 21. При следующем
переходе от позиции li к позиции Ш пуансон 3 поворачивается в вертикальное
положение, соосное матрице.
Позиция 1П. С помощью соответствующего
коленчатого рычага 22 пуансон 3 в положении/ соосном матрице.
сводится в матрицу, чтобы пластифицирЬванную пластмассу сформовать
в головку тубы, причем одновременно зта головка тубы сплавляется с трубчатым
корпусом тубы. Пуансон устройст13ом (не показано) фиксируется в этом положении формовки и коленчатый
рычаг 22 отведётся в исходное положение.
Позиция 1У. Пуансон 3 остается
в положении формовки так, что отформованная головка тубы может охлаждаться и отверждаться. Матрица 2
и пуансон 3 охлаждаются подачей хладагента по присоединительным узлам (не показаны).
Позиция У. Пуансон 3 остается достаточно долго в положении формовки
для охлаждения головки тубы.
Позиция У1. Пуансон 3 устройством
4 для втягивания пуансона перемещается назад в осевом направлении , и снова открывается матрица
2. Часть б матрицы 2, имеющая резьбу, устройством (не показано)
5 отвинчивается ниже поворотного стола 1. При последующем переводе из
позиции У1 в позицию УП пуансон 3 с трубкой (корпусом 36 и сформованной
головкой 37 тубы) снова пово0 рачивается назад в горизонтальное положение.
Позиция УП. С по1«эщью Зсшинчивающего устройства 35 колпачок 38 тубы
навинчивается на головку 37 тубы. Позиция УШ. Туба, состоящая из
трубчатого корпуса тубы 36, головки 37 тубы и колпачка 38 тубы, готова
и выбрасывается в направлении стрелки 39 или стягивается с пуансона
3 устройством (не показано). После ближайшего шагового перемещения
пуансон 3 в позиции 1 снова загружается новым трубчатым корпусом тубы 40 и цикл повторяется.
Число операций технологического
5 процесса может быть любым.



Комментарии